Притязание на приоритет
Настоящая заявка претендует на приоритет по заявке US 11/823800, поданной 27 июня 2007 г. под названием "Буровые долота на основе композита "матрица-частицы" с твердосплавным упрочнением и способы изготовления и ремонта таких долот с использованием твердосплавных материалов", которая претендует на приоритет по предварительной заявке US 60/848154 под названием "Буровое долото для роторного бурения, включающее износостойкий материал для твердосплавного упрочнения, помещенный в углублениях, сформированных в его наружных поверхностях", поданной 29 сентября 2006 г., раскрытия которых полностью включены в настоящее описание посредством ссылки.
Область техники
Настоящее изобретение в основном относится к буровым долотам и другому инструменту на основе композита "матрица-частицы", которые могут быть использованы для бурения подземных пород (формаций), и абразивным износостойким материалам для твердосплавного упрочнения, которые могут быть использованы на поверхности таких буровых долот и инструмента на основе композита "матрица-частицы". Изобретение также относится к способам нанесения абразивного износостойкого твердосплавного упрочнения на поверхности буровых долот и инструмента на основе композита "матрица-частицы".
Предпосылки создания изобретения
Обычное долото для роторного бурения с запрессованными резцами, или лопастное долото, используемое для бурения земных пород, включает корпус долота, на торцевых областях которого имеются режущие элементы, врезающиеся в земной пласт. Корпус долота может быть прикреплен к хвостовику бура из закаленной стали с резьбовым соединительным штырем, например, соответствующим стандарту Американского Нефтяного Института (АНИ), для прикрепления бурового долота к бурильной колонне, включающей сегменты труб, соединенные концами, между буровым долотом и другим бурильным оборудованием. Оборудование, например ротор буровой установки или верхний силовой привод, может использоваться для вращения колонны бурильных труб и бурового долота. В альтернативном варианте, хвостовик бура может быть непосредственно подсоединен к ведущему валу забойного двигателя для вращения бурового долота, независимо от ротора буровой установки или верхнего привода, либо вместе с ними.
Как правило, корпус бурового долота выполнен из стали, или представляет комбинацию стального короночного кольца, запрессованного в композитный материал "матрица-частицы", включающий твердые частицы, например, из карбида вольфрама, пропитанные расплавленным связующим материалом, например, сплавом меди. Хвостовик из закаленной стали обычно прикрепляется к корпусу долота после формовки корпуса долота. В отдельных местах на корпусе долота или в нем могут помещаться конструктивные элементы, требующиеся для обеспечения бурения. Такие конструктивные элементы могут включать, например, радиально и продольно выступающие лопасти, гнезда для режущих элементов, ребра, грани, промывочные отверстия, и каналы и проходы для бурового раствора. Обычно режущие элементы закреплены в гнездах для режущих элементов, которые выполняются механической обработкой в лопастях, расположенных на торцевых областях корпуса долота, например на ведущих кромках радиально и продольно выступающих лопастей. Эти элементы конструкции, например гнезда для режущих элементов, также могут быть выполнены в литьевой пресс-форме, используемой при формовании корпуса долота, когда расплавленным связующим материалом пропитывается материал из твердых частиц. Использование композитного материала "матрица-частицы" позволяет повысить прочность и стойкость корпуса долота по сравнению со сталью, однако процесс изготовления, описанный в заявке US 11/272439. отличается сложностью и трудоемкостью. Поэтому существует необходимость в разработке технологии, пригодной для изготовления корпуса долота, включающего композитный материал "матрица-частицы", не требующей пропитки твердых частиц расплавленным связующим материалом.
Как правило, режущие элементы обычного долота для роторного бурения с запрессованными резцами имеют режущую поверхность, включающую твердый суперабразивный материал, например скрепленные частицы поликристаллического алмаза. Такие режущие элементы с вставками из поликристаллического алмаза (ПКА или PDC - от англ. polycrystalline diamond compact) используются в долотах с запрессованными резцами для роторного бурения в нефтегазовой промышленности в течение нескольких десятилетий.
На фиг.1 изображено обычное долото 10 с запрессованными резцами для роторного бурения, в основном соответствующее приведенному выше описанию. Долото 10 для роторного бурения включает корпус 12 долота, соединенный со стальным хвостовиком 14. Вдоль части бурового долота 10 сделан канал (не показан) для подачи в процессе бурения бурового раствора к торцевой поверхности 20 бурового долота 10 через промывочные отверстия 19. Режущие элементы 22 (обычно, режущие элементы на основе вставок из ПКА) обычно прикреплены к торцевой поверхности 20 долота корпуса 12 долота посредством пайки тугоплавким припоем, адгезивным соединением или механическим креплением.
Буровое долото 10 может использоваться многократно для проведения бурильных работ, в ходе которых поверхности корпуса 12 долота и режущие элементы 22 могут подвергаться экстремальным механическим воздействиям и напряжениям, когда режущие элементы 22 бурового долота 10 срезают находящуюся под ними земную породу. Эти экстремальные механические воздействия и напряжения вызывают износ режущих элементов 22 и поверхностей корпуса 12 долота. В конце концов поверхности корпуса 12 долота изнашиваются настолько, что долото 10 становится непригодным к использованию. Поэтому необходимо повышение износоустойчивости поверхностей корпуса бурового долота 12. Кроме того, и режущие элементы 22 могут изнашиваться до такой степени, что становятся непригодными к использованию.
На фиг.2 приведен в увеличенном виде режущий ПКА элемент 22, по типу показанного на фиг.1, прикрепленный к корпусу 12 долота. Режущие элементы 22 обычно изготавливаются отдельно от корпуса 12 долота и закрепляются внутри гнезд 21, отформованных в наружной или внешней поверхности корпуса 12 долота, посредством связующего материала 24, например, адгезива или, скорее, тугоплавким припоем, о чем говорилось выше. Кроме того, в случае, если в качестве режущего элемента 22 используется ПКА режущий элемент, то режущий элемент 22 может включать вставку из поликристаллического алмаза в виде пластинки 28, прикрепленной к корпусу режущего элемента или подложке 23, составляя с ней единое целое или два скрепленных компонента.
Обычный связующий материал 24 значительно менее устойчив к износу, чем другие части и поверхности бурового долота 10 или режущих элементов 22. В процессе работы в открытых поверхностях связующего материала 24 из-за износа могут образовываться каверны, раковины и другие дефекты. Буровые растворы с твердыми частицами и осколки породы, образующиеся при бурении, также способствуют эрозии, стиранию и увеличению небольших каверн и раковин в связующем материале 24, даже если он отчасти защищен от больших напряжений, связанных с выбуриванием породы. Режущий элемент 22 может во время бурения целиком отделиться от корпуса 12 бурового долота, если будет удалено достаточно много связующего материала. Потеря режущего материала 22 в процессе бурения может привести к быстрому износу остальных режущих элементов и внезапному разрушению всего бурового долота 10. Поэтому, также существует необходимость в разработке эффективного способа повышения износостойкости связующего материала для предотвращения потери режущих элементов во время буровых работ.
В идеальном случае, материалы долота роторного бурения должны обладать очень высокой твердостью с тем, чтобы противостоять истиранию и эрозии, связанными с бурением земных пластов, без чрезмерного износа. Из-за очень высоких механических нагрузок и напряжений, которым подвергаются буровые долота во время буровых работ, материалы идеального бурового долота одновременно должны обладать также и высокой ударной вязкостью. На практике, однако, материалы, обладающие очень высокой твердостью, бывают довольно хрупкими и не имеют высокой ударной вязкости, в то время как материалы с высокой ударной вязкостью обычно относительно мягки и не обладают высокой твердостью. Таким образом, при выборе материалов для использования в буровых долотах должен быть найден компромисс между твердостью и ударной вязкостью.
В стремлении одновременно улучшить как твердость, так и ударную вязкость долот для роторного бурения, на поверхности буровых долот, подверженных чрезмерному износу, наносились композитные материалы. Эти композитные материалы, или материалы на основе твердых частиц, часто называемые материалами для твердосплавного упрочнения, обычно включают по меньшей мере одну фазу, обладающую относительно высокой твердостью, и другую фазу, обладающую относительно высокой ударной вязкостью.
На фиг.3 представлена микрофотография полированной и протравленной поверхности обычного материала для твердосплавного упрочнения, наносимого на композитный материал "матрица-частицы" корпуса долота, как об этом говорилось ранее. Материал для твердосплавного упрочнения включает частицы 40 карбида вольфрама, достаточно случайно распределенные по матрице на основе железа матричного материала 46. Частицы 40 карбида вольфрама обладают относительно высокой твердостью, в то время как матричный материал 46 обладает относительно высокой ударной вязкостью.
Частицы 40 карбида вольфрама, используемые в материалах для твердосплавного упрочнения, могут включать одну или более литых частиц карбида вольфрама, спеченных частиц карбида вольфрама и макрокристаллических частиц карбида вольфрама. Система карбида вольфрама включает два стехиометрических соединения, WC и W2C, и непрерывную последовательность их смесей. Литые частицы карбида вольфрама обычно включает эвтектическую смесь соединений WC и W2C. Спеченные частицы карбида вольфрама включают относительно более мелкие частицы WC, скрепленные друг с другом матричным материалом. В качестве матричного материала в спеченных частицах карбида вольфрама часто используется кобальт и его сплавы. Спеченные частицы карбида вольфрама могут быть образованы смешиванием первого порошка, включающего относительно мелкие частицы карбида вольфрама, и второго порошка, включающего частицы кобальта. Порошковая смесь формируется в "зеленом" состоянии. "Зеленая" порошковая смесь затем спекается при температуре, близкой к температуре плавления частиц кобальта, для образования матрицы из кобальта, окружающей частицы карбида вольфрама, для формирования частиц спеченного карбида вольфрама. Наконец, макрокристаллические частицы карбида вольфрама обычно состоят из монокристаллов WC.
Известны различные технологии, подходящие для нанесения материала для твердосплавного упрочнения, как, например, показанного на фиг.3, на поверхность бурового долота. Сварочный электрод может иметь вид полой цилиндрической трубки, выполненной из матричного материала для твердосплавного упрочнения, заполненного частицами карбида вольфрама. По меньшей мере один конец полой цилиндрической трубки может быть заглушен. Заглушенный конец трубки может быть расплавлен или приварен на нужное место на поверхности бурового долота. При плавлении трубки частицы карбида вольфрама в полой цилиндрической трубке смешиваются и образуют взвесь с расплавленным матричным материалом по мере его нанесении на буровое долото. Альтернативная технология включает формование литого стержня из материала для твердосплавного упрочнения поверхности и использование либо электрической дуги, либо горелки для нанесения, либо приварки материала для твердосплавного упрочнения, находящегося на конце стержня, на нужное место поверхности бурового долота. Одним из способов нанесения материала для твердосплавного упрочнения поверхности посредством горелки является использование так называемой газовой сварки. Газовая сварка принадлежит к группе технологий сварки, в которых при нанесении материала для твердосплавного упрочнения обеспечивается слияние за счет нагревания материалов в пламени газовой горелки с использованием или без использования давления. Одним из видов газовой сварки является так называемая кислородно-ацетиленовая сварка, являющаяся общепринятым способом нанесения материала твердосплавного упрочнения на поверхность бурового долота.
Дуговая сварка также может быть использована для нанесения материала для твердосплавного упрочнения на поверхность бурового долота. Например, между электродом и областью на поверхности бурового долота, куда необходимо нанести материал для твердосплавного упрочнения, может быть установлена плазменная дуга. Порошковая смесь, включающая как частицы карбида вольфрама, так и частицы матричного материала, может быть направлена сквозь плазменную дугу или вблизи нее, на область поверхности бурового долота. Выделяемое дугой тепло расплавляет по меньшей мере частицы матричного материала, образуя сварочную ванну на поверхности бурового долота, которая затем затвердевает, образуя слой материала, упрочняющего поверхность бурового долота.
Когда материал для твердосплавного упрочнения наносится на поверхность бурового долота, для расплавления по меньшей мере матричного материала используются сравнительно высокие температуры. При таких сравнительно высоких температурах может произойти взаимное растворение частиц карбида вольфрама и матричного материала. Другими словами, после нанесения материала для твердосплавного упрочнения, по меньшей мере некоторые атомы, исходно содержащиеся в частицах карбида вольфрама (например, вольфрам и углерод), можно обнаружить в матричном материале вокруг частицы карбида вольфрама. Кроме того, по меньшей мере некоторые атомы, исходно содержащиеся в матричном материале (например, железе), могут быть обнаружены в частицах карбида вольфрама. На фиг.4 представлен увеличенный вид частицы 40 карбида вольфрама, показанной на фиг.3. По меньшей мере некоторые атомы, исходно содержащиеся в частице 40 карбида вольфрама (например, вольфрам и углерод), могут находиться в области 47 матричного материала 46, непосредственно окружающей частицу 40 карбида вольфрама. Область 47 примерно включает область матричного материала 46, окруженную пунктирной линией 48. Кроме того, по меньшей мере некоторые атомы, исходно содержащиеся в матричном материале 46, (например, железе), могут находиться в периферийной или наружной области 41 частицы 40 карбида вольфрама. Наружная область 41 примерно включает область частицы 40 карбида вольфрама за пределами пунктирной линии 42.
Растворение частицы 40 карбида вольфрама и матричного материала 46, может сделать более хрупким матричный материал 46 в области 47, окружающей частицу 40 карбида вольфрама, и снизить твердость частицы 40 карбида вольфрама в наружной ее области 41, снижая общую эффективность материала для твердосплавного упрочнения. Растворение представляет собой процесс растворения твердого вещества, например частицы 40 карбида вольфрама, в жидкости, например матричном материале 46, в частности, при повышенной температуре, когда матричный материал 46 находится в жидкой фазе, и когда изменяется состав матричного материала. Согласно одной особенности растворение представляет собой процесс, при котором твердое вещество входит (обычно при повышенных температурах) в расплавленный матричный материал, чем меняет состав матричного материала. Растворение происходит более быстро по мере приближения температуры матричного материала 46 к температуре плавления частицы 40 карбида вольфрама. Например, матричный материал на основе железа будет сильнее растворять частицы 40 карбида вольфрама, чем матричный материал на основе никеля, поскольку в процессе нанесения для перевода матричного материала на основе железа в расплавленное состояние требуются более высокие температуры. Поэтому существует потребность в абразивных износостойких материалах для твердосплавного упрочнения, которые включают матричный материал, обеспечивающий минимальное взаимное растворение частиц карбида вольфрама и матричного материала. Также существует потребность в способах нанесения таких абразивных износостойких материалов для твердосплавного упрочнения на поверхности буровых долот на основе композита "матрица-частицы" и в буровых долотах и бурильном инструменте, которые включают такие композитные материалы "матрица-частицы".
Раскрытие изобретения
В настоящем изобретении предлагается долото для роторного бурения, в котором используется композитный материал "матрица-частицы", не содержащий расплавленного связующего вещества или пропитывающего материала, обычно используемого в так называемых буровых долотах "матричного" типа. Такое буровое долото также отличается "спеченной" структурой композита "матрица-частицы". Кроме того, буровое долото для роторного бурения включает абразивный износостойкий материал, который можно назвать материалом для "твердосплавного упрочнения", для повышения износостойкости поверхностей бурового долота.
В вариантах осуществления изобретения долото для роторного бурения включает корпус долота, по существу отформованный из композитного материала "матрица-частицы", наружная поверхность которого и находящийся на наружной поверхности корпуса долота абразивный износостойкий материал по существу выполнены из композитного материала "матрица-частицы".
Также описываются способы нанесения абразивного износостойкого материала на поверхность бурового долота в соответствии с вариантами осуществления изобретения.
Другие преимущества, признаки и альтернативные особенности изобретения будут понятны при ознакомлении с подробным описанием различных вариантов осуществления изобретения вместе с прилагаемыми чертежами и формулой изобретения.
