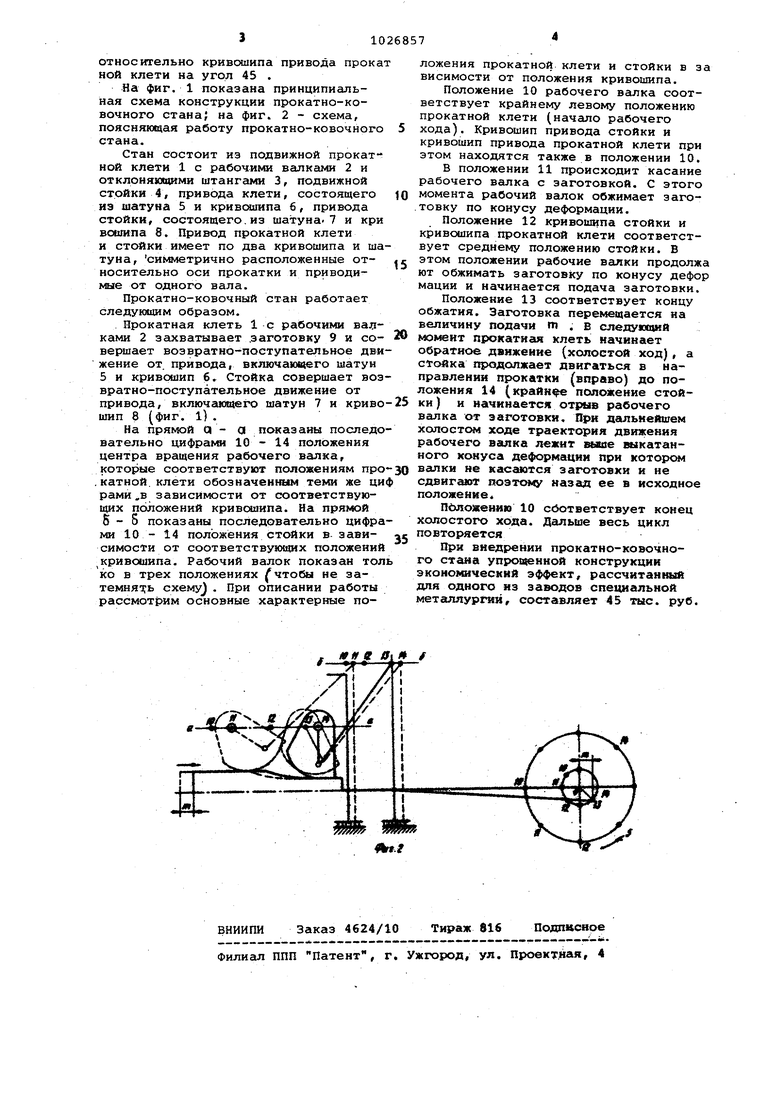
Изобретение относится к прокатно му производству, преимущественно к станам шаговой прокатки для получения заготовок из слитков малопласти ных металлов и сплавов. Известна ковочная машина фирмы КОКС, у которой привод рабочих валков состоит из многозвенной рычажной системы i , Это усложняет конструкцию, делает работу менее надежной. Известен прокатно-ковочный стан, содержащий установленную с возможностью возвратно-поступательного движения прокатную клеть с приводом от кривошипно-шатунного механизма с размещенными в ней рабочими валка ми, стойку с шарнирно закрепленными на ней штангами, связанными вторы:ivm концами через шарниры с рабочими в.алкагли 2 ; Недостаток известного стана - на ;личие двух механизмов подачи загото ки, что усложняет конструкцию стана Цель изобретения - упрощение кон струкции стана. Поставленная цель достигается тем, что в прокатно-ковочном стане, содержащем установленную с возможностью возвратно-поступательного дв жения прокатную клеть с приводом от кривошипно-шатунного механизма с размещенными в ней рабочими валка ми , стойку с шарнирно закрепленными в ней штангами, связанными вторыми концами через шарниры с рабочш и валками, стойка установлена с возможностью перемещения вдоль оси про катки от кривошипно-шатунного механизма, кривошипы которого выполнены на одном кривошипном валу с кривоши пами кривошипно-шатунного механизма привода прокатной клети, причем кривошипы привода стойки меньше по длине кривошипов привода прокатной клети и развернуты относительно оси кривошипного вала на острый угол в, направлении,противоположном вращению этого вала. Длина кривошипа привода стойки равна трети длины кривошипа привода прокатной кЛети, а угол между этими кривошипами равен . Для подачи заготовки рабочими ва ками в направлении прокатки необходимо выполнить три условия. Первое условие: во время обжатия стойка должна быть смещена в направ лении прокатки от среднего положени стойки относительно которого стойка перемещается цри своем возвратно поступательном движении), что вызывает поворот рабочих валков вокруг оси на дополнительный угол с6 . Второе условие: в конце обжатия, .которое соответствует крайнему смещению прокатной клети в направлении прокатки, должен произойти отр1ыв ра бочего вальса от заготовки. Третье условие: во время холостого хода прокатной клети, когда рабочие валки вместес прокатной клетью перемещаются над заготовкой, рабочий валок должен быТь повернут на тот же дополнительный угол ей , но в направлении, обратном его повороту в период обжатия. Для выполнения требуемых условий необходимо: во первых, смещение кривошипа привода прокатной клети относительно кривошипа привода стойки на угол 1{| 4 Рабочие валки в конце обжатия будут отрываться от заготовки если стойка будет двигаться в н.аправлении прокатки, в то время как прокатная клеть начнет обратное движение . При угле Ц) 0 следует отрыв рабочего валка от заготовки, так как прокатная кле-ть и стойка начинают дви гаться в разные стороны, но с учетом упругой деформации отрыв начинается с запозданием, т. е. заготовка начинает сначала возвращаться в исходное положение. Поэтому необходимо, чтобы выполнялось условие tp С, Если С 90 то отрыв рабочего валка от заготовки происходит, но подачи заготовки нет. . Таким образом, должно выполняться условие О с Ц - ЭО. Во-вторых, на скорость отрыва рабочего валка от заготовки влияет не-, личина длины кривошипа привода стойки. При длине кривошипа привода стойки равном О (стойка неподвижна), стан имеет конструкцию стана-прототипа. Увеличение длины кривошипа стойки приводит к появлению.