Изобретение относится к области сварочного производства и может быть использовано для определения скорости подачи электродной проволоки в устройствах регистрации параметров процессов автоматизированной сварки.
Известен способ [1], основанный на преобразовании вращения ведущего вала подающего механизма при помощи тахогенератора в электрический сигнал, амплитуда которого прямо пропорциональна частоте вращения вала.
Недостатком такого способа является: необходимость калибровки при смене типа подающего механизма, невозможность учета погрешности, вносимой проскальзыванием электродной проволоки.
Прототипом предлагаемого изобретения выбран способ, описанный в [2], основанный на подсчете количества электрических импульсов в единицу времени, формируемых фотоэлектрическим преобразователем с механическим модулятором, привод которого кинематически связан с роликами подающего устройства. Выходные импульсы фотоэлектрического преобразователя, частота которых прямо пропорциональна скорости подачи электродной проволоки, регистрируются счетчиком в единицу времени и пересчитываются в скорость. Недостатками такого способа являются: необходимость калибровки при смене типа подающего механизма, невозможность учета погрешности, вносимой проскальзыванием электродной проволоки в подающем механизме.
Технический результат, который может быть получен при осуществлении способа, выражен как исключение погрешности измерения, возникающей вследствие проскальзывания проволоки между роликами подающего механизма, а также исключение зависимости результатов измерения от геометрических размеров роликов подающего механизма.
Для достижения указанного технического результата в предлагаемом способе, включающем измерение скорости подачи электродной проволоки при помощи датчика, выполненного на основе фотоэлектрического преобразователя, особенностью является то, что при подаче электродной проволоки с катушки в подающий механизм ее пропускают через датчик, имеющий механический модулятор с приводом и чувствительный элемент. Чувствительный элемент датчика фрикционно связан с электродной проволокой на участке между катушкой и роликами подающего механизма. При этом поступательное движение электродной проволоки преобразовывают в электрические импульсы, частота следования которых пропорциональна скорости подачи проволоки.
Способ иллюстрируется чертежами, на которых изображены:
на фиг. 1 схема реализации способа, на фиг. 2 - устройство датчика.
Способ осуществляется следующим образом:
К подающему тракту (1) подающего механизма (2) присоединяется датчик (3). Сварочная проволока (4), поступающая от катушки (5), пропускается через датчик и своим движением приводит в действие чувствительный элемент датчика. Таким образом, любые изменения скорости движения проволоки отражаются в результатах измерения.
Датчик выполнен в виде отдельного блока, устанавливаемого на подающем тракте подающего механизма, и состоит из корпуса (3), в котором установлен вал (6), прижимное устройство (7), направляющая (8) и фотоэлектрический преобразователь (9). На валу жестко закреплен ролик (чувствительный элемент) (10), вал и закрепленный на нем чувствительный элемент образуют привод. На валу привода также закреплен механический модулятор (11). Механический модулятор имеет определенное число отверстий, расположенных на равном расстоянии по окружности, имеющей общий с модулятором центр. Фотоэлектрический преобразователь представляет собой соосно расположенные излучатель и фотоприемник. Корпус датчика устанавливается на направляющей подающего тракта подающего механизма до подающих роликов. Сварочная проволока пропускается через направляющую (8), прижимается устройством (7) к ролику (10) вала (6) и далее вводится в направляющую подающего механизма по традиционной схеме. Таким образом, при движении проволоки ее поступательное движение преобразуется во вращательное движение вала (6) и механического модулятора (11). В момент совмещения отверстия модулятора с оптической осью оптической пары на выходе ИК-приемника формируется электрический сигнал, величина которого соответствует уровню логической "1". Зная соотношение длины окружности ролика (10) и окружности, на которой расположены отверстия модулятора, можно пересчитать количество импульсов за единицу времени в скорость подачи проволоки.
При использовании датчика в составе регистрирующих устройств на основе ЭВМ расчет скорости осуществляется программно.
Предлагаемый способ позволяет исключить погрешность измерения, вызываемую проскальзыванием проволоки в подающем механизме, за счет того, что информация о скорости движения проволоки берется непосредственно с объекта измерения. Так как количество импульсов в единицу времени определяется размерами ролика (10), то при переходе на другой тип подающего механизма нет необходимости определять зависимость количества импульсов в единицу времени от диаметра роликов подающего механизма.
Литература
1. Сергацкий Г.И., Блинов В.И., Алисов С.Н., Шангин А.Н., Россошинский Д.А., Ковальчук-Химюк Л.А. Автоматическая сварка, 1990, 5, с. 58-63.
