Изобретение относится к атомной энергетике и может найти применение на предприятиях, занятых изготовлением тепловыделяющих сборок (ТВС) для энергетических ядерных реакторов.
Известен способ сборки тепловыделяющей сборки, включающий операции расстановки на опорной поверхности на определенном расстоянии дистанционирующих решеток с соосно размещенными ячейками, ввода стержневых тепловыделяющих элементов ТВЭЛ в соосные ячейки с обеспечением их фиксации упорами, имеющимися на боковых поверхностях ячеек (см. Патент JP 6060956 В4, от 27.10.87, МПК 5 G 21 С 21/00, Способ сборки топливной сборки).
Известный способ включает в себя операции предварительного введения в соосные ячейки дистанционирующих решеток распорных элементов, выполненных в виде тонкостенных трубок, введения в распорные элементы - тонкостенные трубки стержневых ТВЭЛ, самосмазывание стержневых ТВЭЛ и удаление распорных элементов - тонкостенных трубок. Используемые распорные элементы - тонкостенные трубки имеют очень тонкие стенки (сотые доли мм), что при их предварительном вводе в соосные ячейки дистанционирующих решеток не исключает их прогиба. Причем этот прогиб зависит от расстояния между дистанционирующими решетками и с увеличением расстояния между дистанционирующими решетками существенно увеличивается вероятность установки распорного элемента не в "свою" ячейку с последующим повреждением, как самого распорного элемента, так и дистанционирующей решетки, что делает невозможным ввод в него стержневого ТВЭЛа.
Известен способ сборки тепловыделяющей сборки, включающий операции расстановки на опорной поверхности на определенном расстоянии дистанционирующих решеток с соосно размещенными ячейками и ввода стержневых ТВЭЛ в соосные ячейки (см. Патент US 5533077 A от 22.02.95 г., МПК G 21 С 3/32, Способ предотвращения образования задиров на ТВЭЛах при изготовлении топливной сборки). Известный способ включает в себя операции предварительного введения в соосные ячейки дистанционирующих решеток элементов, выполненных в виде тонкостенных трубок, введения в распорные элементы - тонкостенные трубки стержневых ТВЭЛ, фиксации их и удаления распорных элементов тонкостенных трубок.
Недостаток способа аналогичен недостатку способа по патенту JP 6060956 B4. Наиболее близким по технической сущности и достигаемому эффекту является способ сборки тепловыделяющей сборки ядерного реактора, включающий операции подготовки поверхности ТВЭЛа к сборке, самосмазывание в процессе сборки, ввод распорного элемента и ТВЭЛа в соосные ячейки дистанционирующих решеток по координатной сетке (см. Патент RU 2140674 С1, от 03.03.98, Способ изготовления и сборки тепловыделяющих элементов в тепловыделяющие кассеты, опубл. 27.10.99, бюлл. 30, МПК 6 G 21 С 21/02). В способе-прототипе подготовку поверхности ТВЭЛа осуществляют путем нанесения лаковой смеси, сушки ее с образованием твердого пленочного защитного покрытия. В качестве распорного элемента используют наконечник, одеваемый на нижнюю заглушку и удаляемый перед нижней решеткой собираемой тепловыделяющей сборки. Ввод стержневого ТВЭЛа по координатной сетке предусматривает ввод стержневых ТВЭЛ в соосные ячейки дистанционирующих решеток от центра вверх, а затем от центра вниз и последовательно слева снизу вверх и справа сверху вниз с повторением, закреплением их в нижней решетке и удалением смазки и лаковой смеси промывкой в горячей дистиллированной воде и сушкой собранной тепловыделяющей сборки.
Известно, что стержневые ТВЭЛы при диаметре 9,1 мм и длине 4000 мм для ядерного реактора ВВЭР-1000 и 2500 мм для ядерного реактора ВВЭР-440 имеют практически нулевую осевую жесткость, что значительно усложняет их сборку в тепловыделяющую сборку за счет того, что требуется ограничение расстояния между дистанционирующими решетками по длине тепловыделяющей сборки, иначе возможен прогиб консольного конца ТВЭЛа и его попадание не в "свою" ячейку с последующим повреждением как дистанционирующей решетки, так и ТВЭЛа в процессе сборки.
