Изобретение относится к металлообработке импульсным давлением, в частности к способам сварки взрывом металлических фольг, преимущественно из аморфных сплавов.
Известен способ сварки взрывом металлических фольг из аморфных сплавов, заключающийся в установке фольги на массивном основании, размещении с зазором над основанием пакета, состоящего из плакируемой пластины с расположенной на ней демпфирующей прокладкой, установке с зазором поверх пакета вспомогательной пластины с размещенным на ней зарядом взрывчатого вещества, его инициировании и метании вспомогательной пластины и пакета давлением продуктов взрыва. Недостатком известного способа является то, что с его помощью невозможно обеспечить сварку аморфной фольги с достаточно массивной деталью. Плакируемая пластина здесь должна быть тонкой (например, - 160 мкм), в противном случае произойдет существенная деформация основания и разрушение фольги, установленной на нем.
Известен способ сварки взрывом металлических фольг, заключающийся в установке с зазором над плакируемой деталью фольги, с размещением над ней последовательно демпфирующей прокладки, вспомогательной пластины и заряда взрывчатого вещества, его инициировании и метании фольги давлением продуктов взрыва [1] . Недостатком известного способа является невозможность нанесения качественного покрытия из аморфных фольг, что обусловлено особенностями деформации этих сплавов. Действительно, в условиях сварки взрывом, так же как при нормальных условиях аморфные сплавы деформируются негомогенно с формированием узких полос сдвига [3]. С учетом сравнительно невысокой пластичности сплавов это приводит к образованию трещин, разрывов и нарушению сплошности покрытия.
Целью изобретения является улучшение качества аморфного покрытия путем устранения растрескивания фольги.
Указанная цель достигается тем, что в известном способе сварки взрывом аморфных металлических фольг, заключающемся в установке с зазором над плакируемой деталью фольги с размещением над ней последовательно демпфирующей прокладки, вспомогательной пластины и заряда взрывчатого вещества, его инициировании и метании фольги давлением продуктов взрыва, к фольге подсоединяют тоководы, нагревают ее импульсом тока со скоростью нагрева больше 106о/С, а подрыв заряда производят после превышения температурой фольги температуры стеклования сплава.
Сопоставительный анализ с прототипом позволяет сделать вывод о том, что заявляемый способ сварки взрывом аморфных металлических фольг отличается тем, что к фольге подсоединяют тоководы, нагревают ее импульсом тока со скоростью нагрева больше 106о/С, а подрыв заряда производят после превышения температурой фольги температуры стеклования сплава. Таким образом, заявляемое техническое решение соответствует критерию "новизна".
При скоростях нагрева  106о/С, сравнимых со скоростью закалки при изготовлении металлических стекол, сплав может быть нагрет без кристаллизации вплоть до температуры плавления. Нагрев фольги импульсом тока со скоростью свыше 106о/С исключает возможность кристаллизации сплава в процессе нагрева.
106о/С, сравнимых со скоростью закалки при изготовлении металлических стекол, сплав может быть нагрет без кристаллизации вплоть до температуры плавления. Нагрев фольги импульсом тока со скоростью свыше 106о/С исключает возможность кристаллизации сплава в процессе нагрева.
Характер деформации аморфных сплавов может существенно меняться с температурой. Известно, что при температурах, близких к температуре стеклования сплава деформации, локализованная в узких полосах сдвига, уступает место объемному течению. Кроме того, при этом существенно повышается пластичность материала. В процессе сварки взрывом фольги, нагретой до температуры, превосходящей температуру стеклования, большая пластичность и однородность деформации материала устраняют растрескивание фольги, что обеспечивает улучшение качества покрытия. Охлаждение фольги после сварки происходит в результате хорошего теплового контакта с массивной деталью. Скорость охлаждения при этом не меньше скорости закалки из расплава при изготовлении фольги, что обеспечивает сохранение аморфности покрытия.
Анализ известных технических решений (аналогов) в науке и технике позволяет сделать вывод об отсутствии в них признаков, сходных с существенными отличительными признаками в заявляемом способе и признать заявляемое решение соответствующим критерию "существенные отличия".
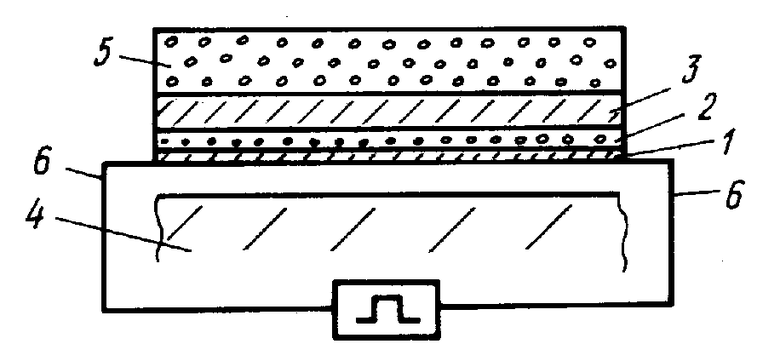
На чертеже приведена схема предлагаемого способа.
П р и м е р. Пакет, состоящий из фольги 1, демпфирующей прокладки 2 и вспомогательной пластины 3, устанавливают с зазором над плакируемой деталью 4. Поверх пакета размещают заряд взрывчатого вещества 5. К фольге подсоединяют тоководы 6. Через фольгу и тоководы пропускают импульс электрического тока, обеспечивающий нагрев фольги со скоростью более 106о/С. После превышения температурой фольги температуры стеклования сплава производят подрыв заряда. Давление продуктов взрыва метает пакет на плакируемую деталь. Косое соударение фольги с деталью обеспечивает получение сварного соединения. Нагрев фольги со скоростью, большей 106о/С исключает возможность кристаллизации сплава. Лучшая пластичность и однородность деформации фольги, нагретой свыше температуры стеклования, способствует устранению растрескивания и повышению качества покрытия. Быстрое охлаждение нагретой фольги на массивной детали обуславливает сохранение аморфности покрытия.