2. Коротынский А.Е., Кисилевский Я.Ф., Мухлыгин Н.С., Терехов В.М. Выбор структурной схемы и технических средств сбора информации при дуговой сварке / Автоматическая сварка, 1984, 10, с. 59-61.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ КООРДИНАТ И ЦВЕТА ОБЪЕКТА | 1998 |
|
RU2142144C1 |
| СПОСОБ СТАБИЛИЗАЦИИ СКОРОСТИ ПОДАЧИ ПРИСАДОЧНОЙ ПРОВОЛОКИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2018 |
|
RU2708867C1 |
| СПОСОБ ОТОБРАЖЕНИЯ ЗОН ЛОКАЛИЗАЦИИ ДЕФОРМАЦИИ ПОВЕРХНОСТИ И ОПТИКО-ТЕЛЕВИЗИОННОЕ УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2192621C2 |
| СПОСОБ АДАПТИВНОЙ ИМПУЛЬСНО-ДУГОВОЙ СВАРКИ | 2008 |
|
RU2410216C2 |
| УСТРОЙСТВО ДЛЯ СЧИТЫВАНИЯ ИЗОБРАЖЕНИЯ | 1994 |
|
RU2108623C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ДЕФОРМАЦИИ И НАПРЯЖЕНИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2085844C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ ИЗНОСОСТОЙКИМИ КОМПОЗИЦИОННЫМИ МАТЕРИАЛАМИ С ЗЕРНИСТОЙ УПРОЧНЯЮЩЕЙ ФАЗОЙ | 2000 |
|
RU2192337C2 |
| ФОТОЭЛЕКТРИЧЕСКОЕ УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ДИАМЕТРА ПОДВИЖНОГО ИЗДЕЛИЯ | 1995 |
|
RU2095750C1 |
| ОГНЕЗАДЕРЖИВАЮЩИЙ КЛАПАН | 2001 |
|
RU2195984C2 |
| СПОСОБ ИОННО-ЛУЧЕВОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ТВЕРДЫХ СПЛАВОВ | 1997 |
|
RU2155243C2 |

Изобретение относится к области сварочного производства и может найти применение в различных отраслях машиностроения в устройствах регистрации параметров процессов автоматизированной сварки. Измерение скорости подачи электродной проволоки производят при помощи датчика, выполненного на основе фотоэлектрического преобразователя. При подаче электродной проволоки с катушки в подающий механизм ее пропускают через этот датчик. Чувствительный элемент датчика фрикционно связан с электродной проволокой на участке между катушкой и роликами подающего механизма. Поступательное движение электродной проволоки преобразовывают в электрические импульсы, частота следования которых пропорциональна скорости подачи проволоки. В результате достигается высокая точность измерений за счет установки датчика непосредственно на электродную проволоку. 2 ил.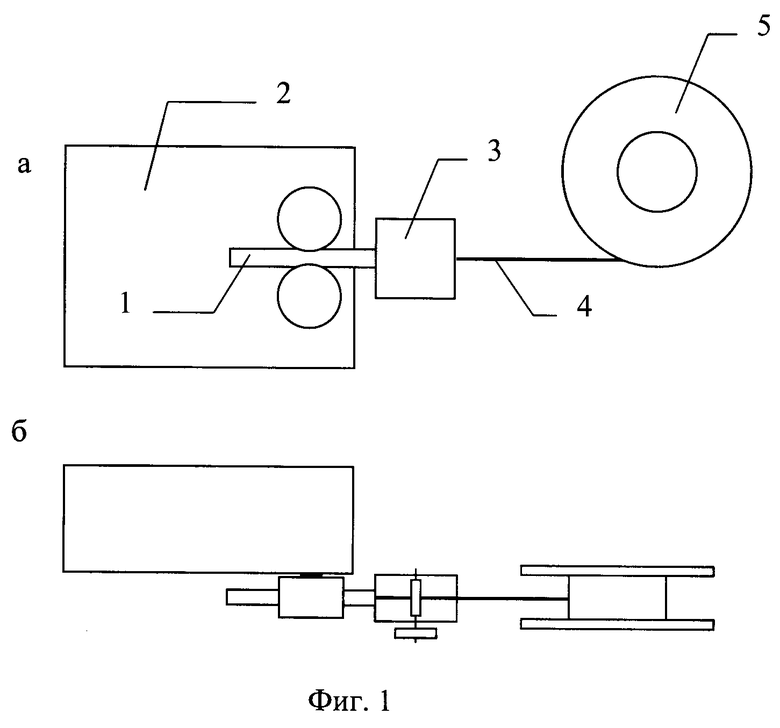
Способ измерения скорости подачи электродной проволоки, при котором измерение производят при помощи датчика, выполненного на основе фотоэлектрического преобразователя, отличающийся тем, что при подаче электродной проволоки с катушки в подающий механизм ее пропускают через датчик, чувствительный элемент которого фрикционно связан с электродной проволокой на участке между катушкой и роликами подающего механизма, при этом поступательное движение электродной проволоки преобразовывают в электрические импульсы, частота следования которых пропорциональна скорости подачи проволоки.
| КОРОТЫНСКИЙ А.Е | |||
| и др | |||
| Выбор структурной схемы и технических средств сбора информации при дуговой сварке | |||
| Автоматическая сварка, 1984, №10, с.59-61 | |||
| Способ идентификации динамических характеристик канала подачи электродной проволоки и устройство для его осуществления | 1988 |
|
SU1532226A1 |
| Привод подачи электродной проволоки | 1979 |
|
SU837661A1 |
| US 5834733, 10.11.1998 | |||
| US 3934110, 20.01.1976 | |||
| Огнетушитель | 0 |
|
SU91A1 |
| Способ запрессовки не выдержавших гидравлической пробы отливок | 1923 |
|
SU51A1 |
| AU 341304, 10.02.1978. | |||
