Настоящее изобретение касается устройства для перепрофилирования материала покрытия с волнообразным профилем.
Материалы с волнообразным профилем, в частности, получаются из волокнистого материала, пропитанного битумом, с нанесенным покрытием или покрашенного.
Указанные материалы могут использоваться для создания подкровельных покрытий для кровель из желобчатой черепицы или плоской черепицы с крепежным шипом.
Указанные выше желобчатые черепицы могут непосредственно размещаться на волнообразном профиле, форма которого обеспечивает их закрепление и выравнивание.
По-другому дело обстоит с плоскими черепицами. Предварительно необходимо закрепить их закраины на подкровельном покрытии, на котором впоследствии будут закрепляться данные черепицы.
Наличие данных закраин делает более хрупким подкровельное покрытие и может привести к его деформации, при этом вес упомянутых закраин и самих черепиц практически полностью ложится на верхние точки волн волнообразного профильного покрытия.
Именно поэтому между данными закраинами устанавливаются поддерживающие элементы, способствующие распределению нагрузки. Данные элементы, в частности, описаны в заявке на изобретение FR-2658848.
Указанные закраины и поддерживающие элементы, способствующие распределению нагрузки, существенно влияют на стоимость кровли. Кроме этого, они могут частично затруднять циркуляцию воздуха между черепицами и указанным подкровельным покрытием.
Наиболее близким техническим решением по совокупности существенных признаков является устройство, раскрытое в SU 519246 (12.07.1976, кл. B 21 D 5/06, 2л). Известное устройство предназначено для непрерывного перепрофилирования материала с волновым профилем.
Возникает необходимость в создании устройства, позволяющего перепрофилировать материалы с волнообразным профилем таким образом, чтобы на его поверхности образовались углубления, позволяющие непосредственно крепить черепицы с закраинами на волнообразном профиле материала.
Таким образом, настоящее изобретение касается устройства непрерывного перепрофилирования материала с волнообразным профилем, которое, согласно изобретению, содержит подвижные бесконечные цепные передачи, поддерживающие рычаги, расположенные перпендикулярно направлению их перемещения, рычаги перепрофилирования, закрепленные на одной подвижной бесконечной цепной передаче с возможностью перемещения относительно нее, рычаги контрформы, закрепленные на другой подвижной бесконечной цепной передаче с возможностью перемещения относительно нее, профиль каждого рычага контрформы выполнен с возможностью его полного дополнения профилем соответствующего ему рычага перепрофилирования, рычаги перепрофилирования и контрформы размещены соответственно с противоположных сторон относительно плоскости поддерживающих рычагов, а часть из них расположена напротив друг друга с возможностью поступательного перемещения перпендикулярно плоскости поддерживающих рычагов.
Полученный с использованием данного устройства перепрофилированный материал позволяет получить подкровельное покрытие и обойтись без крепежных закраин, без поддерживающих элементов и без необходимости осуществления перераспределения нагрузки.
Далее изложены следующие предпочтительные варианты выполнения устройства, согласно изобретению:
- рычаги перепрофилирования и рычаги контрформы закреплены перпендикулярно каждый своей бесконечной цепной передаче, при этом бесконечные цепные передачи на участке, расположенном напротив поддерживающих рычагов параллельны друг другу и плоскости поддерживающих рычагов;
- данное устройство снабжено сушильной установкой с цепной передачей, а поддерживающие рычаги размещены на упомянутой цепной передаче;
- данное устройство снабжено приспособлениями для механического управления поступательным перемещением рычагов перепрофилирования и рычагов контрформы;
- каждое из приспособлений для механического управления поступательным перемещением рычагов перепрофилирования и контрформы содержит направляющую;
- каждое приспособление для механического управления поступательным перемещением рычагов перепрофилирования и контрформы содержит направляющую и эксцентрик;
- каждая бесконечная цепная передача для осуществления движения соединена с предусмотренными вращающимися валами, расположенными в плоскости, параллельной плоскости поддерживающих рычагов;
- данное устройство снабжено приспособлениями для поддержания в соприкосновении рычагов перепрофилирования и рычагов контрформы;
- совокупность рычагов контрформы установлена с возможностью перемещения относительно плоскости поддерживающих рычагов.
