Изобретение относится к холоднокатаному стальному листу, обладающему превосходной способностью к обработке травлением и формуемостью, предназначенному для изготовления теневой маски электронно-лучевой трубки (ЭЛТ) для цветных телевизионных приемников, и к способу изготовления указанного стального листа.
К ЭЛТ цветного телевизора прикрепляется теневая маска, которая имеет несколько сотен тысяч отверстий. Электронные пучки, испускаемые электронной пушкой, проходят через отверстия теневой маски и попадают точно на красные, синие и зеленые фосфоресцирующие пленочные элементы. Таким образом, теневая маска обладает функцией определения цвета. Помимо функции определения цвета, теневая маска обладает функцией корректирования теплового расширения и функцией магнитного экранирования.
Холоднокатаный стальной лист для изготовления теневой маски в основном состоит из легированной Cr низкоуглеродистой раскисленной алюминием стали. Эта сталь выплавляется в конвертере с непрерывной разливкой. Отлитая сталь подвергается горячей прокатке, за которой следует кислотное травление и первая холодная прокатка, а затем первый обезуглероживающий отжиг проводится до достижения предельно низкого содержания углерода. Отожженная сталь вторично подвергается холодной прокатке и поставляется компании, осуществляющей обработку фототравлением. Обработанная фототравлением теневая маска подвергается воздействию второго отжига при температуре 700 - 750oC и затем штампуется в виде криволинейной поверхности. Отштампованная теневая маска подвергается обработке чернением перед установкой в ЭЛТ.
Такая теневая маска должна иметь превосходную способность к обработке травлением и высокие поверхностные характеристики. Чтобы теневая маска имела требуемую способность к обработке травлением, стальной лист, использующийся в качестве исходного материала, должен иметь постоянную толщину и совершенную форму. Кроме того, его поверхность должна иметь подходящую шероховатость, а сам стальной лист должен иметь низкий уровень содержания неметаллических включений, чтобы обладать высокой чистотой.
Как известно, низкоуглеродистая кипящая сталь, имеющая хорошие поверхностные характеристики, широко используется в качестве материала для теневой маски. Однако в случае кипящей стали содержание неметаллических включений в верхней части слитка выше, чем в нижней его части, следствием чего являются отклонения в качестве изделия. С другой стороны, низкоуглеродистая раскисленная алюминием сталь имеет плохие поверхностные характеристики по сравнению с кипящей сталью, вследствие чего раскисленная сталь считается неподходящей для теневой маски. Однако с развитием технологии непрерывного литья поверхностные характеристики раскисленной стали практически приблизились к аналогичным характеристикам кипящей стали. Кроме того, раскисленная сталь является однородной по качеству материала вдоль рулона, и поэтому использование раскисленной стали выгодно с точки зрения требуемой формы и равномерности толщины листа после процесса холодной прокатки. Кроме того, раскисленная сталь превосходит кипящую сталь по чистоте и поэтому в последнее время раскисленная сталь стала широко использоваться для изготовления теневых масок.
Известен способ производства раскисленной стали [1], согласно которому горячекатаный лист низкоуглеродистой раскисленной алюминием стали подвергается первой холодной прокатке, отжигу, второй прокатке в указанной последовательности. Состав получаемой стали следующий, %: C - менее 0,03%; Mn - 0,02 - 0,60%; Si - менее 0,03%; P - менее 0,1%; S - менее 0,1%, растворимый Al - 0,01 - 0,05%; Cr - 0,01 - 0,05%; Fe и другие неизбежные примеси - остальное. В этой раскисленной стали для производства теневой маски сцепление оксидной пленки улучшено путем добавления Cr.
В последнее время усовершенствование технологии производства стали, например, с использованием вакуумного обезгаживания, привело к обеспечению высокой беспримесности производимой низкоуглеродистой стали. Следовательно, теневая маска может изготавливаться с использованием в качестве исходного материала стали с предельно низким содержанием углерода.
Однако когда сталь для теневой маски производится с использованием в качестве исходного материала легированной Cr раскисленной алюминием стали с предельно низким содержанием углерода, предел текучести становится высоким после травления и второго отжига из-за растворенного углерода. Следовательно, способность сохранения нормы в процессе штамповки ухудшается, происходит деформация растяжения, в результате чего трудно получить теневую маску с равномерной криволинейной поверхности. Поэтому основной принцип технологии состоит в проектировании сплава так, чтобы предел текучести становился ниже, и после второго отжига не происходит деформация растяжения.
В [2] описан другой способ производства холоднокатаного стального листа для производства теневой маски следующего состава, %: C - 0,005%; Mn - 0,05 - 0,50%; S - менее 0,010%; растворимый Al 0,01 - 0,08%, N - менее 0,005%; отношение в процентах Mn к S - более 7; отношение (растворимый Al% - 0,03%) к N% - более 6; Fe и другие неизбежные примеси - остальное.
Однако при производстве стального листа для теневой маски в соответствии с описанным выше патентом кипящая сталь или легированная Cr низкоуглеродистая раскисленная алюминием сталь подвергается горячей прокатке, кислотному травлению, первой холодной прокатке, обезуглероживающему отжигу и второй холодной прокатке в обычных условиях. Поэтому для обезуглероживания низкоуглеродистой стали с целью получения стали с предельно низким содержанием углерода требуется печь открытого рулонного отжига. Кроме того, для получения высокой точности толщины и наилучшей формы требуется оборудование второй холодной прокатки, обеспечивающее возможность наилучшей регулировки толщины и формы. Т.е. производство такого холоднокатаного стального листа для изготовления теневой маски требует высоких капиталовложений в оборудование, такое как обезуглероживающая печь и устройство для второй холодной прокатки, и, кроме того, процесс производства усложняется и стоимость производств увеличивается.
