Настоящее изобретение относится к установке непрерывной разливки расплавленного металла, в частности расплавленной стали, с получением готового сляба, причем установка включает кристаллизатор, в который расплавленный металл разливают через выходное отверстие средства заливки с образованием ванны расплавленного металла и в котором по меньшей мере часть расплавленного металла затвердевает, к кристаллизатору, подходящему для такой установки непрерывной разливки, и к способу ее выполнения.
Установка непрерывной разливки, в том, как она упоминается в настоящем описании, может быть любой из известных установок для непрерывной разливки слябов, имеющих толщину приблизительно 250 мм, или установкой для разливки тонких слябов, для отливки слябов, имеющих толщину приблизительно от 150 мм или менее, например, в диапазоне 50-100 мм.
Хотя имеется неограниченное количество установок для непрерывной разливки тонких слябов, в частности, в таких установках, где скорость, с которой металл поступает в кристаллизатор, является высокой, существуют проблемы, связанные с нестабильным и/или несимметричным течением расплавленного металла в кристаллизатор. В наиболее общем случае расплавленный металл разливают из промежуточного ковша в кристаллизатор через сопло с погруженным устьем в качестве средства заливки, подсоединенного к промежуточному ковшу и достигающего кристаллизатора. Ось сопла, как правило, совпадает с осью кристаллизатора.
Установка непрерывной разливки упоминаемого типа хорошо известна в данной области техники, например, из заявки WO 95/20445. Кристаллизатор и сопло, подходящие для такой установки непрерывной разливки известны из заявки WO 95/20443. Другой вариант сопла известен из Европейского патента ЕР 0685282.
На практике известно, что после введения в кристаллизатор расплавленного металла возникает его рециркуляция неодинаковой величины и формы. В случае единственного выпускного отверстия сопла возникают два потока рециркуляции в вертикальной плоскости на каждой стороне сопла: поток рециркуляции, меньший по размеру и больший по размеру. Потоки рециркуляции направляются к мениску и вызывают его искажение, причем это искажение различно для каждого из двух потоков рециркуляции. Теплопередача за счет циркуляции расплавленного металла к литейному порошку, плавающему на поверхности расплава, и, следовательно, температура литейного порошка различна для двух потоков рециркуляции. Следовательно, влияние литейного порошка на теплопередачу расплавленного металла к охлажденным стенкам кристаллизатора является неоднородным. То же самое относится к смазывающему эффекту литейного порошка между стенками кристаллизатора и металлом. Рециркуляция может также привести к увлечению литейного порошка и других включений в ванну расплавленного металла. Результатом этого, не считая поверхностных и внутренних дефектов, является то, что при литье тонкий сляб имеет неоднородность температуры и, вследствие этого, положение каждого потока рециркуляции непредсказуемо, распределение температуры также нельзя предсказать, что приводит в конечном счете к неоднородной толщине или, другими словами, к дефектам формы литого сляба.
На современных заводах по производству стали, где непрерывные или полунепрерывные процессы используют при разливке, горячей прокатке и, в некоторых случаях, при прокатке в ферритной области, возможности коррекции формы литых слябов либо отсутствуют, либо являются очень ограниченными. Поэтому регулирование формы на заводе такого типа является особой проблемой.
Хотя проблема нестабильного и несимметричного течения в кристаллизаторе и была пояснена в отношении разливки тонких слябов, эта проблема существует также у установок для разливки толстых слябов.
Направление, в котором разрабатывались предшествующие технические решения, связано с формой сопла и его выпускных отверстий. Были предложены многочисленные формы выпускного отверстия, его угла относительно продольной оси сопла и форма донной части сопла. При получении тонких слябов возникла необходимость в кристаллизаторе воронкообразной формы.
В дальнейшем это направление не привело к удовлетворительному решению вышеописанных проблем, в особенности, к решению, подходящему для различных режимов разливки, связанных с разными сортами стали и размерами литой продукции.
Цель настоящего изобретения состоит в создании установки непрерывной разливки, которая может обеспечить устранение или по меньшей мере максимальное уменьшение этих проблем и которая также позволяет получить другие преимущества.