Краткое описание чертежей
В то время как настоящее раскрытие заканчивается формулой изобретения, в которой конкретно определяется и ясно заявляется, что является объектом изобретения, преимущества настоящего изобретения могут быть лучше поняты после ознакомления с нижеследующим описанием изобретения вместе с приложенными чертежами, на которых:
на фиг.1 представлен перспективный вид обычного долота для роторного бурения, который включает режущие элементы;
на фиг.2 представлен увеличенный вид режущего элемента бурового долота, показанного на фиг.1;
на фиг.3 представлена микрофотография абразивного износостойкого материала, включающего частицы карбида вольфрама, в основном случайно распределенные по матричному материалу;
на фиг.4 представлен увеличенный вид частицы карбида вольфрама, показанной на фиг.3;
на фиг.5 представлен вид сбоку долота для роторного бурения с запрессованными резцами, на котором показаны в основном продольно вытянутые углубления, выполненные в лопасти бурового долота для размещения в них износостойкого материала для твердосплавного упрочнения;
на фиг.6 представлен фрагмент вида сбоку одной лопасти бурового долота, показанного на фиг.5, иллюстрирующий различные ее части;
на фиг.7А представлен вид поперечного сечения лопасти долота для роторного бурения с запрессованными резцами, показанного на фиг.5, сделанного в целом перпендикулярно продольной оси бурового долота, на котором также показаны углубления, сформированные в лопасти для помещения в них абразивного износостойкого материала для твердосплавного упрочнения;
на фиг.7Б представлен вид поперечного сечения лопасти долота для роторного бурения с запрессованными резцами, показанного на фиг.5, аналогичный виду, показанному на фиг.7А, на котором также показан абразивный износостойкий материал для твердосплавного упрочнения, помещенный в углубления, ранее выполненные в лопасти;
на фиг.8 представлен вид сбоку другого долота для роторного бурения с запрессованными резцами, аналогичный показанному на фиг.5, иллюстрирующий проходящие в основном по кругу углубления, сформированные в лопасти бурового долота для размещения в них абразивного износостойкого материала для твердосплавного упрочнения;
на фиг.9 представлен вид сбоку еще одного долота для роторного бурения с запрессованными резцами, аналогичный показанным на фиг.5 и 8, на котором показаны как углубления, в основном вытянутые вдоль, так и углубления, проходящие в основном по кругу, сформированные в лопасти бурового долота для размещения в них абразивного износостойкого материала для твердосплавного упрочнения;
на фиг.10 представлен вид поперечного сечения, аналогичный тем, что показаны на фиг.7А и 7Б, иллюстрирующий углубления, сформированные в основном вокруг износостойкой вставки, установленной в контактирующей с породой поверхности лопасти долота для роторного бурения, предназначенные для размещения в них износостойкого материала для твердосплавного упрочнения;
на фиг.11 представлен перспективный вид режущего элемента, прикрепленного к лопасти долота для роторного бурения, на котором показаны углубления, сформированные в основном вокруг режущего элемента для помещения в них абразивного износостойкого материала для твердосплавного упрочнения;
на фиг.12 представлен вид поперечного сечения части режущего элемента и лопасти, показанных на фиг.11, сделанного в основном перпендикулярно продольной оси режущего элемента, на котором также показаны углубления, сформированные в основном вокруг режущего элемента;
на фиг.13 представлен другой вид сечения части режущего элемента и лопасти, показанных на фиг.11, сделанного в основном параллельно продольной оси режущего элемента, на котором также показаны углубления, сформированные в основном вокруг режущего элемента;
на фиг.14 представлен перспективный вид режущего элемента и лопасти, показанных на фиг.11, на котором также изображен абразивный износостойкий материал для твердосплавного упрочнения, размещенный в углублениях, сделанных вокруг режущего элемента;
на фиг.15 представлен вид поперечного сечения и лопасти, аналогичный показанному на фиг.12, на котором изображен абразивный износостойкий материал для твердосплавного упрочнения, размещенный в углублениях, сделанных вокруг режущего элемента;
на фиг.16 представлен вид поперечного сечения и лопасти, аналогичный показанному на фиг.13, на котором изображен абразивный износостойкий материал для твердосплавного упрочнения, размещенный в углублениях, сделанных вокруг режущего элемента;
на фиг.17 представлен перспективный вид режущего элемента и лопасти, аналогичный показанному на фиг.11, дополнительно иллюстрирующий изобретение;
на фиг.18 представлен вид поперечного сечения режущего элемента, показанного на фиг.17, сделанного по линии 18-18 на этом чертеже;
на фиг.19 представлен вид продольного сечения режущего элемента, показанного на фиг.17, сделанного по линии 19-19 на этом чертеже;
на фиг.20 представлен вид с торца еще одного долота для роторного бурения с запрессованными резцами, в общем показывающий углубления, сформированные в носовой и конической частях лопастей бурового долота для размещения в них абразивного износостойкого материала для твердосплавного упрочнения;
на фиг.21 представлена микрофотография абразивного износостойкого материала для твердосплавного упрочнения, в котором используется настоящее изобретение и который включает частицы карбида вольфрама, в основном случайно распределенные по матрице;
на фиг.22 приведен увеличенный вид частицы карбида вольфрама, показанной на фиг.21;
на фиг.23А-23Б представлены микрофотографии абразивного износостойкого материала для твердосплавного упрочнения, в котором используется настоящее изобретение, и который включает частицы карбида вольфрама, в основном случайно распределенные по матрице; и
на фиг.24А-24Д иллюстрируется способ формования корпуса долота, включающего композитный материал "матрица-частицы", аналогичный корпусу долота для роторного бурения, показанному на фиг.20.
Осуществление изобретения
Приведенные здесь иллюстрации, в некоторых случаях, не являются реальными изображениями какого-либо конкретного бурового долота, режущего элемента, материала для твердосплавного упрочнения или иного элемента бурового долота, а иллюстрируют идеализированные представления, используемые для описания изобретения. Кроме того, одни и те же элементы и признаки на разных чертежах, для удобства изложения, имеют одинаковые или аналогичные числовые обозначения.
Варианты осуществления изобретения могут быть использованы для улучшения износостойкости долот для роторного бурения, в особенности буровых долот, на поверхность которых нанесен композитный материал "матрица-частицы" вместе с абразивным износостойким материалом для твердосплавного упрочнения. На фиг.5 показано долото 140 для роторного бурения, в соответствии с вариантом осуществления изобретения. Буровое долото 140 включает корпус 112 долота, имеющий радиально выступающие и продольно вытянутые лезвия или лопасти 114, разделенные промежутками (углублениями) 116 для выноса бурового шлама. Как показано на фиг.6, каждая из лопастей 114 может включать коническую часть 150, носовую (торцевую) часть 152, боковую часть 154, перегиб (заплечик) 156 и калибрующую (периферийную) часть 158 (боковая часть 154 и перегиб 156 вместе могут быть названы либо "боковой частью", либо "перегибом" лопасти). В некоторых вариантах осуществления лопасти 114 могут и не включать коническую часть 150. Каждая из этих частей имеет наиболее удаленную поверхность, которая должна в процессе бурения соприкасаться с подземными породами, окружающими буровую скважину. Конфигурация и расположение конической части 150, носовой части 152 и боковой части 154 обеспечивает их соприкосновение с поверхностью породы в нижней части буровой скважины, и на них воздействует большая часть так называемой "осевой нагрузки на долото" (ОННД), приложенной через бурильную колонну. На этих частях расположена большая часть режущих элементов 118, закрепленных внутри гнезд 122 на торцевых поверхностях 120 лопастей 114 для срезания и соскребывания находящейся под ними породы на дне буровой скважины. Перегиб 156 по своей конфигурации и расположению обеспечивает переход между дном буровой скважины и ее стенкой, а конфигурация и положение калибрующей части 158 обеспечивает формирование поверхностей боковых стенок буровой скважины.
По мере того, как соприкасающиеся с пластом поверхности разных частей лопастей 114 скользят и скребут породу под воздействием ОННД и вращения для выбуривания породы, материал лопастей 114 и их соприкасающихся с породой поверхностей изнашивается. Этот износ материала лопастей 114 на соприкасающихся с породой поверхностях может приводить к потере режущих элементов и/или нестабильности долота (например, закручиванию долота), что далее может привести к внезапной поломке бурового долота 140.
В стремлении уменьшить износ материала лопастей 114, на поверхностях, соприкасающихся с породой, на эти поверхности лопастей 114 или в них помещаются различные износостойкие конструкции и материалы. Например, в поверхности лопастей 114, соприкасающиеся с породой, вставлялись вставки в виде, например, брусков, столбиков и износостойких вставок, выполненных из абразивных износостойких материалов, например карбида вольфрама.
Как показано на фиг.5, несколько износостойких вставок 126 (каждая из которых может представлять, например, брусок из карбида вольфрама) может быть вставлено в лопасть 114 на взаимодействующей с породой поверхности 121 лопасти 114, в ее калибрующей части 158. В других вариантах осуществления, лопасти 114 могут включать износостойкие конструкции на поверхностях или в поверхностях или иных соприкасающихся с породой частях лопастей 114, в том числе конической части 150, носовой части 152, боковой части 154, перегибе 156, как это было описано в отношении фиг.6. Например, абразивные износостойкие вставки могут использоваться на или в соприкасающихся с породой поверхностях конической части 150 и (или) носовой части 152 лопастей 114, расположенных сзади, относительно направления вращения, одного или более режущих элементов 118.
Абразивный износостойкий материал для твердосплавного упрочнения (т.е., материал для твердосплавного упрочнения) также может наноситься на выбранные места на поверхностях лопастей 114. Например, горелка кислородно-ацетиленовой сварки или дуговая сварка, могут быть использованы для по меньшей мере частичного расплавления износостойкого материала для твердосплавного упрочнения, для облегчения нанесения износостойкого материала для твердосплавного упрочнения на поверхности лопастей 114. Нанесение износостойкого материала для твердосплавного упрочнения, т.е, материала для твердосплавного упрочнения, на корпус 112 долота описано ниже.
Как показано на фиг.5, в лопастях 114 могут быть отформованы углубления 142 для размещения в них абразивного износостойкого материала для твердосплавного упрочнения. В качестве примера, не ограничивающего изобретение, углубления 142 могут проходить в основном вдоль лопастей 114, как это показано на фиг.5. Продольно вытянутые углубления 142 могут быть отформованы, либо выполнены другим путем, вдоль кромки, образованной пересечением поверхности 121 соприкосновения с породой и передней, относительно направления вращения, поверхностью 146 лопасти 114. Кроме того, вытянутые вдоль углубления 142 могут быть отформованы, либо выполнены другим путем, вдоль кромки, образованной пересечением поверхности 121 соприкосновения с породой и задней, относительно направления вращения, поверхностью 148 лопасти 114. Одно или более углублений 142 могут проходить вдоль лопасти 114 вблизи одной или более износостойкой вставки 126.
На фиг.7А представлен вид сечения лопасти 114, показанной на фиг, 5, сделанного по линии 7А-7А на этом виде. Как видно на фиг.7А, углубления 142 могут иметь в целом полукруглую форму поперечного сечения. Изобретение, однако, не ограничено только такой формой, и в других вариантах осуществления углубления 142 могут иметь поперечное сечение в целом треугольной, прямоугольной (например, квадратной) или иной другой формы.
Метод, которым выполняется формирование или создание иным путем углублений 142 в лопастях 114, может зависеть от материала, из которого выполнены лопасти 114. Например, если лопасти 114 содержат цементированный карбид или иной композитный материал "матрица-частицы", как это будет описано далее, углубления 142 могут быть сформированы в лопастях 114 с использованием, например, обычного фрезерного станка или иного инструмента для механической обработки (включая и ручной механический инструмент). Как вариант, углубления 142 могут быть выполнены в лопастях 114 в процессе формовки лопастей 114. Изобретение, однако, не ограничено конкретным способом формирования углублений 142 в лопастях 114 корпуса 112 бурового долота 140, и для формирования углублений 142 в конкретном буровом долоте 140 может использоваться любой подходящий способ, обеспечивающий создание буровых долот, соответствующих настоящему изобретению.
Как показано на фиг.7Б, в углубления 142 может быть помещен абразивный износостойкий материал 160 для твердосплавного упрочнения. В некоторых вариантах осуществления открытые наружные поверхности абразивного износостойкого материала 160 для твердосплавного упрочнения, помещенного в углубления 142, могут иметь по существу одинаковую протяженность со смежными открытыми наружными поверхностями лопастей 114. Иначе говоря, абразивный износостойкий материал 160 для твердосплавного упрочнения может не выступать существенно над поверхностью лопастей 114. В такой конфигурации, до формирования углублений 142, рельеф наружной поверхности лопастей 114 после заполнения углублений 142 абразивным износостойким материалом 160 для твердосплавного упрочнения может по существу совпадать с рельефом наружной поверхности лопастей 114. Выражаясь другими словами, обнаженные поверхности абразивного износостойкого материала 160 для твердосплавного упрочнения могут быть по существу на одном уровне, или заподлицо, с поверхностью лопасти 114, прилегающей к абразивному износостойкому материалу 160 для твердосплавного упрочнения в направлении, в основном перпендикулярном области лопасти 114, прилегающей к абразивному износостойкому материалу 160 для твердосплавного упрочнения. По существу, сохраняя исходный рельеф наружных поверхностей лопастей 114, можно обеспечить более равномерное распределение по лопастям 114 сил, приложенных к их наружным поверхностям, в соответствии с замыслом конструктора лопасти. В случае если абразивный износостойкий материал 160 для твердосплавного упрочнения, напротив, выступает от наружных поверхностей лопастей 114, при соприкосновении с породой этих выступов абразивного износостойкого материала 160 для твердосплавного упрочнения внутри лопастей могут развиться повышенные локальные стрессы в областях вблизи выступов абразивного износостойкого материала 160 для твердосплавного упрочнения. Величина этих повышенных локальных напряжений может быть в основном пропорциональна высоте, на которую выступы отходят от поверхности лопастей 114 в сторону выбуриваемой породы. Поэтому благодаря по существу совпадению открытых наружных поверхностей абразивного износостойкого материала 160 для твердосплавного упрочнения с открытыми поверхностями участков лопастей 114, которые были удалены при формировании углублений 142, эти повышенные локальные напряжения могут быть уменьшены или исключены, в результате чего также может быть уменьшен износ и увеличен срок службы бурового долота 140.
В других вариантах осуществления показано, что материал для твердосплавного упрочнения может также быть нанесен непосредственно на торцевую поверхность 120 корпуса 112 долота, без создания углублений 142, с повышением износостойкости поверхностей корпуса долота.
На фиг.8 представлено другое буровое долото 170, в соответствии с вариантом осуществления изобретения. Буровое долото 170 в основном аналогично буровому долоту 140, описанному ранее со ссылкой на фиг.5, и включает несколько лопастей 114, разделенных промежутками 116 для выноса бурового раствора. Несколько износостойких вставок 126 вставлены в соприкасающуюся с породой поверхность 121 каждой лопасти 114 в калибрующей части 158 корпуса 112 долота. Буровое долото 170 также включает несколько углублений 172, сформированных вблизи области каждой лопасти 114, содержащей несколько износостойких вставок 126. Углубления 172 могут быть в основном аналогичны углублениям 142, ранее описанным со ссылкой на фиг.5, 6 и 7А. Углубления 172 в торцевой поверхности 120 долота, однако, проходят в основном по окружности бурового долота 170 в направлении, в основном параллельном направлению вращения бурового долота 170 в процессе бурения.
На фиг.9 представлено еще одно буровое долото 180, в соответствии с настоящим изобретением. Буровое долото 180 с запрессованными резцами в основном аналогично буровому долоту 140 и буровому долоту 170 и включает несколько лопастей 114, промежутки 116 для выноса бурового раствора и износостойкие вставки 126, вставленные в соприкасающуюся с породой поверхность 121 каждой лопасти 114 в калибрующей ее части 158. Буровое долото 180, однако, включает как в основном продольно вытянутые углубления 142, такие же, как и в буровом долоте 140, так и направленные в основном по окружности углубления 172, такие же, как и в буровом долоте 170. В такой конфигурации, каждые несколько износостойких вставок 126 могут быть по существу окружены углублениями 142, 172, заполненными абразивным износостойким материалом 160 для твердосплавного упрочнения (фиг.7Б), в основном до уровня открытой наружной поверхности лопастей 114. Благодаря такому окружению каждой области лопасти 114, включающей несколько износостойких вставок 126, может быть уменьшен или устранен износ материала в областях лопасти 114, прилегающих к областям с несколькими износостойкими вставками 126, что позволит предотвратить потерю одной или более износостойких вставок 126 в процессе бурения.
В варианте осуществления, показанном на фиг.9, области лопастей 114, содержащие несколько износостойких вставок 126, в основном окружены углублениями 142, 172, которые могут быть заполнены абразивным износостойким материалом 160 для твердосплавного упрочнения (фиг.7Б). В других вариантах осуществления одна или более износостойких вставок в буровом долоте могут быть по отдельности окружены углублениями, заполненными абразивным износостойким материалом для твердосплавного упрочнения.
На фиг.10 представлен вид поперечного сечения лопасти 114 другого бурового долота в соответствии с вариантом осуществления изобретения. Вид поперечного сечения аналогичен видам поперечного сечения, показанным на фиг.7А-7Б. Лопасть 114, показанная на фиг.10, включает, однако, износостойкую вставку 126, которая отдельно окружена, по существу вокруг, углублениями 182, которые заполнены абразивным износостойким материалом 160 для твердосплавного упрочнения. Углубления 182 могут быть в основном аналогичны описанным ранее углублениям 142, 172 и могут быть заполнены абразивным износостойким материалом 160 для твердосплавного упрочнения. В этой конфигурации открытые наружные поверхности вставки 126, абразивного износостойкого материала 160 для твердосплавного упрочнения и области лопасти 114, прилегающие к абразивному износостойкому материалу 160 для твердосплавного упрочнения, могут иметь одинаковую протяженность и плоскостность для снижения или устранения локальных концентраций напряжений, обусловленных тем, что какой-либо абразивный износостойкий материал 160 для твердосплавного упрочнения выступает над лопастью 114 в направлении пробуриваемой породы.
В других вариантах осуществления углубления для размещения в них абразивного износостойкого материала для твердосплавного упрочнения могут быть сделаны вокруг режущих элементов. На фиг.11 представлен перспективный вид одного режущего элемента 118, закрепленного внутри гнезда 122 для режущего элемента на лопасти 114 бурового долота, по аналогии с каждым из описанных ранее буровых долот. Как показано на каждой из фиг.11-13, в лопасти 114 могут быть сделаны углубления 190, которые в основном окружают режущий элемент 118. Как показано на фиг.12-13, углубления 190 могут иметь поперечное сечение в основном треугольной формы, хотя, в других вариантах осуществления, углубления 190 могут иметь любую другую форму. Режущие элементы 118 могут быть закреплены внутри гнезда 122 для режущего элемента с использованием связующего материала 124, например, адгезива или тугоплавкого припоя, который может помещаться на стыке и использоваться для фиксации и прикрепления режущего элемента 118 к лопасти 114.
Изображения на фиг.14-16 в основном аналогичны фиг.11-13, соответственно, однако показывают размещение абразивного износостойкого материала 160 для твердосплавного упрочнения внутри углублений 190, имеющихся вокруг режущего элемента 118. Открытые наружные поверхности абразивного износостойкого материала 160 для твердосплавного упрочнения и области лопасти 114, прилегающие к абразивному износостойкому материалу 160 для твердосплавного упрочнения, могут иметь в основном одинаковую протяженность. Кроме того, конфигурация абразивного износостойкого материала 160 для твердосплавного упрочнения может быть такой, чтобы он не выступал за прилегающие поверхности лопасти 114 с тем, чтобы снизить или исключить локальные концентрации напряжений, вызванные тем, что абразивный износостойкий материал 160 для твердосплавного упрочнения выступает над лопастью 114 в основном в направлении пробуриваемой породы.
Кроме того, в данной конфигурации, абразивный износостойкий материал 160 для твердосплавного упрочнения может закрывать и защищать по меньшей мере часть связующего материала 124, используемого для закрепления режущего элемента 118 внутри гнезда 122 для режущего элемента, обеспечивая защиту от износа связующего материала 124 в процессе бурения. Защищая связующий материал 124 от износа во время бурения, абразивный износостойкий материал 160 для твердосплавного упрочнения помогает предотвратить отделение режущего элемента 118 от лопасти 114, повреждения корпуса долота и внезапного разрушения бурового долота.
На фиг.17-19, в основном аналогичных, соответственно, фиг.11-13, также показано расположение абразивного износостойкого материала 160 для твердосплавного упрочнения поверх связующего материала 124, прикрепляющего режущий элемент 118 к долоту 140 для роторного бурения. Долото 140 для роторного бурения конструктивно аналогично долоту 10 для роторного бурения, показанному на фиг.1, и включает несколько режущих элементов 118, расположенных и закрепленных внутри гнезд, сделанных на наружной поверхности корпуса 112 долота. Как показано на фиг.17, каждый режущий элемент 118 может быть прикреплен к корпусу 112 долота бурового долота 140 вдоль поверхности раздела между ними. Связующий материал 124, например адгезив или тугоплавкий припой, может быть нанесен на поверхность раздела и использоваться для фиксации и прикрепления каждого режущего элемента 118 к корпусу долота 112. Связующий материал 124 может обладать меньшей износоустойчивостью, чем материалы корпуса 112 долота и режущего элемента 118. Каждый режущий элемент 118 может включать пластинку 128 вставки из поликристаллического алмаза, прикрепленную и зафиксированную вдоль поверхности раздела на корпусе режущего элемента или подложке 123.