Целью настоящего изобретения является устранение описанных выше недостатков традиционной технологии. Более конкретно, целью настоящего изобретения является создание холоднокатаного стального листа для изготовления теневой маски и способа его производства для получения холоднокатаного стального листа, имеющего превосходную способность к обработке травлением и формуемость для использования в теневой маске.
Указанный выше результат достигается тем, что холоднокатаный лист для изготовления теневой маски, имеющий высокую способность к травлению и формуемость, содержащий углерод, марганец, фосфор, кремний, растворимый алюминий, хром, железо и неизбежные примеси, в соответствии с изобретением, дополнительно содержит азот и ниобий при следующем соотношении компонентов, мас.%:
Углерод - До 0,004
Марганец - 0,1-0,4
Фосфор - До 0,02
Кремний - До 0,02
Растворимый алюминий - 0,02-0,08
Азот - До 0,004
Хром - 0,02-0,06
Ниобий - 0,005 -0,03
Железо и неизбежные примеси - Остальное
Указанный технический результат достигается также тем, что в способе изготовления холоднокатаного стального листа для теневой маски, включающем получение заготовки из раскисленной алюминием стали, гомогенизацию, горячую прокатку, намотку листовой стали, холодную прокатку, непрерывный отжиг и дрессировку, в соответствии и изобретением, заготовку получают из стали при следующем соотношении компонентов в ней, мас.%:
Углерод - До 0,004
Марганец - 0,1-0,4
Фосфор - До 0,02
Кремний - До 0,02
Растворимый алюминий - 0,02-0,08
Азот - До 0,004
Хром - 0,02-0,06
Ниобий - 0,005-0,03
Железо и неизбежные примеси - Остальное,
гомогенизацию проводят при 1200-1250oC, горячую прокатку завершают при 900-940oC, намотку ведут при 550-650oC, холодную прокатку осуществляют до конечной толщины листовой стали при коэффициенте вытяжки 85-90%, а непрерывный отжиг проводят при 640-680oC непосредственно после прокатки до конечной толщины.
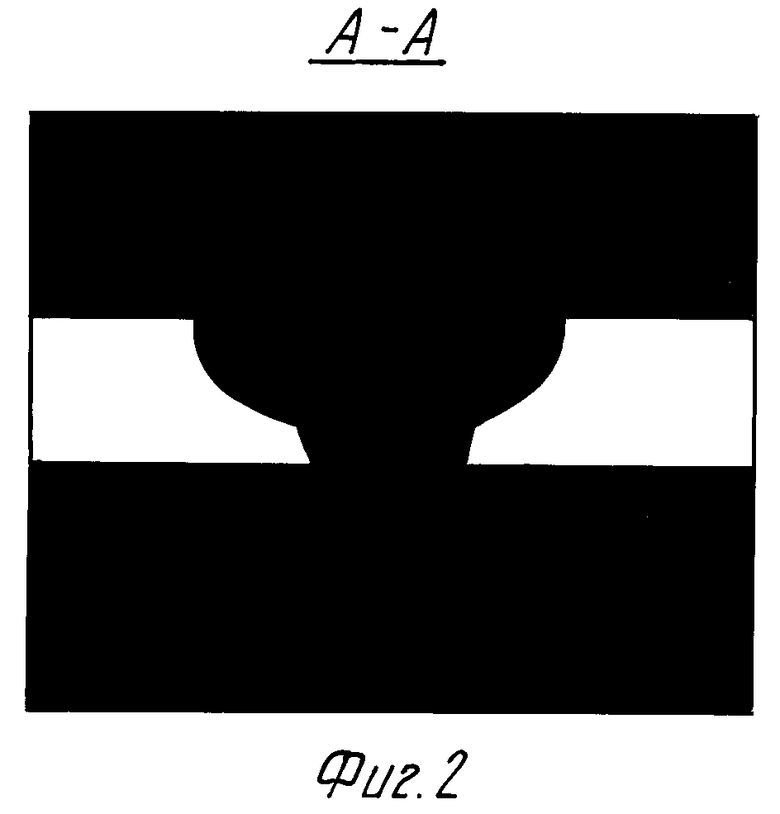
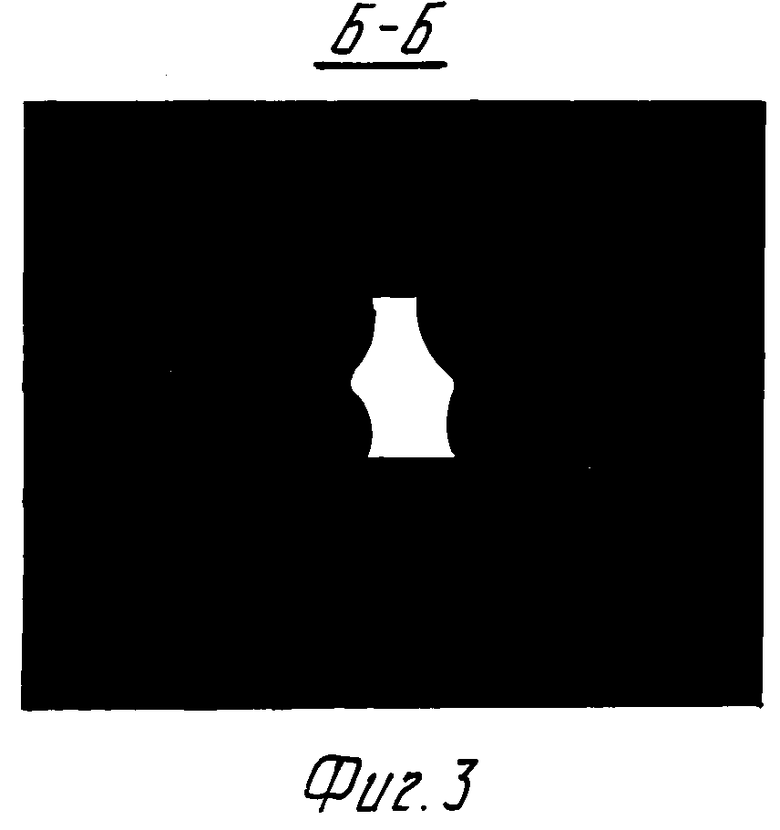
На фиг. 1 дана фотография, показывающая поперечное сечение щели теневой маски, которая изготовлена путем фототравления холоднокатанного стального листа, соответствующего настоящему изобретению; на фиг. 2 - фотография в сечении A - A фиг.1; на фиг.3 - фотография в сечении по Б - Б фиг. 1; на фиг. 4 - графическая иллюстрация, показывающая кривые зависимости "нагрузка-деформация", полученные в испытаниях на растяжение после проведения второго отжига для стали, соответствующей изобретению, и стали, используемой для сравнения.
Если содержание углерода становится больше, чем 0,004 весовых % (ниже называемых просто "%"), то количество карбидов увеличивается, что приводит к тому, что способность к травлению ухудшается. Кроме того, количество растворенного углерода увеличивается, приводя к повышению предела текучести и удлинения, соответствующего пределу прочности, после окончательного отжига, в результате чего формуемость при штамповке ухудшается. Поэтому предпочтительно ограничить содержание углерода менее, чем 0,004%, и более предпочтительно, чтобы содержание углерода ограничивалось менее, чем 0,003%, так как лучше уменьшить содержание углерода, насколько только это возможно. При этом Mn предотвращает "красную" хрупкость (вызванную путем осаждения серы в форме MnS. Поэтому необходимо, чтобы Mn добавлялся по меньшей мере в количестве 0,1%. Однако если Mn добавляется в количестве более 0,4%, то сталь становится слишком твердой или формуемость стали ухудшается вследствие вызываемого Mn отверждения при образовании твердого раствора. Поэтому желательно ограничить содержание Mn до 0,1 - 0,4%.