Эта цель достигается с помощью установки для непрерывной разливки слябов из расплавленного металла, в частности расплавленной стали, с получением готового сляба, содержащей кристаллизатор, имеющий длинные и короткие стороны, в которой заливают расплавленный металл через выпускное отверстие средства заливки с образованием ванны расплавленного металла и в котором затвердевает, по меньшей мере, часть металла, по меньшей мере, одно устройство магнитного перемешивания, имеющее на любой из длинных сторон кристаллизатора магнитные полюса для перемешивания, действующие в комплекте на поток расплавленного металла, подаваемого в кристаллизатор через выпускное отверстие, в которой магнитные полюса для перемешивания устройства магнитного перемешивания расположены ниже выпускного отверстия средства заливки в таком месте, чтобы оказывать перемешивающее действие на компоненты потока расплавленного металла внутри кристаллизатора, отклоняющиеся от установившегося характера течения расплавленного металла в кристаллизаторе, которое в основном симметрично относительно, по меньшей мере, одной плоскости симметрии кристаллизатора, поперечной по отношению к его длинным сторонам, и выполнены с возможностью не оказывать по существу перемешивающее воздействие на компоненты потока расплавленного металла, имеющего симметричный характер течения.
Настоящее изобретение исходит из того, что добиться нужной симметрии и стабильности очень трудно, поскольку течение расплавленного металла и его поведение в кристаллизаторе зависят от многих факторов, таких как температура и химический состав расплавленного металла, несимметричность формы выпускного отверстия разливки (сопла) и ее изменение за период его службы из-за износа и налипов, градиенты температуры около охлажденных стенок кристаллизатора, отклонения формы кристаллизатора. Все эти факторы влияют на течение в кристаллизаторе, и, поскольку каждый из этих факторов труден для предварительного учета и регулирования, то характер течения трудно предсказать или регулировать его посредством подбора формы сопла.
Согласно настоящему изобретению предложено средство регулирования, которое обеспечивает симметричное течение, или, другими словами, симметричные и по существу идентичные потоки рециркуляции в кристаллизаторе и, в конечном счете, в незатвердевшей части отливаемого сляба, посредством регулирования и/или управления течением расплавленного металла после его выпуска в кристаллизатор через сопло.
Согласно настоящему изобретению сначала было установлено, что несимметричный и нестабильный характер течения расплавленного металла нельзя корректировать с помощью выбора формы сопла и его выпускного отверстия или отверстий, но можно посредством влияния на возникшее течение металла в кристаллизаторе и, в конечном счете, в незатвердевшей части отливаемого сляба.
Простой, бесконтактный и надежный вариант изобретения отличается тем, что средство регулирования содержит по меньшей мере одно устройство магнитного перемешивания, предпочтительно, одно устройство электромагнитного перемешивания.
Электромагнитные мешалки для осуществления смешивающего или перемешивающего воздействия на поток расплавленного металла хорошо известны в данной области техники, и доказана их надежность как составной части оборудования. В известном случае применения, как описано, например, в ЕР 040383 и ЕР 0092126, электромагнитные мешалки используют для перемешивания ванны расплавленного металла.
Электромагнитные мешалки используют для перемешивания жидкого металла между затвердевшими дендритными кристаллами, чтобы снова растворить эти кристаллы в конкретном месте вдоль продольной оси для образования затвердевших кристаллов равноосной формы. Скорость жидкого металла, выходящего из выпускного отверстия заливочного сопла составляет от 10 до 100 крат скорости разливки. Электромагнитные мешалки используют для торможения этой высокой скорости течения жидкого металла, поступающего в кристаллизатор, чтобы предотвратить глубокое проникновение поступающего жидкого металла, предотвращая тем самым глубокое проникновение вредных включений. Несмотря на благоприятное влияние электромагнитных перемешивателей или мешалок, течение жидкого металла в кристаллизаторе является неприемлемым из-за нестабильности и асимметрии. Эти нежелательные явления не предотвращаются электромагнитными мешалками и перемешивателями при их практическом применении.
Хотя подходят и мешалки с постоянными магнитами, предпочтительно использовать электромагнитные мешалки, благодаря возможности получить более высокую магнитную индукцию и простоте регулирования магнитной индукции посредством изменения тока в катушках индуктивности, в частности, в электромагнитных мешалках, работающих на постоянном токе или низкочастотном токе.