Ограничение по длине между дистанционирующими решетками для тепловыделяющей сборки ядерного реактора ВВЭР-1000 составляет 250 мм, дистанционирование стержневых ТВЭЛов осуществлено 15 дистанционирующими гексагональными решетками, а всего в ядерном реакторе 163 тепловыделяющие сборки (см. Разработка, производство и эксплуатация тепловыделяющих элементов энергетических реакторов. Книга 1, под редакцией Ф.Г.Решетникова, М., Энергоатомиздат, 1995 г., с. 183-185).
Способ-прототип обеспечивает сборку стержневых ТВЭЛ в тепловыделяющую сборку при условии, если расстояние между дистанционирующими гексагональными решетками не превышает 250 мм, а прогиб конца стержневого тепловыделяющего элемента под действием собственного веса при этом не превышает 0,37 мм, что укладывается в требования сборки тепловыделяющей сборки при шаге между стержневыми ТВЭЛами 12,75 мм.
Согласно требованиям, предъявляемым к тепловыделяющим элементам и соответственно к тепловыделяющим сборкам, является то, что применяемые в тепловыделяющих сборках конструкционные материалы должны иметь низкое сечение паразитного захвата нейтронов, а их объемная доля должна быть минимальной (см. там же, с. 44). Объемная же доля конструкционных материалов - дистанционирующих гексагональных решеток в тепловыделяющей сборке для ядерного реактора ВВЭР-1000, собираемой по способу-прототипу, довольно высока и составляет пятнадцать дистанционирующих гексагональных решеток на каждой тепловыделяющей сборке. Способ-прототип сборки тепловыделяющей сборки из-за ограничений по длине между дистанционирующими гексагональными решетками не приемлем для сборки тепловыделяющей сборки с увеличенным расстоянием между дистанционирующими гексагональными решетками из-за прогиба конца стержневого ТВЭЛа и выхода из строя дистанционирующей гексагональной решетки и стержневого ТВЭЛа в процессе сборки.
При существующей длине между дистанционирующими гексагональными решетками (255 мм) прогиб конца стержневого ТВЭЛа от действия собственного веса незначителен и, как указывалось выше, составляет 0,37 мм, а влияние геометрических несовершенств (ячейки дистанционирующей гексагональной решетки) не достигает критических величин, то при этом по способу-прототипу осуществляется бездефектная сборка тепловыделяющей сборки. При увеличении длины между дистанционирующими гексагональными решетками возможное отклонение конца стержневого ТВЭЛа в момент захода в очередную ячейку может превысить величину половины шага между осями ячеек и ТВЭЛов, т.е. 12,75/2 то при этом неизбежно разрушение дистанционирующей гексагональной решетки и стержневого ТВЭЛа в процессе сборки.
Другим недостатком является применение съемных наконечников - распорных элементов, которые перед нижней решеткой требуется удалять с остановкой процесса ввода ТВЭЛ в соосные ячейки дистанционирующих гексагональных решеток, что удлиняет процесс сборки и снижает производительность сборки тепловыделяющей сборки.
Технической задачей изобретения является снижение объемной доли конструкционных материалов за счет увеличения длины между дистанционирующими гексагональными решетками, уменьшения при этом количества дистанцинирующих циркониевых решеток, повышения выхода годных при сборке тепловыделяющих сборок и производительности.