Настоящее изобретение будет более понятно из нижеследующего описания и прилагаемых чертежей, на которых приводятся примеры возможного применения настоящего изобретения и в которых:
- на фиг.1 схематично представлен общий вид одного из примеров реализации устройства, согласно настоящему изобретению, показывающий принцип его работы;
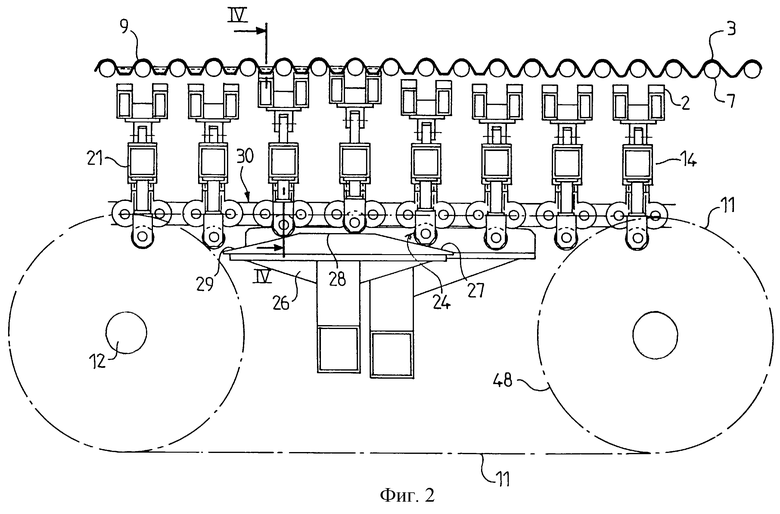
- на фиг.2 показан вид в разрезе части устройства по одному из примеров реализации в плоскости, перпендикулярной профилируемому материалу, где также детально показана первая часть указанного устройства;
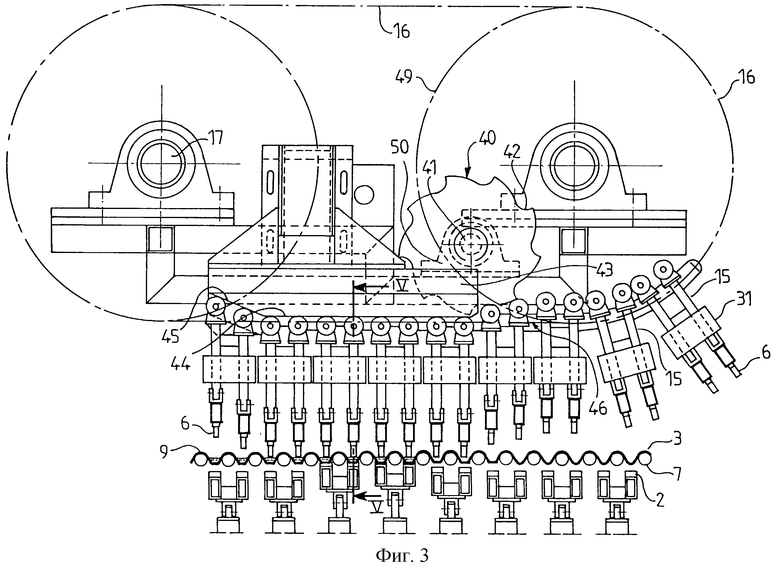
