Изобретение относится к технологии очистки внутренних поверхностей деталей машин и может быть применено, в частности, в автомобильной промышленности при очистке от стружки, заусенцев и загрязнений масляных каналов коленчатых валов.
Известен способ очистки трубопроводов гидросистем, заключающийся в размыве осадка высоконапорной струей воды, содержащей интенсифицирующую добавку, например высокомолекулярный полимер (см. а.с. СССР 488631, кл. В 08 В 9/06.
Недостатком известного способа очистки является то, что он не обеспечивает полного удаления стружки и заусенцев.
Известен также способ очистки внутренней поверхности полых изделий, заключающийся в том, что очищаемую полость изделия заполняют моющей жидкостью частично, затем изделие вращают вокруг оси и одновременно охлаждают жидкость до образования слоя льда на стенках очищаемой полости изделия, после чего через полость изделия прокачивают нагретую жидкость (см. а.с. СССР 751456, кл. В 08 В 9/00).
Недостатком известного способа является сложность осуществления способа из-за необходимости вращать изделие вокруг оси очищаемой полости и недостаточная эффективность очистки толстостенных деталей.
Ближайшим аналогом изобретения является способ очистки внутренних полостей, включающий заполнение очищаемой полости моющей жидкостью, охлаждение жидкости до образования пробки льда и удаление ее из полости, создавая сопротивление на выходе из очищаемой полости, регулирующее давление льда на стенки полости (см. патент РФ 2005570, кл. В 08 В 9/00, 1994).
Недостатком этого способа является необходимость создания большого гидростатического давления, требуемого для удаления пробки льда из полостей с разветвлениями.
Техническим результатом изобретения является уменьшение гидростатического давления при удалении льда из полости, упрощение способа повышения и эффективности очистки.
Указанный результат достигается тем, что в способе очистки, заключающемся в заполнении очищаемой полости моющей жидкостью, охлаждении жидкости до образования пробки льда и удалении ее из полости, создавая сопротивление на выходе из очищаемой полости, регулирующее давление льда на стенки полости, лед удаляют из очищаемой полости путем поочередного перекрытия выходов разветвленной очищаемой полости механическими резисторами.
Согласно изобретению моющую жидкость замораживают вне очищаемой полости изделия.
Кроме того, лед используют в виде предварительно формованных заготовок заданных размеров, а в состав льда вводят абразивные частицы.
На фиг. 1 изображено изделие с внутренними полостями/каналами/, подвергающимися очистке.
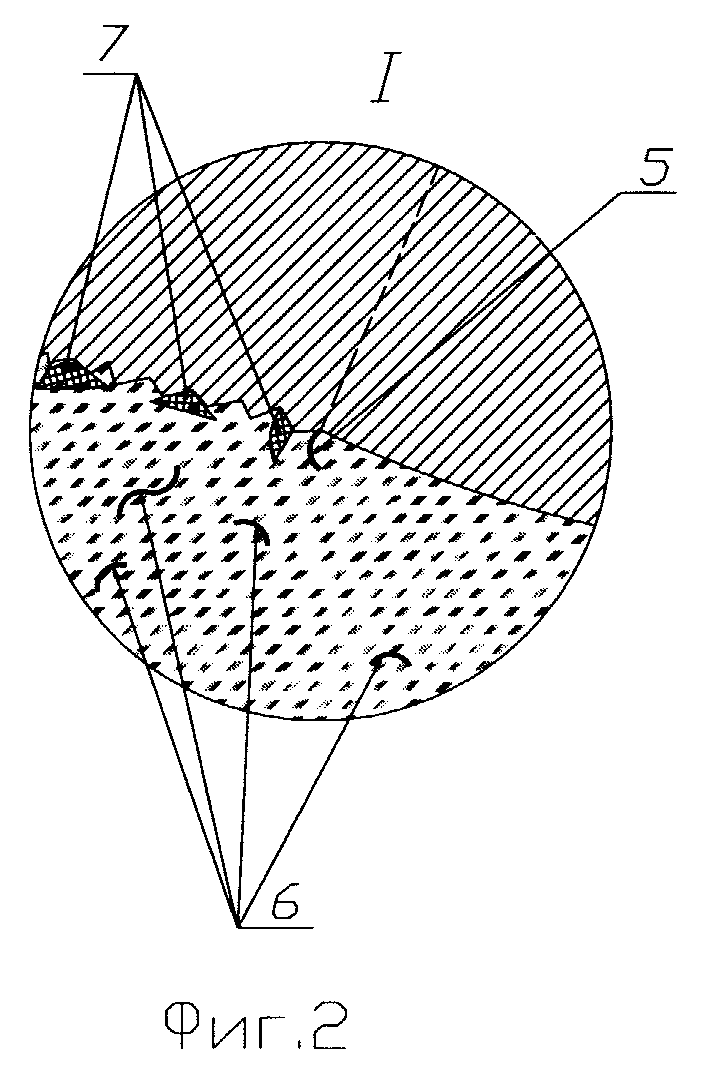
На фиг.2 - очищаемая полость в разрезе с элементами загрязнения.