Долото 140 для роторного бурения также включает абразивный износостойкий материал 160, расположенный на поверхности бурового долота 140. Более того, конфигурация областей абразивного износостойкого материала 160 может быть выбрана так, чтобы защитить открытые поверхности связующего материала 124.
На фиг.18 приведен вид поперечного сечения режущего элемента 118, показанного на фиг.17, сделанного по линии 18-18. Как показано на фиг.18, сплошные участки абразивного износостойкого материала 160 для твердосплавного упрочнения могут быть скреплены как с частью наружной поверхности корпуса 112 долота, так и с боковой поверхностью режущего элемента 118, и каждый сплошной участок может проходить над по меньшей мере частью границы раздела между корпусом 112 долота и боковыми сторонами режущего элемента 118.
Фиг.19 представляет вид продольного сечения режущего элемента 118, показанного на фиг.17, сделанного по линии сечения 19-19. Как показано на фиг.19, другой сплошной участок абразивного износостойкого материала 160 для твердосплавного упрочнения может быть скреплен как с областью наружной поверхности корпуса 112 долота, так и с боковой поверхностью режущего элемента 118, и может проходить над по меньшей мере частью границы раздела корпуса 112 долота и продольной концевой поверхностью режущего элемента 118 с противоположной от пластинки 128 вставки из поликристаллического алмаза стороны. При этом другой сплошной участок абразивного износостойкого материала 160 может быть прикреплен как к области наружной поверхности корпуса 112 долота, так и к участку открытой поверхности пластинки 128 вставки из поликристаллического алмаза. Сплошной участок абразивного износостойкого материала 160 может проходить над по меньшей мере частью границы раздела между корпусом 112 долота и торцевой поверхности пластинки 128 вставки из поликристаллического алмаза.
В этой конфигурации сплошные участки абразивного износостойкого материала 160 для твердосплавного упрочнения могут закрывать и защищать от износа в процессе бурильных операций по меньшей мере часть связующего материала 124, помещенного между режущим элементом 118 и корпусом 112 долота. Защищая связующий материал 124 от износа в процессе бурильных операций, абразивный износостойкий материал 160 помогает предотвратить отделение режущего элемента 118 от корпуса 112 долота при выполнении бурильных операций, повреждение корпуса 112 долота и внезапное разрушение долота 140 для роторного бурения.
Сплошные участки абразивного износостойкого материала 160, которые закрывают и защищают открытые поверхности связующего материала 124, могут иметь вид валика или валиков из абразивного износостойкого материала 160, нанесенного вдоль и по краям поверхностей контакта корпуса 112 долота и режущего элемента 118. Абразивный износостойкий материал 160 обеспечивает возможность существенного улучшения износостойкости связующего материала 124, что позволяет предотвратить потерю режущих элементов 118 в процессе бурения.
На фиг.20 приведен вид с торца еще одного долота 200 для роторного бурения. Как показано на фиг.20, в некоторых вариантах осуществления изобретения, между режущими элементами 118 могут быть сделаны углубления 202. Например, углубления 202 могут проходить в основном по кругу вокруг продольной оси долота (не показана) между режущими элементами 118, располагаясь в конической части 150 (фиг.6) и (или) носовой части 152 (фиг.6). Более того, как показано на фиг.20, в некоторых вариантах осуществления изобретения, позади, относительно направления вращения, режущих элементов 118, могут быть расположены углубления 204. Например, углубления 204 могут проходить в основном вдоль лопасти 114 позади, относительно направления вращения, одного или более режущих элементов 118, располагаясь в конической части 150 (фиг.6) и (или) носовой части 152 (фиг.6). В дополнительных вариантах осуществления углубления 204 могут не иметь вытянутой формы и могут иметь в основном круглую или прямоугольную форму. Если смотреть по направлению вращения, такие углубления 204 могут располагаться непосредственно за одним или более режущими элементами 118, или за смежными режущими элементами 118, но с радиальным расположением (измеренным от продольной оси бурового долота 200) между смежными режущими элементами 118. В углубления 202, 204 может быть нанесен абразивный износостойкий материал, либо он может быть нанесен на другие поверхности долота для роторного бурения для уменьшения износа.
Описанные здесь абразивные износостойкие материалы для твердосплавного упрочнения могут содержать, например, металлокерамический композитный материал (т.е., "кермет"), содержащий несколько областей фаз твердой керамики, либо частицы, рассеянные по металлическому матричному материалу. Области фаз твердой керамики или частицы могут содержать карбиды, нитриды, оксиды и бориды (включая карбид бора В4С). В частности, области фаз твердой керамики или частицы могут содержать карбиды или бориды, полученные из таких элементов, как W, Ti, Mo, Nb, V, Hf, Ta, Cr, Zr, Al и Si. В качестве примера, не ограничивающего изобретения, материалы, которые могут быть использованы для формирования областей фазы твердой керамики или частиц, включают карбид вольфрама, карбид титана (TiC), карбид тантала (TaC), диборид титана (TiB2), карбиды хрома, нитрид титана (TiN), двуокись алюминия (Al2O3), нитрид алюминия (A1N) и карбид кремния (SiC). Металлический матричный материал металлокерамического композитного материала может включать, например, сплавы на основе кобальта, железа, никеля, никеля и железа, кобальта и никеля, железа и кобальта, алюминия, меди, магния и титана. Матричный материал может также быть выбран из технически чистых элементов, например кобальта, алюминия, меди, магния, титана, железа и никеля.
В вариантах осуществления изобретения абразивные износостойкие материалы для твердосплавного упрочнения могут наноситься на корпус долота или корпус инструмента и включать описанные ниже материалы. В настоящем описании термином "долото" охватываются не только обычные буровые долота, но также и керновые долота, долота со смещенным центром, эксцентрические долота и инструмент, используемый в бурении ствола скважины.
На фиг.21 представлена отполированная и протравленная поверхность абразивного износостойкого материала 54, в соответствии с вариантом осуществления изобретения, особенно пригодная для нанесения материала в качестве материала твердосплавного упрочнения на буровое долото, включающее композитный материал "матрица-частицы". На фиг.23А и 23Б приведены микрофотографии реальной полированной и протравленной поверхности абразивного износостойкого материала, соответствующего вариантам осуществления изобретения. Как показано на фиг.21, абразивный износостойкий материал 54 включает множество плотных спеченных зерен 56 карбида вольфрама и множество литых гранул 58 карбида вольфрама, по существу случайно распределенных по матричному материалу 60. Каждое спеченное зерно 56 карбида вольфрама может иметь конфигурацию в основном сферического зерна. Термин "зерно" в настоящем описании означает любую частицу, имеющую в основном сферическую форму. Зерна не являются идеальными сферами, однако не имеют углов, острых краев и выступов, которые обычно присущи дробленым и другим несферическим частицам карбида вольфрама. В некоторых вариантах осуществления изобретения литые гранулы карбида вольфрама могут представлять собой или включать дробленый литой карбид вольфрама или дробленый спеченный карбид вольфрама, как это показано на фиг.23А.
Углы, острые края и выступы могут быть причиной остаточных напряжений, что может приводить к снижению температуры плавления материала карбида вольфрама в области частиц вблизи областей остаточных напряжений при нанесении абразивного износостойкого материала 54 на поверхность бурового долота. Расплавление или частичное расплавление частиц карбида вольфрама в процессе нанесения может способствовать взаимному растворению частиц карбида вольфрама и окружающего матричного материала. Как было показано выше, взаимное растворение матричного материала 60 и спеченных зерен 56 карбида вольфрама и литых гранул 58 карбида вольфрама может делать более хрупким матричный материал 60 в области вокруг зерен 56 карбида вольфрама и литых гранул 58 карбида вольфрама, и может снижать прочность материала твердосплавного упрочнения, особенно когда матричный материал 60 имеет железную основу. В результате такого растворения могут в целом ухудшаться физические свойства абразивного износостойкого материала 54. Использование спеченных зерен 56 карбида вольфрама (и, возможно, литых зерен 58 карбида вольфрама) вместо обычных частиц карбида вольфрама, имеющих углы, острые края и выступы, может уменьшать такое растворение, сохраняя физические свойства матричного материала 60 и спеченных зерен 56 карбида вольфрама (и, возможно, литых зерен 58 карбида вольфрама) в процессе нанесения абразивного износостойкого материала 54 на поверхности буровых долот и другого инструмента.
Матричный материал 60 может составлять примерно от 20 до 60 мас.% абразивного износостойкого материала 54. В частности, матричный материал 60 может составлять примерно от 20 до 50 мас.% или примерно от 35 до 45 мас.% абразивного износостойкого материала 54. Множество спеченных зерен 56 карбида вольфрама может составлять примерно от 30 до 55 мас.% абразивного износостойкого материала 54. Более того, множество литых гранул 58 карбида вольфрама может составлять менее примерно 35 мас.% абразивного износостойкого материала 54. В частности, множество литых гранул 58 карбида вольфрама может составлять примерно от 10 до 35 мас.% абразивного износостойкого материала 54. Например, матричный материал 60 может составлять примерно 40 мас.% абразивного износостойкого материала 54, множество спеченных зерен 56 карбида вольфрама может составлять примерно 48 мас.% абразивного износостойкого материала 54, а множество литых гранул 58 карбида вольфрама может составлять примерно 12 мас.% абразивного износостойкого материала 54.
Спеченные зерна 56 карбида вольфрама могут иметь размер больший, чем литые гранулы 58 карбида вольфрама. Кроме того, количество литых гранул 58 карбида вольфрама на единицу объема абразивного износостойкого материала 54 может превышать количество спеченных зерен 56 карбида вольфрама на единицу объема абразивного износостойкого материала 54.
Спеченные зерна 56 карбида вольфрама могут включать зерна -10 меш по ASTM (стандарт Американского общества по испытанию материалов). В настоящем документе, фраза "зерна -10 меш по ASTM" означает зерна, которые могут пройти через стандартное испытательное сито USA №10 по ASTM. Подобные спеченные зерна карбида вольфрама могут иметь средний диаметр менее примерно 1680 мкм. Средний диаметр спеченных зерен 56 карбида вольфрама может быть примерно от 0,8 до 20 раз больше среднего диаметра литых гранул 58 карбида вольфрама. Литые гранулы 58 карбида вольфрама могут включать гранулы -16 меш по ASTM. В настоящем документе фраза "гранулы -16 меш по ASTM" означает гранулы, которые могут пройти через стандартное испытательное сито USA №16 по ASTM. В частности, литые гранулы 58 карбида вольфрама могут включать гранулы -100 меш по ASTM. В настоящем документе фраза "гранулы -100 меш по ASTM" означает гранулы, которые могут пройти через стандартное испытательное сито USA №100 по ASTM. Такие литые гранулы 58 карбида вольфрама могут иметь средний диаметр менее примерно 150 мкм.
В качестве примера, спеченные зерна 56 карбида вольфрама могут включать зерна -20/+30 меш по ASTM, а литые гранулы 58 карбида вольфрама могут включать гранулы -100/+270 меш по ASTM. В настоящем документе фраза "зерна -20/+30 меш по ASTM" означает зерна, которые могут пройти через стандартное испытательное сито USA №20 по ASTM, но не могут пройти сквозь стандартное испытательное сито USA №30 по ASTM. Такие спеченные зерна 56 карбида вольфрама могут иметь средний диаметр менее примерно 840 мкм и более примерно 590 мкм. Кроме того, фраза, "гранулы -100/+270 меш по ASTM" в настоящем документе означает гранулы, которые могут пройти через стандартное испытательное сито USA №100 по ASTM, но не могут пройти сквозь стандартное испытательное сито USA №270 по ASTM. Такие литые гранулы 58 карбида вольфрама могут иметь средний диаметр в интервале примерно от 50 мкм до 150 мкм.
В другом примере множество спеченных зерен 56 карбида вольфрама может включать множество спеченных зерен карбида вольфрама -60/+80 меш по ASTM и множество спеченных зерен карбида вольфрама -120/+270 меш по ASTM. Множество спеченных зерен карбида вольфрама -60/+80 меш по ASTM может составлять примерно от 30 до 40 мас.% абразивного износостойкого материала 54, а множество спеченных зерен карбида вольфрама -120/+270 меш по ASTM может составлять менее примерно от 15 до 25 мас.% абразивного износостойкого материала 54. В настоящем документе фраза "зерна -120/+270 меш по ASTM" означает зерна, которые могут пройти через стандартное испытательное сито USA №120 по ASTM, но не могут пройти сквозь стандартное испытательное сито USA №270 по ASTM. Такие спеченные зерна 56 карбида вольфрама могут иметь средний диаметр в интервале примерно от 50 мкм до 125 мкм.
В одном конкретном варианте осуществления, приведенном только в качестве примера, абразивный износостойкий материал 54 может включать примерно 40 мас.% матричного материала 60, примерно 48 мас.% спеченных зерен 56 карбида вольфрама -20/+30 меш по ASTM и примерно 12 мас.% литых гранул 58 карбида вольфрама -140/+325 меш по ASTM. В настоящем документе фраза "зерна -20/+30 меш по ASTM" означает зерна, которые могут пройти через стандартное испытательное сито USA №20 по ASTM, но не могут пройти сквозь стандартное испытательное сито USA №30 по ASTM. Аналогично, фраза "зерна -140/+325 меш по ASTM" означает зерна, которые могут пройти через стандартное испытательное сито USA №140 по ASTM, но не могут пройти сквозь стандартное испытательное сито USA №325 по ASTM. Матричный материал 60 может включать слав никеля, который может дополнительно содержать один или несколько элементов, например хром, бор и кремний. Матричный материал 60 также может иметь температуру плавления менее примерно 1100°C и может обладать твердостью примерно от 87 единиц по шкале B Роквелла до 60 единиц по шкале C Роквелла. Величины твердости в настоящем документе представляют фактические, либо преобразованные значения твердости, полученные по измерениям микротвердости. В частности, матричный материал 60 может иметь твердость примерно от <20 до 55 единиц по шкале C Роквелла. Например, матричный материал 60 может иметь твердость примерно 40 единиц по шкале C Роквелла.
Для создания абразивных износостойких материалов в соответствии с настоящим изобретением могут использоваться литые гранулы и спеченные зерна и иных карбидов, помимо карбида вольфрама. Подобными карбидами могут быть карбид хрома, карбид молибдена, карбид ниобия, карбид тантала, карбид титана и карбид ванадия, а также и другие.
Матричный материал 60 может содержать металлический сплав, точка плавления которого ниже примерно 1460°C. Более конкретно, матричный материал 60 может содержать металлический сплав, точка плавления которого ниже примерно 1100°C. Кроме того, каждое спеченное зерно 56 карбида вольфрама из множества спеченных зерен 56 карбида вольфрама может содержать множество частиц карбида вольфрама, скрепленных связующим материалом, имеющим температуру плавления более примерно 1200°C. Например, связующий материал может включать материал на основе сплава кобальта или на основе сплава никеля с температурой плавления ниже примерно 1200°C. В этой конфигурации, матричный материал 60 может быть по существу расплавлен в процессе нанесения абразивного износостойкого материала 54 на поверхность бурильного инструмента, например бурового долота, без заметного расплавления литых гранул 58 карбида вольфрама, или связующего сплава, или частиц карбида вольфрама из спеченных зерен 56 карбида вольфрама. Это позволяет наносить абразивный износостойкий материал 54 на поверхность бурильного инструмента при относительно низких температурах для сведения к минимуму взаимного растворения спеченных зерен 56 карбида вольфрама и матричного материала 60, и литых гранул 58 карбида вольфрама и матричного материала 60.
Как было показано выше, сведение к минимуму диффузии атомов между матричным материалом 60 и спеченными зернами 56 карбида вольфрама и литыми гранулами 58 карбида вольфрама помогает сохранить химический состав и физические свойства матричного материала 60, спеченных зерен 56 карбида вольфрама и литых гранул 58 карбида вольфрама в процессе нанесения абразивного износостойкого материала 54 на поверхность буровых долот и другого инструмента.
Матричный материал 60 также может включать относительно небольшие количества других элементов, например углерода, хрома, кремния, бора, железа и никеля. Кроме того, матричный материал 60 также может включать флюс, например силикомарганец, легирующий элемент, например ниобий, и связующий материал, например полимерный материал.
На фиг.22 представлено в увеличенном виде спеченное зерно 56 карбида вольфрама, показанное на фиг.21. Твердость спеченного зерна 56 карбида вольфрама может быть по существу постоянной по всему зерну. Например, спеченное зерно 56 карбида вольфрама может включать периферийную или наружную область 57 спеченного зерна 56 карбида вольфрама. Наружная область 57 может примерно включать область спеченного зерна 56 карбида вольфрама за пределами пунктирной линии 64. Наружная область 61 может примерно включать область матричного материала 60, ограниченную пунктирной линией 66. Спеченные зерна 56 карбида вольфрама могут обладать первой средней твердостью в центральной области зерна, окруженной пунктирной линией 64, и второй средней твердостью в точках внутри периферийной области 57 зерна за пределами пунктирной линии 64. Вторая средняя твердость спеченного зерна 56 карбида вольфрама может превышать примерно 99% первой средней твердости спеченного зерна 56 карбида вольфрама. Например, первая средняя твердость может составлять примерно 91 единицу по шкале A Роквелла, а вторая средняя твердость может составлять примерно 90 единиц по шкале A Роквелла для матричного материала на основе никеля, и примерно 86 единиц по шкале A Роквелла для матричного материала на основе железа. Следует иметь в виду, что перед нанесением материала 56 твердосплавного упрочнения спеченные зерна карбида вольфрама могут обладать общей твердостью примерно от 85 единиц по шкале A Роквелла до 92 единиц по шкале A Роквелла, при содержании кобальта примерно от 16% до 4%, соответственно. Кроме того, спеченные зерна карбида вольфрама могут обладать средней твердостью в интервале 89-91 по шкале A Роквелла, при содержании кобальта примерно 6%. Как правило, при нанесении материала твердосплавного упрочнения в матричных композитах на основе никеля по существу удается сохранять исходную твердость спеченных зерен карбида вольфрама. Принимая во внимание, что матричные композиты на основе железа могут частично растворять спеченные зерна карбида вольфрама вблизи их кромок, твердость после нанесения может снижаться на несколько единиц по Роквеллу относительно твердости перед нанесением.
