Объектом настоящего изобретения является композиционное режущее тело для абразивной обработки твердых земных пород, содержащее алмазные частицы. Кроме того, предметом изобретения является способ производства подобного режущего тела.
Часто в горных разработках применяются инструменты, в которые для улучшения абразивных качеств внедряются алмазные зерна. Например, для сверления отверстий или вырезания проломов большего диаметра применяются корончатые головки, на переднем торце которых устанавливаются режущие сегменты. Кроме того, режущие сегменты устанавливаются снаружи стеновых пил и абразивных дисков, используемых для резки бетона, камня или керамики. Режущие сегменты в основном состоят из алмазных кристаллов, внедренных в металлическую матрицу. Размер алмазного зерна в режущих сегментах такого типа составляет примерно от 300 мкм до 600 мкм. Такие алмазные кристаллы не только сосредоточены на наружной поверхности режущих сегментов, но и относительно равномерно распределены внутри материала сегмента, в области, определяемой некоторой частью высоты сегмента. При обработке темных пород абразивное воздействие на удаляемую породу оказывается кромками алмазных кристаллов, выступающими из наружной поверхности материала матрицы. После выкрашивания находящихся на наружной поверхности алмазных кристаллов материал матрицы истирается до тех пор, пока из него не выступят кромки расположенных ниже новых алмазных кристаллов.
В процессе применения инструмента кромки кристаллов могут постепенно затупляться, кроме того, алмазные кристаллы могут разрушаться и выкрашиваться или совсем выпадать из материала матрицы. Из-за относительно большого размера зерна алмазных кристаллов количество их режущих кромок, оказывающих абразивное действие на земную породу, относительно мало. Если же алмазный кристалл теряет свою действенность вследствие затупления кромок, разрушения или выпадения из материала матрицы, режущая способность режущего сегмента ухудшается до тех пор, пока в процессе истирания матрицы из нее не появится кромка нового алмазного кристалла. Это отрицательно влияет на обеспечиваемую режущим сегментом скорость резания.
Из US-A-4591364 известно применение алмазных режущих тел, получаемых путем агломерирования алмазных зерен небольшого размера (характерный размер зерна - от 70 мкм до 125 мкм) со связующим материалом, преимущественно металлическим, для покрытия шлифовальных кругов. Смесь алмазных зерен и связующего материала преобразуют путем спекания в плоский агломерат. Затем этот плоский агломерат дробят на малые частицы и просеивают. Просеянные частицы с размером спеченных зерен примерно от 149 мкм до 250 мкм используют как материал для покрытия шлифовальных кругов.
Дробление агломерата приводит к относительно большому разбросу размеров агломерированных композиционных режущих тел, в результате чего довольно ощутимая доля агломератов имеет размер, либо слишком большой, либо слишком маленький для использования в покрытии шлифовальных кругов. Агломерированные частицы, разделенные при просеивании, отличаются не только большой разницей в размерах - сама природа процесса дробления агломерата приводит к тому, что получаемые таким образом зерна имеют очень неправильную геометрическую форму. Также существует опасность, что эти зерна в процессе дробления могут получить механические повреждения. Поэтому зерна, разделенные на фракции по размерам, всегда дополнительно перемалывают, чтобы сделать их пригодными для использования в шлифовальном и полировочном инструменте.
Задачей настоящего изобретения является создание композиционных режущих тел, характеризующихся узким разбросом размеров зерна и несущественным различием геометрической формы зерен. При дальнейшей обработке таких изготовленных композиционных режущих их отбраковка должна исключаться. Использование таких композиционных режущих тел должно обеспечивать производство режущих элементов и сегментов, имеющих высокую режущую способность, общепринятым способом. При этом не должна происходить потеря эффективности резания вследствие затупления выступающих кромок алмазных зерен, их разрушения или выпадения, а если это и произошло, то режущая способность должна быть как можно быстрее восстановлена. Процесс производства таких композиционных режущих тел должен быть как можно более простым и многократно воспроизводимым. Должны быть исключены механические повреждения композиционных режущих тел в результате дополнительного дробления и последующего просеивания.