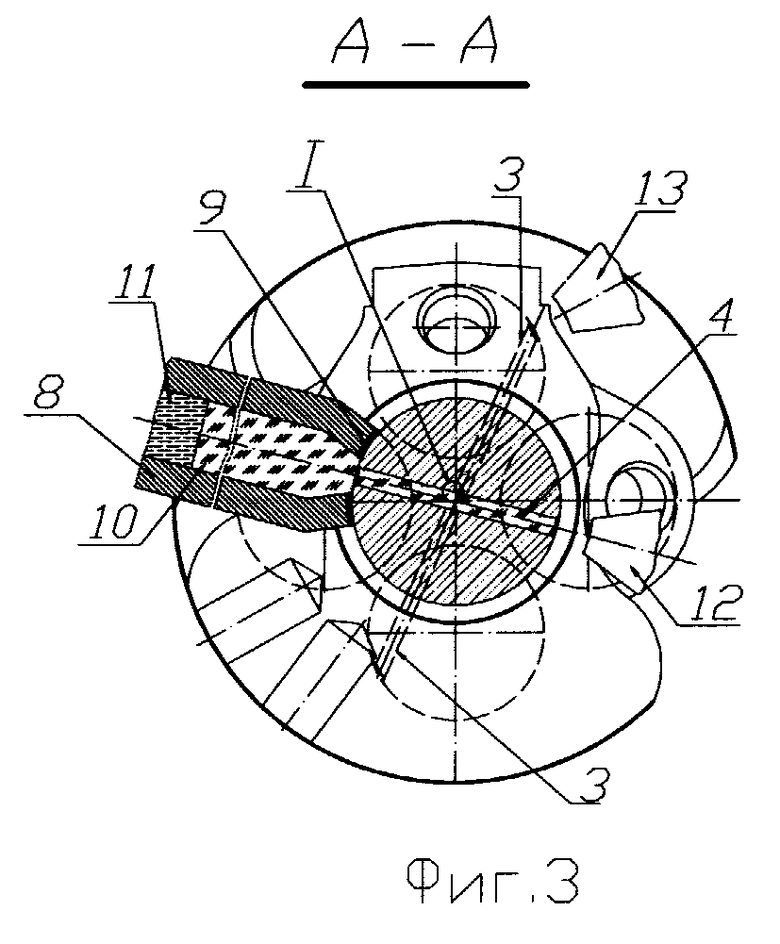
На фиг.3 схематично изображены элементы установки для очистки внутренних полостей.
Способ очистки внутренней поверхности полых изделий осуществляют следующим образом.
Полость изделия заполняют моющей жидкостью полностью при статическом положении изделия, охлаждают моющую жидкость до образования пробки льда. При этом лед поджимается к стенкам полости и прочно схватывает загрязнения, стружку и заусенцы. Под воздействием гидростатического давления лед удаляется из полости и уносит загрязнения, стружку и заусенцы. Для более тщательного удаления загрязнений, стружки и заусенцев моющую жидкость дополнительно замораживают вне полости очищаемого изделия и подают в полость при давлении и температуре, обеспечивающих пластическое течение льда через полость очищаемого изделия.
При этом в зависимости от предъявленных требований к чистоте поверхности изделия и степени заполнения загрязнениями, стружкой и заусенцами полости очистка может производиться только льдом, образовавшимся в полости, или только льдом, образовавшимся вне волости или то и другое совместно. При этом порядок проведения операции может меняться.
На выходе из полости устанавливаются механические резисторы, регулирующие воздействие льда на стенки полости посредством изменения сопротивления льду на выходе.
При очистке лед может использоваться в виде отдельных формованных заготовок, которые устанавливаются в устройство для очистки.
Для закругления острых кромок в полости и уменьшения шероховатости поверхности полости в лед внедряются абразивные частицы.
Для уменьшения требуемого гидростатического давления удаление льда из полости может производиться поэтапно посредством поочередного перекрытия выходов разветвленных полостей.
В дальнейшем лед растворяется в горячей жидкости, а загрязнения, стружка и заусенцы удаляются из жидкости с помощью очищающих устройств.
Пример конкретного выполнения способа
В качестве примера для способа очистки внутренних полостей изделия взят коленчатый вал двигателя внутреннего сгорания, имеющий коренные шейки 1 и шатунные шейки 2. Очистке подвергаются масляные каналы 3, 4, по которым смазка подается на шатунные подшипники коленчатого вала. В масляных каналах 3 и 4 имеются заусенцы 5, стружка 6 и другие загрязнения 7, которые, если их не удалить, попадают на шатунный подшипник и выводят его из строя, а следовательно, и весь двигатель. Элементы 8 установки для очистки имеют уплотнение 9. В элементе 8 показан лед 10 и среда 11, передающая гидростатическое давление.