Спеченные зерна 56 карбида вольфрама могут обладать высокой ударной вязкостью по сравнению с литыми гранулами 58 карбида вольфрама, в то время как литые гранулы 58 карбида вольфрама могут иметь более высокую твердость по сравнению со спеченными зернами 56 карбида вольфрама. Благодаря использованию описанного здесь матричного материала 60 в абразивном износостойком материале 54 можно сохранить ударную вязкость спеченных зерен 56 карбида вольфрама и твердость литых гранул 58 карбида вольфрама при нанесении абразивного износостойкого материала 54 на буровое долото или иной бурильный инструмент, в результате чего может быть получен абразивный износостойкий материал 54 с лучшими характеристиками по сравнению с известными в уровне техники абразивными износостойкими материалами.
Абразивные износостойкие материалы в соответствии с вариантами осуществления изобретения, например абразивный износостойкий материал 54, показанный на фиг.21-22, могут быть нанесены на выбранные участки на поверхностях долот для роторного бурения (например, долота 10 для роторного бурения, показанного на фиг.1), шарошечных буровых долот (обычно называемых "шарошечными коническими" долотами) и другого бурильного инструмента, подверженного износу, например расширительного бурильного инструмента и расширительного бурильного инструмента с раздвижными лопастями, причем все эти устройства объединены единым термином "буровое долото".
В некоторых местах на поверхности бурового долота требуется относительно высокая твердость, в то время как в других местах на поверхности бурового долота может потребоваться относительно высокая ударная вязкость. Процентное весовое содержание матричного материала 60, множества спеченных зерен 56 карбида вольфрама и множества литых гранул 58 карбида вольфрама может варьироваться нужным образом для получения абразивного износостойкого материала 54, физические свойства которого соответствуют требованиям конкретного инструмента или конкретной области на поверхности инструмента. Например, поверхности режущих зубьев в шарошечных буровых долотах могут подвергаться достаточно высоким ударным воздействиям помимо фрикционных абразивных или размалывающих воздействий. Поэтому абразивный износостойкий материал 54, наносимый на поверхности режущих зубьев, может включать спеченные зерна 56 карбида вольфрама в более высоком процентном отношении для повышения ударной вязкости абразивного износостойкого материала 54. Калибрующие поверхности бурового долота, напротив, могут подвергаться относительно слабым ударным воздействиям, но зато сравнительно высоким фрикционным абразивным и размалывающим воздействиям. Поэтому абразивный износостойкий материал 54, наносимый на калибрующие поверхности бурового долота, может иметь более высокое процентное содержание литых гранул 58 карбида вольфрама для повышения твердости абразивного износостойкого материала 54.
Помимо нанесения на отдельные участки на поверхностях буровых долот и бурильного инструмента, подверженных износу, абразивные износостойкие материалы, в соответствии с вариантами осуществления изобретения, могут быть использованы для защиты конструктивных элементов или материалов буровых долот и бурильного инструмента, подверженных износу, включая приведенные выше в качестве примера.
Абразивный износостойкий материал 54 может быть использован для укрытия и защиты поверхностей границ раздела между любыми частями конструкции или элементами бурового долота или иного бурильного инструмента. Например, граница раздела между корпусом долота и периферийными областями износостойких вставок или иных вставок в корпусе долота может быть закрыта и защищена абразивным износостойким материалом 54. Кроме того, использование абразивного износостойкого материала 54 не ограничено только границами раздела между конструкциями или элементами, и он может быть использован в любом месте на любой поверхности бурового долота или бурильного инструмента, подверженной износу.
Абразивные износостойкие материалы, в соответствии с вариантами осуществления изобретения, например абразивный износостойкий материал 54, могут быть нанесены на выбранные поверхности бурового долота или бурильного инструмента с использованием различных известных технологий. Например, абразивный износостойкий материал, в соответствии с вариантами осуществления изобретения, в подготовленном для нанесения состоянии, может иметь вид сварочного электрода. Сварочный электрод может содержать сплошной, литой или экструдированный стержень, состоящий из абразивного износостойкого материала 54. В другом варианте сварочный электрод может содержать полую цилиндрическую трубку, выполненную из матричного материала 60 и заполненную множеством спеченных зерен 56 из карбида вольфрама и множеством литых гранул 58 из карбида вольфрама. Для нагревания по меньшей мере части сварочного электрода до температуры выше точки плавления матричного материала 60 может использоваться кислородно-ацетиленовая горелка или газовая горелка другого типа. За счет этого может быть снижена глубина диффузии атомов между матричным материалом 60 и спеченными зернами 56 карбида вольфрама и литыми гранулами 58 карбида вольфрама.
Скорость взаимного растворения матричного материала 60 и спеченных зерен 56 карбида вольфрама является по меньшей мере функцией температуры, при которой происходит растворение. Глубина взаимного растворения поэтому является по меньшей мере функцией как температуры, при которой это растворение происходит, так и продолжительности этого процесса. Таким образом, глубиной взаимного растворения матричного материала 60 и спеченных зерен 56 карбида вольфрама и литых гранул 58 карбида вольфрама можно управлять посредством точной регулировки температуры процесса.
Кислородно-ацетиленовая горелка может нагревать материалы до температур, превышающих 1200°C. Может быть полезно слегка оплавить поверхность бурового долота или бурильного инструмента, на которую должен наноситься абразивный износостойкий материал 54, перед нанесением на эту поверхность абразивного износостойкого материала 54. Например, кислородно-ацетиленовая горелка может быть поднесена непосредственно к поверхности бурового долота или бурильного инструмента для нагрева поверхности до температуры, достаточной для ее неглубокого оплавления. Сварочный электрод, включающий подготовленный для нанесения износостойкий материал, может быть, затем, приближен непосредственно к поверхности, и расстояние между горелкой и сварочным электродом может быть отрегулировано так, чтобы нагревать по меньшей мере часть сварочного электрода до температуры выше температуры плавления матричного материала 60, для расплавления матричного материала 60. Расплавленный матричный материал 60, по меньшей мере часть спеченных зерен 56 карбида вольфрама и по меньшей мере часть литых гранул 58 карбида вольфрама могут быть нанесены на поверхность бурового долота, и затвердевание расплавленного матричного материала 60 может происходить при управляемом охлаждении. Изменением скорости охлаждения можно управлять микроструктурой и физическими свойствами абразивного износостойкого материала 54.
В альтернативном варианте, абразивный износостойкий материал 54 может быть нанесен на поверхность бурового долота или бурильного инструмента с использованием дуговой сварки, например технологии плазменно-дуговой сварки. Например, матричный материал 60 может быть в форме порошка (мелкие частицы матричного материала 60). Множество спеченных зерен 56 карбида вольфрама и множество литых гранул 58 карбида вольфрама может быть смешано с порошковым матричным материалом 60 для получения подготовленного к нанесению износостойкого материала в форме порошковой смеси. Далее может быть использован аппарат для плазменно-дуговой сварки для нагревания по меньшей мере части подготовленного к нанесению износостойкого материала до температуры выше температуры плавления матричного материала 60, но менее примерно 1200°C, для расплавления матричного материала 60.
Другие технологии сварки, например сварка плавящимся электродом в инертном газе, сварка вольфрамовым электродом в инертном газе и сварка с использованием пламенного распыления, также могут быть использованы для нанесения абразивного износостойкого материала 54 на поверхность бурового долота или бурильного инструмента.
Абразивные износостойкие материалы, т.е., материалы твердосплавного упрочнения, пригодны для нанесения на корпус долота, выполненного из композитного материала "матрица-частицы" или так называемого "цементированного карбида". Далее приводится описание композитного материала "матрица-частицы", а также некоторая терминология, для облегчения понимания сущности изобретения.
Термин "зеленый", упомянутый в настоящем описании, означает неспеченный (используется далее).
Термин "неспеченный (зеленый) корпус долота" в настоящем описании означает неспеченную конструкцию, содержащую множество отдельных частиц, скрепляемых связующим материалом, при этом размеры и форма конструкции обеспечивают формирование из этой конструкции корпуса долота, подходящего для использования в долоте для бурения земных пород, в ходе последующего технологического процесса, включающего механическую обработку и уплотнение, но не сводящегося исключительно к этим технологиям.
Термин "частично спеченный (коричневый)" в настоящем описании означает частично спеченный.
Термин "частично спеченный (коричневый) корпус долота" в настоящем описании означает частично спеченную конструкцию, содержащую множество частиц, по меньшей мере некоторые из которых частично выращены вместе, с образованием по меньшей мере частичного соединения между соседними частицами, размеры и форма которой обеспечивают формирование из этой конструкции корпуса долота, пригодного для использования в долоте для роторного бурения подземной породы, в ходе последующего технологического процесса, включающего механическую обработку и уплотнение, но не сводящегося исключительно к этим технологиям. Частично спеченные корпуса долота могут быть сформированы посредством, например, частичного спекания неспеченного корпуса долота.
Используемый здесь термин "спекание" означает уплотнение порошкового компонента, включающее удаление по меньшей мере части пор между исходными частицами (сопровождаемое уменьшением объема), в сочетании со сцеплением и скреплением соседних частиц.
Используемый здесь термин "сплав [металла]" (где [металл] представляет собой любой металл) означает технически чистый [металл] в составе сплавов металла, в которых процентное содержание по массе [металла] превышает процентное содержание любого другого компонента сплава.
Используемый здесь термин "состав материала" означает химический состав и микроструктуру материала. Другими словами, материалы, имеющие одинаковый химический состав, но различную микроструктуру, считаются имеющими различный состав материала.
Используемый здесь термин "карбид вольфрама" означает материал с любым содержанием химических соединений вольфрама и углерода, например WC, W2C и комбинаций WC и W2C. Карбид вольфрама включает, например, литой карбид вольфрама, спеченный карбид вольфрама и макрокристаллический карбид вольфрама.
Долото 140 для роторного бурения, показанное на фиг.5, включает корпус 112 долота, по существу отформованный и состоящий из композитного материала "матрица-частицы". Буровое долото также может включать хвостовик (не показан), прикрепленный к корпусу 112 долота. Корпус 112 долота, однако, не включает стальное короночное кольцо, составляющее с ним единое целое, для соединения корпуса 112 долота с хвостовиком, как это обычно требуется при использовании пропитываемых материалов типа "матрица-частицы", описанных выше.
Композитный материал "матрица-частицы" корпуса 112 долота может включать множество твердых частиц, случайно распределенных по матричному материалу. Твердые частицы могут содержать алмазные или керамические материалы, например карбиды, нитриды, оксиды и бориды (включая карбид бора В4С). В частности, твердые частицы могут содержать карбиды или бориды, полученные из таких элементов, как W, Ti, Mo, Nb, V, Hf, Ta, Cr, Zr, Al и Si. В качестве примера, не ограничивающего изобретения, материалы, которые могут быть использованы для формирования твердых частиц, включают карбид вольфрама, карбид титана (TiC), карбид тантала (ТаС), диборид титана (TiB2), карбиды хрома, нитрид титана (TiN), двуокись алюминия (Al2O3), нитрид алюминия (AlN) и карбид кремния (SiC). Кроме того, могут использоваться комбинации различных твердых частиц для подбора физических свойств и характеристик композитного материала "матрица-частицы". Твердые частицы могут быть сформированы с использованием известных специалистам технологий. Большая часть материалов, подходящих для формирования твердых частиц, имеются на рынке, а получение остальных доступно специалистам.
Матричный материал 60 композитного материала "матрица-частицы" может включать, например, сплавы на основе кобальта, железа, никеля, никеля и железа, кобальта и никеля, железа и кобальта, алюминия, меди, магния и титана. Матричный материал может также быть выбран из технически чистых элементов, например кобальта, алюминия, меди, магния, титана, железа и никеля. В качестве примера, не ограничивающего изобретение, матричный материал может включать углеродистую сталь, легированную сталь, нержавеющую сталь, инструментальную сталь, марганцовистую сталь Хадфильда, суперсплавы никеля или кобальта и сплавы на основе железа или никеля с малым температурным расширением, например INVAR®. В настоящем описании термином "суперсплав" обозначаются сплавы на основе железа, никеля и кобальта, имеющие по меньшей мере 12 мас.% хрома. В качестве других примеров сплавов, которые могут быть использованы в качестве матричного материала, можно упомянуть аустенитные стали, суперсплавы на основе никеля, например, INCONEL® 625М или Rene 95, и сплавы типа INVAR®, обладающие коэффициентом температурного расширения, близким к коэффициенту температурного расширения твердых частиц, используемых в композитном материале "матрица-частицы". Согласование коэффициентов температурного расширения матричного материала и твердых частиц позволяет уменьшить остроту проблемы остаточных напряжений и термической усталости. Другим примером подходящего матричного материала может служить аустенитная марганцовистая сталь Хадфильда (железо с примерно 12 мас.% марганца и 1,1 мас.% углерода).
В вариантах осуществления изобретения композитный материал "матрица-частицы" может содержать множество частиц карбида вольфрама - 400 меш по ASTM (стандарт Американского общества по испытанию материалов). В настоящем описании, выражение "частицы - 400 меш по ASTM" означает частицы, которые проходят через сито USA №400 согласно стандарту ASTM, как это указано в спецификации ASTM E-11-04 под названием "Технические нормативы для проволочной ткани и сеток для целей тестирования". Такие частицы карбида вольфрама могут иметь диаметр примерно менее 38 микрон. Матричный материал может включать сплав металла, примерно 50 мас.% которого составляет кобальт и 50 мас.% - никель. Такие частицы карбида вольфрама могут составлять примерно от 60 до 95 мас.% композитного материала "матрица-частицы", а сам матричный материал может составлять примерно от 5 до 40 мас.% композитного материала "матрица-частицы". Более точно, частицы карбида вольфрама могут составлять примерно от 70 до 80 мас.% композитного материала "матрица-частицы", а матричный материал может составлять примерно от 20 до 30 мас.% композитного материала "матрица-частицы".
В другом предпочтительном варианте осуществления настоящего изобретения композитный материал "матрица-частицы" может включать множество частиц карбида вольфрама - 635 меш по ASTM. В данном описании выражение "частицы - 635 меш по ASTM" означает частицы, которые проходят через сито USA №635 согласно стандарту ASTM, как это указано в спецификации ASTM E11-04 под названием "Технические нормативы для проволочной ткани и сеток для целей тестирования". Такие частицы карбида вольфрама могут иметь диаметр менее примерно 20 микрон. Матричный материал может содержать сплав металла на основе кобальта, содержащий по существу технически чистый кобальт. Например, содержание кобальта в таком матричном материале может превышать примерно 98 мас.%. При этом частицы карбида вольфрама могут составлять примерно от 60 до 95 мас.% композитного материала "матрица-частицы", а матричный материал может составлять примерно от 5 до 40 мас.% композитного материала "матрица-частицы".
На фиг.24А-24Д приведена иллюстрация способа формования корпуса долота, используемого в соответствии с вариантами осуществления изобретения, приведенными выше. Корпус долота, например корпус 200 долота, показанный на фиг.20, по существу отформован и состоит из композитного материала "матрица-частицы". Способ формования обычно включает подготовку порошковой смеси, прессование порошковой смеси для формирования неспеченного корпуса, и по меньшей мере частичное спекание порошковой смеси.
Как показано на фиг.24А, порошковая смесь 78 может прессоваться при по существу изостатическом давлении в пресс-форме или контейнере 80. Порошковая смесь 78 может включать множество описанных выше твердых частиц и множество частиц, содержащих матричный материал, также описанный ранее. В варианте осуществления порошковая смесь 78 также может включать добавки, обычно используемые при прессовании порошковых смесей, например, связующие вещества для смазки при прессовании и обеспечения конструктивной прочности спрессованного порошкового компонента, пластификаторы для повышения пластичности связующего вещества и смазывающие или уплотняющие добавки для снижения трения между частицами.
Контейнер 80 может включать влагонепроницаемый деформируемый элемент 82. Например, влагонепроницаемый деформируемый элемент 82 может представлять собой по существу цилиндрический мешок, содержащий деформируемый полимерный материал. Контейнер 80 также может включать герметизирующую плиту 84, которая по существу может обладать жесткостью. Деформируемый элемент 82 может быть выполнен из, например, эластомера, например резины, синтетического каучука, силикона или полиуретана. Деформируемый элемент может быть заполнен порошковой смесью 78, которая при воздействии вибрации равномерно распределяется внутри деформируемого элемента 82. Внутри деформируемого элемента 82 может быть установлен по меньшей мере один вытесняющий вкладыш или вставка 86 для формования элементов корпуса долота, например, продольного отверстия 15 (см. фиг.6). В другом варианте вставка 86 может не использоваться, а продольное отверстие 15 может формироваться обычной механической обработкой на следующих этапах изготовления. Затем к деформируемому элементу 82 может быть прикреплена, либо присоединена герметизирующая плита 84, обеспечивающая между ними влагонепроницаемое уплотнение.
Контейнер 80 (вместе с находящимися внутри порошковой смесью 78 и нужными вставками 86) может быть помещен в камеру 90 давления. Для обеспечения доступа внутрь камеры 90 давления может использоваться съемная крышка 91. Текучая среда (которая может быть по существу несжимаемой), например вода, масло или газ (например, воздух или азот), нагнетается под высоким давлением через отверстие 92 посредством насоса (не показан). Под действием высокого давления текучей среды происходит деформация стенок деформируемого элемента 82. Давление текучей среды может передаваться порошковой смеси 78 по существу равномерно. Давление внутри камеры 90 давления при изостатическом прессовании может превышать 35 МПа (примерно 5000 фунтов/кв.дюйм). Более точно, давление внутри камеры 90 давления при изостатическом прессовании может превышать примерно 138 МПа (примерно 20000 фунтов/кв.дюйм). В других способах для уплотнения порошковой смеси 78 внутри контейнера 80 может создаваться вакуум, а к наружной поверхности контейнера 80 может прикладываться давление более примерно 0,1 МПа (примерно 15 фунтов/кв.дюйм, например атмосферное). Изостатическим прессованием порошковой смеси 78 может быть отформован компонент из неспеченного порошка или неспеченный корпус 94 долота, показанный на фиг.24Б, который после прессования может быть извлечен из камеры 90 давления и контейнера 80.
В другом способе прессования порошковой смеси 78 для формования неспеченного корпуса 94 долота, показанного на фиг.24Б, порошковая смесь 78 может прессоваться, например, посредством одноосного пресса в пресс-форме (не показана) с использованием пуансона с механическим или гидравлическим приводом, методами, известными специалистам в области порошкового прессования.