Решением этих задач являются композиционные режущие тела, характеризуемые признаками отличительной части пункта 1 формулы изобретения. Предложенный в изобретении способ их производства включает в себя этапы согласно отличительной части пункта 8 формулы. В частности, в изобретении предложено композиционное режущее тело, предназначенное для абразивной обработки твердых земных пород, например бетона, и содержащее алмазные частицы, внедренные в матрицу, состоящую из преимущественно металлического связующего материала. Используемые алмазные частицы имеют размер зерна, меньший, чем размер зерна композиционного режущего тела и находящийся в интервале от 50 мкм до 300 мкм. Каждое композиционное режущее тело индивидуально формуют путем агломерирования и спекания смеси алмазных частиц и связующего материала, при этом размер получаемого зерна составляет примерно от 400 мкм до 1200 мкм.
Благодаря тому что каждое композиционное режущее тело изготавливают индивидуально из смеси алмазных частиц и связующего материала, имеется возможность контролировать размер зерна и форму композиционного режущего тела, а процесс его производства может быть многократно воспроизведен. Изготовленные таким способом композиционные режущие тела отличаются очень малым разбросом размеров зерна и имеют схожую геометрическую форму. Поэтому, как правило, все произведенные таким образом композиционные режущие тела можно подвергать дальнейшей обработке. Размер зерна таких композиционных режущих тел, составляющий примерно от 400 мкм до 1200 мкм, в значительной мере соответствует размеру зерна алмазных кристаллов, обычно используемых для дальнейшей обработки при производстве режущих сегментов. Поэтому предложенные композиционные режущие тела можно внедрять в материал матрицы общепринятым способом. Поскольку такие композиционные режущие тела состоят из множества соединенных друг с другом малых алмазных частиц, они имеют много кромок, оказывающих абразивное воздействие на обрабатываемую земную породу. Благодаря этому затупление отдельных кромок, разрушение или выкрашивание отдельной алмазной частицы вызывает лишь незначительное ухудшение абразивных качеств композиционного режущего тела. Алмазная частица имеет размер зерна, больший 50 мкм и меньший 300 мкм. При этом, естественно, для изготовления композиционных режущих тел меньших размеров используются более мелкие алмазные частицы, а для изготовления композиционных режущих тел больших размеров используются более крупные алмазные частицы. Алмазные частицы с меньшим размером зерна не только дешевле обычно используемых алмазных монокристаллов. Алмазные частицы с меньшим размером зерна, как правило, реже бывают дефектными. Поэтому отдельные алмазные частицы обладают лучшими, по сравнению с алмазными монокристаллами, механическими свойствами. Это преимущество алмазных частиц передается композиционным режущим телам, изготовленным с их применением. Производство композиционных режущих тел осуществляется без промежуточных операций, таких как дробление агломерата с последующим просеиванием. Исключение таких дополнительных стадий обработки упрощает и удешевляет процесс производства композиционных режущих тел. К тому же при этом устранена опасность причинения композиционным режущим телам механических повреждений.
Если связующий материал представляет собой сплав на основе никеля или кобальта с добавлением кремния и/или бора, а также поверхностно-активных элементов, таких как хром, то композиционное режущее тело, изготовленное из такого связующего материала и мелких алмазных частиц, обладает достаточно большой прочностью и хорошей сцепляемостью. Кремний и бор вводятся в сплав из соображений понижения его точки плавления. Хром является поверхностно-активным элементом, обеспечивающим химическое сцепление алмазных частиц со связующим материалом через образование карбидов.
Особенно высокие показатели твердости при очень хорошей сцепляемости достигаются при следующем химическом составе связующего сплава: 1 - 25% хрома, 2 - 6% кремния, 0,5 - 4% бора и 50 - 95% никеля. Процентное содержание элементов указывает на их массовую долю в сплаве. Если при сложении этих процентных значений получается число, меньшее 100%, то это несоответствие устраняется введением в связующий сплав дополнительных элементов, например железа или кобальта.