- на фиг. 3 показан другой вид в разрезе части устройства по одному из примеров реализации в плоскости, перпендикулярной профилируемому материалу, где детально показана вторая часть указанного устройства;
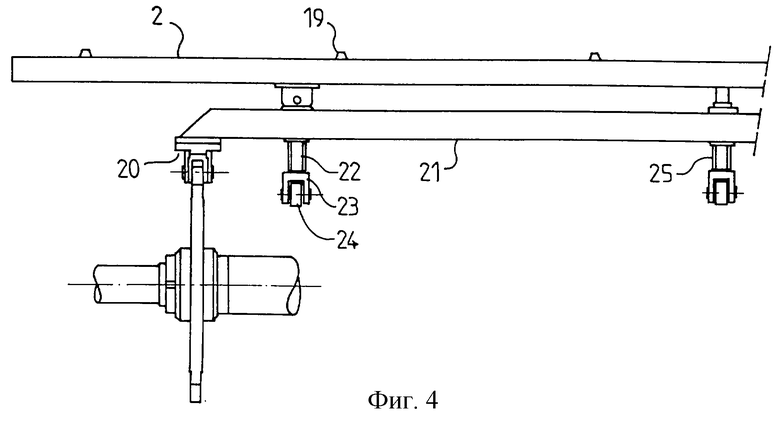
- на фиг.4 представлен частичный вид разреза IV-IV фиг.2;
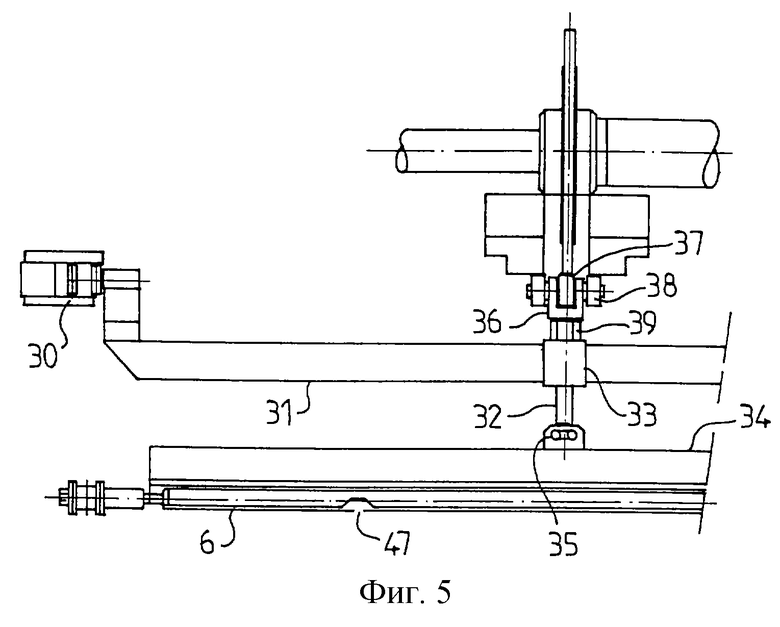
- на фиг.5 представлен частичный вид разреза V-V фиг.3;
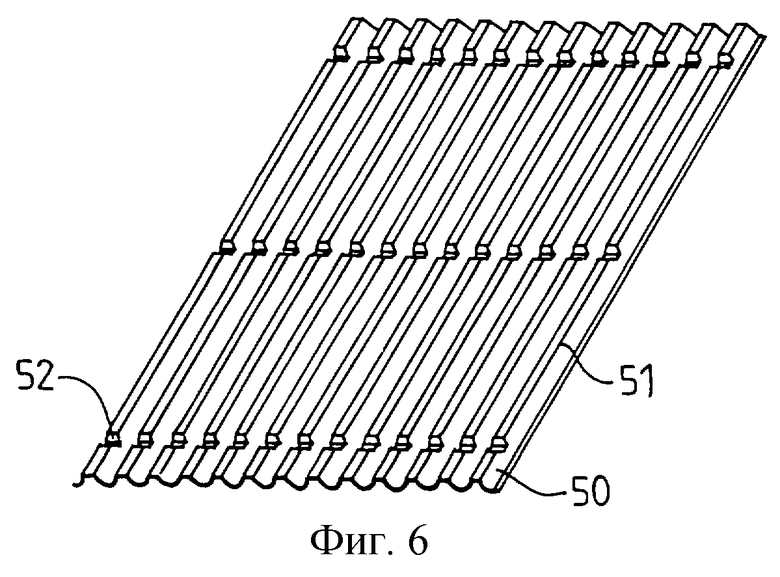
- на фиг. 6 представлено перспективное изображение одного из возможных видов профилированных материалов, полученных с использованием устройства, в соответствии с настоящим изобретением.