Фосфор является дополнительным легирующим элементом, который дает значительное отверждение при образовании твердого раствора и поэтому, если он добавляется в количестве более, чем 0,02%, сталь становится слишком сильно закаленной, тем самым ухудшается формуемость.
Сера образует неметаллические включения сульфидного типа, ухудшающие способность к травлению, и поэтому желательно ограничить содержание серы менее, чем 0,02%.
Алюминий добавляется для раскисления при производстве стали и для осаждения азота в форме AlN, так, чтобы можно было замедлить рост предела текучести вследствие растворенного азота, а также деформацию растяжения. Для этой цели алюминий добавляется в количестве 0,02% или более. Однако, если алюминий добавлен в количестве большем, чем 0,08%, сталь может стать слишком сильно закаленной, и поэтому желательно ограничить содержание алюминия диапазоном от 0,02 до 0,08% .
Кроме того, если азот добавляется в количестве, большем, чем 0,004%, то содержащие AlN или растворенного азота увеличивается, в результате чего предел текучести повышается после второго отжига или образуется деформация растяжения. Поэтому желательно регулировать его верхний предел на уровне 0,004%.
Что касается Cr, то он представляет собой элемент, который служит для улучшения сцепления оксидной пленки. Если сцепление оксидной пленки ухудшается, маленькие частички оксидной пленки снижают качество телевизионного изображения, и свойство устойчивости к электрическому напряжению также ухудшается. Поэтому, если добавляется малое количество Cr, сцепление может быть улучшено. Однако если содержание Cr меньше, чем 0,02%, то его влияние недостаточно, а если его содержание больше, чем 0,06%, то не только достигается предел сцепления оксидной пленки, но также возрастает стоимость производства и сталь становится слишком сильно закаленной.
Nb осаждает растворенный углерод в форме NbC, приводя к уменьшению удлинения, соответствующего пределу текучести, после второго отжига, так что деформация растяжения может быть замедлена. В общем, предел текучести после второго отжига и деформация растяжения, образующаяся в процессе штамповки, увеличиваются пропорционально растворенному углероду. В настоящем изобретении Nb выполняет функцию устранения деформации растяжения и снижения предела текучести после второго отжига без проведения обезуглероживающего отжига, в отличие от стандартного способа, в котором обезуглероживающий отжиг проводится для снижения содержания углерода и получения стали с предельно низким его содержанием. Однако если содержание Nb становится ниже, чем 0,005%, то растворенный углерод не может эффективно осаждаться. С другой стороны, если содержание Nb становится выше, чем 0,03%, способность к отжигу несколько ухудшается вследствие осаждения NbC в большом количестве. Поэтому желательно ограничить содержание Nb до 0,005 - 0,03%.