Так как объемная доля алмазных частиц в агломерированном композиционном режущем теле составляет примерно от 20% до 80%, а в предпочтительном варианте - примерно от 30% до 70%, режущее тело имеет большое количество режущих кромок. Даже если в процессе работы отдельные кромки затуплены или из режущего тела некоторые алмазные частицы выпали целиком, достаточно большое количество алмазных частиц всегда остается в рабочем состоянии, благодаря чему режущая способность композиционного режущего тела ухудшается лишь незначительно.
Агломерирование смеси из алмазных частиц и связующего материала выполняют в полостях шаблона, используя при этом пастообразный фиксатор смеси. Шаблоном может быть эластичное тело заданной формы, изготовленное из пластмассы, например силиконового каучука. После завершения стадии сушки при умеренных температурах, при которых органический компонент связующего материала удаляется, смесь перед спеканием снова вынимают из шаблона. В предпочтительном варианте агломерирование и спекание происходит в жестком керамическом шаблоне, который не смачивается связующим сплавом, состоящим преимущественно из металлов. В этом случае спеченные тела извлекаются из шаблона особенно просто - для этого достаточно лишь встряхнуть шаблон. Для жесткого шаблона пригодны такие материалы, как окись алюминия, окись циркония или гексагональный азотистый бор. В случае использования керамических шаблонов, перед спеканием, когда достигается температура, соответствующая, как минимум, температуре солидуса металлического связующего материала, предварительно высушенная смесь может остаться в полостях шаблона. Можно также использовать металлические шаблоны. В этом случае после завершения агломерирования и спекания материал шаблона проникает в состав композиционного режущего тела и придает ему дополнительную прочность.
Композиционные режущие тела можно обычным способом наносить прямо на шлифовальные круги или подобный абразивный инструмент, например, внедряя их в покрытие наружной поверхности шлифовального круга, выполненное из синтетической смолы. В предпочтительном варианте изобретения композиционные режущие тела, с целью получения из них абразивных режущих элементов, подвергают дальнейшей обработке путем их непосредственного прессования при высокой температуре. Горячее прессование проводят при давлении примерно 5-50 МПа. Температура при этом составляет примерно от 700oС до 1000oС.
Особое преимущество композиционных режущих тел из алмазных зерен более мелкого размера и связующего материала заключается в том, что при их дальнейшей обработке алмазные сегменты можно получить обычным способом. Что касается технологии такой обработки, то предложенные композиционные режущие тела в этом смысле ничем не отличаются от применявшихся до этого алмазных монокристаллов того же размера. При этом композиционные режущие тела внедряют в преимущественно металлическую матрицу, которая является более мягкой в сравнении с преимущественно металлическим связующим материалом самого композиционного режущего тела. Получаемые таким образом алмазные сегменты обладают преимуществом в том, что они, с двух точек зрения, являются самозатачивающимися. С одной стороны, в процессе использования алмазного сегмента более мягкий материал матрицы истирается, обнажая все новые, незатупленные композиционные режущие тела на внешней поверхности сегмента. С другой стороны, процесс самозатачивания происходит и внутри самого композиционного режущего тела, так как в нем более твердый связующий материал тоже изнашивается на определенных участках наружной поверхности режущего тела, в результате чего снаружи композиционного режущего тела появляются все новые мелкие алмазные частицы, кромки которых задействуются в процессе резания.
Предложенный в изобретении способ производства композиционных режущих тел для абразивной обработки твердых материалов, например бетона, который предполагает агломерирование и спекание смеси алмазных частиц, размер зерна которых меньше размера зерна композиционных режущих тел, и преимущественно металлического связующего материала, отличается тем, что для смеси выбирают алмазные частицы, размер зерна которых примерно больше 50 мкм и меньше 300 мкм, а также тем, что из смеси алмазных частиц и связующего материала индивидуально формуют каждое композиционное режущее тело с размером зерна примерно от 400 мкм до 1200 мкм, а затем подвергают его спеканию. Полученные таким образом композиционные режущие тела после завершения процесса индивидуального формования имеют желательный размер зерна и больше не требуют обработки дроблением с последующим просеиванием. Практически 100% производимых таким способом композиционных режущих тел допускаются к дальнейшей обработке. Отбраковка композиционных режущих тел по причине их несоответствия желательному размеру зерна отсутствует. Благодаря индивидуальному характеру формования можно также эффективно контролировать форму получаемых композиционных режущих тел, что облегчает их дальнейшую обработку.