Согласно настоящему изобретению в этом варианте устройство магнитного перемешивания благодаря генерированию электромагнитного поля эффективно препятствует возникновению периодических колебаний жидкого металла и асимметричному течению в кристаллизаторе, обеспечивая в результате очень стабильную поверхность ванны расплава даже в условиях высокой скорости литья 2,0 м/мин и более при использовании обычного типа установок непрерывной разливки и 4 м/мин и более при отливке тонких слябов, что обеспечивает образование очень правильной и однородной затвердевшей оболочки у расплавленного металла в кристаллизаторе. Если при течении по некоторым причинам возникает асимметрия, то появляется различие в скорости течения металла. Поскольку эффект перемешивания зависит от скорости, то возникает эффект выравнивания асимметрии за счет торможения более высокой скорости течения. Таким образом, устройство магнитного перемешивания вызывает рециркуляцию, которая по существу является равномерной и стабильной. Производительность установки непрерывной разливки, другими словами экономическая эффективность, зависит от скорости разливки и при использовании настоящего изобретения может быть существенно увеличена.
Очень эффективный вариант настоящего изобретения отличается тем, что устройство магнитного перемешивания состоит из двух комплектов полюсов магнитного перемешивания, расположенных отдельно и действующих в направлении, по существу перпендикулярном направлению течения расплавленного металла, поступающего в кристаллизатор через выпускное отверстие.
В этом варианте существенная часть основного потока может течь беспрепятственно через пространство между двумя комплектами полюсов. Другие порции течения проходят через магнитные мешалки и перемешиваются. Поскольку несимметричность течения влечет за собой неравенство скорости и поскольку эффект перемешивания зависит от скорости расплавленного металла, проходящего мешалку, то мешалку оказывает выравнивающее влияние, что способствует предотвращению возникающей несимметричности и исправляет возникшие несимметричности. Благодаря упрощению конструкции устройств данный вариант легко монтируется и управляется. Предпочтительно, каждый комплект полюсов осуществляет основное распределение магнитного поля перпендикулярно потоку расплавленного металла, поступающего в кристаллизатор.
Простой и соответствующий достижению основной цели настоящего изобретения вариант отличается тем, что устройство магнитного перемешивания расположено симметрично относительно выпускного отверстия средства разливки.
Устройство магнитного перемещения действует очень эффективно в варианте настоящего изобретения, который отличается тем, что магнитные полюса для перемешивания расположены в направлении, по существу перпендикулярном направлению течения расплавленного металла, поступающего в кристаллизатор через выпускное отверстие.
Для обеспечения определенной рециркуляции и течения вдоль боковых стенок кристаллизатора следующий вариант отличается тем, что устройство магнитного перемешивания действует в диапазоне от 1/2 до 7/8 ширины кристаллизатора. Этот вариант обеспечивает достаточный поток расплавленного металла к мениску при стабилизации остального потока.
Неожиданно благоприятные эффекты могут быть получены в варианте настоящего изобретения, отличающемся тем, что устройство магнитного перемешивания содержит средство разделения для разделения потока расплавленного металла, поступающего в кристаллизатор, по меньшей мере на два полупотока и для предотвращения течения от одного полупотока ко второму полупотоку в кристаллизатор как параллельной, так и воронкообразной формы.
Средство регулирования в принципе делит основной поток расплавленного металла на два полупотока в основном рециркулирующей формы, равной величины. Несимметричность означает, что один рециркулирующий поток отличается по величине от другого ре цирку пирующего потока, следовательно, несимметричность означает, что расплавленный металл должен проходить через средство регулирования. Поскольку средство регулирования препятствует такому проходу, то ре цирку пирующие потоки и, следовательно, течение в кристаллизаторе является в основном равномерным и стабильным.
Предпочтительно, средство разделения содержит по меньшей мере один комплект магнитных полюсов, более предпочтительно, комплект электромагнитных полюсов. В очень эффективном варианте средство разделения имеет коэффициент усиления от 1,5 до 10, больший в направлении литья, чем в направлении, перпендикулярном ему, т.е. ширине кристаллизатора.
