Изобретение относится к электродуговой сварке, а именно к адаптивной импульсно-дуговой сварке покрытыми электродами, и может быть использовано при сварке корневых швов стыковых соединений.
При сварке корневых швов известны следующие широко известные способы.
1. Сварку ведут на специальных подкладках, обеспечивающих формирование обратного валика [А.И.Акулов, А.Ю.Мышкин, Ю.В.Доронин. Некоторые особенности формирования горизонтальных швов при односторонней сварке на вертикальной плоскости. - Сварочное производство, 1983, №4. С.15-16.] В этом случае режим сварки увеличивают на 20-30% от требуемого, что обеспечивает гарантированное проплавление и формирование обратного валика корневого шва благодаря наличию формирующих подкладок. При этом неизбежно увеличение размеров зоны термического влияния из-за увеличения перегрева металла, что способствует увеличению остаточных напряжений. Это приводит к существенному снижению эксплуатационных и качественных показателей сварных соединений.
2. Способом, в котором вначале осуществляют сварку корня шва с наружной стороны, после чего накладывают с обратной стороны подварочный шов [Дуговая сварка стальных трубных конструкций / И.А.Шмелева, М.З.Шейнкин, И.В.Михайлов, Э.В.Островский. - М.: Машиностроение, 1985, - 232 с., ил.]. Затем с лицевой стороны после предварительной зачистки накладывают заполняющие слои.
Такой способ имеет большую трудоемкость. При этом не всегда удается осуществить подварочный шов из-за труднодоступности.
3. Соединяемое изделие собирают с зазором 2-3 мм [Сварка трубопроводов и конструкций / В.Л.Березин, А.Ф.Суворов. - М.: Недра, 1976, 359 с.]. Осуществляется прихватка свариваемых кромок, их зачистка и далее производят сварку корня шва, периодически перемещая электрод по стыку с продольными колебаниями. При увеличенном зазоре между кромками электрод совершает продольные колебания одновременно с поперечными, что позволяет получить плавные очертания корневого слоя шва. В представленном варианте выполнения корневого шва первоначально происходит формирование перемычки между свариваемыми кромками. Затем сварочный электрод, перемещаясь вдоль свариваемого стыка, обеспечивает периодическое проплавление свариваемых кромок благодаря своему выходу на открытый зазор и обратное возвращение на сформированную перемычку. Такие возвратно-поступательные движения электрода весьма трудоемки и, как правило, требуют высококачественных электродов и высокой квалификации сварщика. При этом по своей сути процесс сварки носит импульсно-дуговой характер за счет изменения давления дуги на кристаллизующийся металл, вызываемый движениями торца электрода.
Известен способ электродуговой сварки плавящимся электродом с импульсной модуляцией сварочного тока [RU 2268809 С1, 2006] с регулированием длительности импульсов и пауз сварочного тока и наложением во время пауз дополнительных импульсов тока, отличающийся тем, что частоту дополнительных импульсов выбирают большей 50 Гц и длительностью в пределах 0,5-2 мс, причем длительность основных импульсов и пауз регулируют автоматически, в функции отклонения среднего напряжения дугового промежутка от заданного, изменением длины дуги.
Для сварки корневого шва, (пример 1), используют программное управление длительности основного импульса. Длительность основного импульса устанавливают равной 0,25 с, а длительность паузы - 0,3 с.Частоту вспомогательных импульсов устанавливают равной 55 Гц, а длительность вспомогательных импульсов - равной 1.3 мс. Величину непрерывного тока в основной паузе, на который накладывают вспомогательные импульсы, устанавливают равной 15 А. После возбуждения дуги сварщик равномерно ведет электрод вдоль стыка без манипуляций. За время основного импульса установленной длительности расплавляется и переходит в сварочную ванну от одной до нескольких капель во время коротких замыканий дугового промежутка.
По мнению авторов изобретения, если переход капли происходит во время основной паузы, то это не снижает технологической устойчивости, т.к. энергии вспомогательного импульса, по их мнению, вполне достаточно для обеспечения ускоренного перехода в сварочную ванну. Поэтому дополнительных мероприятий для ускоренного разрушения перемычки между каплей и электродом во время короткого замыкания на интервале основной паузы не требуется.