Сущность предложенного способа индивидуального формования заключается в том, что смесь алмазных зерен и связующего материала раскладывают для формования в отдельные полости шаблонов из керамики или эластичной пластмассы, предпочтительно - силиконового каучука, с применением пастообразного фиксатора смеси, в результате термической обработки из связующего материала удаляется органический компонент, и смесь в таком состоянии подвергают спеканию в вакууме при температуре примерно от 900oС до 1300oС, при этом смесь, если она была отформована в керамическом или металлическом шаблоне, остается в процессе спекания в полостях этого шаблона, в ином случае перед спеканием ее перекладывают на керамическую тарелку или корундовый подстилающий слой. Если спекание проводится на корундовом подстилающем слое, то отделение композиционных режущих зерен от частиц корунда выполняют просеиванием. Если спекание проводится в керамическом шаблоне, то для отделения композиционных режущих зерен от шаблона его достаточно просто встряхнуть. Если спекание проводится в металлическом шаблоне, молекулы металла внедряются в композиционное режущее зерно, что делает его более прочным.
Для металлического связующего материала выбирают сплав на основе никеля или кобальта с добавлением кремния и/или бора, а также поверхностно-активных элементов, таких как хром. Связующий сплав имеет следующий состав и пропорции: 1 - 25% хрома, 2 - 6% кремния, 0,5 - 4% бора и 50 - 95% никеля. Процентное содержание элементов указывает на их массовую долю в сплаве. Если при сложении этих процентных значений получается число, меньшее 100%, то это несоответствие устраняется введением в связующий сплав дополнительных элементов, например