Магнитные полюса для перемешивания предпочтительно расположены главным образом перпендикулярно относительно течения расплавленного металла. Устройство магнитного перемешивания предпочтительно действует только вокруг части более длинной стороны, т.е. ширины кристаллизатора, предпочтительно от 1/8 до 7/8 ширины, причем каждый полюс в результате обеспечивает главное распределение силы магнитного полюса перпендикулярно потоку расплавленного металла, поступающего в кристаллизатор. Такое устройство магнитного перемешивания как магнитная мешалка, перемешивает и выравнивает, благодаря зависимости от скорости перемешивающего воздействия, основной поток, обеспечивая в то же время возможность направить циркулирующий поток к мениску для необходимого теплообмена. Высокая скорость и нарушение потоков рециркуляции, возникающие на наружных концах магнитных полюсов для перемешивания, распространяется через мешалки, и происходит эффективное перемешивание и снижение скорости.
Вообще, как следствие симметричного течения в кристаллизаторе, скорость возникающих потоков рециркуляции, а также и скорость у мениска кристаллизатора являются относительно низкими по сравнению с ситуацией, имеющей место в предшествующих технических решениях.
Для дополнительного снижения скорости у мениска другой вариант установки непрерывной разливки согласно настоящему изобретению отличается тем, что установка непрерывной разливки снабжена средством перемешивания для снижения скорости расплавленного металла, текущего к мениску ванны расплавленного металла в кристаллизаторе.
В некоторых случаях применения требуется еще меньшая скорость у мениска, главным образом для устранения нарушения мениска и захвата частиц литейного порошка в расплавленный металл. При использовании этого варианта скорость у мениска может быть снижена по существу без влияния на эффект выравнивания и стабилизации устройства магнитного перемешивания.
Очень эффективное, надежное и легкое для управления средство перемешивания отличается тем, что оно содержит по меньшей мере две магнитных мешалки, предпочтительно, две электромагнитных мешалки, расположенных симметрично относительно по меньшей мере одной плоскости симметрии кристаллизатора, и воздействует на поток металла, направляемый к мениску расплавленного металла. Потоки рециркуляции, возникающие в кристаллизаторе, направлены вверх вблизи коротких стенок кристаллизатора. При размещении средства перемешивания в этом положении скорость была бы относительно высокой, и магнитные мешалки обеспечивают особенно эффективное перемешивание.
Предпочтительно, чтобы положение магнитных полюсов для перемешивания было переменным относительно кристаллизатора. При использовании этого варианта средство регулирования можно размещать в оптимальном положении, в зависимости от используемых кристаллизатора и сопла. Это положение можно адаптировать даже к различным условиям процесса при разливке.
Предпочтительно, чтобы положение средства перемешивания было переменным относительно кристаллизатора. Также при использовании этого варианта можно выбирать оптимальное положение средства перемешивания и устанавливать в нем в зависимости от кристаллизатора, сопла и условий процесса, даже когда условия процесса изменяются.
Настоящее изобретение воплощено также в кристаллизаторе с предусмотренными в нем магнитными полюсами для перемешивания согласно настоящему изобретению в его дополнительных вариантах, а также в кристаллизаторе, подходящем для работы с таким средством регулирования.
Настоящее изобретение далее воплощается также в способе разливки металла, в частности расплавленной стали, с использованием для разливки расплавленного металла установки непрерывной разливки согласно настоящему изобретению и его вариантам.
В предпочтительном варианте способ отличается тем, что действие и/или положение магнитных полюсов для перемешивания, и/или средства перемешивания выбирают в зависимости от температуры расплавленного металла в зоне мениска. Взаимосвязь между температурой расплавленного металла в зоне мениска действием и/или положением устройства магнитного перемешивания, и/или средства перемешивания может быть легко установлена экспериментальным путем квалифицированным работником, что входит в его обязанности, и это не трубует изобретательского замысла.
Еще один дополнительный вариант отличается тем, что действие и/или положение магнитных полюсов для перемешивания, и/или средства перемешивания выбирают в зависимости от характеристик течения из сопла в кристаллизатор.
