Изобретение относится к металлургии, конкретнее к непрерывному литью металлов.
Целью изобретения является улучшение качества литого металла за счет увеличения протяженности зоны перемешивания.
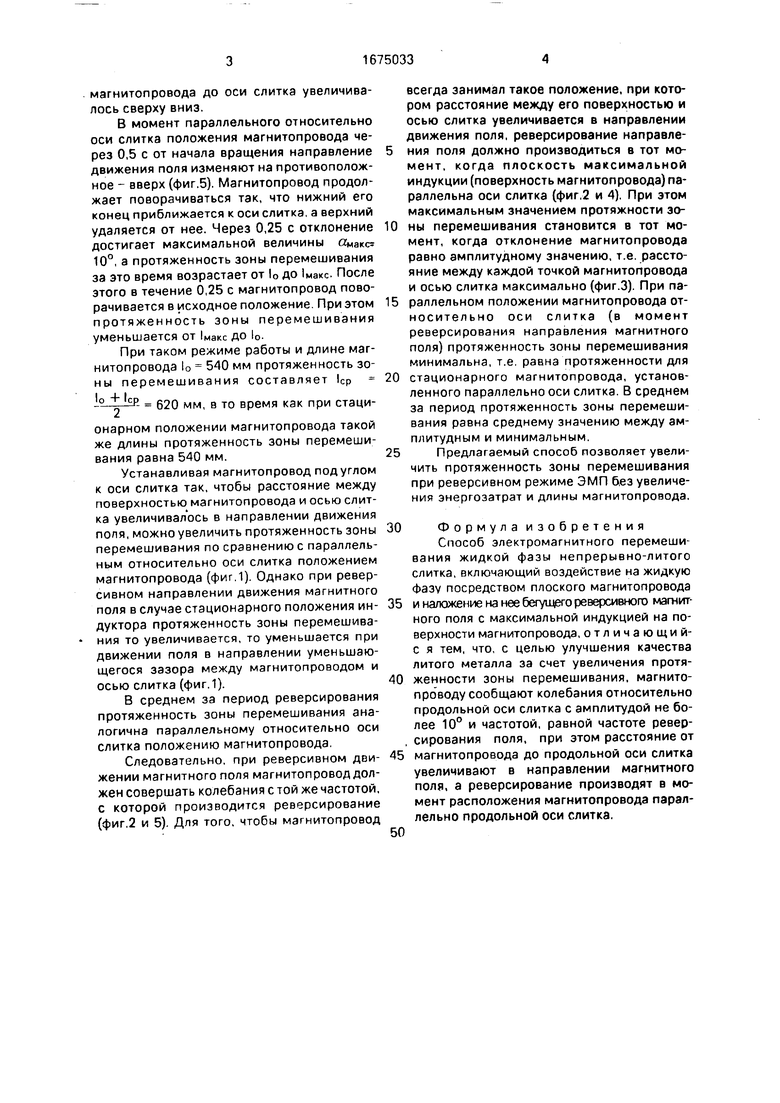
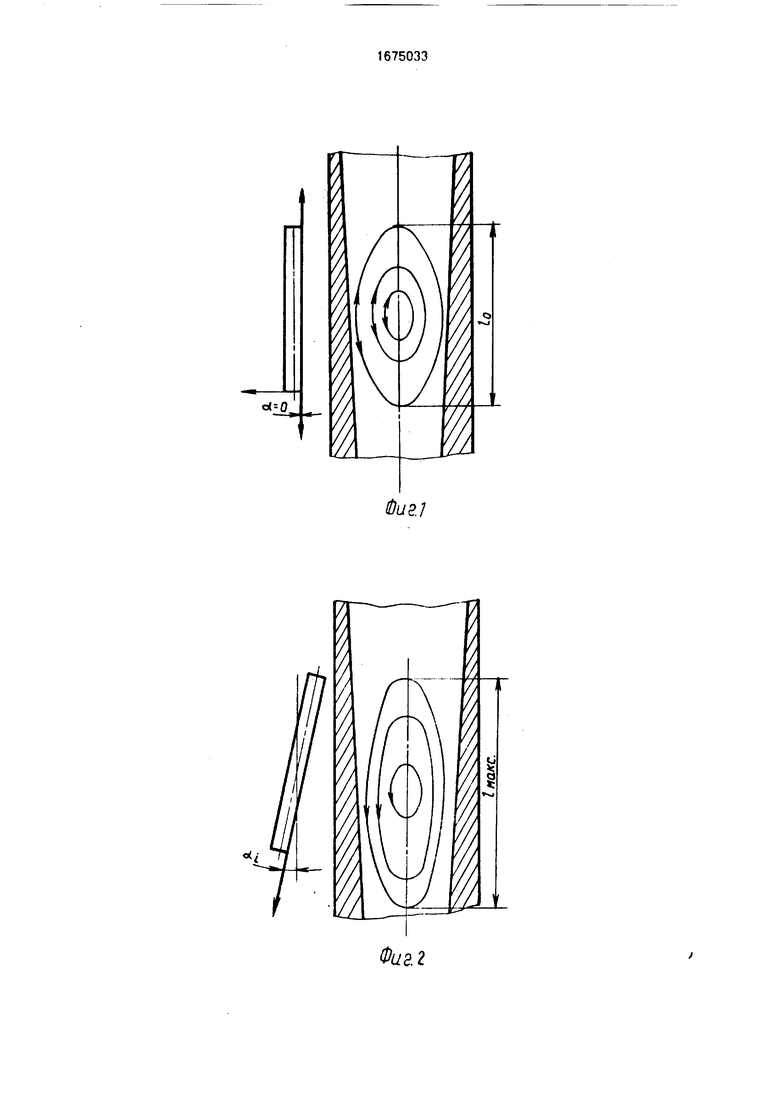
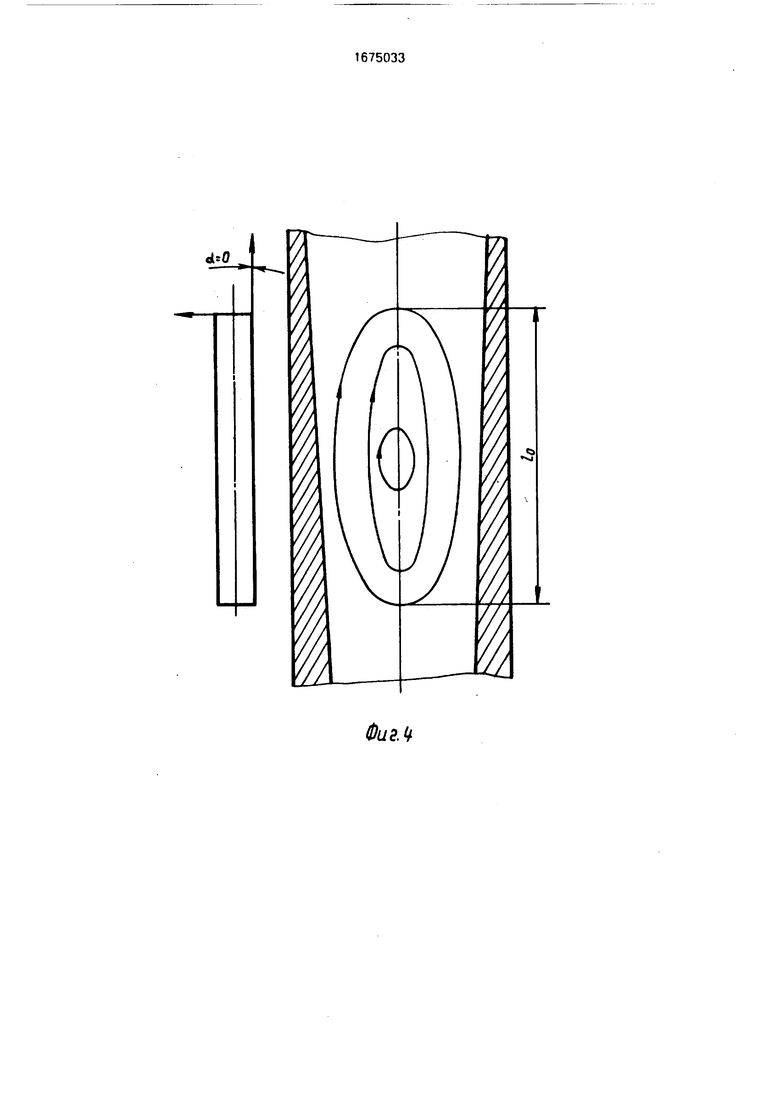
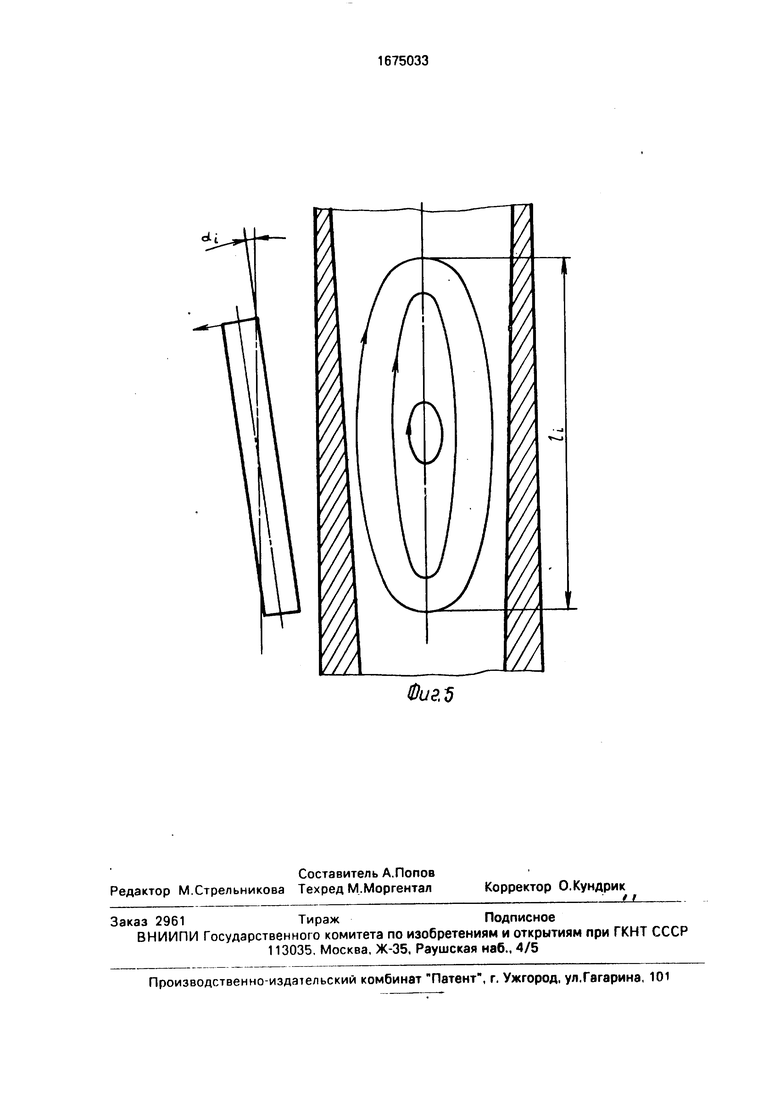
На фиг.1 показан начальный момент перемешивания (магнитопровод параллелен поверхности заготовки); на фиг.2 - магнитное поле включено вниз, магнитопровод поворачивается на угол а ; на фиг.З - магнитопровод достигает максимального отклонения Омакс и возвращается в исходное положение; на фиг.4 - магнитопровод занимает положение, параллельное поверхности заготовки, магнитное поле переключается вверх; на фиг.5 - магнитопровод продолжает поворачиваться на угол о.
Пример. НаМНЛЗ отливают заготовку сечением 300x360 мм из стали ШХ 15 со