железа или кобальта, при этом объемная доля алмазных частиц в агломерированном композиционном режущем теле выбирается примерно из интервала от 20% до 80%, а в предпочтительном варианте - примерно от 30% до 70%, режущее тело имеет большое количество режущих кромок. Достижение желательного состава и пропорций связующего материала и высокой доли алмазных частиц делает возможным производство композиционных режущих тел, которые обладают желательными режущими качествами в сочетании с достаточно высокой механической прочностью.
Ниже сущность изобретения поясняется более подробно с привлечением следующих схематических иллюстраций:
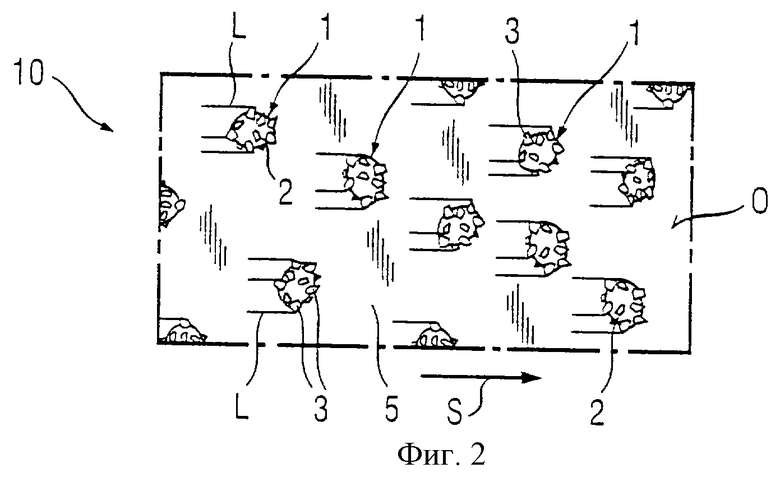
фиг.1 - вид композиционного режущего зерна;
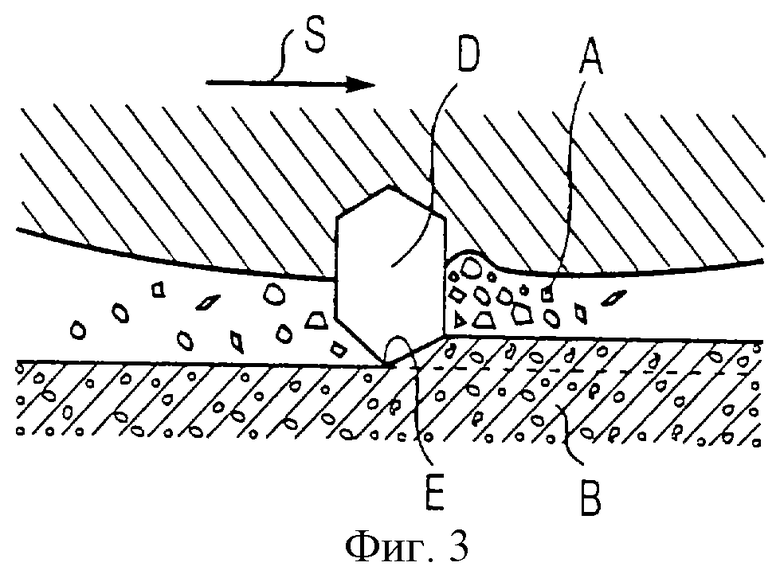
фиг.2 - вид режущего торца алмазного сегмента;
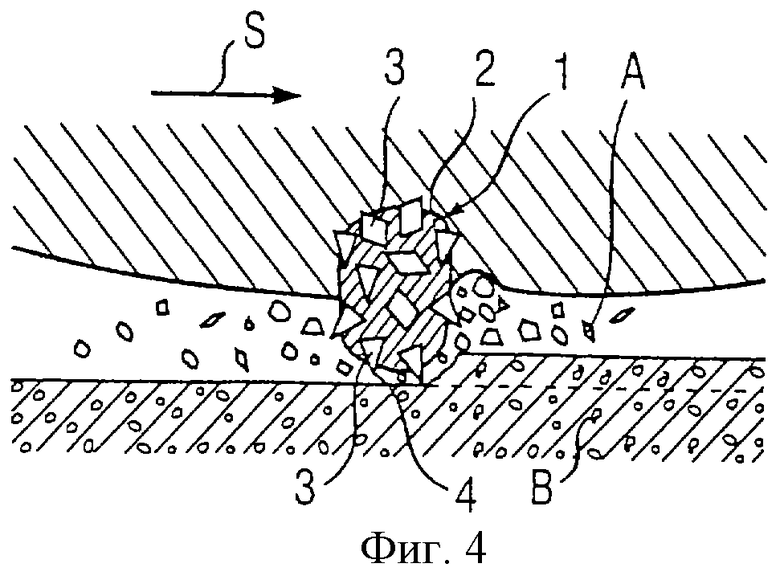
фиг. 3 - схема, представляющая процесс резания с применением обычного алмазного сегмента;
фиг. 4 - схема, представляющая процесс резания с применением предложенного в изобретении алмазного сегмента с композиционными режущими телами.
Предложенное в изобретении композиционное режущее тело представлено на фиг. 1 под номером 1. Оно включает в себя множество алмазных частиц 3, внедренных в преимущественно металлический связующий материал 2. Алмазные частицы 3 имеют размер зерна более 50 мкм и менее 300 мкм и, пройдя процесс индивидуального формования, агломерируются и спекаются в композиционные режущие тела 1 с размером зерна от 400 мкм до 1200 мкм. Алмазные частицы 3, внедренные в околоповерхностную часть преимущественно металлического связующего материала 2 композиционного режущего тела 1, выступают своими кромками 4 из его наружной поверхности.