В представленном способе сварки используется алгоритм управления энергетическими параметрами режима по жестко задаваемой программе. При этом в случае возникновения короткого замыкания может произойти примерзание электрода, поскольку длительности дополнительно накладываемого импульса может быть недостаточно для разрушения перемычки между электродом и сварочной ванной. Кроме того, вследствие большой жидкотекучести сварочной ванны может произойти захлопывание замочной скважины, сформированной на интервале импульса тока. В этом случае шлаки, образующиеся при плавлении обмазки электродов, затекают под дугу, способствуя ускоренному захлопыванию замочной скважины и образованию дефектов в виде шлаковых включений.
Другими словами известные способы сварки не обеспечивают технологической устойчивости процессов сварки корневых швов сварных конструкций, монтируемых в различных пространственных положениях, и могут быть эффективны в узком диапазоне изменения технологических параметров, прежде всего по току и напряжению, при сварке тонкостенных изделий при малых значениях сварочного тока.
Настоящим изобретением решается задача - разработать способ, который бы обеспечивал одностороннюю сварку преимущественно корневых швов, ответственных металлоконструкций, без подварки с обратной стороны и использования дополнительных подкладок и одновременно повышал бы и качество, и прочность сварных соединений.
Технический результат - обеспечение стабильности бездефектного формирования металла сварочной ванны корневых и заполняющих слоев сварных швов металлоконструкций, монтируемых в различных пространственных положениях, достигается благодаря применению гибкого технологического процесса, который основан на использовании алгоритмов импульсного управления энергетическими параметрами процесса сварки, корректируемых в ходе технологического процесса по законам адаптивного управления.
Поставленная задача достигается тем, что, как и известный, предлагаемый способ адаптивной импульсно-дуговой сварки основывается на управлении параметрами процесса сварки по заранее заданному алгоритму, при этом заданный алгоритм импульсного управления энергетическими параметрами процесса сварки корректируют в зависимости от состояния объекта управления: источник питания - дуга - сварочная ванна - зона сварного соединения, в пределах каждого сварочного микроцикла (одного периода следования импульсов), по значениям основных параметров режима сварки. К таким параметрам прежде всего следует отнести: напряжение дуги на интервале импульса и паузы, величину тока короткого замыкания, длительности импульса и паузы.
Новым является то, что для корректировки процесса на интервале паузы автоматически осуществляют подачу дополнительных импульсов в зависимости от мгновенных значений напряжения на дуге, непрерывно измеряемого на интервале паузы, при этом начало каждого дополнительного импульса осуществляют при достижении напряжения на дуговом промежутке некоторого опорного значения, выбираемого в пределах от 20,2 до 21,2В.
Наиболее важным параметром процесса адаптивной импульсно-дуговой сварки является частота дополнительных импульсов тока, накладываемых на стационарно горящую дугу на интервале паузы, которая составляет 24-26 Гц, предпочтительно 25 Гц, и длительностью от 9 до 11 мс, предпочтительно 10 мс.
Указанные параметры связаны с размерами сварочной ванны, которые определяют ее жидкотекучесть как на интервале импульса тока, так и на интервале паузы. Это обстоятельство достаточно жестко регламентирует параметры дополнительно накладываемых импульсов тока, прежде всего по частоте (25 Гц), а также по длительности - 10 мс. Увеличение частоты следования дополнительных импульсов и их длительности неизбежно приведет к увеличению среднего значения тока паузы, уменьшению глубины модуляции, увеличению теплосодержания сварочной ванны и, как следствие, - увеличению остаточных напряжений.
Достоинством предлагаемого способа сварки является также и то, что в процессе сварки регулирование длительности основных импульсов и пауз сварочного тока может осуществляться автоматически, в обратно пропорциональной зависимости от значения выбранной частоты модуляции, осуществляемой в диапазоне (0,2-5) Гц. Такое техническое решение позволяет сварщику быстро и оперативно подрегулировать процесс сварки в зависимости от объема и пространственного положения сварочной ванны.
В случае возникновения на интервале паузы короткого замыкания производят кратковременное увеличение тока до уровня тока импульса. Причем окончание кратковременного увеличения тока на интервале короткого замыкания совмещают с достижением падения напряжения на перемычке, либо уровня 6-9 В, либо при его лавинообразном росте, свидетельствующим о том, что процесс ее разрушения носит необратимый характер. После окончания короткого замыкания в сварочной цепи устанавливается то значение тока, которое должно было быть при реализации первоначально установленного алгоритма импульсного управления энергетическими параметрами режима сварки.