Эта техническая задача решается тем, что в способе сборки тепловыделяющей сборки ядерного реактора, включающем операции расстановки на опорной поверхности на определенном расстоянии дистанционирующих гексагональных решеток с соосно размещенными ячейками, подготовки поверхности стержневого ТВЭЛа с образованием на его поверхности защитной водорастворимой пленки, самосмазывания его в процессе сборки, ввод его в соосные ячейки дистанционирующих гексагональных решеток вместе с распорным элементом по координатной сетке с фиксацией его упорами, имеющимися на боковых поверхностях ячеек, закрепление концов стержневых ТВЭЛ в нижней решетке и удаление смазки и водорастворимой пленки промывкой в горячей дистиллированной воде с сушкой;
согласно изобретению при увеличенной длине между дистанционируюшими гексагональными решетками ограничения величины отклонения оси конца стержневого тепловыделяющего элемента достигают путем применения съемных опорных ложементов, которые размещают на уровне нижних и боковых граней дистанционирующих гексагональных решеток, сохраняя при этом допустимую длину между дистанционируюшими гексагональными решетками и съемными опорными ложементами и изменением координатной сетки последовательности ввода стержневых тепловыделяющих элементов в соосные ячейки дистанционирующих гексагональных решеток путем ввода стержневого тепловыделяющего элемента в начале в ячейку нижнего угла дистанционирующей гексагональной решетки, затем в ячейку по левой грани, в две ячейки по правой грани с использованием съемных опорных ложементов, ввода стержневых тепловыделяющих элементов по горизонтальному ряду влево с использованием в качестве опорных ложементов размещенные внизу стержневые тепловыделяющие элементы, ввода двух стержневых тепловыделяющих элементов в ячейки по левой грани с использованием съемных опорных элементов и по горизонтальному ряду вправо с использованием в качестве опорных ложементов размещенные внизу стержневые тепловыделяющие элементы до полной сборки тепловыделяющей сборки с использованием в качестве распорного элемента для ячеек нижнюю заглушку стержневого тепловыделяющего элемента. Другим отличием является то, что допустимую длину между дистанционирующими гексагональными решетками и съемными опорными ложементами устанавливают не более 255 мм.