скоростью 0,6 .
В зоне вторичного охлаждения жидкую сердцевину заготовки подвергают перемешиванию реверсивным бегущим магнитным полем с помощью плоского статора, расположенного вдоль оси втягивания. Частота реверсивного направления магнитного поля и частота колебаний плоскости максимальной индукции (магнитопровода) составляет 1 Гц.
При включении магнитного поля вни магнитопровод поворачивают так, что его нижний конец удаляется от оси за отовки, а верхний конец приближается к ней (фиг.2). Через 0,25 с отклонение достигает максимального значения (например, 7мэкс 10° фиг.З), за это время протяженность зоны перемешивания увеличивается от 0 540 мм до 1макс 700 мм. После этого в течение 0,25 с магнитопровод возвращается в ис ходное параллельное оси заготовки положение (фиг.4). При этом протяженность зоны перемешивания уменьшается от Макг до 0 В продолжении этих 0,5 с расстояние от
(Л
с
о
XI СП
о ы
00
магнитопровода до оси слитка увеличивалось сверху вниз.
В момент параллельного относительно оси слитка положения магнитопровода через 0,5 с от начала вращения направление движения поля изменяют на противоположное - вверх (фиг.5). Магнитопровод продолжает поворачиваться так, что нижний его конец приближается к оси слитка, а верхний удаляется от нее. Через 0,25 с отклонение достигает максимальной величины Омане 10°, а протяженность зоны перемешивания за это время возрастает от 0 до Макс. После этого в течение 0,25 с магнитопровод поворачивается в исходное положение. При этом протяженность зоны перемешивания уменьшается от Макс до 0.
При таком режиме работы и длине магнитопровода 10 540 мм протяженность зоны перемешивания составляет Ср
-° 9 ср- 620 мм, в то время как при стационарном положении магнитопровода такой же длины протяженность зоны перемешивания равна 540 мм.