Предложенный способ сварки с изменением основных энергетических параметров режима в соответствии с вышеприведенным адаптивным алгоритмом импульсного управления имеет неоспоримые преимущества перед всеми известными способами, поскольку обеспечивает стабильность бездефектного формирования корневых и заполняющих слоев сварных соединений независимо от пространственного положения сварочной ванны, при использовании электродов с любым типом покрытия. Наличие технологических возмущений в виде: внезапных коротких замыканий, захлопывания замочной скважины на интервале паузы, изменения зазора в свариваемом стыке, изменяющегося пространственного положения сварочной ванны и т.д. не приводит к нарушению технологического процесса, поскольку осуществляется непрерывный контроль за изменением мгновенных значений основных энергетических параметров режима, и таким образом корректируется алгоритм их импульсного изменения, чтобы обеспечивалась стабильность и периодическое повторение характеристик массопереноса электродного металла и кристаллизации металла шва из расплава сварочной ванны, а также стабильность тепловых и энергетических показателей процесса в соответствии с законами адаптивного управления.
Адаптивные импульсные технологии обеспечивают регулирование глубины проплавления и формы сварного шва. Это дает возможность бездефектной односторонней сварки корневых швов с формированием обратного валика во всех пространственных положениях без дополнительных подкладок и подварки корня изнутри в среде углекислого газа и газовых смесях на его основе, а также покрытыми электродами любого типа, в том числе основного.
Перечисленные преимущества новых сварочных технологий определяют широкую область их применения. С их помощью можно обеспечивать заданные эксплуатационные характеристики изделий, конструировать оптимальные алгоритмы импульсного управления, оптимизировать параметры технологических процессов. Внедрение адаптивных импульсных технологий в области сварочного производства позволяет: стабилизировать режимы сварки, обеспечить легкое возбуждение дуги, уменьшить количество пор в сварных швах за счет интенсивной дегазации сварочной ванны, повысить на 25-30% производительность плавления электродного металла по сравнению со стационарными режимами сварки, уменьшить перегрев изделия и размеры зоны термического влияния, увеличить линейную скорость сварки и значительно упростить технику сварки во всех пространственных положениях, снизить требования к квалификации сварщика.
Изобретение иллюстрируется графическими материалами.
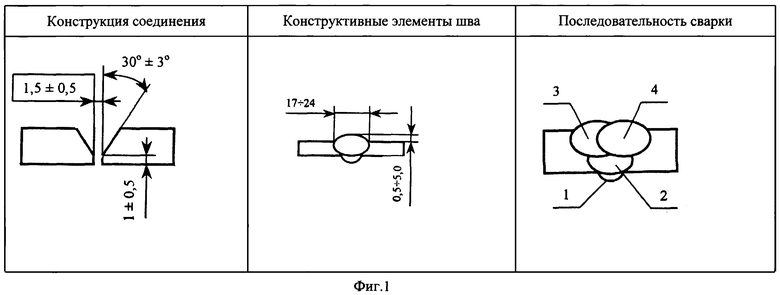
На фиг.1 приведены конструктивные элементы сборки и сварки неповоротного стыка.
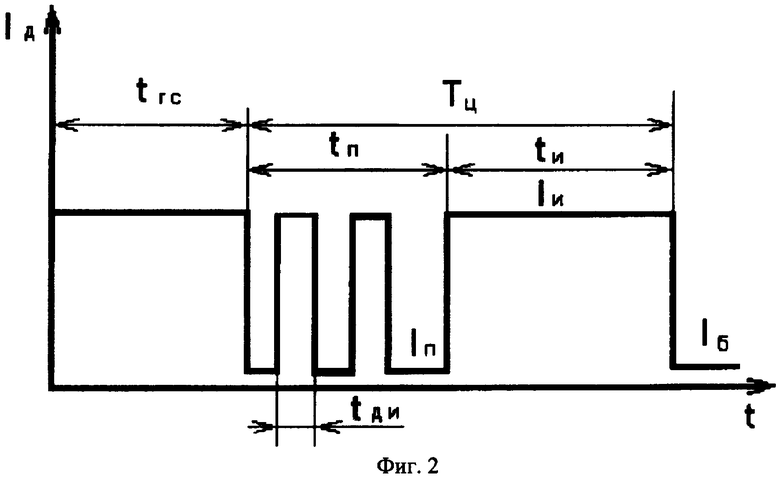
На фиг.2 приведен алгоритм изменения сварочного тока.
Изобретение осуществляется следующим образом.
Пример 1.