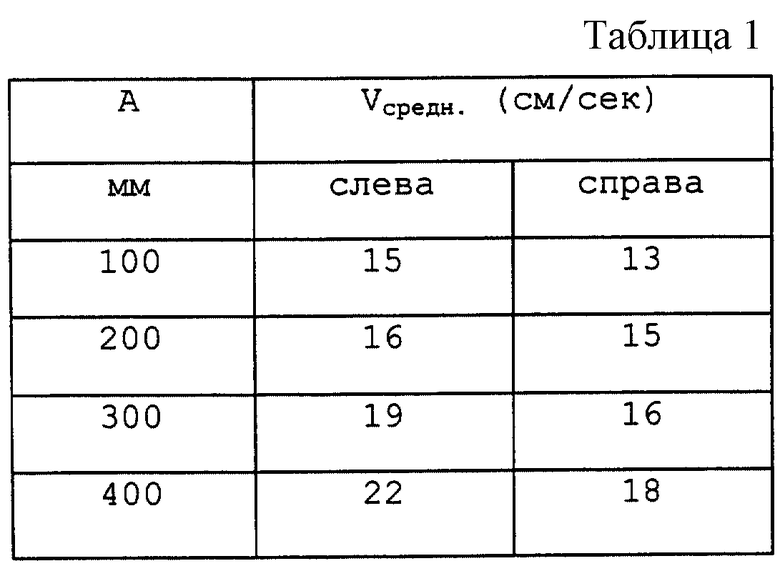
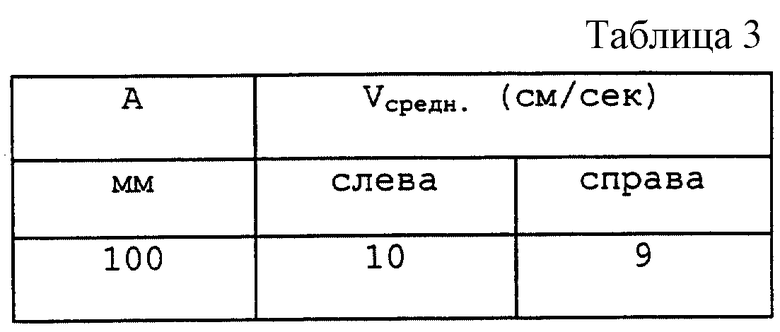
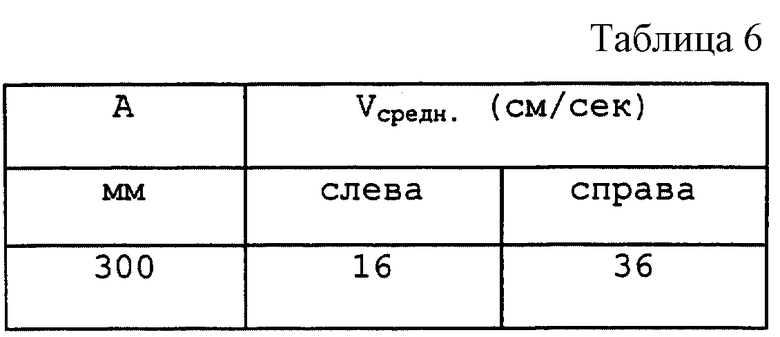
Объект и другие преимущества настоящего изобретения иллюстрируются последующими описанием различных вариантов и результатов испытаний, которые не являются ограничительными и описываются со ссылкой на прилагаемые чертежи. В таблицах Vсредн. обозначает скорость, измеренную у мениска.
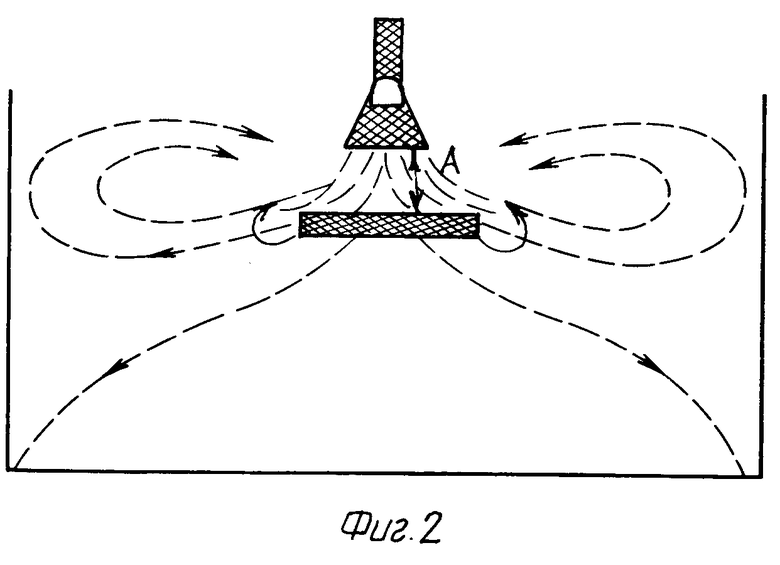
На чертежах идентичными позициями обозначены идентичные элементы и операции с совпадающими функциями. На каждом чертеже пунктирными линиями и стрелками на них показано направление течения расплавленного металла.
