Изобретение относится к прокатному производству, а именно к станам шаговой прокатки преимущественно для деформации полос с высокими обжатиями.
Известен стан шаговой прокатки [1] , содержащий установленную в раме стана с возможностью возвратно-поступательного перемещения клеть, в которой установлены два вала с закрепленными на них прокатными валками переменного радиуса, кривошипно-шатунный механизм перемещения клети. Оба вала связаны между собой двумя парами зубчатых колес. На концах нижнего вала имеются зубчатые шестерни, находящиеся в зацеплении с неподвижно закрепленными зубчатыми рейками.
Недостатками этого стана являются качательное движение прокатных валков, которое усиливает динамические нагрузки и заставляет уменьшать частоту обжатий, что приводит к снижению производительности, при прямом и обратном ходе валки не теряют контакта с полосой, что увеличивает нагрев и износ валков, а также сокращает технологические возможности стана.
Наиболее близким по технологической сущности и достигаемому эффекту является стан шаговой прокатки [2], содержащий прокатную клеть с рабочими валками переменного радиуса, привод валков и возвратно-поступательного перемещения клети. Механизм возвратно-поступательного перемещения прокатной клети выполнен в виде кривошипно-шатунного механизма. Привод связан с каждым валком и кривошипно-шатунным механизмом посредством шпинделей, имеющих между собой жесткую кинематическую связь. Недостатком данного решения является небольшая протяженность угла секторов рабочего хода валков, который ограничен углом поворота кривошипа (180o).
Задачей изобретения является устранение этого недостатка, а именно увеличение угла секторов рабочего хода валков.
Поставленная задача достигается тем, что в стане шаговой прокатки, содержащем установленную на раме стана с возможностью возвратно-поступательного перемещения вдоль оси прокатки прокатную клеть, совершающую рабочий и холостой ход, с установленными в ней вращающимися валками переменного радиуса с секторами рабочего и холостого хода, механизм возвратно-поступательного перемещения прокатной клети и привод, включающий электродвигатель, редуктор, шестеренную клеть, шпиндели, согласно изобретению механизм возвратно-поступательного перемещения клети выполнен в виде двух неподвижно закрепленных на раме стана зубчатых реек, расположенных вдоль оси прокатки, и связанных с ними двух зубчатых секторов рабочего и холостого хода, посаженных на концевые части валков, причем зубчатый сектор рабочего хода ограничен центральным углом, равным углу сектора рабочего хода валка, а зубчатый сектор холостого хода ограничен центральным углом, равным углу сектора холостого хода валка, кроме того, отношение радиусов делительных окружностей зубчатых секторов обратно пропорционально отношению их центральных углов, при этом зубчатый сектор рабочего хода совмещен с сектором валка рабочего хода, а зубчатый сектор холостого хода ориентирован симметрично сектору холостого хода валка относительно оси вращения этого валка.
При вертикальном расположении прокатных валков при установке зубчатого сектора рабочего хода на концевую часть верхнего валка зубчатые рейки расположены ниже осей связанных с ними валков.
Кроме того, при вертикальном расположении прокатных валков при установке зубчатого сектора рабочего хода на концевую часть нижнего валка зубчатые рейки расположены выше осей связанных с ними валков.
За счет установки на раме стана вдоль оси прокатки зубчатых реек и их жесткой кинематической связи с посаженными на концевых частях валков зубчатыми секторами осуществляется жесткая кинематическая связь валков и механизма возвратно-поступательного перемещения клети.
Равенство центральных углов зубчатых секторов рабочего и холостого хода валков обеспечивает требуемую протяженность углов поворота валков при рабочем и холостом ходе прокатной клети.
Отношение радиусов делительных окружностей зубчатых секторов рабочего и холостого хода, обратно пропорциональное отношению их центральных углов, позволяет сделать равными длины рабочего и холостого хода прокатной клети при разных углах поворота валков во время рабочего и холостого хода.
Совмещение зубчатого сектора рабочего хода с сектором рабочего хода валка и расположение зубчатого сектора холостого хода симметрично сектору холостого хода валка относительно его оси вращения дает возможность попеременно контактировать с зубчатыми рейками либо зубчатому сектору рабочего хода, осуществляя тем самым рабочий ход клети, либо зубчатому сектору холостого хода, осуществляя холостой ход.
Расположение зубчатого сектора рабочего хода на концевой части верхнего или нижнего валка и зубчатых реек на раме стана соответственно ниже или выше осей валков обеспечивает требуемое направление перемещения клети при рабочем и холостом ходе.