Преимущественно металлический связующий материал 2 содержит сплав на основе никеля или кобальта с добавлением кремния и/или бора, а также поверхностно-активных элементов, таких как хром. Кремний и бор вводятся в сплав из соображений понижения его точки плавления. Хром является поверхностно-активным элементом, обеспечивающим химическое сцепление алмазных частиц со связующим материалом через образование карбидов. Преимущественно металлический связующий материал предпочтительно представляет собой сплав со следующим составом: 1 - 25% хрома, 2 - 6% кремния, 0,5 - 4% бора и 50 - 95% никеля. Процентное содержание элементов указывает на их массовую долю в сплаве. Если при сложении этих процентных значений получается число, меньшее 100%, то это несоответствие устраняется введением в связующий сплав дополнительных элементов, например железа или кобальта. Средний размер зерна связующего материала составляет примерно от 5 мкм до 100 мкм, предпочтительно - не более 20 мкм.
Перед смешением с алмазными частицами связующий материал гранулируют до получения зерен, размер которых сопоставим с размером зерна алмазных частиц. Это способствует более равномерному перемешиванию компонентов композиционных режущих тел 1. Для изготовления композиционных режущих тел 1 смесь алмазных частиц 3 и связующего материала 2 раскладывают в полости шаблона, используя при этом пастообразный фиксатор смеси, например, воски, спирты с реологическими компонентами, которые должны препятствовать разделению смеси. Шаблоном может быть неподвижное устройство, выполненное, например, из керамики или металла. Также шаблон может быть эластичным профильным телом, выполненным из пластмассы, например силиконового каучука. После этапа сушки, когда при умеренной температуре, примерно от 50oС до 70oС, органическая составляющая связующего материала удаляется, выполняется процесс спекания в вакууме, при котором температура повышается, как минимум, до уровня температуры солидуса преимущественно металлического связующего материала. Используемые температуры спекания обычно находятся в пределах примерно от 900oС до 1300oС. Если этап сушки смеси проводился в керамическом или металлическом шаблоне, предварительно высушенная смесь может подвергаться спеканию в вакууме, оставаясь в этом шаблоне. При соответствующем подборе материала для металлического шаблона композиционное режущее тело 1 после спекания не нужно извлекать из шаблона, материал шаблона при этом проникает в состав композиционного режущего тела 1. Помимо преимущества, состоящего в том, что с использованием металлического шаблона отпадает необходимость извлечения композиционного режущего тела из формы, использование металлического шаблона является одним из дополнительных признаков композиционного режущего тела, повышающим его прочность.
Если смешение и сушка выполняются в эластичном шаблоне из пластмассы, например силиконового каучука, предварительно высушенную смесь перед спеканием в вакууме извлекают из формы. Простота извлечения смеси из пластмассовой формы обусловлена ее высокой эластичностью. Стабильность предварительно высушенной смеси достаточно высока для того, чтобы обеспечить ее дальнейшую надежную обработку. Перед спеканием смесь укладывают на керамическую тарелку, например, из двуокиси алюминия, или на корундовый подстилающий слой. По окончании спекания в вакууме композиционные режущие тела 1 можно отделить от зерен корунда просеиванием.
Способ индивидуального формования имеет преимущество, заключающееся в том, что размер и форму композиционных режущих тел 1 можно регулировать и в значительной мере контролировать. Таким образом, изготавливаемые этим способом композиционные режущие тела 1 имеют в своей совокупности желательный размер зерна и форму. Их можно сразу использовать как абразивные режущие тела, например, внедряя их прямо в покрытие шлифовального круга, выполненное из синтетической смолы. Вместе с тем, предложенные композиционные режущие тела 1 могут соединяться друг с другом, образуя режущие абразивные элементы большего размера. С этой целью композиционные режущие тела 1 спрессовывают друг с другом при высокой температуре. При этом используется давление примерно от 5 МПа до 50 МПа. Температура горячего прессования лежит примерно в пределах 700 - 1000oС. В процессе горячего прессования преимущественно металлический связующий материал отдельных композиционных режущих тел 1 сплавляется в одну массу, при этом получается аморфный режущий элемент желательной формы, из наружной поверхности которого выступают кромки 4 алмазных частиц 3, находящихся в околоповерхностной части этого элемента. Таким аморфным режущим элементам после изготовления можно придавать желательную конфигурацию, если предполагается возможность их извлечения из формы.