Предложенное техническое решение поставленной технической задачи позволяет снизить объемную долю конструкционных материалов за счет увеличения вдвое длины между дистанционирующими гексагональными решетками с установкой между ними съемных опорных ложементов, уменьшить при этом количество циркониевых дистанционирующих гексагональных решеток, исключить выход в брак стержневых ТВЭЛов и дистанционирующих гексагональных решеток, а также повысить производительность сборки за счет исключения простоя при остановке процесса для съема распорных элементов, которые в предложенном способе отсутствуют. Они заменены на нижние заглушки стержневых ТВЭЛ.
Для пояснения осуществления способа сборки тепловыделяющей сборки на чертежах представлены:
фиг.1 - тепловыделяющая сборка после сборки;
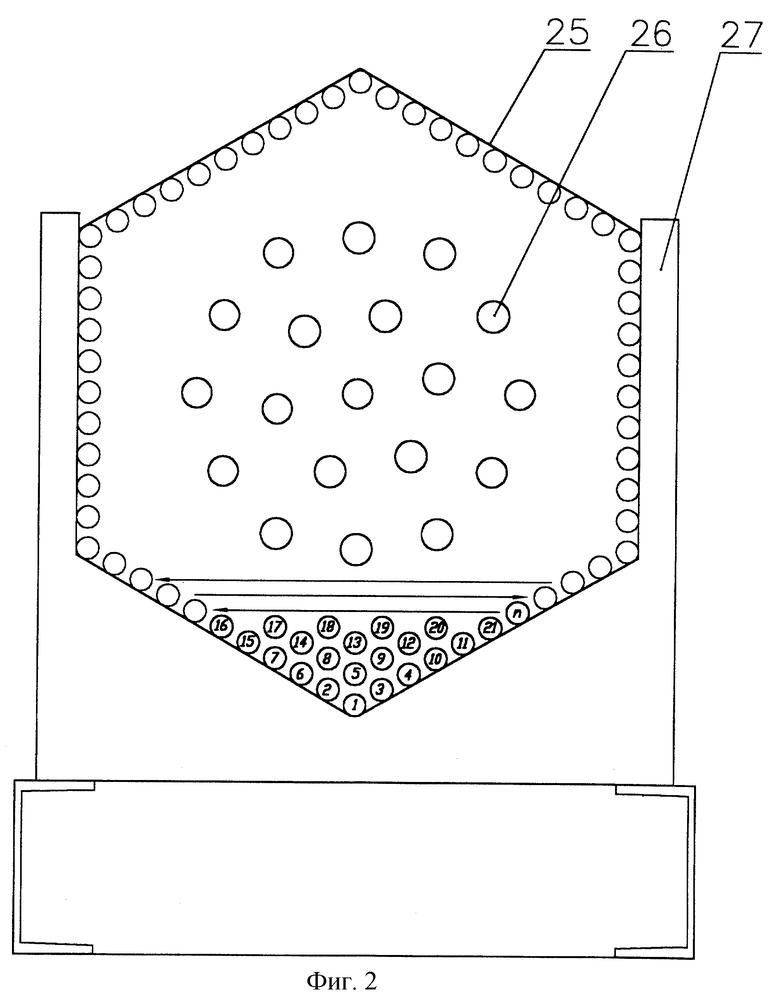
фиг. 2 - тепловыделяющая сборка в опорном съемном ложементе (разрез поперечный);
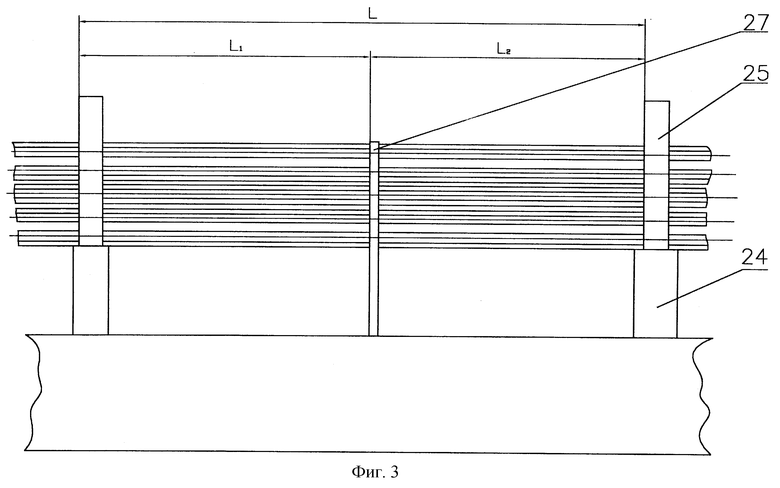
фиг. 3 - тепловыделяющая сборка между двух дистанционирующих гексагональных решеток с опорным съемным ложементом посредине, вид сбоку;
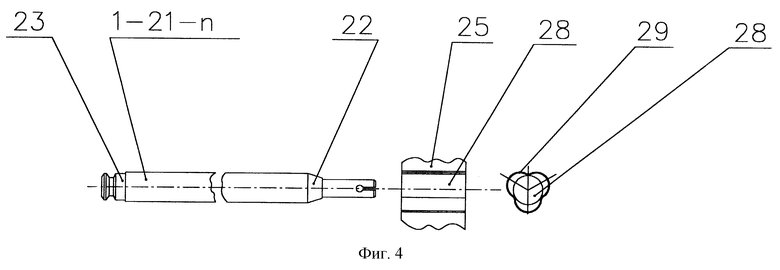
фиг.4 - ТВЭЛ с нижней заглушкой - распорным элементом.
Для осуществления способа сборки тепловыделяющей сборки ядерного реактора используют:
Стержневые ТВЭЛы 1-21-n с нижними заглушками 22 и верхними заглушками 23, опорную поверхность 24 для установки дистанционирующих гексагональных решеток 25 с каналами направляющими 26, съемные опорные ложементы 27, ячейки 28 в дистанционирующих гексагональных решетках с упругими упорами 29, нижнюю решетку 30 для крепления в ней нижних заглушек стержневых ТВЭЛ и закрепления хвостовика 31, а в верхней части головки 32.
Способ сборки тепловыделяющей сборки ядерного реактора осуществляют следующим образом. Для лучшего показа Способа сборки стержневые ТВЭЛы пронумерованы с 1 по 21 и... по "n".
Стержневые ТВЭЛы 1-21-"n" с нижней заглушкой 22 и верхней заглушкой 23 подвергают операции подготовки их поверхности к сборке, для чего в качестве защитного покрытия используют раствор поливинилового спирта 65±6 г/дм3 в дистиллированной воде, после чего стержневые ТВЭЛы сушат при 70-90oС с образованием твердого пленочного защитного покрытия.
На опорную поверхность 24 устанавливают дистанционирующие, гексагональные решетки 25, закрепленные в виде жесткого каркаса на каналах направляющих 26. Расстояние "L" между каждой парой дистанционирующих гексагональных решеток равно "L"=L1+L2, где L1 и L2 - допустимое расстояние, при котором прогиб консольного конца ТВЭЛа укладывается в требования бездефектной сборки тепловыделяющей сборки и составляет L1=255 мм и L2=255 мм. L= 255+255=510 мм.