Теперь будет описан способ производства холоднокатаного стального листа, имеющего описанный выше состав, в соответствии с настоящим изобретением.
Раскисленная алюминием сталь с предельно низким содержанием углерода выплавляется путем использования конвертера и оборудования вакуумного обезгаживания. Затем в процессе непрерывного литья образуются слябы, которые нагревают до температуры 1200 - 1250 oC так, что аустенитная структура может быть достаточно гомогенизирована перед проведением операций горячей прокатки. И затем, при температуре около 920oC, несколько выше температуры Arэ, операции горячей прокатки завершаются при достижении толщины 2 мм.
При этом условии, если конечная температура горячей прокатки ниже 900oC, то в головной части, хвостовой части и на краях горячекатаного стального листа образуется единая фаза феррита, так что будет проявляться неоднородность механических свойств стали. С другой стороны, в случае, когда температура нагревания сляба выше 1200 - 1250oC, конечная температура горячей прокатки основного процесса горячей прокатки ниже 940oC, и поэтому желательно проводить конечную горячую прокатку при температуре 900 - 940oC.
Желательно, чтобы горячекатаный стальной лист наматывался в рулон при температуре 550 - 650 oC, что обусловлено следующей причиной. Если намотка в рулон происходит при температуре выше 650oC, то количество содержащих Nb осадков увеличивается, в результате чего способность к травлению ухудшается. Кроме того, отклонения в качестве рулонов горячекатаных стальных листов в продольном направлении становятся значительными, в результате чего характеристики кислотного травления начинают ухудшаться. С другой стороны, если температура, при которой происходит намотка в рулон, опускается ниже 550oC, то температура становится неоднородной и поэтому происходят не только сильные отклонения в продольном направлении, но также ухудшается форма теневой маски вследствие того, что лист толщиной 2 мм наматывается в рулон при температуре ниже 550oC.
В традиционном способе горячекатаный стальной лист, обработанный кислотным травлением, подвергается первой холодной прокатке с коэффициентом вытяжки около 70%. Затем рекристаллизационный отжиг проводится для обезуглероживания стального листа до предельно низкого содержания углерода и затем проводится вторая холодная прокатка до конечной толщины.
Однако в настоящем изобретении возможно пропустить обезуглероживающий отжиг и вторую холодную прокатку.
Для этого в настоящем изобретении горячекатаный стальной лист, обработанный обычным кислотным травлением, подвергается единственному циклу холодной прокатки с коэффициентом вытяжки 85 - 90%. Затем проводится восстановительный отжиг и потом дрессировка проводится обычным способом.
При этом условии коэффициент вытяжки при холодной прокатке меняется в зависимости от требуемой толщины теневой маски, и поэтому холодная прокатка проводится с учетом толщины теневой маски. Если холодная прокатка проводится с коэффициентом вытяжки выше 90%, то процесс не только осуществляется с перегрузкой, но и ухудшаются форма или точность по толщине.
С другой стороны, если холодная прокатка проводится с коэффициентом вытяжки ниже 85%, это означает, что горячекатаный стальной лист должен быть тонким при получении такой же толщины холоднокатаного стального листа. Поэтому избыточная нагрузка отражается на процессе горячей прокатки, и форма горячекатаного стального листа ухудшается. Следовательно, желательно проводить холодную прокатку с коэффициентом вытяжки 85 - 90%.
Между тем очень трудно обеспечить подходящую шероховатость поверхности, требующуюся для теневой маски в процессе холодной прокатки. Поэтому для обеспечения требуемой шероховатости поверхности требуется дрессировка. Однако холоднокатаный стальной лист является слишком сильно закаленным до такой степени, что трудно проводить дрессировку. Поэтому проводится непрерывный отжиг при температуре 640 - 680oC для восстановительного отжига стали. Однако, если температура отжига выше 680oC, в структуре образуется полностью рекристаллизованный феррит, в результате чего способность к травлению может ухудшаться в процесс травления. С другой стороны, если температура отжига ниже 640oC, структура становится такой же, как для холоднокатаного листа, в результате чего не может быть обеспечено точное значение шероховатости поверхности в процессе дрессировки.
Затем стальной лист, испытавший восстановительный отжиг, подвергается дрессировке, тем самым обеспечивается требуемая шероховатость поверхности и корректирование формы. Для этих двух целей предпочтительно применять коэффициент дрессировки 1,0%.
В общем случае в теневой маске способность к травлению ухудшается по мере увеличения толщины. Толстая теневая маска может быть подвергнута дрессировке с помощью рабочих валков с поверхностями, текстурироваными методом электроразрядного текстурирования. Таким путем шероховатость поверхности может варьироваться так, что способность к травлению может быть улучшена. Т.е. продукт, в котором шероховатость поверхности обеспечивается струей дроби обычным способом, демонстрирует малое число пиков на дюйм (PPI) и большой интервал между пиками (Sm), тем самым ухудшая способность к травлению.