Неспеченный корпус 94 долота, показанный на фиг.24Б, может включать множество частиц (твердых частиц и частиц матричного материала), скрепленных связующим материалом, введенным в порошковую смесь 78 (см. фиг.24А), как было показано ранее. Определенные элементы конструкции могут быть выполнены в неспеченном корпусе 94 долота обычными способами механической обработки, включая, например, токарную, фрезерную обработку и сверление. Также может быть использован и ручной инструмент для формирования или придания формы элементам в неспеченном корпусе 94 долота или на нем, посредством ручной обработки. В качестве примера, не ограничивающего изобретение, лопасти 114, промежутки 116 для выноса бурового шлама (см. фиг.20) и поверхность 96 могут быть подвергнуты механической обработке или сформированы иным способом в неспеченном корпусе 94 долота для формирования неспеченного корпуса 98 долота нужного профиля, показанного на фиг.24В.
Профилированный неспеченный корпус 98 долота, показанный на фиг.24В, может быть по меньшей мере частично спечен для получения частично спеченного корпуса 102 долота, показанного на фиг.24Г, плотность которого ниже, чем требуемая конечная плотность. Перед частичным спеканием профилированного неспеченного корпуса 98 долота, он может быть подвергнут воздействию умеренно повышенной температуры и давления для выжигания или удаления любых летучих добавок, которые были включены в порошковую смесь 78 (см. фиг.24А), как это было описано выше. Кроме того, профилированный неспеченный корпус 98 долота может быть подвергнут подходящему атмосферному воздействию, способствующему удалению таких добавок. Такая атмосфера может включать, например, водород при температуре примерно 500°C.
Частично спеченный корпус 102 долота, благодаря остаточной пористости, по существу пригоден для механической обработки. В частично спеченном корпусе 102 долота механической обработкой могут быть выполнены определенные конструктивные элементы, с использованием обычных способов механической обработки, включая, например, токарную, фрезерную обработку и сверление. Также может быть использован и ручной инструмент для формирования или придания формы элементам в частично спеченном корпусе 102 долота или на нем, посредством ручной обработки. Для облегчения механической обработки частично спеченного корпуса 102 долота может быть использован инструмент, включающий сверхтвердые покрытия и вставки. Кроме того, на механически обрабатываемые поверхности частично спеченного корпуса 102 долота могут быть нанесены покрытия материалов для снижения сколов на частично спеченном корпусе 102 долота. Такие покрытия могут включать закрепляющие составы или иные полимерные материалы.
В качестве примера, не ограничивающего изобретение, посредством механической обработки или иным способом в частично спеченном корпусе 102 долота могут быть выполнены внутренние каналы 119 для текучей среды, гнезда 36 и опорные элементы (не показаны), для формирования профилированного частично спеченного корпуса 106 долота, показанного на фиг.24Д. Кроме того, если буровое долото должно включать несколько режущих элементов, интегрально сформированных с корпусом 112 долота, то эти режущие элементы могут быть помещены внутри гнезд 36, сформированных в частично спеченном корпусе 102 долота. При последующем спекании частично спеченного корпуса 102 долота, режущие элементы оказываются прикрепленными к корпусу 112 долота и образуют с ним единое целое.
Профилированный частично спеченный корпус 106 долота, показанный на фиг.24Д, затем может быть подвергнут окончательному спеканию для достижения требуемой конечной плотности и получения упомянутого ранее корпуса 112 долота, показанного на фиг.20. Поскольку спекание сопряжено с уплотнением и удалением пористости в конструкции, спекаемая конструкция в процессе спекания дает усадку. Усадка линейных размеров конструкции в процессе спекания до требуемой конечной плотности может составлять от 10% до 20% относительно неспеченного состояния. В результате, должно учитываться уменьшение размеров и приниматься во внимание при проектировании инструмента (пресс-форм и др.) или при механической обработке элементов в не полностью спеченных конструкциях.
При проведении всех процессов спекания и частичного спекания для фиксации положения некоторых частей корпуса долота и сохранения нужной формы и размеров в процессе уплотнения могут использоваться жаропрочные конструкции или вытесняющие вкладыши. Такие вытесняющие вкладыши могут использоваться, например, для сохранения размеров и геометрии гнезд 36 и внутренних каналов 119 для текучей среды в процессе спекания. Подобные жаропрочные конструкции могут быть выполнены из, например, графита, диоксида кремния или оксида алюминия. Использование вытесняющих вставок из оксида алюминия вместо графитовых вытесняющих вставок может быть предпочтительным, поскольку оксид алюминия обладает меньшей химической активностью по сравнению с графитом, что снижает диффузию атомов в процессе спекания. Кроме того, на жаропрочные конструкции могут быть нанесены покрытия, например оксида алюминия, нитрида бора, нитрида алюминия или иных производимых промышленностью материалов, для предотвращения диффузии атомов углерода и других веществ в корпус долота при уплотнении.
В других способах неспеченный корпус 94 долота, показанный на фиг.24Б, может быть частично спечен для формирования частично спеченного корпуса долота без предварительной механической обработки, а вся необходимая механическая обработка может быть выполнена на частично спеченном корпусе долота перед окончательным спеканием частично спеченного корпуса долота до требуемой конечной плотности. В альтернативном варианте, вся необходимая механическая обработка может быть выполнена на неспеченном корпусе 94 долота, показанном на фиг.24Б, который затем может быть подвергнут окончательному спеканию до требуемой конечной плотности.
Описанные здесь процессы спекания могут включать обычное спекание в вакуумной печи, спекание в вакуумной печи с дальнейшим обычным горячим изостатическим прессованием, и спекание, непосредственно за которым следует изостатическое прессование при температурах, близких к температуре спекания (часто называется HIP-спекание (HIP - hot isostatic pressing - горячее изостатическое прессование)). Кроме того, описанные здесь процессы спекания могут включать спекание в фазе, находящейся ниже линии плавления на диаграмме состояния сплавов. Другими словами, процесс спекания может проводиться при температурах близких, но не достигающих линии плавления на фазовой диаграмме матричного материала. Например, описанные здесь процессы спекания могут быть проведены с использованием ряда различных способов, известных специалистам, например процесса Быстрого Изотропного Уплотнения (ROC - от англ. rapid omnidirectional compaction), процесса Ceracon™, горячего изостатического прессования (HIP), или модификаций этих процессов.