Между каждой парой дистанционирующих гексагональных решеток 25 на расстоянии 255 мм как от одной, так и от другой дистанционирующих решеток 25 посредине устанавливают съемные опорные ложементы 27 из полимерного материала на одном уровне с нижними и боковыми гранями дистанционирующих гексагональных решеток 25, имеющих соосные ячейки 28 с упругими упорами 29 на боковых стенках. Координатная сетка последовательности ввода стержневых ТВЭЛов в соосные ячейки 28 дистанционирующих гексагональных решеток 25 состоит в следующем.
После самосмазывания поверхности стержневого ТВЭЛа в жидкой смазке глицерина 80-60% в дистиллированной воде стержневой ТВЭЛ 1 вводится в ячейку 28 нижнего угла дистанционирующей гексагональной решетки 25, затем стержневой ТВЭЛ 2 в ячейку 28 левой грани, стержневые ТВЭЛы 3, 4 в ячейки правой грани с использованием съемных опорных ложементов 27 между каждой парой дистанционирующих гексагональных решеток 25, предотвращающих прогиб стержневых ТВЭЛ.
Следующим вводится стержневой ТВЭЛ 5, используя при этом в качестве опорной поверхности для исключения прогиба поверхности стержневых ТВЭЛов 2, 1 и 3. По левой грани дистанционирующей гексагональной решетки 25 вводят стержневые ТВЭЛы 6, 7, используя для исключения прогиба съемные опорные ложементы 27, затем по горизонтальной линии вводят стержневые ТВЭЛы 8, используя поверхности стержневых ТВЭЛов 6, 2, 5 и 9, используя поверхности стержневых ТВЭЛов 5, 3, 4 для исключения прогиба.
Стержневые ТВЭЛы 10, 11 вводят по правой нижней грани дистанционирующей гексагональной решетки 25 с использованием для исключения прогиба съемные опорные ложементы между каждой парой дистанционирующих гексагональных решеток 25. При вводе стержневых ТВЭЛов 12, 13, 14 для исключения прогиба используются поверхности стержневых ТВЭЛов 10, 4, 9; 9, 5, 8 и 8, 6, 7. По левой грани вводят стержневые ТВЭЛы 15, 16, используя для исключения прогиба съемные опорные ложементы 27, а при вводе стержневых ТВЭЛов 17, 18, 19, 20 используются для исключения прогиба поверхности стержневых ТВЭЛов 15, 7, 14; 14, 8, 13; 13, 9, 12; 12, 10, 11. По нижней правой грани вводятся ТВЭЛ 21 и ТВЭЛ "n" с использованием поверхностей съемных опорных ложементов 27. Все вводы стержневых ТВЭЛ 1-21-n осуществляют нижней заглушкой 22 вперед, используя ее в качестве распорного элемента для соосных ячеек 28 дистанционирующих гексагональных решеток 25 и закрепления в нижней решетке 30.
По окончании сборки стержневые ТВЭЛы радиально фиксируются в ячейках 28 упругими упорами 29. К нижней решетке 30 с закрепленными в ней нижними заглушками 22 стержневых ТВЭЛов закрепляют хвостовик 31, а в верхней части к каналам направляющим 26 головку 32 и промывкой в горячей дистиллированной воде удаляют смазку и защитную пленку с стержневых ТВЭЛов с последующей сушкой.