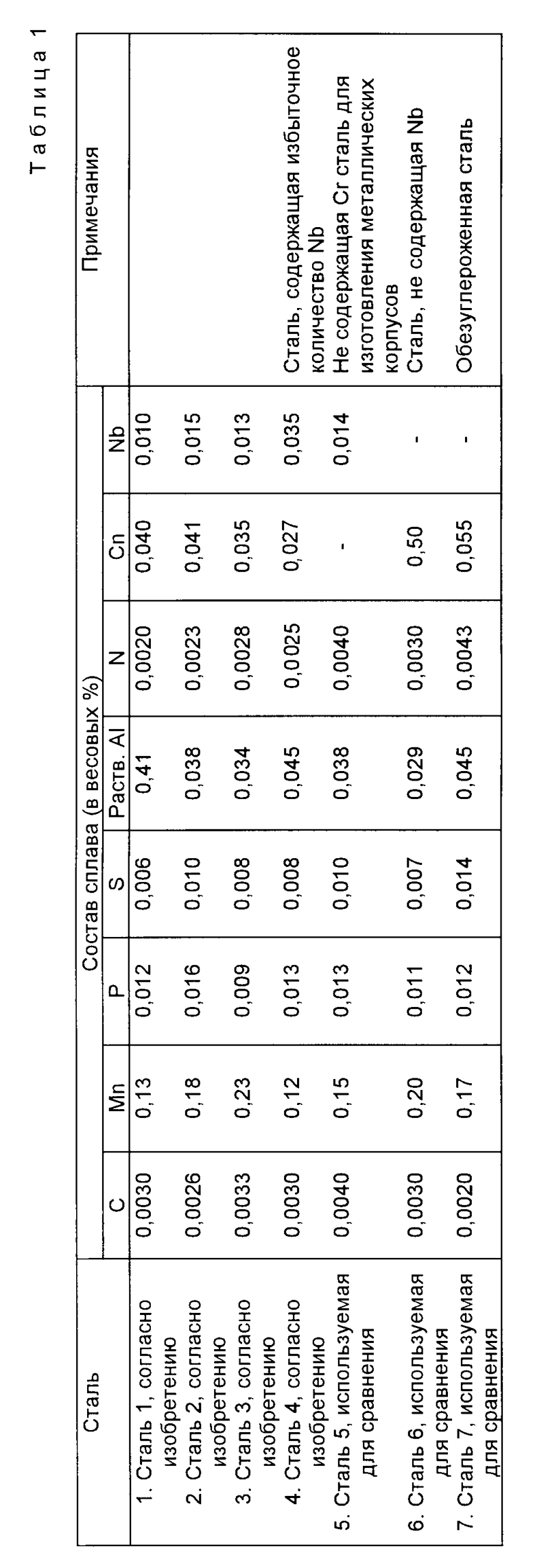
Пример 1. Различные типы раскисленной алюминием стали с предельно низким содержанием углерода, имеющие составы, представленные в табл.1, выплавлялись в конвертерах и подвергались обработке вакуумным обезгаживанием. Затем осуществлялась непрерывная разливка стали, посредством чего получались стальные слябы. Что касается типов стали 1 -3 согласно изобретению, и типов стали 4 - 6 в табл.1, используемых для сравнения, обработка вакуумным обезгаживанием проводилась для всех из них. В случае стали 7, используемой для сравнения, сталь, содержащая углерод в количестве 0,02 мас.%, подвергалась процессу обезуглероживания; окончательный состав показан в таблице. Кроме того, в случае стали 4, используемой для сравнения, содержание Nb превышает диапазон, соответствующий составу согласно изобретению, в то время как сталь 5, используемая для сравнения, является сталью для изготовления металлических корпусов. Сталь 6, используемая для сравнения, совсем не содержит Nb.
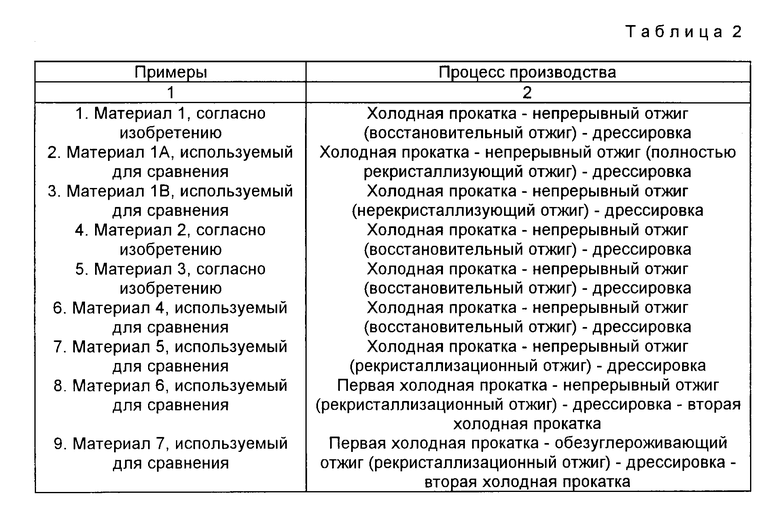
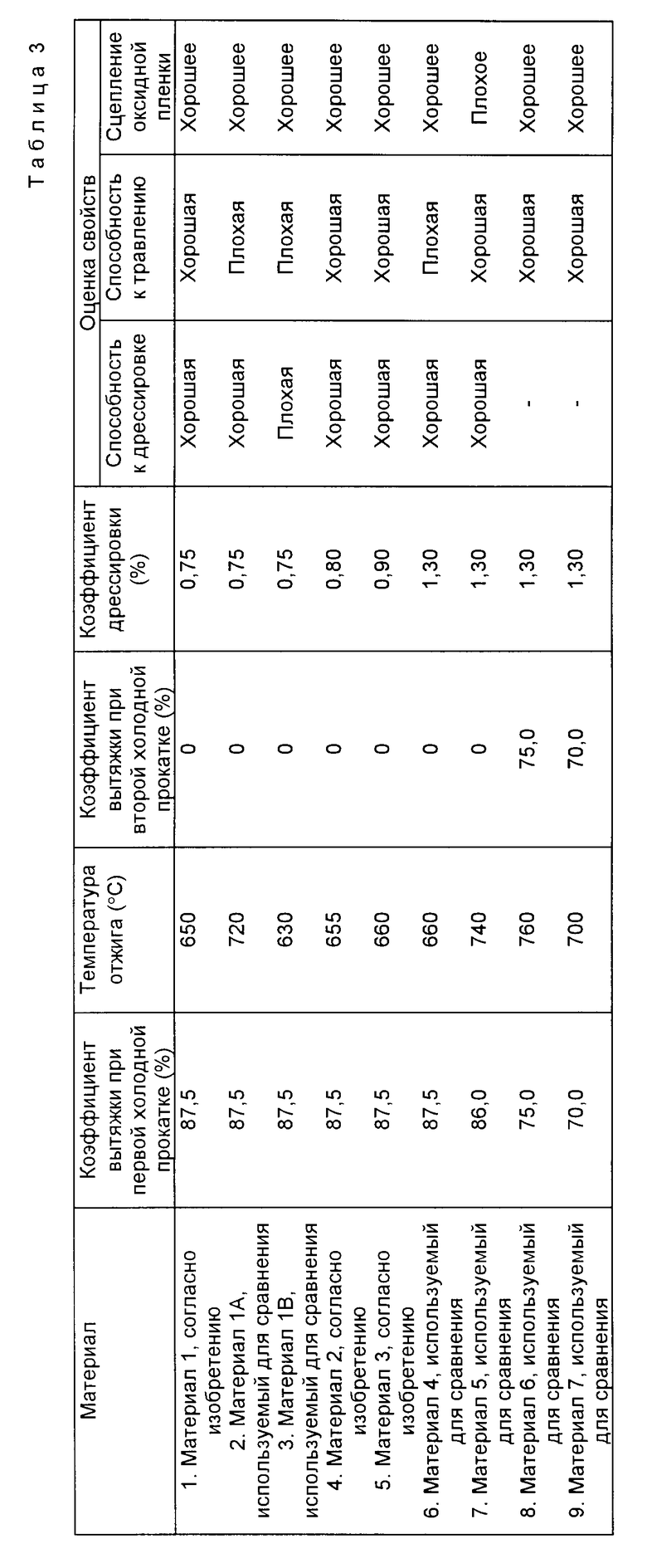
Стальные слябы, имеющие составы согласно табл.1 были гомогенизированы при температуре 1230oC. Затем при температуре 920oC, несколько выше температуры A, проводилась горячая завершающая прокатка вплоть до толщины 2,0 мм. Затем при температуре 600oC проводилось сворачивание в рулон, и потом обычным способом проводилось кислотное травление. Затем проводились процессы, указанные в табл.2, приведенной ниже, посредством которых окончательно получались холоднокатаные стальные листы, имеющие толщину 0,25 мм. Коэффициент вытяжки при холодной прокатке, температура отжига и коэффициент дрессировки были такими, как показано в табл.3, приведенной ниже.
Как показано в табл. 2 и 3, для материалов, согласно изобретению, первая холодная прокатка проводилась вплоть до окончательной толщины, и затем проводился восстановительный отжиг таким образом, чтобы облегчить получение нужной шероховатости на стадии дрессировки и, таким образом, чтобы травление улучшилось на стадии травления.