В особенно предпочтительном варианте изобретения композиционные режущие тела 1 подвергают дальнейшей обработке с целью получения алмазных сегментов для корончатых головок, абразивных дисков, стеновых пил и т.п., используя при этом обычный способ, аналогично алмазным монокристаллам с большим размером зерна. Алмазный сегмент такого типа представлен на фиг.2 под номером 10. Алмазный сегмент 10 содержит несколько композиционных режущих тел 1, внедренных в металлическую матрицу 5. Металлическая матрица 5 более мягкая, чем преимущественно металлический связующий материал 2 композиционных режущих тел 1. Описание одного такого материала матрицы 5 содержится в US-A-5186724 (соответствующем ЕР-В-0481917). Концентрация композиционных режущих тел 1 соответствует концентрации алмазных монокристаллов большего размера зерна в обычных алмазных режущих сегментах. Эта концентрация составляет примерно от 5% до 40% от объема алмазного режущего сегмента 10.
Находящиеся в околоповерхностной части сегмента алмазные частицы 3 композиционных режущих тел 1 выступают из наружной поверхности О алмазного режущего сегмента и образуют множество режущих кромок, царапины от которых обозначены на фиг. 2 линиями L при том, что направление обработки показано стрелкой S.
Фиг. 3 и 4 приведены для наглядного представления процессов резания обычным режущим сегментом (фиг.3) и режущим сегментом 10 с предложенными в изобретении композиционными режущими телами 1 (фиг.4). На обеих фигурах направление обработки показано стрелкой S. На фиг.3 видна кромка Е алмазного монокристалла D, которая при абразивной обработке врезается в земную породу В и снимает материал А. Композиционное режущее тело 1 того же размера, что и алмазный монокристалл, в отличие от него, имеет несколько кромок 4, выступающих из наружной поверхности связующего материала 2 и принадлежат мелким алмазным частицам 3, расположенным в околоповерхностной части композиционного режущего тела. В земную породу В врезается не одна кромка Е алмазного монокристалла D (фиг.3), а множество кромок 4, каждая из которых участвует в срезании материала А. Если в режущем сегменте, показанном на фиг.3, рабочая кромка Е затупится или алмазный монокристалл D выпадет из алмазного сегмента, то режущая способность этого участка сегмента при абразивной обработке полностью теряется до тех пор, пока материал матрицы не сотрется настолько, чтобы обнажить на поверхности алмазного режущего сегмента новый алмазный монокристалл D. В предложенном алмазном режущем сегменте в земную породу В врезается ряд кромок 4 композиционного режущего тела 1. Если одна из кромок 4 затупится, либо или алмазная частица 3 разрушится или выпадет из алмазного сегмента, то режущая способность этого участка сегмента ухудшается незначительно, так как вместо вышедшей из строя кромки будут работать другие кромки 4. Также согласно изобретению для появления на наружной поверхности новой кромки 4 взамен недействующей или выпавшей не требуется значительного истирания материала матрицы алмазного режущего сегмента. Достаточно только истирания небольшого количества связующего материала композиционного режущего тела 1, чтобы открылась новая алмазная частица 3, которая своими кромками 4 снимает материал А вместе с другими частицами. Этот эффект самозатачивания накладывается на обычный эффект самозатачивания, проявляющийся в появлении новых композиционных режущих тел 1 по мере износа матрицы алмазного режущего сегмента.