Предлагаемым способом сварки осуществляют одностороннюю сварку корневых швов с формированием обратного валика, без использования дополнительных подкладок и подварки с обратной стороны шва. В свариваемом изделии, например технологическом трубопроводе, осуществляют подготовку кромок свариваемых торцов и далее собирают стык методом прихваток, с зазором 3-4 мм и V-образной разделкой кромок и притуплением, показанным на фиг.1. При этом в процессе сварки электродами ЦЛ-11 диаметром 3 мм, с использованием программируемого источника питания ФЕБ - 315 «МАГМА» осуществляют сварку корневого шва при движении электрода снизу вверх, опиранием на его обмазку, без возвратно-поступательных колебаний вдоль свариваемого стыка в соответствии с технологическими характеристиками, приведенными в таблице 1. Значения токов импульса и паузы, а также их длительностей приведены в таблице 2. Значения параметров дополнительных импульсов устанавливают: по амплитуде, равной току основного импульса, по длительности - 10 мс, по частоте - 25 Гц.
Высота прихваток - 3-4 мм
На интервале импульса тока (фиг.2) вследствие высокого давления дуги в сварочной ванне образуется «замочная скважина», через которую удаляются все шлаковые включения, образующиеся в результате плавления обмазки электрода. На интервале паузы из-за низкого давления дуги и действия сил поверхностного натяжения «замочная скважина» начинает захлопываться. При этом в случае ее захлопывания жидкотекучие шлаки подтекают под сварочную дугу и кристаллизуются в сварочной ванне, образуя трудно удаляемый дефект - «включение». Для предотвращения образования дефекта на стационарно горящую дугу на интервале паузы накладывают дополнительные импульсы тока частотою 25 Гц и длительностью 10 мс, причем начало каждого дополнительного импульса совмещают при достижении на дуговом промежутке некоторого опорного значения напряжения, выбираемого в пределах от 20,2 до 21,2 В. Действие дополнительного импульса таково, что на его интервале вследствие увеличения давления дуги происходит расширение захлопывающейся «замочной скважины» таким образом, чтобы на интервале всего сварочного процесса через нее вытеснялись шлаковые включения, которые в случае кристаллизации сварочной ванны могли бы образовать в металле шва дефекты. Описанный эффект реализуется только в заявляемом диапазоне параметров, т.е. 25 Гц и 10 мс. Увеличение частоты до 50 Гц и соответствующее уменьшение длительности приведет к тому, что из-за малой длительности действия дополнительного импульса предотвращения захлопывания «замочной скважины» не происходит. При этом имеет место ее захлопывание и, как следствие, образование дефектов в виде непроваров и шлаковых включений. При уменьшении частоты следования дополнительных импульсов может иметь место нарушение стабильности горения дуги, особенно при уменьшении величины тока паузы. Увеличение длительности дополнительных импульсов более 10 мс нежелательно из-за того, что при этом увеличивается среднее значение тока и, как следствие, увеличиваются остаточные деформации и ухудшаются прочностные свойства сварных соединений.
Из-за большой подвижности сварочной ванны на интервале тока паузы может произойти внезапное короткое замыкание. Поскольку при этом на торце электрода может быть минимальное количество расплавленного металла, короткое замыкание может быть длительным, что может привести к примерзанию электрода и последующему захлопыванию замочной скважины. Для предотвращения этого нежелательного эффекта на интервале короткого замыкания производят увеличение тока до значения тока импульса, что обеспечивает ускоренное разрушение перемычки.
Окончание кратковременного увеличения тока на интервале короткого замыкания совмещают с достижением на перемычке лавинообразного роста напряжения, что свидетельствует о необратимости ее разрушения. Далее автоматически устанавливаются параметры режима, предусмотренные первоначальным алгоритмом управления.
Пример 2.
Осуществляют сварку корневых и заполняющих слоев при сооружении магистрального трубопровода. Диаметр трубопровода - 1420 мм, толщина стенки трубы - 22 мм, материал трубы 17Г1СУ. Торцы труб подготавливают под сварку с V - образной разделкой механическим способом. Собирают стык прихватками длиною 10-15 мм с зазором 3 мм, используя внутренний центратор. Далее производят сварку корневого шва электродами ОК 53.70 диаметром 3 мм. Сварку производят без колебаний электрода и без дополнительных подкладок методом опирания на обмазку электрода, направление сварки - снизу вверх.
Для сварки корневого шва устанавливают следующие параметры режима: ток импульса - 100 А; ток паузы - 40 А; длительность импульса - 0,3 с; длительность паузы - 0,3 с; частота дополнительных импульсов - 25 Гц; длительность дополнительных импульсов 10 мс; пороговое значение напряжения на дуге, при котором на интервале паузы накладывается дополнительный импульс, - 20,5 В; пороговое значение падения напряжения на перемычке во время короткого замыкания, при котором производят окончание кратковременного увеличения тока, - лавинообразный рост.