С другой стороны, материалы 1A и 1B, используемые для сравнения, соответствуют стали, которая подвергалась отжигу при такой температуре, когда рекристаллизация происходит полностью, и рекристаллизация не происходит вовсе соответственно.
Материал 5, используемый для сравнения, соответствует стали, используемой для производства металлических корпусов с используемой которой осуществлялся способ, соответствующий материалам согласно изобретению. Однако существует некоторое отличие от материалов, согласно изобретению, которые подвергались восстановительному отжигу при температурах 640 - 680 oC, так как материал 5 полностью рекристаллизовывался при высокой температуре 730 - 750oC.
В случаях материалов 6 и 7,используемых для сравнения, проводилась первая холодная прокатка, и затем для полной рекристаллизации проводился непрерывный отжиг или обезуглероживающий отжиг. Затем проводилась вторая холодная прокатка. Для различных типов стали, с использованием которых проводились описанные выше стадии способа, проводилась дрессировка и затем оценивалась способность к дрессировке. Потом проводилась обработка травлением и чернением и затем оценивались соответствующие характеристики. Результаты оценок показаны в табл.3, приведенной выше.
Результаты оценок табл.3 были получены следующим способом. На основании обычной практики способность к дрессировке определялась как "хорошая" или "плохая" в соответствии с тем, были ли возможны коррекция формы и передача подходящей шероховатости от рабочего валка к стальному листу при обычных давлениях при прокатке в дрессировочном прокатном стане (первая клеть: 6865 - 9807 kH и вторая клеть: 3432 - 5884 aH)
Способность к травлению определялась как "хорошая" или "плохая" на основании совокупного заключения при рассмотрении прямолинейности щелевого участка, искажения и регулярности формы щелей.
Сцепление оксидной пленки определялось как "хорошее" или "плохое" в соответствии с тем, распадалась ли оксидная пленка на маленькие частички при проведении испытания на изгиб с углом 120o после наложения куска склеивающей ленты на теневую маску.