На чертежах также показаны результаты экспериментов, проведенных на водяной модели, моделирующей кристаллизатор, в которой вода использована для моделирования расплавленной стали. Из предшествующих технических решений известно, что такое моделирование дает очень хорошее представление о действительном поведении расплавленной стали в кристаллизаторе. Водяная модель, представленная на фиг.1-6, имеет прямоугольное поперечное сечение с размерами: ширина 1500 мм и толщина 100 мм.
На фиг. 1 показан образец течения, которое происходит в установке по предшествующему техническому решению. Течение является очень несимметричным. Измеренные скорости приведены в табл.1.
На фиг. 2 показан образец течения, в котором использовано устройство магнитного перемешивания в кристаллизаторе, причем устройство магнитного перемешивания моделируется препятствием сетчатого типа. Буквой А обозначено расстояние между выпускным отверстием сопла и устройством магнитного перемешивания. Часть воды проходит, перемешиваемая магнитными полюсами для перемешивания, часть отклоняется вверх и вызывает необходимый поток тепла к поверхности ванны. У конца магнитных полюсов для перемешивания возникают небольшие потоки рециркуляции, которые эффективно перемешиваются магнитными полюсами для перемешивания. Результаты обобщены в табл.2, которая показывает, что получено существенное улучшение симметрии.
На фиг. 3 показан образец течения, полученный в другом варианте изобретения. Устройство магнитного перемешивания содержит два комплекта полюсов, расположенных порознь в направлении, в основном перпендикулярном к направлению течения расплавленного металла. Центральная часть потока проходит мешалку беспрепятственно. Боковая часть, которая образует потоки рециркуляции, перемешивается и выравнивается, приводя к симметричной и относительно низкой скорости потоков рециркуляции. Результаты измерений показаны в следующей табл.3.
На фиг.4 показан следующий вариант, в котором устройство магнитного перемешивания содержит средство разделения, реализованное в вертикально расположенных магнитных мешалках, что моделируется препятствием сетчатого типа.
Неожиданно было обнаружено, что этот вариант является очень эффективным. Считают, что действие происходит следующим образом. Устройство магнитного перемешивания делит основной поток на два полупотока. При этом в каждом полупотоке возникает рециркуляция. Как только основной поток разделяется на два действующих симметрично потока рециркуляции, за счет влияния препятствия исчезают нестабильность и несимметричность. Эффект разделения инициирует возникновение потоков рециркуляции, которые препятствуют глубокому проникновению в ванну расплава основного потока, который может тем самым увлечь за собой глубоко в ванну нежелательные включения, где они могут быть захвачены и попасть в такой затвердевший металл, как сталь. Захваченные включения могут вызвать появление серьезных дефектов в готовом продукте.
Было обнаружено, что этот вариант относительно нечувствителен к положению магнитных полюсов для перемешивания относительно сопла в любом положении. Таким образом, также и этот вариант является очень эффективным.
Полученные результаты приведены в следующей табл.4.