В процессе сварки на интервале импульса тока вследствие большой проплавляющей способности дуги в сварочной ванне формируется замочная скважина, через которую вытесняются все шлаки, образующиеся при плавлении электрода. Кроме того, вследствие высокой скорости плавления на этом интервале происходит активное формирование и перенос электродного металла в сварочную ванну во время частых коротких замыканий. Длительность коротких замыканий на этом интервале небольшая, а установленного значения тока импульса вполне достаточно для ускоренного разрушения образовавшейся перемычки между электродом и сварочной ванной. При этом нарушения стабильности процесса сварки не происходит.
На интервале паузы тока, образовавшийся кратер от действия тока импульса, вследствие уменьшения давления дуги на этом интервале, также благодаря силам поверхностного натяжения замочная скважина начинает захлопываться. Этот процесс сопровождается уменьшением напряжения на дуге, и при достижении значения, равного 20,5 В, производят увеличение тока на интервале накладываемого дополнительного импульса длительностью 10 мс. Это приводит к увеличению давления дуги и, как следствие, к увеличению размеров замочной скважины.
Из-за большой подвижности сварочной ванны на интервале тока паузы может произойти внезапное короткое замыкание. Поскольку при этом на торце электрода может быть минимальное количество расплавленного металла, короткое замыкание может быть длительным, что может привести к примерзанию электрода и последующему захлопыванию замочной скважины. Для предотвращения этого нежелательного эффекта на интервале короткого замыкания производят увеличение тока до значения тока импульса, что обеспечивает ускоренное разрушение перемычки. Окончание кратковременного увеличения тока на интервале короткого замыкания совмещают с достижением на перемычке лавинообразного роста напряжения, что свидетельствует о необратимости ее разрушения. Далее автоматически устанавливаются параметры режима, предусмотренные первоначальным алгоритмом управления.
Наличие каналов обратной связи в источнике питания ФЕБ - 315 «МАГМА», при помощи которого реализуется предлагаемый технологический процесс сварки, позволяет контролировать состояние объекта управления: источник питания - дуга - сварочная ванна - зона сварного соединения, что способствует поддержанию высокой стабильности технологического процесса при полном отсутствии каких-либо дефектов в свариваемом шве.
При сварке заполняющих слоев значение тока импульса увеличивают до уровня 160-200 А в зависимости от положения сварки. При этом диаметр электрода применяют равным 4 мм. Марка электрода при этом выбирается, исходя из условия обеспечения требуемой прочности сварного соединения. В данном случае это может быть марка, либо ОК 53.70., либо ОК 74.70. Алгоритм изменения энергетических параметров режима остается таким же, как и при сварке корневого шва. Преимуществом в данном случае предлагаемого способа сварки является то, что имеется возможность выплавления шлаковых карманов, возникающих при заполнении разделки в разных пространственных положениях и повышенной жидкотекучести сварочной ванны.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РУЧНОЙ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ МОДУЛИРОВАННЫМ ТОКОМ | 2009 |
|
RU2418659C1 |
| СПОСОБ РУЧНОЙ ЭЛЕКТРОДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ МОДУЛИРОВАННЫМ ТОКОМ КОРНЕВОГО ШВА | 2006 |
|
RU2322331C1 |
| СПОСОБ РУЧНОЙ ЭЛЕКТРОДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ МОДУЛИРОВАННЫМ ТОКОМ КОРНЕВОГО ШВА | 2008 |
|
RU2371288C1 |
| СПОСОБ РУЧНОЙ ЭЛЕКТРОДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ МОДУЛИРОВАННЫМ ТОКОМ | 2013 |
|
RU2569874C2 |
| СПОСОБ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В ЗАЩИТНЫХ ГАЗАХ КОРНЕВЫХ СЛОЕВ СВАРНЫХ СОЕДИНЕНИЙ | 2008 |
|
RU2381092C2 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ С ИМПУЛЬСНОЙ МОДУЛЯЦИЕЙ ТОКА | 2004 |
|
RU2268809C1 |
| СПОСОБ МЕХАНИЗИРОВАННОЙ ДУГОВОЙ СВАРКИ В АКТИВНЫХ ГАЗАХ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2353484C2 |
| СПОСОБ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В ЗАЩИТНЫХ ГАЗАХ | 2011 |
|
RU2475344C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 1997 |
|
RU2120843C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ МЕХАНИЗИРОВАННОЙ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ С ПОДАЧЕЙ СВАРОЧНОЙ ПРОВОЛОКИ | 2015 |
|
RU2597855C1 |
Изобретение относится к способу адаптивной импульсно-дуговой сварки покрытыми электродами и может быть использовано при сварке корневых швов стыковых соединений и заполняющих слоев сварных швов металлоконструкций, монтируемых в различных пространственных положениях. Способ включает управление параметрами процесса сварки по заранее заданному алгоритму, который в процессе сварки корректируют в зависимости от состояния источника питания - дуги - сварочной ванны - зоны сварного соединения в пределах каждого сварочного микроцикла - одного периода следования импульсов, по мгновенным значениям основных параметров режима сварки, таких как напряжение дуги на интервале импульса и паузы, длительности импульса и паузы, сварочного тока и величины тока короткого замыкания. Технический результат - обеспечение стабильности бездефектного формирования металла сварочной ванны благодаря применению гибкого технологического процесса, который основан на использовании алгоритмов импульсного управления энергетическими параметрами процесса сварки, корректируемых в ходе технологического процесса, по законам адаптивного управления. 3 з.п. ф-лы, 2 ил., 2 табл.