Как показано в табл.3, в случаях материалов, согласно изобретению, подтверждалось, что шероховатость поверхности может быть легко обеспечена в процессе дрессировки и характеристики травления и сцепление оксидной пленки были наилучшего качества.
С другой стороны, в случае материала 1A, используемого для сравнения, который был получен путем отжига стали 1, согласно изобретению, было легко обеспечить требуемую шероховатость, но способность к травлению и годность к обработке в процессе травления ухудшались.
В случае материала 1B, используемого для сравнения, который был получен путем отжига стали 1, согласно изобретению, при температуре 630oC, которая является некристаллизирующей температурой, была показана такая же структура прокатки, как для холоднокатаной на 87,5% стали. Таким образом, было сложно обеспечить шероховатость в процессе дрессировки, и форма ухудшалась по мере ухудшения способности к травлению.
В случае материала 4, используемого для сравнения, карбиды осаждались вследствие избыточного содержания Nb, в результате чего способность к травлению ухудшалась.
В случае материала 5, используемого для сравнения, сцепление оксидной пленки ухудшалось из-за недостаточного содержания Cr.
В случае материалов 6 и 7, используемых для сравнения, результаты оценок свойства были превосходными. Однако, в отличие от различных типов стали настоящего изобретения, непрерывный отжиг или обезуглероживающий отжиг проводились после проведения первой холодной прокатки с целью полностью рекристаллизовать их, и затем проводилась вторая прокатка. Поэтому они имеют недостаток - требуется обезуглероживающий отжиг или нечто подобное.
Между тем для материала 1, согласно изобретению, для которого была осуществлена дрессировка, стадия фототравления проводилась обычным способом, и затем поперечное сечение щели подвергнутой травлению теневой маски исследовалось с помощью микроскопа. Результат показал, что была сформирована хорошая щель, как показано на фиг. 1 - 3.
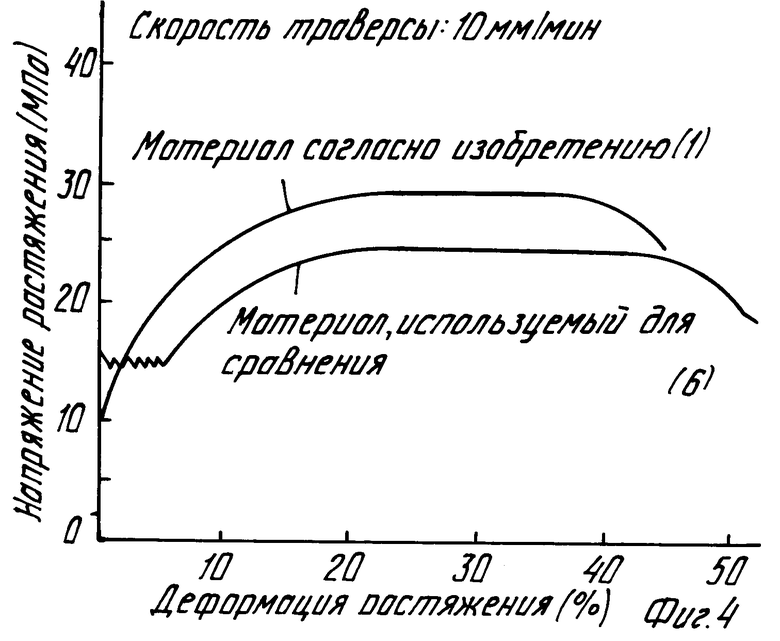
Пример 2. Для материалов 1-3, согласно изобретению, и материалов 6 - 7, используемых для сравнения, которые показали превосходную способность к дрессировке, травлению и сцепление оксидной пленки, проводился второй отжиг. Это делалось для оценивания формуемости после второго отжига, так как формуемость представляет собой важное свойство стального листа для изготовления теневой маски. Второй отжиг проводился при температуре 750oC на протяжении 10 мин в атмосфере, состоящей из 20% H2 и 80% N2. Затем для листа, подвергнутого второму отжигу, проводилось испытание на растяжение при нормальной температуре и скорости траверсы 0,5 - 10 мм/мин. Результаты испытания показаны в табл.4, приведенной ниже, в то время как кривые нагрузка-деформация для материала 1, согласно изобретению, и материала 6, используемого для сравнения, показаны на фиг.4.
Для того чтобы затормозить возникновение деформации растяжения, требуется, чтобы стальной лист для изготовления теневой маски имел удлинение, соответствующее пределу текучести, меньшее, чем 1,0 %. Кроме того, для того чтобы обеспечить способность сохранения формы теневой маски, требуется, чтобы предел текучести стального листа был меньше, чем 127,5 МПа (со скоростью траверсы 10 мм/мин.)
Как показано в табл.4 и на фиг.4, материалы 1-3, согласно изобретению, удовлетворяли двум упомянутым выше требованиям, тогда как в случае материала 6, используемого для сравнения, предел текучести и удлинение, соответствующее пределу текучести, были слишком высокими для того, чтобы обеспечить приемлемую штамповку. Поэтому ожидаются дефекты штамповки. Между тем, в случае материала 7, используемого для сравнения, было обнаружено, что механические свойства находятся на том же уровне, что и свойства различных типов стали, согласно изобретению. Однако, в отличие от настоящего изобретения, этот материал, используемый для сравнения, требовал обезуглероживающего отжига и второй холодной прокатки, что является серьезным недостатком.