Опытная проверка способа дала положительный результат. На каждой тепловыделяющей сборке для ядерного реактора ВВЭР-1000 уменьшается количество дистанционирующих гексагональных решеток из циркониевого сплава на 7 шт., что в пересчете на весь реактор составит 7•163=1141 шт. При весе дистанционирующей гексагональной решетки из циркониевого сплава 500 г выводится из реактора 1140•500=570,5 кг циркониевого сплава, что свидетельствует о решении поставленной технической задачи при бездефектной сборке тепловыделяющей сборки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРЕДОТВРАЩЕНИЯ ОБРАЗОВАНИЯ ЗАДИРОВ НА ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТАХ | 2000 |
|
RU2179760C2 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА И АКТИВНАЯ ЗОНА ВОДО-ВОДЯНОГО ЯДЕРНОГО РЕАКТОРА | 2001 |
|
RU2216056C2 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 2000 |
|
RU2189644C2 |
| СПОСОБ СБОРКИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ В ТЕПЛОВЫДЕЛЯЮЩУЮ СБОРКУ | 1999 |
|
RU2181220C2 |
| СТАНОК ДЛЯ СБОРКИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ В ТЕПЛОВЫДЕЛЯЮЩИЕ СБОРКИ | 1997 |
|
RU2139178C1 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 2001 |
|
RU2209475C2 |
| СПОСОБ ТРАНСПОРТИРОВКИ ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА | 2008 |
|
RU2381578C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК ЯДЕРНОГО РЕАКТОРА (ВАРИАНТЫ) | 2001 |
|
RU2215632C2 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 1999 |
|
RU2174718C2 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 2000 |
|
RU2195719C2 |
Изобретение относится к атомной энергетике и может найти применение на предприятиях по изготовлению тепловыделяющих сборок для энергетических ядерных реакторов. Технический результат: снижение объемной доли конструкционных материалов за счет увеличения длины между дистанционирующими гексагональными решетками, уменьшения количества решеток и повышения выхода годных и производительности при сборке. В способе сборки применяют съемные опорные ложементы, размещенные на уровне нижних и боковых граней дистанционирующих гексагональных решеток, сохраняя при этом допустимую длину между решетками и съемными опорными ложементами. Изменяют координатную сетку последовательности ввода стержневых тепловыделяющих элементов в соосные ячейки решеток путем ввода тепловыделяющего элемента вначале в ячейку нижнего угла дистанционирующей гексагональной решетки, затем в ячейку по левой грани, в две ячейки по правой грани с использованием съемных опорных ложементов. Вводят стержневые тепловыделяющие элементы по горизонтальному ряду влево с использованием в качестве опорных ложементов размещенные внизу стержневые тепловыделяющие элементы. Вводят два тепловыделяющих элемента в ячейки по левой грани с использованием съемных опорных ложементов и по горизонтальному ряду вправо с использованием в качестве опорных ложементов размещенные внизу тепловыделяющие элементы до полной сборки с использованием в качестве распорного элемента для ячеек нижнюю заглушку тепловыделяющего элемента. Допустимая длина между дистанционирующими решетками и съемными опорными ложементами - 255 мм. 1 з.п. ф-лы, 4 ил.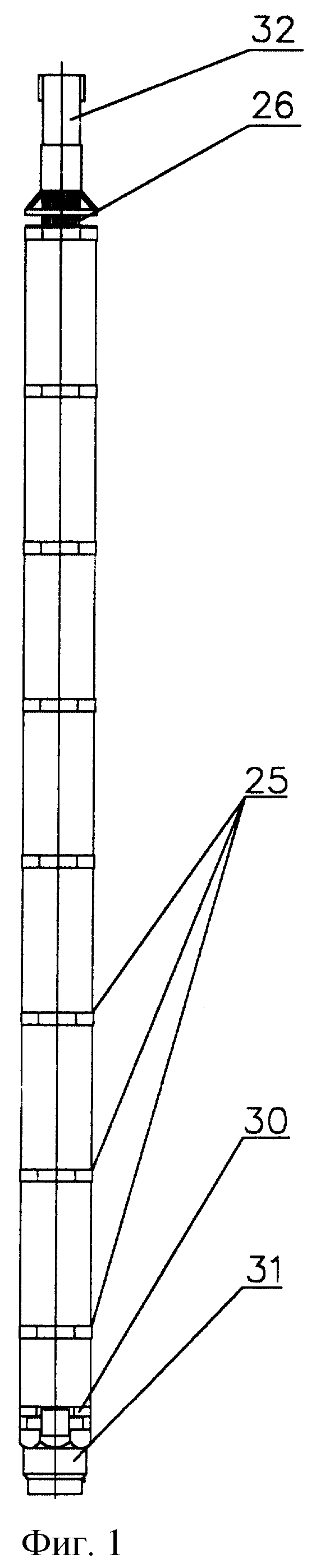
| СПОСОБ ИЗГОТОВЛЕНИЯ И СБОРКИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ В ТЕПЛОВЫДЕЛЯЮЩИЕ КАССЕТЫ | 1998 |
|
RU2140674C1 |
| RU 2070740 С1, 20.12.1996 | |||
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 1997 |
|
RU2120670C1 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 1992 |
|
RU2088982C1 |
| МЕХАНИЗИРОВАННАЯ КРЕПЬ | 0 |
|
SU192137A1 |