Перед началом очистки выходы масляных каналов 3 и 4 закрыты механическими резисторами 13 и 12. Сначала полости масляных каналов 3 и 4 полностью заполняют моющей жидкостью и замораживают ее, например, жидким азотом до образования пробки льда. Далее отводят резисторы 12 и под воздействием гидростатического давления удаляется пробка льда из каналов 4, затем резисторы 12 возвращают на место, а отводят резисторы 13, под воздействием гидростатического давления удаляется пробка льда из каналов 3 и резисторы 13 возвращают на место.
Для более эффективной очистки устройство 8 заполняют моющей жидкостью и охлаждают ее в устройстве 8 до образования льда. Резисторы 12 отводят, и под действием гидростатического давления и температуры, обеспечивающих пластическое течение льда, он продавливается через каналы 4 до полной его очистки. Затем резисторы 12 возвращают, а отводят резисторы 13, и таким же образом очищаются каналы 3.
Возможен вариант получения льда в виде формованных заготовок, которые замораживаются в отдельной холодильной камере в необходимом количестве, и по мере необходимости подаются к установке для очистки, и устанавливаются в нее.
Для закругления острых кромок на пересечении масляных каналов и уменьшения шероховатости поверхностей масляных каналов описанным выше операциям предшествует операция продавливания льда с внедренными абразивными частицами (например, алмазная пыль).
Необходимое при осуществлении данного способа гидростатическое давление составляет до 1000 кг•с/см2 и вполне может быть обеспечено существующими промышленными гидромультипликаторами, поэтому заявляемый способ можно реализовать в условиях современного производства с использованием стандартного оборудования.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОЧИСТКИ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2453382C2 |
| СПОСОБ ОЧИСТКИ ПОВЕРХНОСТИ КОЛЕСНЫХ ПАР ПОДВИЖНОГО СОСТАВА | 2009 |
|
RU2398690C1 |
| СПОСОБ МОЙКИ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2277981C2 |
| ПОСУДОМОЕЧНАЯ МАШИНА | 2002 |
|
RU2215461C2 |
| СПОСОБ ОЧИСТКИ НАСОСНО-КОМПРЕССОРНЫХ ТРУБ ОТ АСФАЛЬТОСМОЛОПАРАФИНИСТЫХ ОТЛОЖЕНИЙ | 1997 |
|
RU2123393C1 |
| Способ очистки горелочного устройства камеры сгорания и установка для его применения | 2019 |
|
RU2732253C1 |
| СПОСОБ ФИНИШНОЙ ОЧИСТКИ КРИОГЕННЫХ СИСТЕМ | 2011 |
|
RU2465074C1 |
| Способ очистки внутренних поверхностей полых изделий | 1977 |
|
SU751456A1 |
| СПОСОБ ОЧИСТКИ ИЗДЕЛИЙ РАСТВОРИТЕЛЯМИ | 2009 |
|
RU2399437C1 |
| СПОСОБ КОНТРОЛЯ | 2011 |
|
RU2451916C1 |
Изобретение относится к технологии очистки внутренних поверхностей деталей машин и может быть использовано, в частности, в автомобильной промышленности при очистке от стружки, заусенцев и загрязнений масляных каналов коленчатых валов. Способ очистки состоит в заполнении очищаемой полости моющей жидкостью, охлаждении жидкости до образования пробки льда и удалении ее из полости, создавая сопротивление на выходе из очищаемой полости, регулирующее давление льда на стенки полости. Лед удаляют из очищаемой полости путем поочередного перекрытия выходов разветвленной полости механическими резисторами. Изобретение обеспечивает снижение гидравлического сопротивления для осуществления способа, а также упрощение последнего и повышение эффективности очистки. 3 з.п. ф-лы, 3 ил.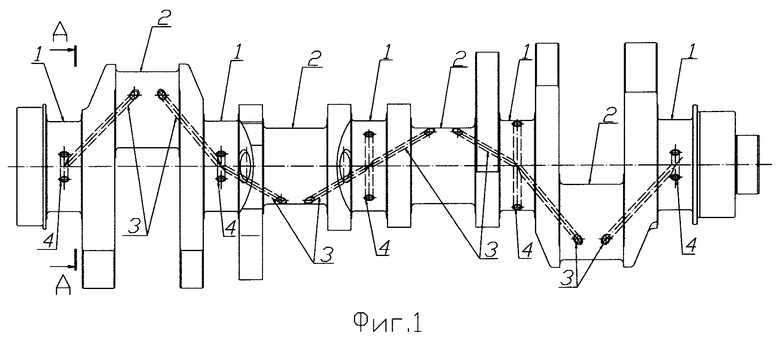
| СПОСОБ ОЧИСТКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБОПРОВОДОВ ОТ ОТЛОЖЕНИЙ | 1992 |
|
RU2005570C1 |
| Способ промывки трубопроводов гидросистемы | 1991 |
|
SU1801625A1 |
| Система для очистки трубок теплообменника | 1988 |
|
SU1596203A1 |
| Устройство для очистки внутренней поверхности трубопроводов | 1977 |
|
SU636050A1 |