Предлагаемый способ осуществляют следующим образом. Проводилась сварка взрывом быстрозакаленного аморфного сплава К83А (Co-Fe-Si-B) в виде ленты толщиной 15-20 мкм и шириной 4-7 мм. Образец фольги массой 5-100 мг прикреплялся к демпфирующей прокладке, которая в свою очередь крепилась к вспомогательной медной пластине. Сформированный таким образом пакет устанавливался с зазором над плакируемым полированным плоским медным основанием. Поверх пакета размещался заряд взрывчатого вещества, представляюший собой смесь аммонита N 6ЖВ с солью в пропорции 1:2. К фольге припаивались тоководы и производился нагрев ее импульсом электрического тока. Импульс представлял собой RC-разряд с длительностью 100-150 мкс от разрядного конденсатора емкостью 100 мкф, напряжением 1 кВ. Подрыв заряда взрывчатого вещества производился через 150-200 мкс от начала импульса тока, что обеспечивало среднюю расчетную скорость нагрева (2,5-5) х 106о/С. Температура свариваемой фольги менялась в пределах 500-900оС в зависимости от массы образца, что превосходило температуру стеклования сплава  500оС. Скорость точки контакта составляла 1,8-2 км/с, расчетный угол наклона фольги 6-9о. Параметры сварки выбирались с учетом минимизации дополнительного нагрева фольги и основания в результате взрывного воздействия.
500оС. Скорость точки контакта составляла 1,8-2 км/с, расчетный угол наклона фольги 6-9о. Параметры сварки выбирались с учетом минимизации дополнительного нагрева фольги и основания в результате взрывного воздействия.
Микрошлиф сварного соединения имеет участок границы соединения аморфная лента - медь, близкий к прямолинейному. При этом связь покрытия с основой хорошая; отсутствуют линии сдвига, трещины, несплошность покрытия. На участках соединения с волнообразной границей аморфная фольга обнаруживает высокую практичность. Расчетная температура нагрева ≃900оС. Рентгеноструктурный анализ показывает аморфность покрытия. Установлено, что покрытие сохраняет аморфность вплоть до плавления исходной фольги. Кристаллизация наблюдалась в случае, когда скорость нагрева была ≃104о/С, и очевидно, происходила еще до сварки фольги с подложкой. При нагреве фольги до температуры ≃450оС сварка фольги с подложкой также наблюдалась. Однако здесь на покрытии обнаруживаются многочисленные полосы сдвига, направленные перпендикулярно движению точки контакта. Наличие сдвиговой деформации приводит к появлению трещин, нарушению сплошности покрытия.
Таким образом, использование предлагаемого способа позволяет повысить качество покрытия путем устранения растрескивания фольги и обеспечивает прочное и сплошное соединение аморфных фольг с металлическими подложками.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ ВЗРЫВОМ | 2003 |
|
RU2243871C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ТРУБ СВАРКОЙ ВЗРЫВОМ | 2013 |
|
RU2537671C1 |
| Способ получения жаростойкого покрытия | 2023 |
|
RU2807243C1 |
| Способ получения жаростойкого покрытия на поверхностях титановой пластины | 2023 |
|
RU2807245C1 |
| СПОСОБ ПЛАКИРОВАНИЯ ВЗРЫВОМ | 2000 |
|
RU2197367C2 |
| Способ сварки взрывом фольг | 2024 |
|
RU2833612C1 |
| Способ получения износостойкого покрытия на поверхности титановой пластины | 2018 |
|
RU2688791C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРКОЙ ВЗРЫВОМ ПЛОСКОЙ БИМЕТАЛЛИЧЕСКОЙ ЗАГОТОВКИ | 2009 |
|
RU2397850C1 |
| Способ получения жаростойкого покрытия на поверхностях медной пластины | 2023 |
|
RU2807251C1 |
| Способ получения медно-никелевого покрытия на поверхностях титановой пластины | 2018 |
|
RU2700441C1 |
Использование: технология сварки взрывом. Сущность изобретения: способ сварки взрывом аморфных металлических фольг заключается в установке с зазором над плакируемой деталью фольги с размещением над ней последовательно демпфирующей прокладки, вспомогательной пластины, заряда взрывчатого вещества, его инициировании и метании фольги давлением продуктов взрыва. Новым является то, что к фольге подсоединяют тоководы, нагревают ее импульсом тока со скоростью нагрева больше 106°/c , а подрыв заряда производят после превышения температурой фольги температуры стеклования сплава. 1 ил.
СПОСОБ СВАРКИ ВЗРЫВОМ АМОРФНЫХ МЕТАЛЛИЧЕСКИХ ФОЛЬГ, при котором с зазором над плакируемой деталью устанавливают фольгу с размещенными над ней последовательно демпфирующей прокладкой, вспомогательной пластиной и зарядом взрывчатого вещества, который затем инициируют для метания фольги давлением продуктов взрыва, отличающийся тем, что к фольге подсоединяют тоководы, нагревают ее импульсом тока со скоростью нагрева больше 106oС/с, а инициирование заряда производят после нагрева фольги до температуры выше температуры стеклования ее сплава.
| Патент США N 4867369, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