отрыва рабочего валка от заготовки в конце обжатия (рабочий ход) прокатной клети. Чем длиннее кривошип стойки, тем быстрее отрыв и тем выше траектория движения рабочего валка над выкатанным конусом деформации. При h R отрыва не происходит, таким образом должно выполняться условие О п Величина подачи Ш при рабочем ходе прокатной клети зависит и от cf и от R , и выражается формулой Г1 г -ros ф где г -, длина кривошипа привода стойки, (R - длина кривошипа привода клети,) (| - угол разворота кривсяиипа привода стойки относительно кривошипа привода прокатной клети. В результате анализа определяются величины подач, которые реально осуществлимы в станах ПК. Выполнению реальных,условий подачи заготовки рабочими валками в процессе обжатия и отрыва рабочих валков от заготовки при холостом ходе соответствуют следующие параметры: длина кривошипа привода стойки должна быть равной трети длины кривошипа прокатной клети а смещение кривсяиипа привода стойки относительно кривошипа привода прока ной клети на угол 45 . На фиг. 1 показана принципиальная схема конструкции прокатно-ковочного стана; на фиг. 2 - схема, поясняющая работу прокатно-ковочного стана. Стан состоит из подвижной прокатной клети 1 с рабочими валками 2 и отклоняющими штангё1ми 3, подвижной стойки 4, привода клети, состоящего из шатуна 5 и кривсжшпа 6, привода стойки, состоящего.из шатуна-7 и кри всшипа 8. Привод прокатной клети и стойки имеет по два кривошипа и ша туна, симметрично расположенные относительно оси прокатки и приводимые от одного вала. Прокатно-ковочный стан работает следующим образом. Прокатная клеть 1 с рабочими валками 2 захватывает .заготовку 9 и совершает возвратно-поступательное дви жение от привода, включаю1аего шатун 5 и кривошип 6 Стойка совершает воз вратно-поступательное движение от привода, включакяцего шатун 7 и криво шип 8 (фиг. 1). На прямой а - а показаны последо вательно цифра1«в4 10 - 14 положения центра вращения рабочего валка, которые соответствуют положениям про . катной.клети обозначенным теми же ци рами ,в зависй1«эсти от соответствующих положений кривсжшпа. На прямой S - 5 показаны последовательно цифра ми 10 - 14 положения стойки в- зависимости от соответствующих положений кривошипа. Рабочий валок показан тол ко в трех положениях fчтобы не затемня :ь cxeMyJ . При описании работы рассмотЕЖм основные характерные положения прокатной клети и стойки в за висимости от положения кривошипа. Положение 10 рабочего валка соответствует крайнему левому положению прокатной клети (начало рабочего хода). Кривошип привода стойки и кривошип привода прокатной клети при этом находятся также в положении 10. В положении 11 происходит касание рабочего валка с заготовкой. С зтого момента рабочий валок обжимает заготовку по конусу деформации. Положение 12 кривошипа стойки и кривошипа прокатной клети соответствует среднему положению стойки. В этом положении рабочие валки продолжа ют обжимать заготовку по конусу дефор мации и начинается подача заготовки. Положение 13 соответствует концу обжатия. Заготовка перемещается на величину подачи m . в следукщий момент прокатная клеть начинает обратное движение (холостой ход), а стойка продолжает двигаться в направлений прокатки (вправо) до положения 14 (крайне положение стойки) и начинается отрыв рабочего валка от заготовки. При дальнейшем холостом ходе траектория движения рабочего валка лежит вьше шкатанного конуса деформации при котором валки не касшотся заготовки и не сдвигают 1юэтому назад ее в исходное положение. П хпожению 10 с 5ответствует конец холостого хода. Дальше весь цикл повторяется При внедрении прокатно-ковочного стана упрощенной конструкции эконо шческнй эффект, рассчитанный для одного из заводов специальной метсшлургий, составляет 45 тыс. руб.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАН ШАГОВОЙ ПРОКАТКИ | 2001 |
|
RU2198044C1 |
| Прокатно-ковочный стан | 1978 |
|
SU806177A1 |
| ПРОКАТНО-КОВОЧНЫЙ СТАН | 1994 |
|
RU2063275C1 |
| СТАН ШАГОВОЙ ПРОКАТКИ | 2000 |
|
RU2183517C2 |
| Стан шаговой прокатки | 1987 |
|
SU1507470A1 |
| СТАН ШАГОВОЙ ПРОКАТКИ | 2000 |
|
RU2182855C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ ХОЛОДНЫМ ПИЛЬГЕРОВАНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2205075C2 |
| Маятниковая прокатная клеть | 1979 |
|
SU880523A1 |
| Прокатно-ковочный стан | 1988 |
|
SU1523200A1 |
| СТАН ШАГОВОЙ ПРОКАТКИ | 2004 |
|
RU2252087C1 |

.