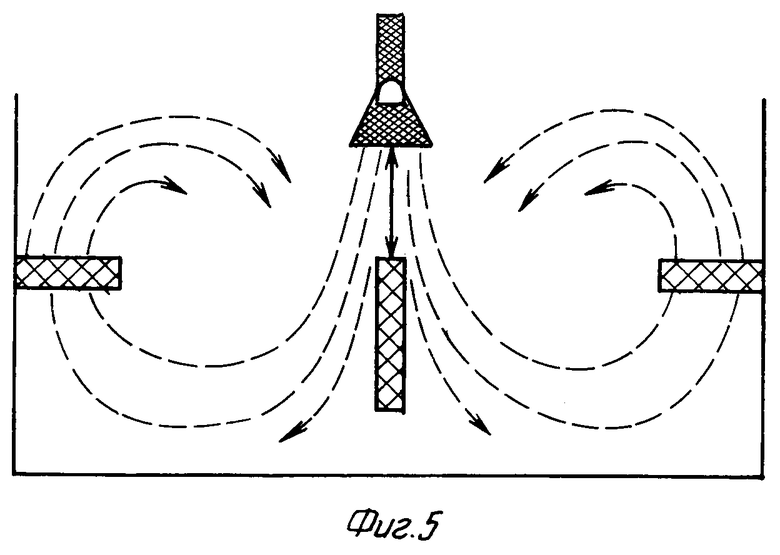
Дополнительное преимущество может быть получено при использовании варианта, как видно на фиг.5, где показано средство перемешивания для снижения скорости течения воды у миниска ванны. Как можно видеть из фиг.4, скорость у поверхности является относительно высокой. Такая высокая скорость может вызвать возмущения у мениска, приводящие к захвату частиц плавильного порошка, такого как для случая ванны стали. При использовании варианта, показанного на фиг.5, скорость у поверхности ванны может быть снижена до безопасной величины без риска застывания мениска. Результаты измерений показаны в следующей табл.5.
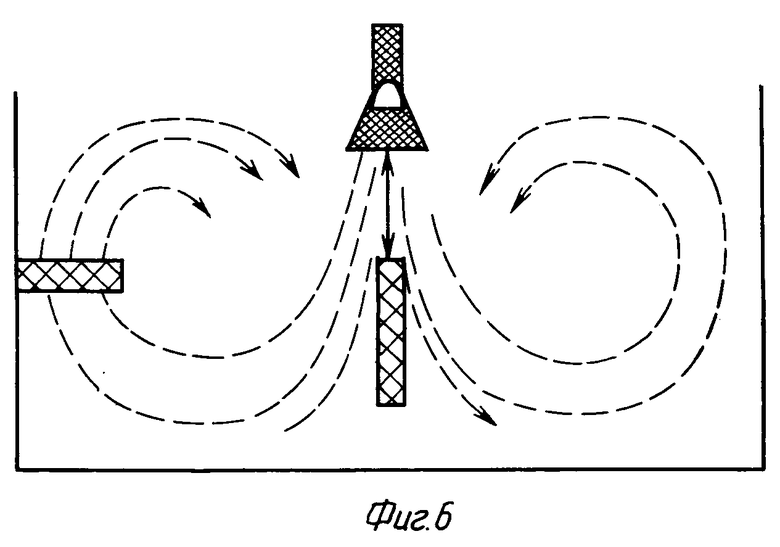
Неожиданный эффект варианта 4 может быть продемонстрирован результатами, полученными при использовании варианта, показанного на фиг.6. На фиг.6 действует только одна мешалка варианта фиг.5, которая приводит к очень различным условиям между левой и правой сторонами кристаллизатора. Несмотря на такое большое возмущение два потока рециркуляции симметрично вращаются относительно плоскости симметрии вдоль центральной оси сопла и кристаллизатора. Скорости, измеренные у поверхности ванны, см. в табл.6.
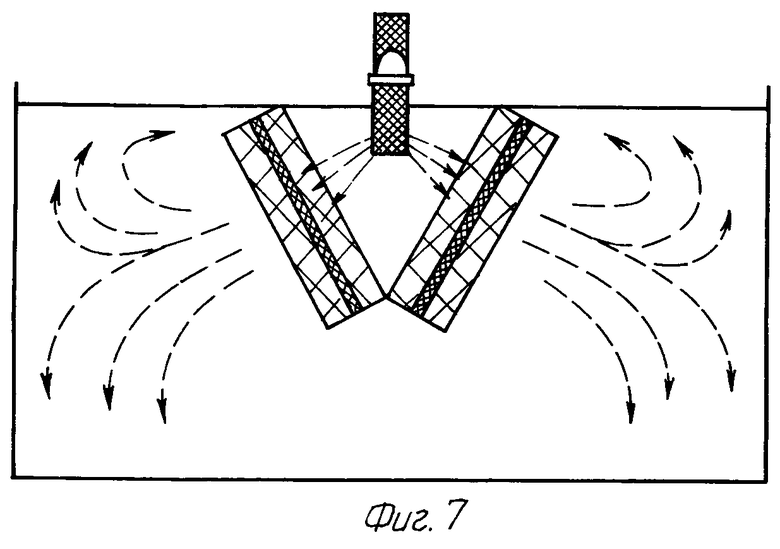
На фиг. 7 показан другой вариант настоящего изобретения, при использовании в этом случае раздвоенного сопла и кристаллизатора воронкообразной формы. Скорость разливки была увеличена до 8 м/мин. Для каждого из двух основных потоков, выходящих из сопла, была предусмотрена магнитная мешалка, смоделированная с помощью средства регулирования сетчатого типа. Посредством выбора угла наклона средства регулирования относительно направления основного потока можно было выбрать относительную величину характеристик течения направленного вверх потока и направленного вниз потока. Кроме того, можно было регулировать течение с помощью регулирования эффекта перемешивания магнитной мешалки. Эту характеристику данного варианта измеряли посредством измерения высоты волнения мениска. Высота волн была одинаковой для левой и правой сторон и могла составлять до 3 мм.