Изобретение проиллюстрировано чертежами: фиг. 1, где дана общая схема стана, и фиг.2, на которой показана также общая схема стана, но с другим расположением зубчатых секторов на концевых частях валков.
Стан содержит прокатную клеть 1 (фиг.1, 2) с рабочими валками 2, 3 переменного радиуса. Каждый валок имеет сектор рабочего хода, характеризуемый углом α1, и сектор холостого хода, характеризуемый углом α2, причем
α1+α2 = 2π. (1)
Привод прокатной клети 1 содержит электродвигатель 4, редуктор 5, шестеренную клеть 6. Шестеренная клеть 6 соединена с валком 2 прокатной клети 1 посредством шпинделя 7, а с валком 3 - посредством шпинделя 8.
Механизм возвратно-поступательного перемещения прокатной клети 1 выполнен в виде неподвижно закрепленных на раме 13 стана зубчатых реек 9, 10, расположенных вдоль оси прокатки, и связанных с ними двух зубчатых секторов 11, 12.
При вертикальном расположении прокатных валков 2, 3 на концевую часть валка 2 (фиг.1) посажен зубчатый сектор 11 рабочего хода, выполненный радиусом делительной окружности R1 на дуге, ограниченной центральным углом α1, а на концевую часть валка 3 посажен зубчатый сектор 12 холостого хода, выполненный радиусом делительной окружности R2 на дуге, ограниченной центральным углом α2. Зубчатые секторы 11, 12 связаны с неподвижно закрепленными на раме 13 стана зубчатыми рейками 9, 10, расположенными вдоль оси прокатки ниже осей валков 2, 3.
На концевую часть валка 3 (фиг.2) посажен зубчатый сектор 11, выполненный радиусом делительной окружности R1 на дуге, ограниченной центральным углом α1, а на концевую часть валка 2 посажен зубчатый сектор 12 рабочего хода, выполненный радиусом делительной окружности R2 на дуге, ограниченной центральным углом α2. Зубчатые секторы 11, 12 связаны с неподвижно закрепленными на раме 13 стана зубчатыми рейками 9, 10, расположенными вдоль оси прокатки выше осей валков 2, 3.
В обоих исполнениях (фиг.1, 2) зубчатый сектор 9 рабочего хода совмещен с сектором валка рабочего хода, на концевой части которого он посажен, а зубчатый сектор 10 холостого хода ориентирован симметрично сектору валка холостого хода, на концевой части которого он посажен, относительно оси вращения этого валка. При этом выполняется неравенство
α1R1 = α2R2. (2)
Выбор первого или второго вариантов исполнения стана зависит от конструктивных особенностей его рамы.
Стан шаговой прокатки работает следующим образом. При включении привода крутящий момент от двигателя 4 через редуктор 5 передается валкам шестеренной клети 6. Далее крутящий момент через шпиндели 7 и 8 передается прокатным валкам 2, 3. При этом в контакт с зубчатой рейкой 11 вступает зубчатый сектор 9 и перемещает прокатную клеть 1 на величину рабочего хода, равную произведению R1α1. Холостой ход прокатной клети 1 начинается в момент, когда зубчатый сектор 9 вышел из контакта с зубчатой рейкой 11. При этом в контакт с зубчатой рейкой 12 вступает зубчатый сектор 10 и перемещает прокатную клеть 1 в обратную сторону на эту же величину.
На фиг.1, 2 показан случай, когда валки 2, 3 при рабочем ходе прокатной клети 1 вращаются в сторону получаемого профиля. В этих же исполнениях возможно вращение валков 2, 3 в сторону исходной полосы при рабочем ходе прокатной клети 1. При этом направления рабочего и холостого ходов противоположны указанным на фиг.1, 2.
Вышеперечисленные конструктивные особенности позволяют увеличить угол сектора рабочего хода валка и сделать его большим 180o за счет увеличения центрального угла зубчатого сектора рабочего хода и уменьшения центрального угла зубчатого сектора холостого хода, что позволяет увеличить протяженность зоны деформации, а следовательно, назначать более высокие режимы обжатий.
Предлагаемый стан целесообразно использовать для деформации полос с большими обжатиями в металлургической и машиностроительной промышленности.
Источники информации
1. Финкельштейн Я.С. Справочник по прокатному и трубному производству. - М.: Металлургия, 1975. - 400 с.