1. Способ адаптивной импульсно-дуговой сварки, включающий управление параметрами процесса сварки по заранее заданному алгоритму импульсного управления энергетическими параметрами процесса сварки, который корректируют в зависимости от состояния источника питания - дуги - сварочной ванны - зоны сварного соединения в пределах каждого сварочного микроцикла - одного периода следования импульсов по значениям основных параметров режима сварки, таких как напряжение дуги на интервале импульса и паузы, длительности импульса и паузы, сварочного тока и величины тока короткого замыкания, отличающийся тем, что на интервале паузы автоматически осуществляют подачу дополнительных импульсов в зависимости от мгновенных значений напряжения на дуговом промежутке, непрерывно измеряемого на интервале паузы, при этом начало каждого дополнительного импульса осуществляют при достижении напряжения на дуговом промежутке опорного значения, выбираемого в пределах от 20,2 до 21,2 В, а значение частоты дополнительных импульсов тока, накладываемых на стационарно горящую дугу на интервале паузы, устанавливают в пределах 24-26 Гц при длительности 9-11 мс и автоматически осуществляют регулирование длительности основных импульсов и пауз сварочного тока в обратно пропорциональной зависимости от значения выбранной частоты модуляции, осуществляемой в диапазоне 0,2-5 Гц.
2. Способ по п.1, отличающийся тем, что частота дополнительных импульсов тока, накладываемых на стационарно горящую дугу на интервале паузы, составляет 25 Гц при длительности импульсов 10 мс.
3. Способ по п.1, отличающийся тем, что в случае возникновения короткого замыкания на интервале паузы осуществляют кратковременное увеличение тока до уровня тока импульса, при этом окончание кратковременного увеличения тока на интервале короткого замыкания совмещают с достижением падения напряжения на перемычке уровня 6-9В, либо - лавинообразного роста напряжения, свидетельствующего о том, что процесс ее разрушения носит необратимый характер.
4. Способ по любому из пп.1-3, отличающийся тем, что осуществляют сварку корневых швов.
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ С ИМПУЛЬСНОЙ МОДУЛЯЦИЕЙ ТОКА | 2004 |
|
RU2268809C1 |
| СПОСОБ ФОРМИРОВАНИЯ ВНЕШНЕЙ ХАРАКТЕРИСТИКИ ИСТОЧНИКА ПИТАНИЯ ДЛЯ ЭЛЕКТРОСВАРКИ | 2006 |
|
RU2317880C2 |
| СПОСОБ ДУГОВОЙ СВАРКИ | 1993 |
|
RU2071400C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ (ВАРИАНТЫ), СПОСОБ ПОДВОДА РАСПЛАВЛЕННОГО МЕТАЛЛА ИЗ ПОДАВАЕМОЙ СВАРОЧНОЙ ПРОВОЛОКИ В СВАРОЧНУЮ ВАННУ (ВАРИАНТЫ) | 2000 |
|
RU2211752C2 |
| JP 6023157 A, 18.11.1985 | |||
| US 6274845 A, 14.08.2001 | |||
| СПОСОБ, А ТАКЖЕ УСТРОЙСТВО ДЛЯ УДАЛЕНИЯ ЗУБНОГО КОРНЯ | 2003 |
|
RU2314058C2 |