Устанавливая магнитопровод под углом к оси слитка так, чтобы расстояние между поверхностью магнитопровода и осью слитка увеличивал ось в направлении движения поля, можно увеличить протяженность зоны перемешивания по сравнению с параллельным относительно оси слитка положением магнитопровода (фиг.1). Однако при реверсивном направлении движения магнитного поля в случае стационарного положения индуктора протяженность зоны перемешивания то увеличивается, то уменьшается при движении поля в направлении уменьшающегося зазора между магнитопроводом и осью слитка (фиг.1).
В среднем за период реверсирования протяженность зоны перемешивания аналогична параллельному относительно оси слитка положению магнитопровода.
Следовательно, при реверсивном движении магнитного поля магнитопровод должен совершать колебания с той же частотой, с которой производится реверсирование (фиг.2 и 5). Для того, чтобы магнитопровод
всегда занимал такое положение, при котором расстояние между его поверхностью и осью слитка увеличивается в направлении движения поля, реверсирование направления поля должно производиться в тот момент, когда плоскость максимальной индукции(поверхность магнитопровода) параллельна оси слитка (фиг,2 и 4). При этом максимальным значением протяжности эоны перемешивания становится в тот момент, когда отклонение магнитопровода равно амплитудному значению, т.е. расстояние между каждой точкой магнитопровода и осью слитка максимально (фиг.З). При параллельном положении магнитопровода относительно оси слитка (в момент реверсирования направления магнитного поля) протяженность зоны перемешивания минимальна, т.е. равна протяженности для
стационарного магнитопровода, установленного параллельно оси слитка. В среднем за период протяженность зоны перемешивания равна среднему значению между амплитудным и минимальным.
Предлагаемый способ позволяет увеличить протяженность зоны перемешивания при реверсивном режиме ЭМП б,ез увеличения энергозатрат и длины магнитопровода.
Формула изобретения
Способ электромагнитного перемешивания жидкой фазы непрерывно-литого слитка, включающий воздействие на жидкую фазу посредством плоского магнитопровода
и наложение на нее бегущего реверсивного магнитного поля с максимальной индукцией на поверхности магнитопровода, отличающий- с я тем, что, с целью улучшения качества литого металла за счет увеличения протяженности зоны перемешивания, магнито- проводу сообщают колебания относительно продольной оси слитка с амплитудой не более 10° и частотой, равной частоте реверсирования поля, при этом расстояние от
магнитопровода до продольной оси слитка увеличивают в направлении магнитного поля, а реверсирование производят в момент расположения магнитопровода параллельно продольной оси слитка.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ непрерывного литья заготовок | 1986 |
|
SU1452650A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОМАГНИТНОГО ПЕРЕМЕШИВАНИЯ ЖИДКОЙ СЕРДЦЕВИНЫ СЛИТКА | 2002 |
|
RU2228817C1 |
| Устройство для электромагнитного перемешивания жидкой сердцевины слитка в кристаллизаторе | 2020 |
|
RU2743437C1 |
| Установка для непрерывного литья слитка | 2024 |
|
RU2822902C1 |
| СПОСОБ РЕГУЛИРОВАНИЯ РЕЖИМА ЭЛЕКТРОМАГНИТНОГО ПЕРЕМЕШИВАНИЯ ЖИДКОЙ ФАЗЫ СЛИТКА В МАШИНЕ НЕПРЕРЫВНОГО ЛИТЬЯ СЛЯБОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2464123C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОМАГНИТНОГО ПЕРЕМЕШИВАНИЯ ЖИДКОГО МЕТАЛЛА | 1992 |
|
RU2069599C1 |
| Индуктор-электромагнитный ролик машины непрерывного литья заготовок | 1988 |
|
SU1537362A1 |
| СПОСОБ ДЛЯ НЕПРЕРЫВНОЙ И ПОЛУНЕПРЕРЫВНОЙ РАЗЛИВКИ АЛЮМИНИЕВЫХ СПЛАВОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2457064C1 |
| Машина для непрерывного литья заготовок | 1983 |
|
SU1359060A1 |
| Устройство для электромагнитного перемешивания металла в зоне вторичного охлаждения | 1985 |
|
SU1271639A1 |
Изобретение относится к металлургии, конкретнее к непрерывному литью металлов. Целью изобретения является улучшение качества металла за счет увеличения протяженности зоны перемешивания. Вдоль оси слитка располагают плоский маг- нитопровод, которому сообщают колебания относительно продольной оси слитка. Реверсивное магнитов поле меняет знак при параллельном оси слитка положении мэгни- топровода. 5 ил.
flu г
Фиг.2
Фиг.3
drfl
Фиг. Ц
bLi
Фигд
| Способ непрерывного литья металлов | 1979 |
|
SU839664A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