Таким образом, предложенный в изобретении алмазный режущий сегмент отличается удвоенной способностью к самозатачиванию.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТРУКТУРИРОВАННЫЙ АЛМАЗНЫЙ ИНСТРУМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2017 |
|
RU2650459C1 |
| Способ получения порошка для магнитно-абразивной обработки | 2020 |
|
RU2749789C1 |
| АБРАЗИВЫ С ПОКРЫТИЕМ | 2005 |
|
RU2368489C2 |
| АБРАЗИВНЫЕ ПРЕССОВКИ | 2007 |
|
RU2453623C2 |
| БУРОВЫЕ ДОЛОТА НА ОСНОВЕ КОМПОЗИТА "МАТРИЦА-ЧАСТИЦЫ" С ТВЕРДОСПЛАВНЫМ УПРОЧНЕНИЕМ И СПОСОБЫ ИЗГОТОВЛЕНИЯ И РЕМОНТА ТАКИХ ДОЛОТ С ИСПОЛЬЗОВАНИЕМ ТВЕРДОСПЛАВНЫХ МАТЕРИАЛОВ | 2007 |
|
RU2457281C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛИКРИСТАЛЛИЧЕСКОГО МАТЕРИАЛА НА ОСНОВЕ КУБИЧЕСКОГО НИТРИДА БОРА, СОДЕРЖАЩЕГО АЛМАЗЫ | 2011 |
|
RU2484888C1 |
| СПОСОБ ПОЛУЧЕНИЯ СВЕРХТВЕРДОГО ПОЛИКРИСТАЛЛИЧЕСКОГО МАТЕРИАЛА | 2006 |
|
RU2329947C1 |
| АБРАЗИВЫ С ПОКРЫТИЕМ | 2005 |
|
RU2372371C2 |
| Способ изготовления сверхтвердого композиционного материала для режущего инструмента | 2023 |
|
RU2829867C1 |
| АЛМАЗНО-ТВЕРДОСПЛАВНАЯ ПЛАСТИНА | 2012 |
|
RU2541241C2 |
Изобретение относится к обработке твердых земных пород. Композиционное режущее тело для абразивной обработки твердых земных пород, например бетона, содержит алмазные частицы с размером зерна, меньшим размера зерна композиционных режущих тел, которые внедрены в матрицу, состоящую из преимущественно металлического связующего материала. Алмазные частицы имеют размер зерна более 50 и менее 300 мкм. Каждое композиционное режущее тело агломерируют и спекают способом индивидуального формования из смеси алмазных частиц и связующего материала. Размер зерна такого композиционного режущего тела составляет примерно от 400 до 1200 мкм. Технический результат - исключение брака, повышение режущей способности. 2 с.п. ф-лы, 4 ил.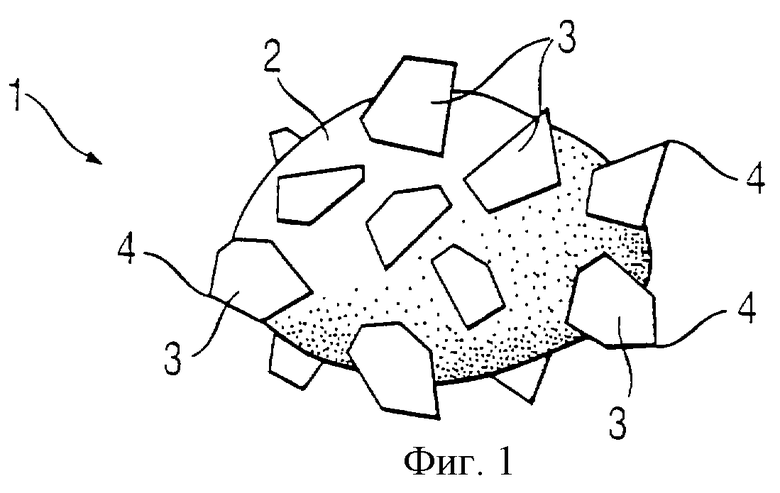
| US 4591364 А, 27.05.1986 | |||
| ВАКУУМНАЯ КРИОГЕННАЯ КАМЕРА | 0 |
|
SU246118A1 |
| СВЯЗКА НА ОСНОВЕ НИКЕЛЯ ДЛЯ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА | 1992 |
|
RU2048284C1 |
| DE 3511284 А1, 10.10.1985. | |||