2. Патент России 2058841. Стан шаговой прокатки. 6 В 21 В 31/18, 1996. Авторы: Коваль Г.И., Дремин В.Г.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАН ШАГОВОЙ ПРОКАТКИ | 2001 |
|
RU2198044C1 |
| СТАН ШАГОВОЙ ПРОКАТКИ | 2000 |
|
RU2183517C2 |
| СТАН ШАГОВОЙ ПРОКАТКИ | 2000 |
|
RU2182855C2 |
| СТАН ШАГОВОЙ ПРОКАТКИ | 2004 |
|
RU2252087C1 |
| СПОСОБ ШАГОВОЙ ПРОКАТКИ | 2002 |
|
RU2212290C1 |
| РЕВЕРСИВНЫЙ ПРОКАТНЫЙ СТАН | 1996 |
|
RU2112614C1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ТРУБ НА ОПРАВКЕ В ДВУХ ВЗАИМНО ПЕРПЕНДИКУЛЯРНЫХ ПАРАХ ВАЛКОВ ПЕРЕМЕННОГО РАДИУСА | 1998 |
|
RU2129926C1 |
| СПОСОБ ПРОКАТКИ ЗАГОТОВОК | 2003 |
|
RU2238808C1 |
| ПРОКАТНО-КОВОЧНЫЙ СТАН | 1994 |
|
RU2063275C1 |
| СТАН ШАГОВОЙ ПРОКАТКИ | 2004 |
|
RU2264874C1 |

Использование: прокатное производство, станы шаговой прокатки для деформации полос с большими обжатиями. Сущность изобретения: стан содержит прокатную клеть с рабочими валками переменного радиуса. Привод клети содержит электродвигатель, редуктор, шестеренную клеть. Шестеренная клеть связана с валком 2 посредством шпинделя 7, а с валком 3 - посредством шпинделя 8. Механизм возвратно-поступательного перемещения прокатной клети выполнен в виде неподвижно закрепленных на раме стана зубчатых реек, расположенных вдоль оси прокатки, и связанных с ними двух зубчатых секторов. Согласно исполнению 1 при вертикальном расположении прокатных валков на концевую часть валка посажен зубчатый сектор рабочего хода 11, а на концевую часть валка 3 посажен зубчатый сектор холостого хода 12. Зубчатые секторы связаны с зубчатыми рейками, расположенными неподвижно на раме стана вдоль оси прокатки ниже осей валков. Согласно исполнению 2 на концевую часть валка 2 посажен зубчатый сектор холостого хода 12, а на концевую часть 3 валка посажен зубчатый сектор рабочего хода 11. Зубчатые секторы связаны с зубчатыми рейками, расположенными неподвижно на раме стана вдоль оси прокатки выше осей валков. Изобретение обеспечивает увеличение обжатия. 2 з.п. ф-лы, 2 ил.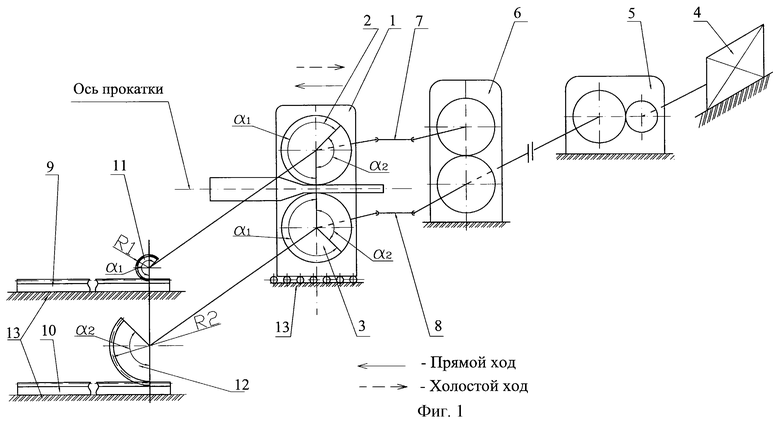
| RU 2058841 C1, 27.04.1996 | |||
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ТРУБ НА ОПРАВКЕ В ДВУХ ВЗАИМНО ПЕРПЕНДИКУЛЯРНЫХ ПАРАХ ВАЛКОВ ПЕРЕМЕННОГО РАДИУСА | 1998 |
|
RU2129926C1 |
| RU 94025092 A1, 27.06.1996 | |||
| ПРОКАТНЫЙ СТАН | 1994 |
|
RU2056957C1 |
| Прокатно-ковочный стан | 1982 |
|
SU1026857A1 |
| Способ шаговой прокатки | 1991 |
|
SU1834724A3 |