Согласно настоящему изобретению, как описано выше, очень маленькое количество Nb добавляется в раскисленную Al сталь с предельно низким содержанием углерода таким образом, чтобы осадить растворенный углерод в форме карбида, и условия горячей прокатки и холодной прокатки соответственно регулируются. Таким образом, проводится холодная прокатка, затем обычным способом проводился восстановительный отжиг в печи непрерывного отжига, и затем проводится дрессировка. Таким образом, производится стальной лист для изготовления теневой маски, в котором предел текучести вторично отожженного листа после травления составляет менее, чем 107,9 МПа, удлинение, соответствующее пределу текучести, составляет менее, чем 0,2%. Таким образом, найдено, что способность к травлению и формуемость стального листа, согласно настоящему изобретению, улучшаются. Кроме того, непрерывный отжиг, который проводится в настоящем изобретении, соответствует обычному непрерывному отжигу, а не обезуглероживающему отжигу, и следовательно, способ, соответствующий изобретению, исключает обезуглероживающий отжиг и вторую холодную прокатку, в результате чего может быть достигнута значительная экономия затрат на производстве.

Изобретение относится к металлургии. Предложена холоднокатаная тонколистовая сталь для теневой маски, например, для электронно-лучевой трубки цветного телевизора. Сталь имеет высокую способность к обработке травлением и высокую формуемость. Способ изготовления холоднокатаного стального листа для теневой маски, согласно настоящему изобретению, включает следующие стадии: гомогенизация раскисленной алюминием стали с предельно низким содержанием углерода при температуре 1200 - 1250oС, причем указанная сталь имеет следующий состав, мас.%: Mn - 0,1 - 0,4; C - менее 0,004; P - менее 0,02; Si - менее 0,02; растворимый Al - 0,2 - 0,08; N - менее 0,004; Cr - 0,02 - 0,06; Nb - 0,0050 - 0,030 и Fe и другие неизбежные примеси - остальное. Затем проводится завершающая горячая прокатка при температуре 900 - 940oС, намотка стального листа при температуре 550 - 650oС, холодная прокатка вплоть до окончательной толщины при коэффициенте вытяжки 85 - 90%, непрерывный отжиг при температуре 640 - 680oС и обычная дрессировка. 2 с.п. ф-лы, 4 табл., 4 ил.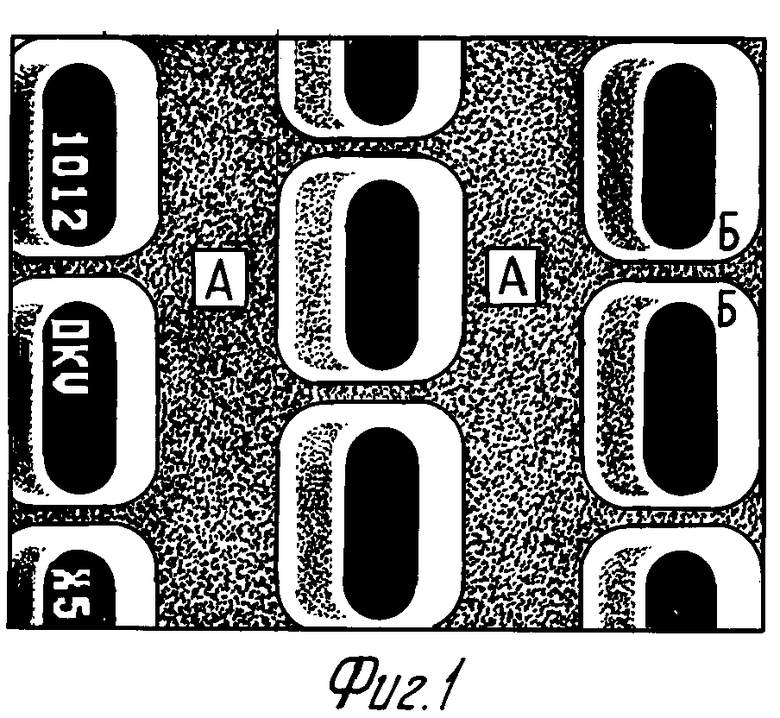
Углерод - До 0,004
Марганец - 0,1 - 0,4
Фосфор - До 0,02
Кремний - До 0,02
Растворимый алюминий - 0,02 - 0,08
Азот - До 0,004
Хром - 0,02 - 0,06
Ниобий - 0,005 - 0,03
Железо и неизбежные примеси - Остальное
2. Способ изготовления холоднокатаного стального листа для теневой маски, включающий получение заготовки из раскисленной алюминием стали, гомогенизацию, горячую прокатку, намотку листовой стали, холодную прокатку, непрерывный отжиг и дрессировку, отличающийся тем, что заготовку получают из стали при следующем соотношении компонентов в ней, мас.%:
Углерод - До 0,004
Марганец - 0,1 - 0,4
Фосфор - До 0,02
Кремний - До 0,02
Растворимый алюминий - 0,02 - 0,08
Азот - До 0,004
Хром - 0,02 - 0,06
Ниобий - 0,005 - 0,03
Железо и неизбежные примеси - Остальное
гомогенизацию проводят при 1200 - 1250oС, горячую прокатку завершают при 900 - 940oС, намотку ведут при 550 - 650oС, холодную прокатку осуществляют до конечной толщины листовой стали при коэффициенте вытяжки 85 - 90%, а непрерывный отжиг проводят при 640 - 680oС непосредственно после прокатки до конечной толщины.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| JP, патент, 61-16324, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| US, патент, 4609412, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