В качестве примера, ROC-процесс спекания прессованной заготовки из неспеченного порошка в общих чертах включает предварительное спекание прессованной заготовки из неспеченного порошка при сравнительно низкой температуре с тем, чтобы достичь ее прочности, достаточной для манипуляций с этой прессованной порошковой заготовкой. Полученная частично спеченная заготовка обертывается материалом, например графитовой фольгой, герметично закрывающей частично спеченную заготовку. Обернутая частично спеченная заготовка помещается в контейнер, заполненный частицами керамики, полимера или стекла, имеющих температуру плавления по существу ниже температуры плавления матричного материала в частично спеченной заготовке. Контейнер нагревается до требуемой температуры спекания, превышающей температуры плавления частиц керамики, полимера или стекла, но ниже температуры фазового перехода "твердое тело-жидкость" матричного материала в частично спеченной заготовке. Нагретый контейнер с расплавленным керамическим, полимерным или стеклянным материалом (и погруженной в них частично спеченной заготовкой) помещается в механический или гидравлический пресс, например кузнечный пресс, который используется для приложения давления к расплавленному керамическому или полимерному материалу. Изостатические давления внутри расплавленного керамического, полимерного или стеклянного материала способствуют уплотнению и спеканию частично спеченной заготовки при повышенных температурах в контейнере. Расплавленная керамика, полимер или стекло служат для передачи давления и тепла к частично спеченной заготовке. Таким образом, расплавленные керамика, полимер или стекло выступают в качестве среды, передающей давление, через которую давление прикладывается к заготовке при ее спекании. После снятия давления и охлаждения, спеченная конструкция извлекается из керамики, полимера или стекла. Более подробное описание ROC-процесса и необходимого для него оборудования приводится патентами US 4094709, 4233720, 4341557, 4526748, 4547337, 4526990, 4596694, 4597730, 4656002, 4744943 и 5232522.
Процесс Ceracon™, аналогичный описанному ROC-процессу, также может быть приспособлен для использования в настоящем изобретении для окончательного спекания частично спеченный конструкций до конечной плотности. В процессе Ceracon™ частично спеченная конструкция покрывается керамическим покрытием, например оксидом алюминия, оксидом циркония или оксидом хрома. Могут быть использованы и другие аналогичные твердые, в основном инертные, удаляемые защитные покрытия. Частично спеченная конструкция с покрытием полностью уплотняется, благодаря передаче по меньшей мере по существу изостатического давления на покрытую частично спеченную конструкцию, с использованием керамических частиц вместо текучей среды, как в ROC-процессе. Более подробное описание процесса Ceracon™ приведено в US 4499048.
Более того, в вариантах осуществления изобретения, в которых в корпусе долота из композита "матрица-частицы" используется карбид вольфрама, описанные здесь процессы спекания также могут включать цикл управления содержанием углерода, направленный на улучшение стехиометрии материала карбида вольфрама. В качестве примера, не ограничивающего изобретение, если материал карбида вольфрама включает WC, описанный здесь процесс спекания может включать воздействие на материал карбида вольфрама газовой смесью, включающей водород и метан при повышенной температуре. Например, материал карбида вольфрама может быть подвергнут воздействию потока газов, включающих водород и метан при температуре примерно 1000°C. Способ управления содержанием углерода в карбидах описан в US 4579713.
Изготовление корпуса 112 долота заканчивается присоединением к нему хвостовика (не показан), например резьбовой соединительной части АНИ, упомянутой выше. Для присоединения хвостовика к корпусу 112 долота может быть использовано несколько различных способов, описанных в патентной заявке US 11/272439. Корпус 112 долота, содержащий композитные материалы "матрица-частицы" и прикрепленный к нему абразивный износостойкий материал твердосплавного упрочнения, обладает большей устойчивостью к абразивным внешним воздействиям при бурении подземных пластов.
В то время как настоящее изобретение было описано здесь на примере конкретных предпочтительных вариантов осуществления, для специалистов должно быть понятно, что оно только этими вариантами не ограничивается. Напротив, в предпочтительных вариантах осуществления могут быть сделаны многочисленные добавления, изъятия и модификации, не выходящие за пределы области изобретения, определяемой приведенной ниже формулой. Кроме того, признаки одного варианта осуществления могут быть скомбинированы с признаками другого варианта осуществления, оставаясь в пределах области притязаний изобретения. Более того, изобретение может быть применено в буровых и керновых долотах, имеющих отличающиеся и различные профили долота, и типы режущих элементов.
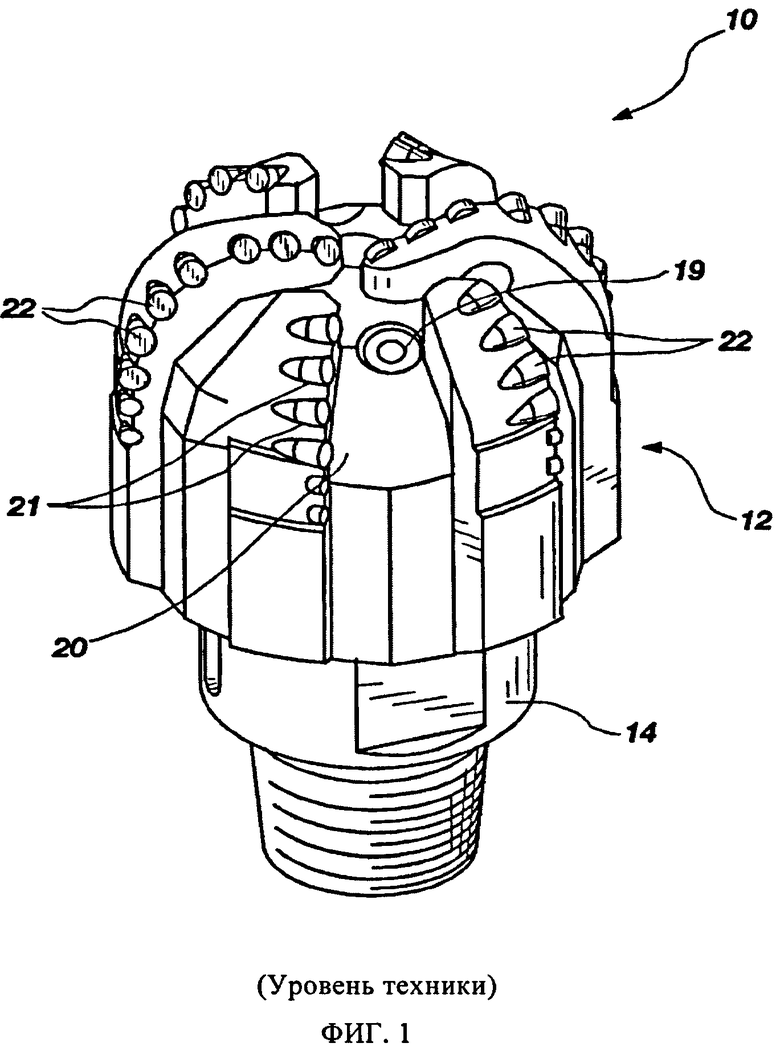
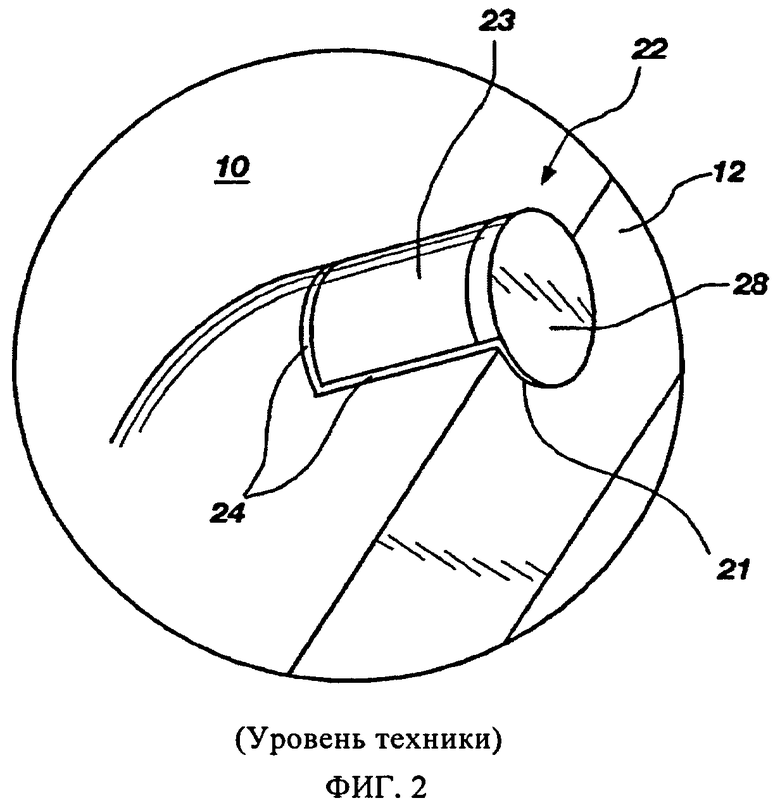
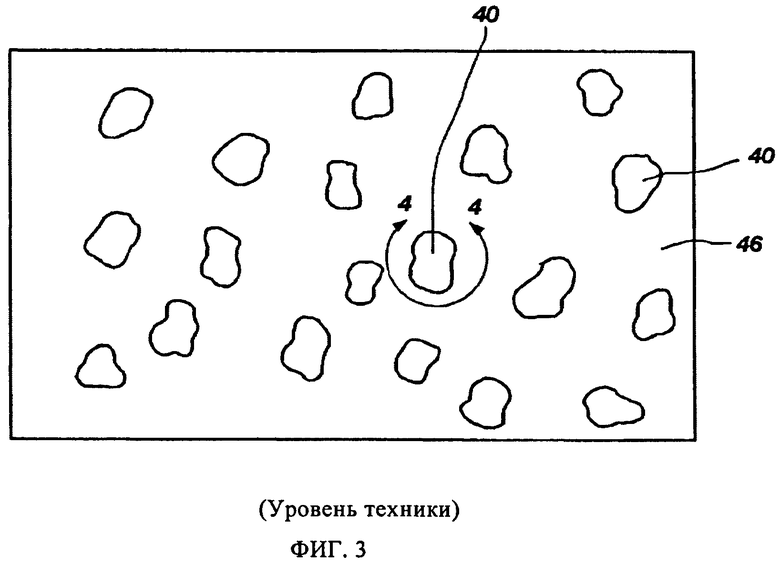
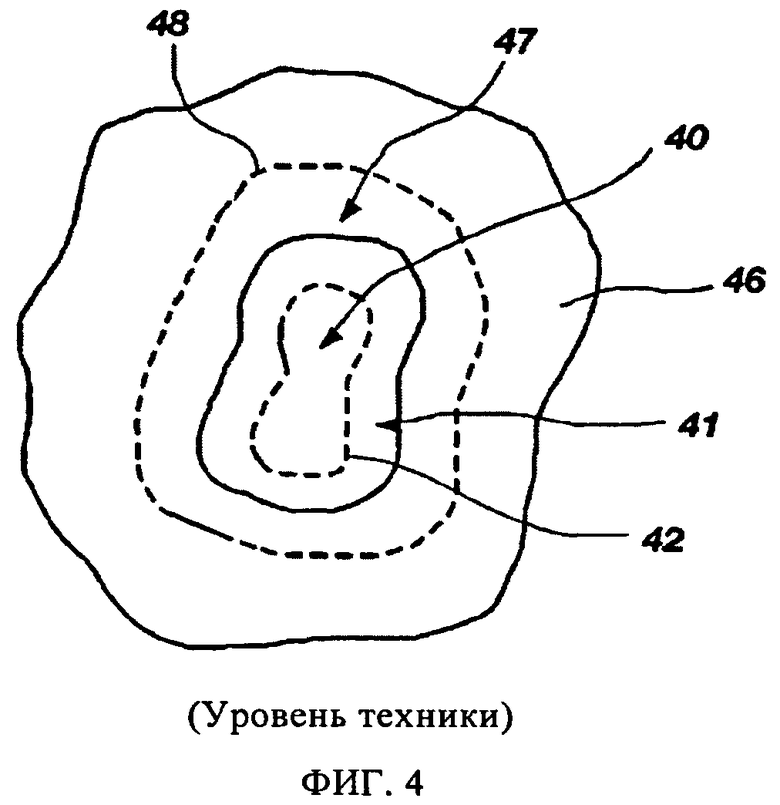

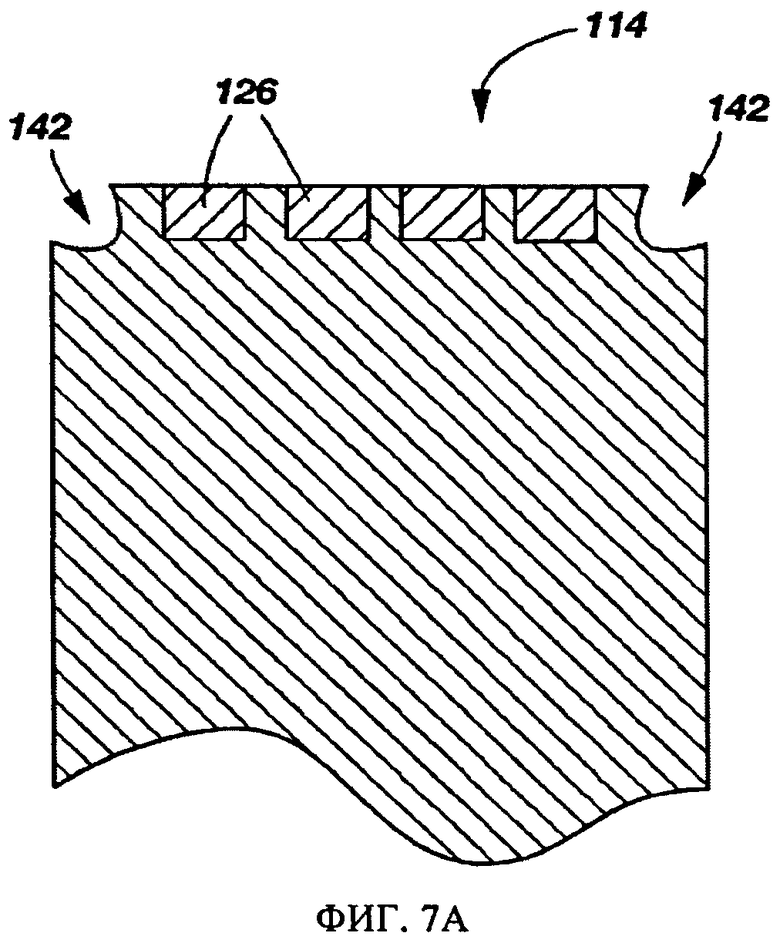
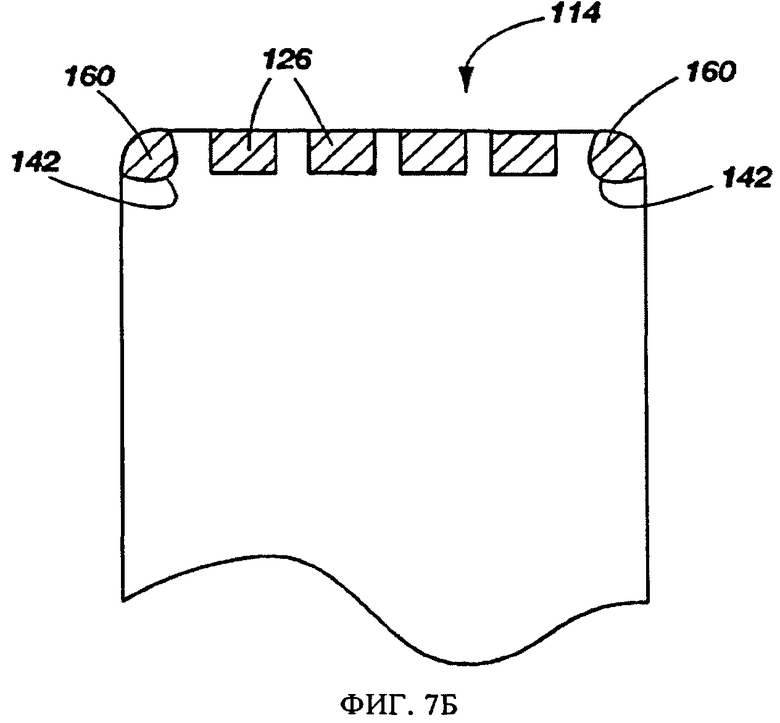
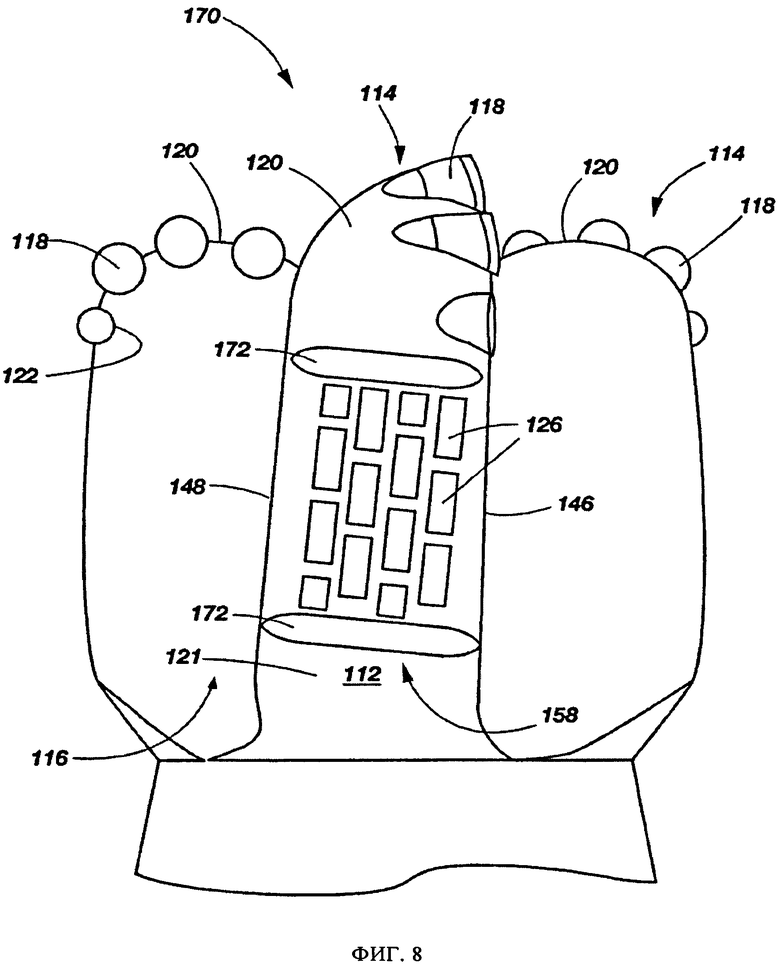
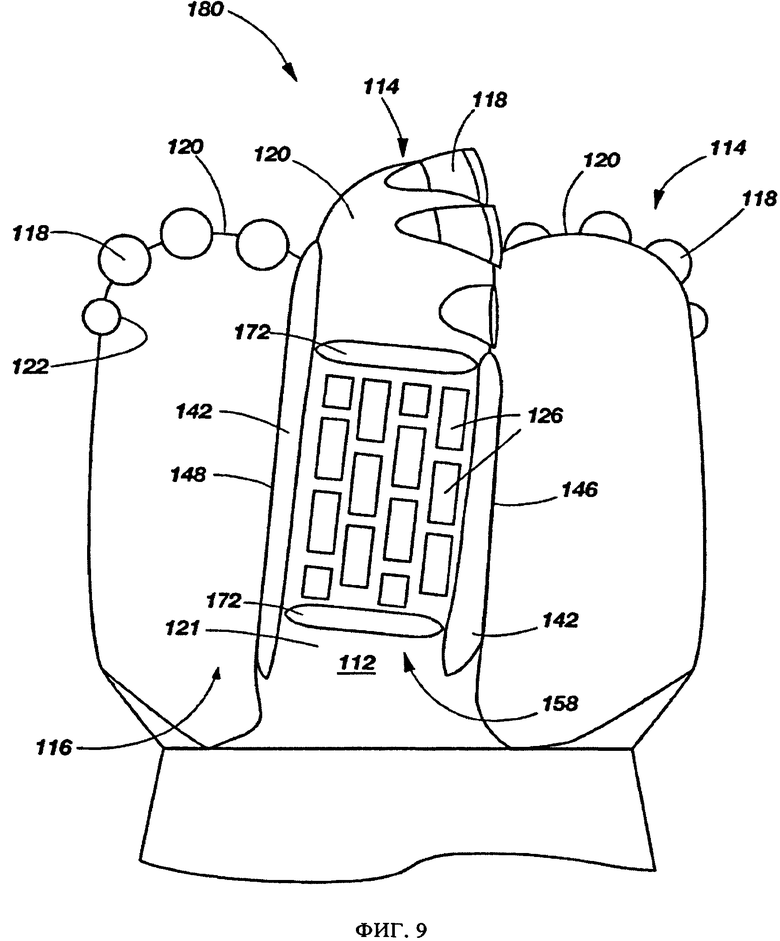
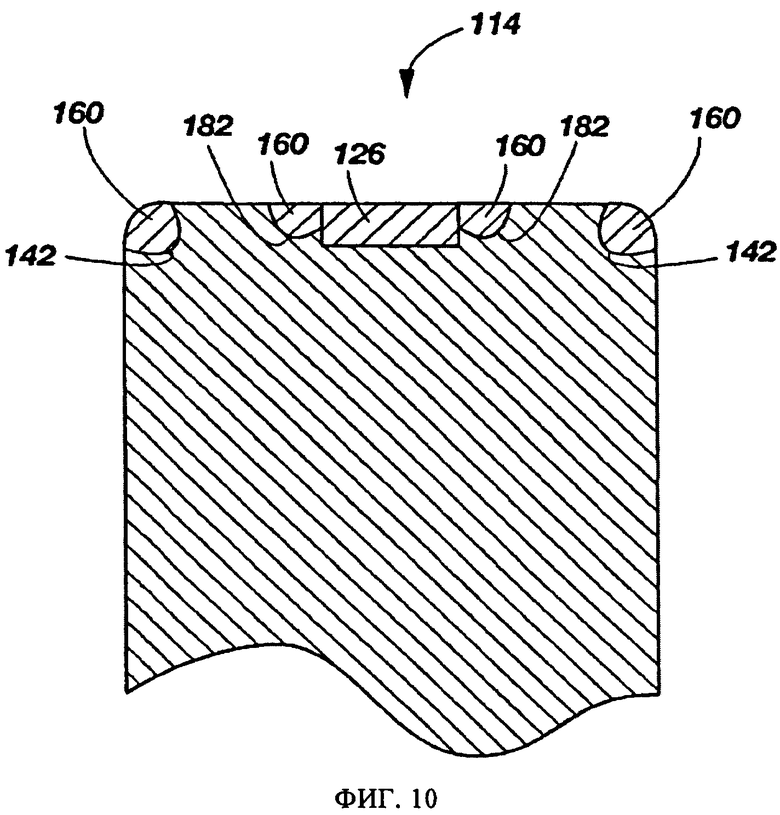

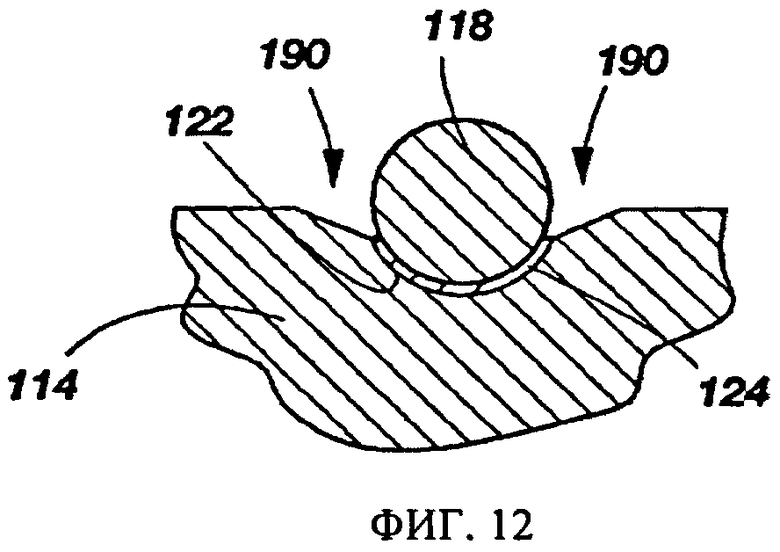
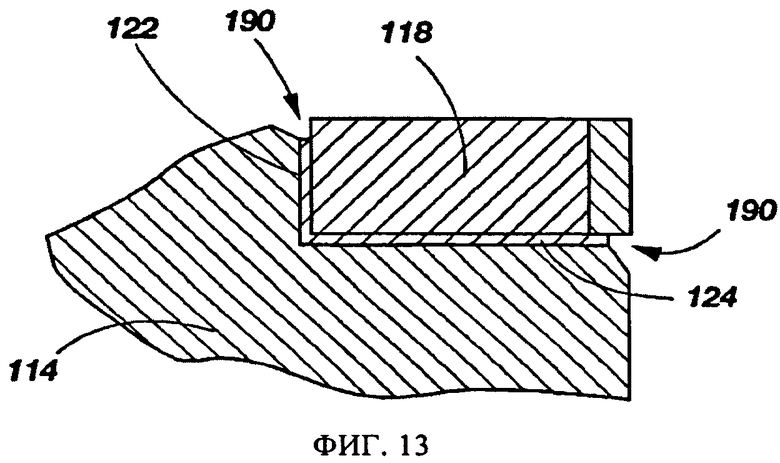
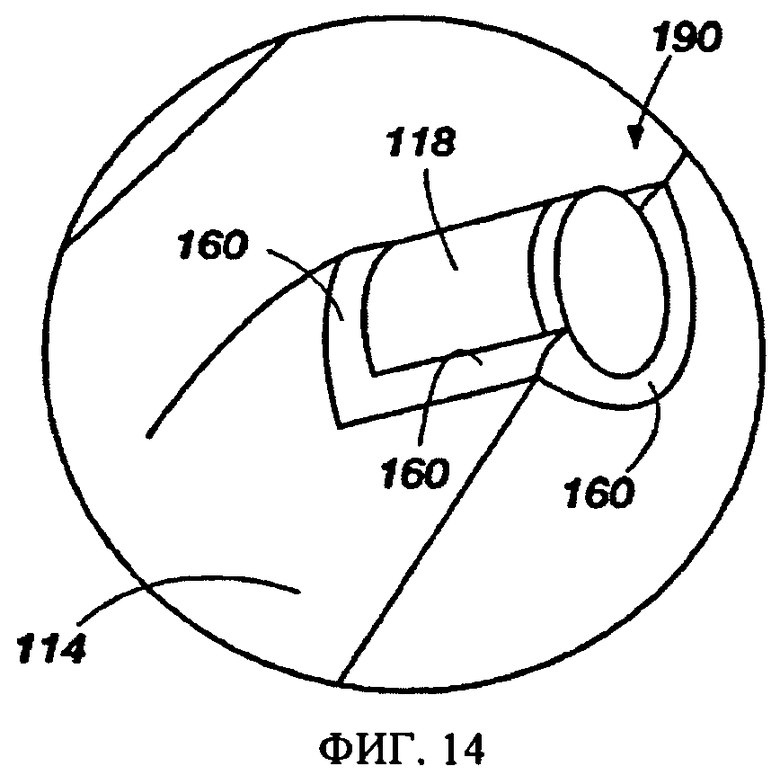
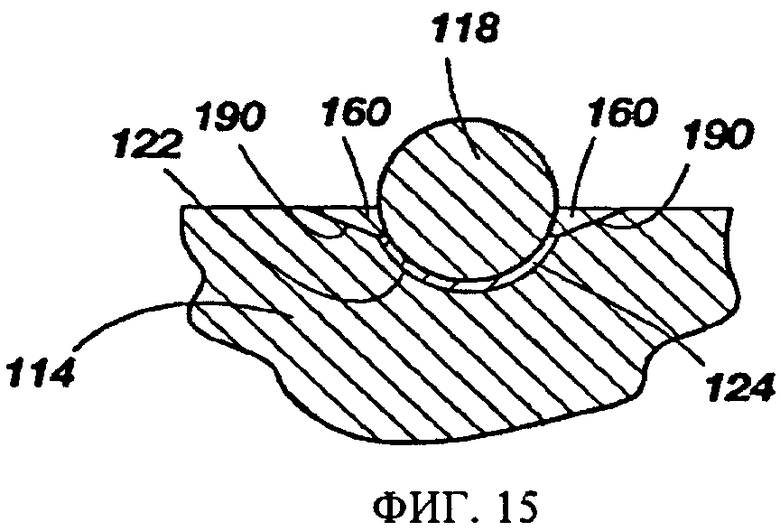
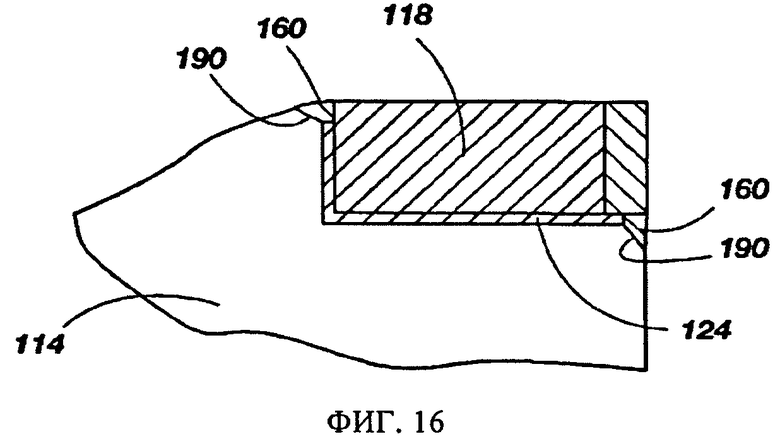
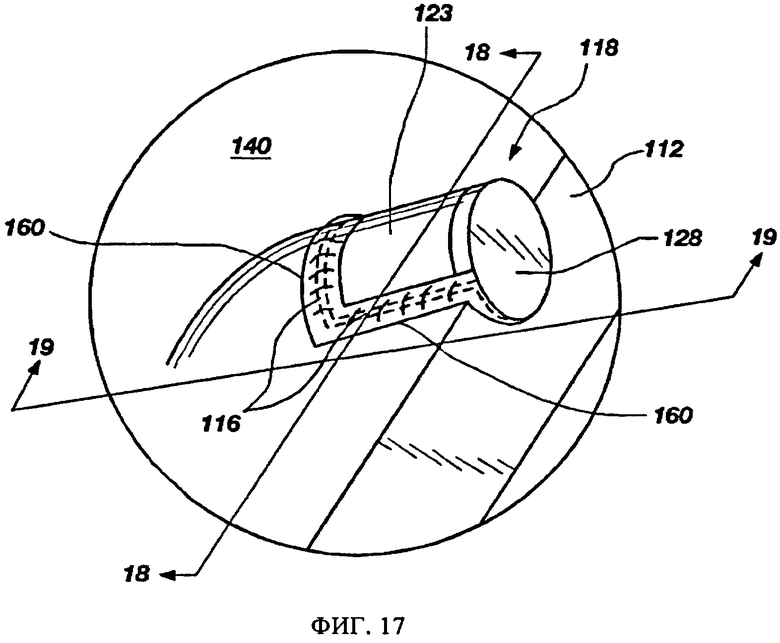
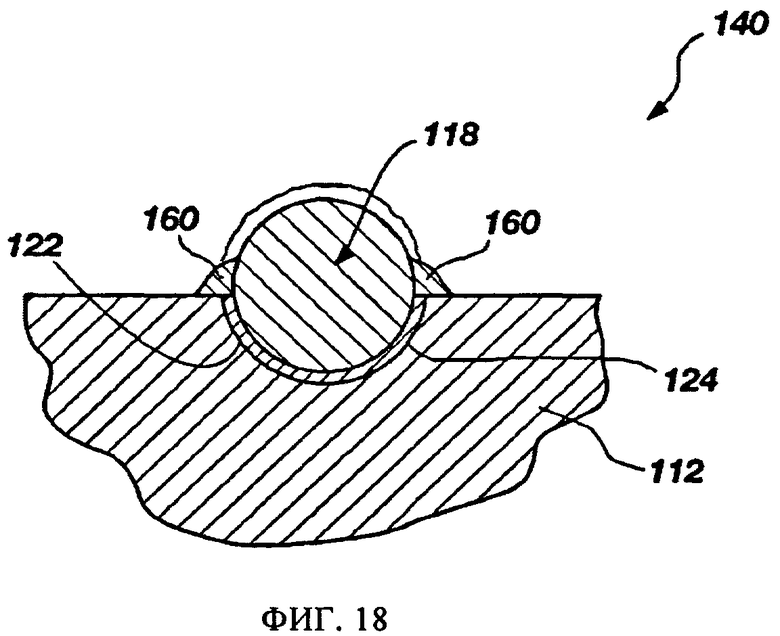
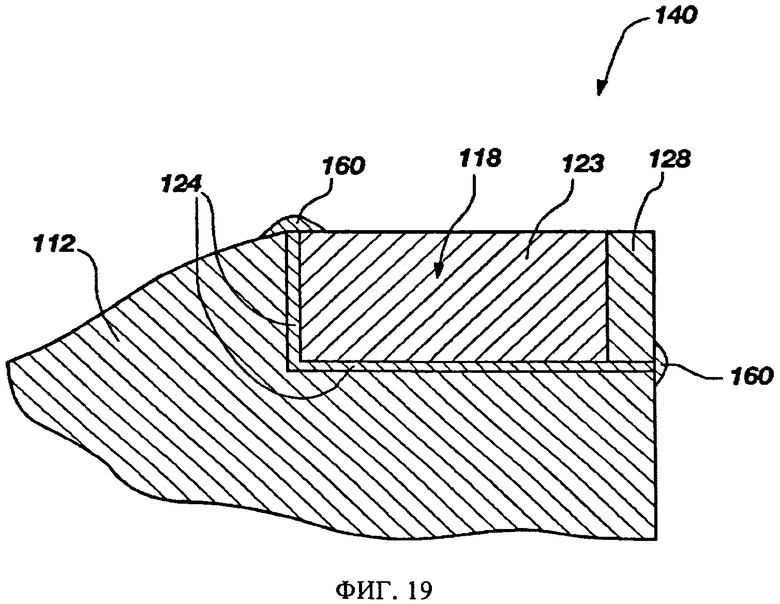
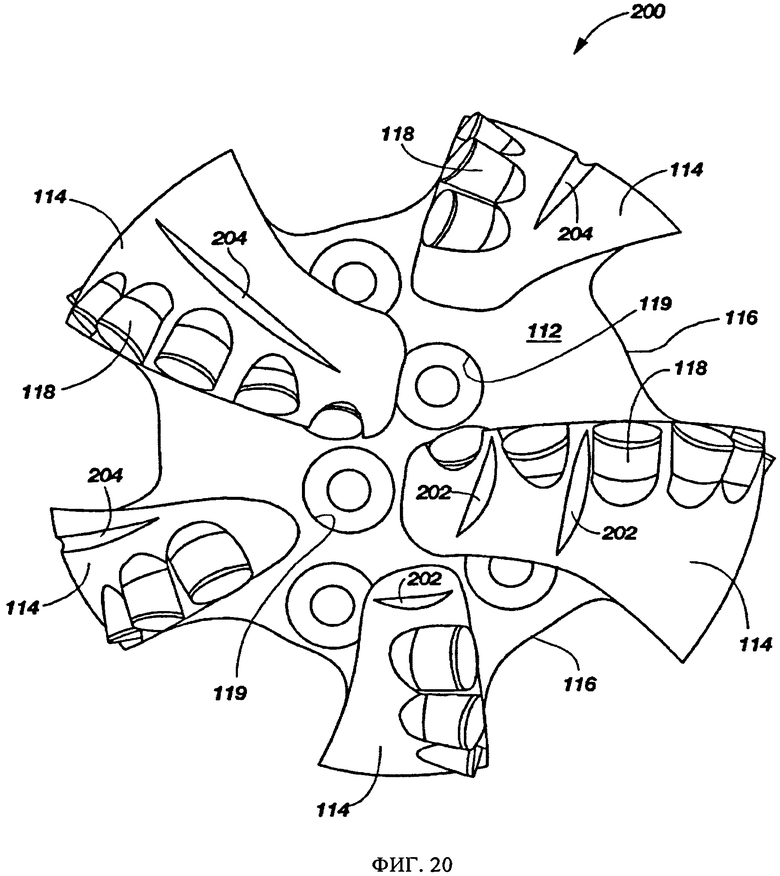
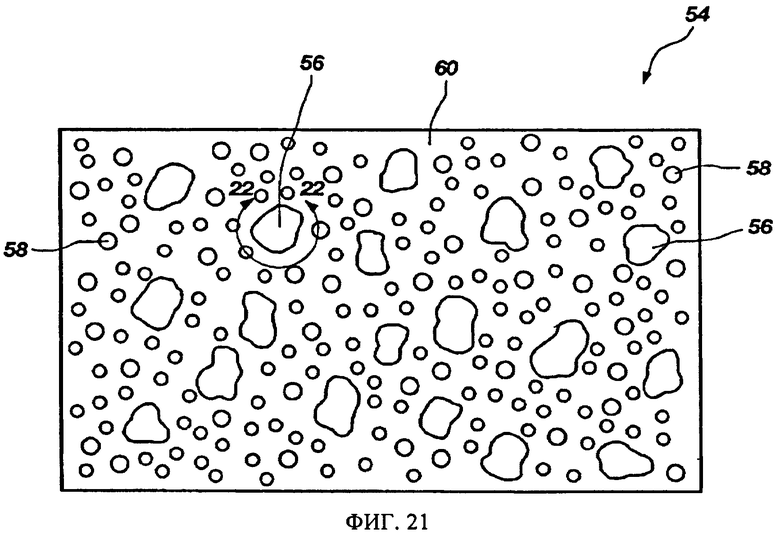
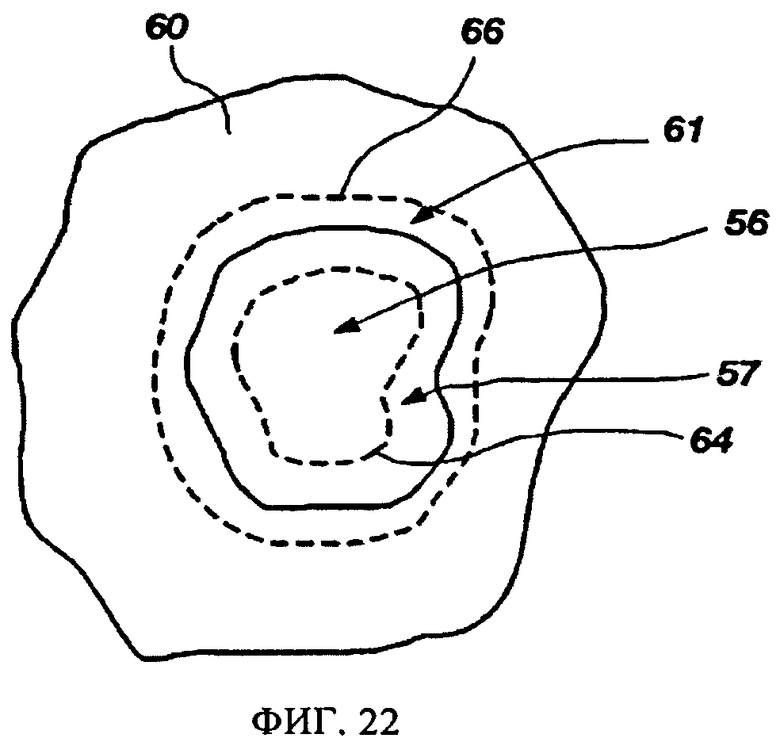
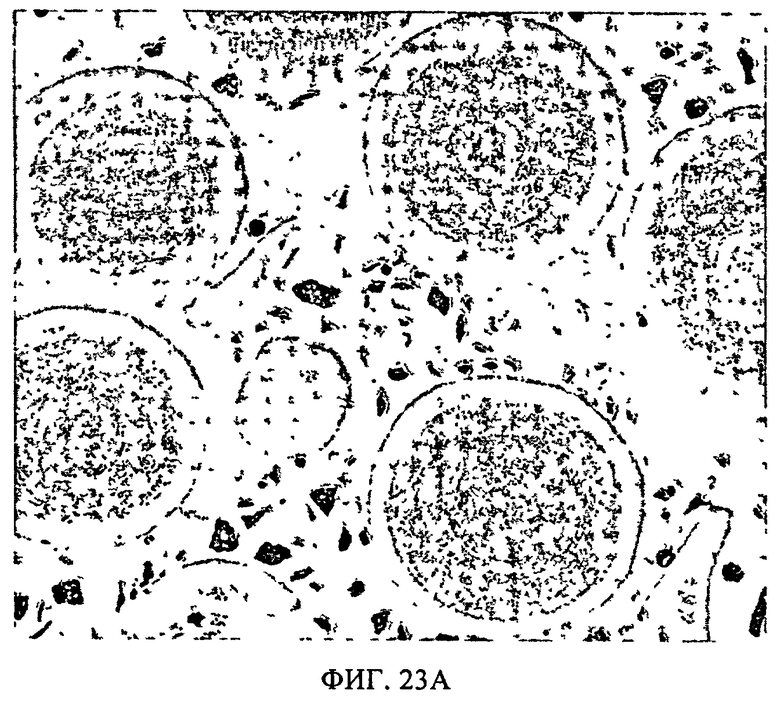
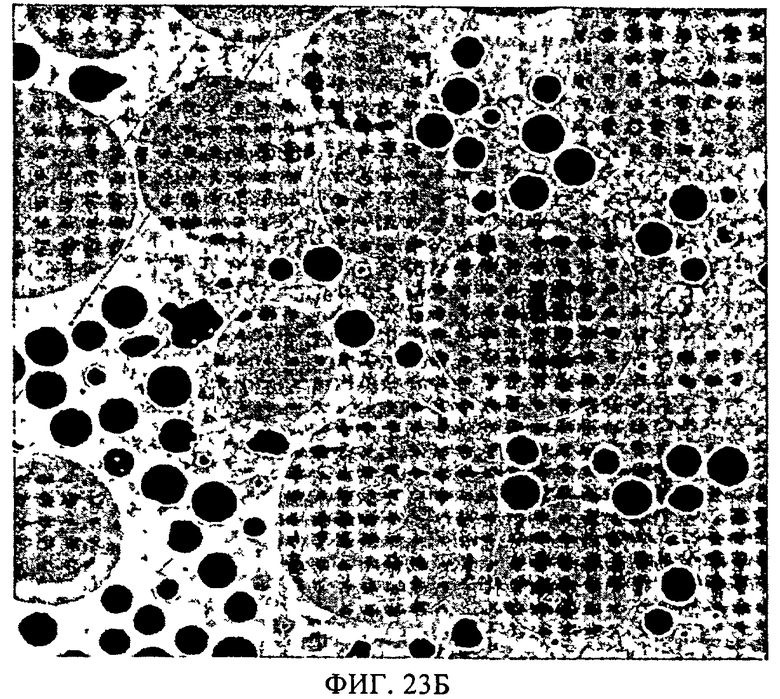
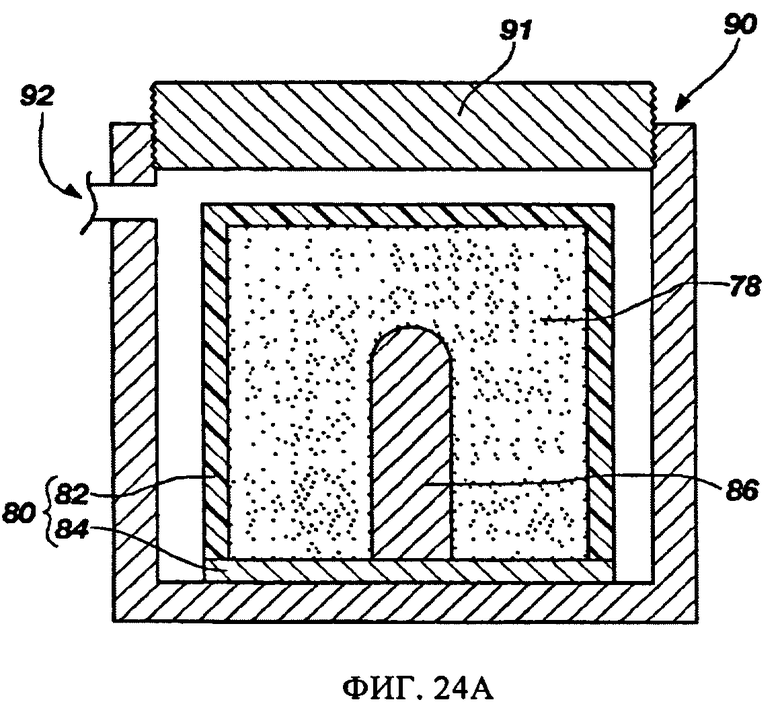
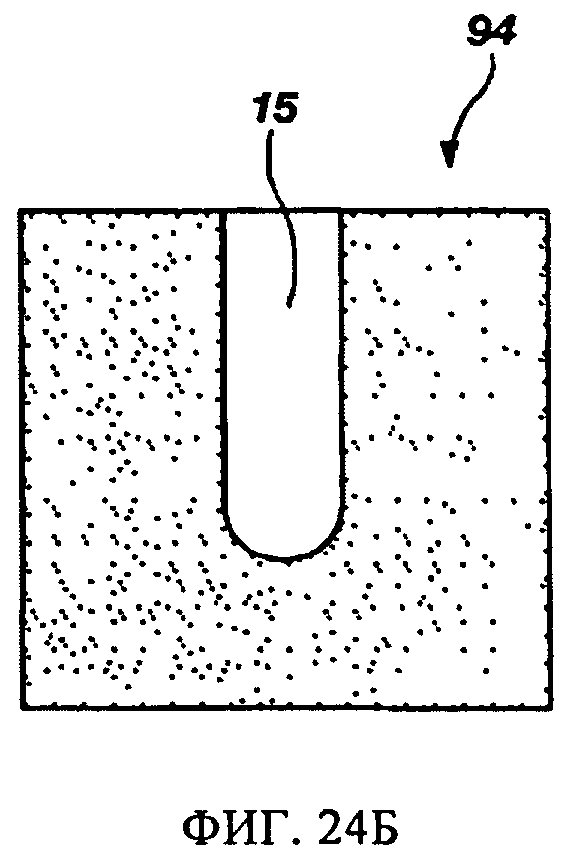
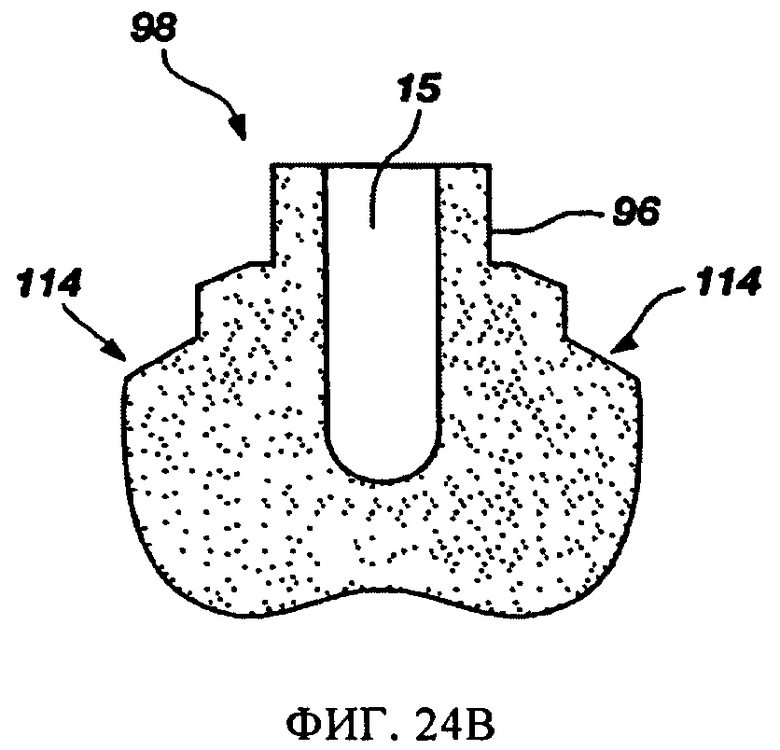
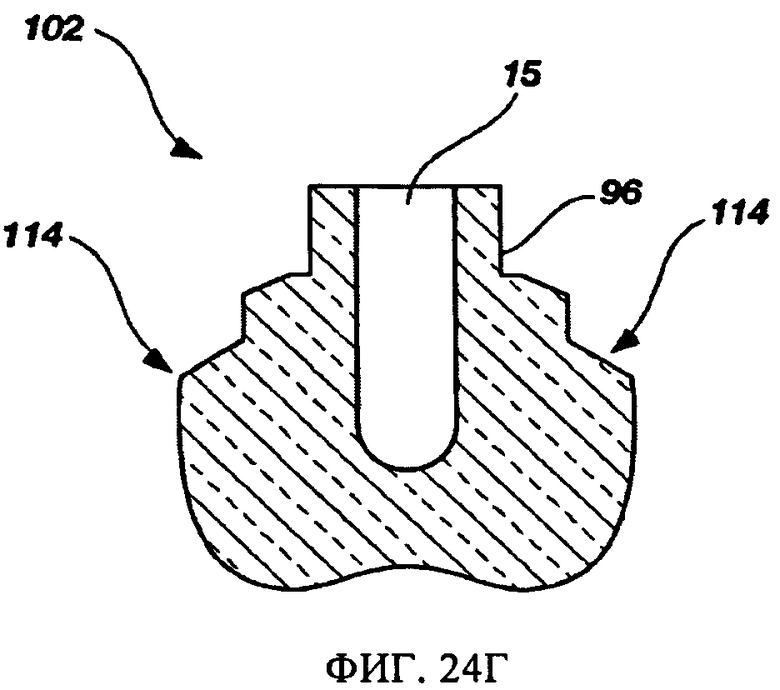
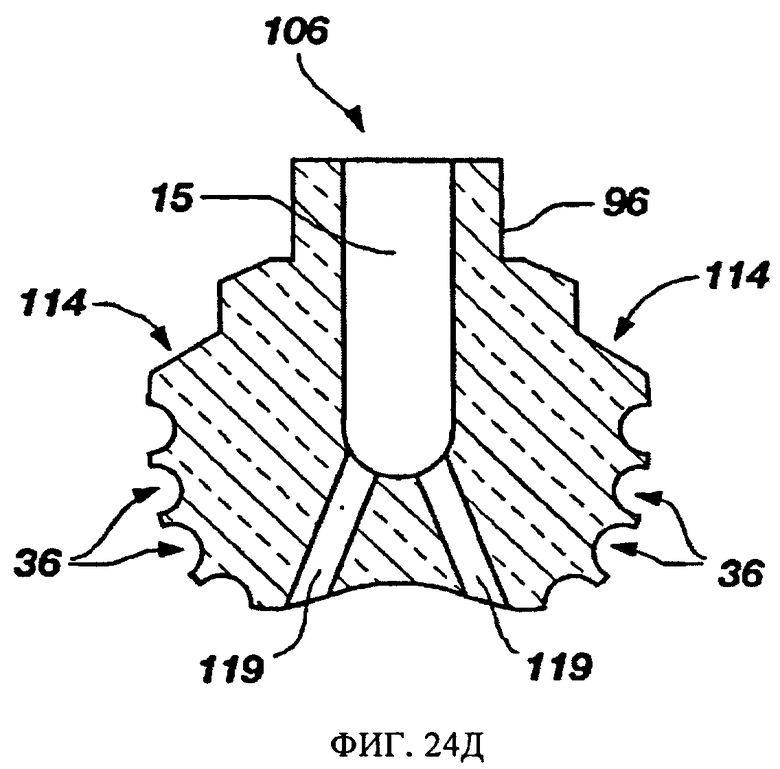