Изобретение относится к металлургии. Установка непрерывной разливки слябов из расплавленного металла, в частности расплавленной стали, с получением готового сляба содержит кристаллизатор, в который заливают расплавленную сталь через выпускное отверстие средства заливки (сопла), с образованием ванны расплавленного металла, и в котором затвердевает по меньшей мере часть металла. Установка непрерывной разливки обеспечена по меньшей мере одним устройством магнитного перемешивания (УМП) для регулирования течения расплавленной стали и воздействия на расплавленную сталь после ее введения в кристаллизатор таким образом, чтобы характер течения расплавленной стали в кристаллизаторе был по существу симметричным относительно по меньшей мере одной плоскости симметрии кристаллизатора, поперечной по отношению к его длинным сторонам. Магнитные полюса для перемешивания (УМП) выполнены с возможностью не оказывать по существу перемешивающее воздействие на компоненты потока расплавленного металла, имеющего симметричный характер течения. Технический результат - получение слябов без поверхностных и внутренних дефектов. 2 с. и 10 з.п.ф-лы, 6 табл., 7 ил.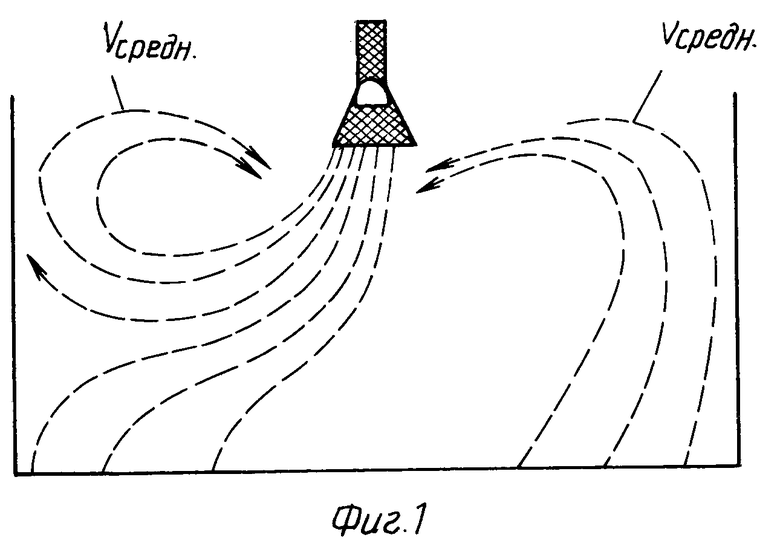
| 0 |
|
SU401504A1 | |
| Прибор для очистки паром от сажи дымогарных трубок в паровозных котлах | 1913 |
|
SU95A1 |
| JP 3275256 A, 05.12.1991 | |||
| JP 61129261, 17.06.1986 | |||
| Способ электромагнитного перемешивания жидкой фазы непрерывнолитого слитка | 1988 |
|
SU1675033A1 |
| СПОСОБ ПЕРЕМЕШИВАНИЯ ЖИДКОГО МЕТАЛЛА В КРИСТАЛЛИЗАТОРЕ ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1992 |
|
RU2043839C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКИХ ГРАНУЛ | 1992 |
|
RU2025220C1 |
| Прибор для очистки паром от сажи дымогарных трубок в паровозных котлах | 1913 |
|
SU95A1 |
| US 4617067, 14.10.1986. | |||