Изобретение относится к буровым долотам для бурения подземных пород. Долото включает корпус, в основном сформированный из непропитанного композитного материала "матрица-частицы" и имеющий наружную поверхность. По меньшей мере, на части поверхности корпуса размещен абразивный износостойкий материал. При этом данный материал получен путем нанесения композиции, содержащей: матричный материал, составляющий примерно от 2 до 5 мас.ч. на 10 частей подготовленных к нанесению материалов, содержащий по меньшей мере 75 мас.% никеля и имеющий температуру плавления менее примерно 1460°С; множество спеченных зерен карбида вольфрама -10 меш по ASTM, по существу случайно распределенных по матричному материалу и составляющих примерно от 3 до 5,5 мас.ч. композиции, причем каждое спеченное зерно карбида вольфрама содержит множество частиц карбида вольфрама, скрепленных связующим сплавом, имеющим температуру плавления более примерно 1200°С; и множество литых гранул карбида вольфрама -18 меш по ASTM, по существу случайно распределенных по матричному материалу и составляющих менее примерно 3,5 мас.ч. композиции. Технический результат - повышение прочности долота и его стойкости к разрушению. 2 н. и 19 з.п. ф-лы, 24 ил.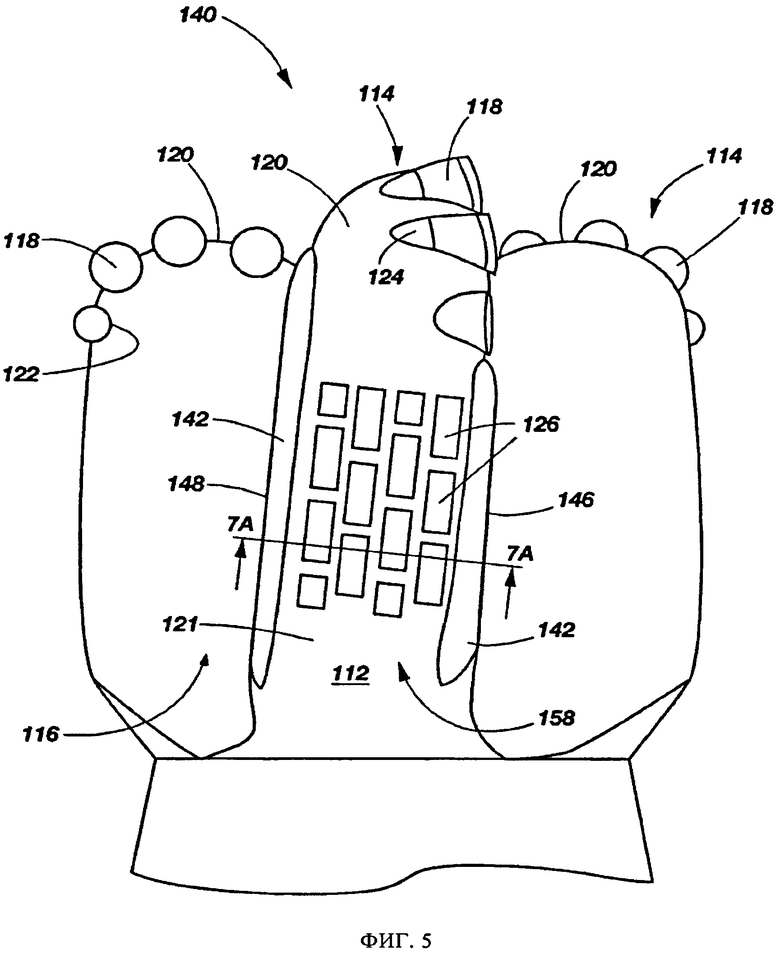
1. Долото для роторного бурения по меньшей мере одной подземной формации, включающее корпус долота из спеченного материала, в основном сформированный из непропитанного композитного материала "матрица-частицы" и имеющий наружную поверхность, на по меньшей мере части которой размещен абразивный износостойкий материал, полученный путем нанесения композиции, содержащей:
матричный материал, составляющий примерно от 2 до 5 мас.ч. на 10 мас.ч. подготовленных к нанесению материалов, содержащий по меньшей мере 75 мас.% никеля и имеющий температуру плавления менее примерно 1460°С;
множество спеченных зерен карбида вольфрама -10 меш по ASTM, по существу, случайно распределенных по матричному материалу и составляющих примерно от 3 до 5,5 мас.ч. композиции, при этом каждое спеченное зерно карбида вольфрама содержит множество частиц карбида вольфрама, скрепленных связующим сплавом, имеющим температуру плавления более примерно 1200°С; и
множество литых гранул карбида вольфрама -18 меш по ASTM, по существу, случайно распределенных по матричному материалу и составляющих менее примерно 3,5 мас.ч. композиции.
2. Долото по п.1, в котором упомянутые материалы композиции подобраны с возможностью нанесения на наружную поверхность корпуса долота при температуре, превышающей температуру плавления матричного материала, но ниже температуры плавления литых гранул карбида вольфрама и спеченных зерен карбида вольфрама.
3. Долото по п.2, в котором множество спеченных зерен карбида вольфрама -10 меш по ASTM включает множество спеченных зерен карбида вольфрама -60/+80 меш по ASTM, а множество литых гранул карбида вольфрама -18 меш по ASTM включает множество литых гранул карбида вольфрама -100/+270 меш по ASTM.
4. Долото по п.2, в котором множество спеченных зерен карбида вольфрама -10 меш по ASTM включает множество спеченных зерен карбида вольфрама -60/+80 меш по ASTM и множество спеченных зерен карбида вольфрама -120/+270 меш по ASTM, при этом множество спеченных зерен карбида вольфрама -60/+80 меш по ASTM составляет примерно от 30 до 35 мас.% абразивного износостойкого материала, а множество спеченных зерен карбида вольфрама -120/+270 меш по ASTM составляет примерно от 10 до 20 мас.% абразивного износостойкого материала.
5. Долото по любому из пп.1-4, включающее хвостовик, присоединенный непосредственно к корпусу долота и включающий часть, конфигурация которой обеспечивает соединение хвостовика с бурильной колонной, и при этом непропитанный композитный материал корпуса долота содержит множество твердых частиц, случайно распределенных по матричному материалу и выбранных из группы частиц, состоящей из алмаза, карбида бора, нитрида бора, нитрида алюминия и карбидов или боридов металлов из группы, состоящей из W, Ti, Mo, Nb, V, Hf, Zr и Cr, а матричный материал выбран из группы, состоящей из сплавов кобальта, сплавов железа, сплавов никеля, сплавов кобальта и никеля, сплавов железа и никеля, сплавов железа и кобальта, сплавов алюминия, сплавов меди, сплавов магния и сплавов титана.
6. Долото по п.5, в котором упомянутый износостойкий материал расположен в по меньшей мере одном углублении, проходящем в корпус долота от наружной поверхности, причем обнаженные поверхности абразивного износостойкого материала находятся, по существу, на одном уровне с прилегающей к износостойкому материалу наружной поверхностью корпуса долота в направлении, в основном перпендикулярном наружной поверхности корпуса долота, прилегающей к износостойкому материалу.
7. Долото по п.6, в котором корпус долота включает несколько лопастей, а упомянутое по меньшей мере одно углубление проходит вдоль лопасти в ее поверхности, взаимодействующей с породой.
8. Долото по п.6 или 7, в котором конфигурация корпуса долота обеспечивает установку на нем нескольких режущих элементов, а состав композитного материала "матрица-частицы" изменяется внутри корпуса долота.
9. Долото по п.8, в котором состав композитного материала "матрица-частицы" изменяется, по существу, непрерывно по корпусу долота.
10. Долото по п.1 или 2, дополнительно включающее
по меньшей мере один режущий элемент, прикрепленный к корпусу долота, и тугоплавкий припой, размещенный между корпусом долота и упомянутым по меньшей мере одним режущим элементом на границе раздела и прикрепляющий его к корпусу долота, при этом по меньшей мере участок износостойкого материала, являющийся сплошным и прикрепленный к наружной поверхности корпуса долота и поверхности упомянутого по меньшей мере одного режущего элемента, выступает над границей раздела между корпусом долота и режущим элементом и закрывает по меньшей мере часть тугоплавкого припоя.
11. Долото по п.10, в котором корпус долота имеет в своей наружной поверхности гнездо, внутри которого располагается по меньшей мере часть упомянутого по меньшей мере одного режущего элемента, при этом граница раздела проходит вдоль смежных поверхностей корпуса долота и режущего элемента, а корпус долота также имеет по меньшей мере одно углубление, сформированное в его наружной поверхности, смежной с границей раздела, в котором размещается по меньшей мере часть абразивного износостойкого материала.
12. Долото по п.10 или 11, в котором по меньшей мере один режущий элемент включает в себя корпус режущего элемента и пластинку вставки из поликристаллического алмаза, прикрепленную к концу этого корпуса режущего элемента.
13. Способ изготовления долота для роторного бурения с корпусом из спеченного материала и с упрочненной наружной поверхностью, при осуществлении которого:
подготавливают буровое долото, включающее корпус бурового долота, сформированный из непропитанного композитного материала "матрица-частицы", имеющий наружную поверхность,
подготавливают к нанесению абразивный износостойкий материал путем смешивания в матричном материале множества спеченных зерен карбида вольфрама -10 меш по ASTM и множество литых гранул карбида вольфрама -18 меш по ASTM для создания подготовленного к нанесению абразивного износостойкого материала, при этом матричный материал содержит по меньшей мере 75 мас.% никеля и имеет температуру плавления менее примерно 1460°С, каждое зерно спеченного карбида вольфрама содержит множество частиц карбида вольфрама, скрепленных скрепляющим сплавом, имеющим температуру плавления более примерно 1200°С, и матричный материал составляет примерно от 20 до 60 мас.% подготовленного к нанесению абразивного износостойкого материала, множество спеченных зерен карбида вольфрама составляет примерно от 30 до 55 мас.% подготовленного к нанесению абразивного износостойкого материала, а множество литых гранул карбида вольфрама составляет менее примерно 35 мас.% подготовленного к нанесению абразивного износостойкого материала,
нагревают матричный материал, включая нагрев по меньшей части подготовленного к нанесению абразивного износостойкого материала до температуры, превышающей температуру плавления матричного материала,
наносят расплавленный матричный материал, по меньшей мере некоторые из спеченных зерен карбида вольфрама и по меньшей мере некоторые из литых гранул карбида вольфрама на по меньшей мере часть наружной поверхности корпуса долота и
обеспечивают затвердевание расплавленного матричного материала.
14. Способ по п.13, в котором при нагревании матричного материала используют один из методов, включающих нагревание матричного материала электрической дугой, плазменно-дуговую наплавку и сжигание ацетилена в, по существу, чистом кислороде.
15. Способ по п.13, в котором подготовка бурового долота, сформированного из непропитанного композитного материала "матрица-частицы", включает формирование корпуса долота из этого композитного материала, при осуществлении которого:
подготавливают порошковую смесь, содержащую:
множество твердых частиц, выбранных из группы, состоящей из алмаза, карбида бора, нитрида бора, нитрида алюминия и карбидов или боридов металлов из группы, состоящей из W, Ti, Mo, Nb, V, Hf, Zr и Cr, и множество частиц, содержащих матричный материал, выбранный из группы, состоящей из сплавов кобальта, сплавов железа, сплавов никеля, сплавов кобальта и никеля, сплавов железа и никеля, сплавов железа и кобальта, сплавов алюминия, сплавов меди, сплавов магния и сплавов титана, и
связующий материал,
прессуют порошковую смесь при воздействии, по существу, изостатического давления для формования неспеченного корпуса, по существу, состоящего из композитного материала "матрица-частицы", и
спекают этот неспеченный корпус для получения полностью спеченного корпуса долота, по существу, состоящего из композитного материала "матрица-частицы" и имеющего требуемую конечную плотность.
16. Способ по п.15, в котором при упомянутом спекании для получения полностью спеченного корпуса:
частично спекают неспеченный корпус для получения частично спеченного корпуса,
выполняют механическую обработку поверхности частично спеченного корпуса и
спекают частично спеченный корпус для получения полностью спеченного корпуса долота.
17. Способ по п.15, в котором спекание неспеченного корпуса для получения полностью спеченного корпуса долота осуществляют с обеспечением линейной усадки размеров неспеченного корпуса на примерно от 10% до 20%.
18. Способ по п.15, при осуществлении которого дополнительно: подготавливают хвостовик, конфигурация которого обеспечивает его соединение с бурильной колонной,
прикрепляют хвостовик непосредственно к полностью спеченному корпусу долота по меньшей мере одним из методов, включающих сварку, пайку тугоплавким припоем и пайку по границе раздела между полностью спеченным корпусом долота и хвостовиком, и
прикрепляют несколько режущих элементов к поверхности полностью спеченного корпуса долота.
19. Способ по п.13, при осуществлении которого при подготовке бурового долота, сформированного из непропитанного композитного материала "матрица-частицы", формируют корпус долота, имеющий наружную поверхность с гнездом, конфигурация которого обеспечивает размещение в нем части режущего элемента, и далее:
размещают часть режущего элемента внутри гнезда в наружной поверхности корпуса долота,
расплавляют тугоплавкий припой,
наносят расплавленный тугоплавкий припой на границу раздела между режущим элементом и наружной поверхностью корпуса долота, отверждают расплавленный тугоплавкий припой и наносят на наружную поверхность корпуса долота абразивный износостойкий материал так, что по меньшей мере его участок, являющийся сплошным, прикреплен к поверхности режущего элемента и части наружной поверхности корпуса долота, и проходит над границей раздела между режущим элементом и наружной поверхностью корпуса долота, и закрывает тугоплавкий припой.
20. Способ по п.19, при осуществлении которого также формируют по меньшей мере одно углубление в наружной поверхности корпуса долота, прилегающей к гнезду, конфигурация которого обеспечивает размещение в нем режущего элемента, а при нанесении абразивного износостойкого материала также наносят абразивный износостойкий материал на наружную поверхность корпуса долота внутри этого по меньшей мере одного углубления.
21. Способ по п.13, при осуществлении которого также обеспечивают по меньшей мере одно углубление, проходящее в наружной поверхности корпуса бурового долота, наносят подготовленный к нанесению абразивный износостойкий материал в это по меньшей мере одно углубление, нагревают подготовленный к нанесению абразивный износостойкий материал для расплавления матричного материала и выравнивают поверхность расплавленного матричного материала, по существу, с уровнем прилегающей к износостойкому материалу наружной поверхности корпуса долота в направлении, по существу, перпендикулярном этой поверхности.
| WO 2006099629 A1, 21.09.2006 | |||
| WO 2005106183 A1, 10.11.2005 | |||
| US 5954147 A, 21.09.1999 | |||
| НАПЛАВКА ТВЕРДЫМ СПЛАВОМ С ПОКРЫТЫМИ АЛМАЗНЫМИ ЧАСТИЦАМИ (ВАРИАНТЫ), ПРИСАДОЧНЫЙ ПРУТОК ДЛЯ НАПЛАВКИ ТВЕРДЫМ СПЛАВОМ, СПОСОБ НАПЛАВКИ ТВЕРДЫМ СПЛАВОМ (ВАРИАНТЫ), КОНИЧЕСКОЕ ШАРОШЕЧНОЕ ДОЛОТО ДЛЯ ВРАЩАТЕЛЬНОГО БУРЕНИЯ (ВАРИАНТЫ), КОНИЧЕСКАЯ ШАРОШКА | 1996 |
|
RU2167262C2 |