Общие элементы на различных фигурах имеют одинаковые обозначения.
Как показано на фиг.1, указанное устройство, в соответствии с настоящим изобретением, включает первую станину 1, поддерживающую рычаги 2, предназначенные для образования форм при перепрофилировании материала с волнообразным профилем 3.
Упомянутое выше устройство включает также вторую станину 4, на которой установлен блок 5, который поддерживает рычаги контрформы 6.
Блок 5 способен перемещаться по направляющим, закрепленным на станине 4. Данное обстоятельство позволяет регулировать расстояние между рычагами перепрофилирования 2 и рычагами контрформы 6.
Указанный материал 3 предварительно профилируется с использованием любого устройства, не представленного на фиг.1. Его волнообразный профиль также может быть профилем любого типа.
Указанный материал в общем случае представляет собой сырой картон, войлок или же любой другой деформируемый материал.
Подача упомянутого материала производится на поддерживающие рычаги 7 с использованием устройства, не отображенного на данной фигуре. Желательно, чтобы данные рычаги являлись рычагами цепной передачи 8 сушильной установки.
Преимущество данного варианта решения проблемы заключается в том, что при его использовании отпадает необходимость осуществления каких-либо манипуляций с материалами 9, выходящими в сыром виде из устройства перепрофилирования, до их подачи во входное отверстие канала сушильной установки 10.
Указанное выше решение позволяет сократить вероятность повреждения конечного продукта и сократить стоимость его производства.
Данные материалы снимаются с поддерживающих рычагов 7 после прохождения ими сушильной установки. Направление, в котором данные материалы 9 проходят цепь 8 сушильной установки, показано стрелкой F.
В общем случае, каждый рычаг перепрофилирования 2 закреплен посредством держателя 14 на бесконечной цепной передаче 11, которая приводится в движение двумя параллельными валами 12 через трансмиссию 48.
Указанные валы устанавливаются на площадках 13, закрепленных на станине 1.
Данные рычаги перепрофилирования 2 размещаются параллельно валам 12. При этом указанные держатели 14 в приведенном примере размещаются параллельно цепной передаче 11 и могут перемещаться относительно нее.
Одновременно с этим указанные рычаги контрформы крепятся посредством держателя 15 на бесконечной цепной передаче 16, которая приводится в движение двумя параллельными валами 17 через трансмиссию 49.
Указанные валы 17 устанавливаются на площадках 18, закрепленных на станине 1. Данные рычаги контрформы 6 размещаются параллельно валам 18. Указанные держатели 15 в приведенном примере размещаются перпендикулярно цепной передаче 18 и могут перемещаться относительно нее.
При этом рычаги перепрофилирования и рычаги контрформы устанавливаются параллельно рычагам 7 сушильной установки.
Далее, как показано на фиг.2, лист профилированного материала 3 поддерживается рычагами 7 сушильной установки. Профиль получаемого на выходе устройства перепрофилирования материала 9 зависит от профиля рычагов перепрофилирования 7 и рычагов контрформы 6.
Материал, получаемый в результате использования показанного на фиг.2 и 3 устройства, будет более детально описан со ссылкой на фиг.6.
В примере, показанном на фиг.2, рычаги перепрофилирования 2 попарно закрепляются на бесконечной цепной передаче 11 посредством использования держателя 14. Указанное обстоятельство позволяет упростить создание упомянутого устройства.
Сечение данных рычагов перепрофилирования является по существу прямоугольным.
Как показано на фиг.4, каждый указанный рычаг 2 имеет выступающий элемент 19.
На фиг. 4 более детально показан способ присоединения рычагов перепрофилирования 2 к бесконечной цепной передаче 11.
Для обеспечения возможности профилирования листов материала больших размеров рычаги перепрофилирования должны иметь относительно большую длину. Именно поэтому желательно, чтобы бесконечная цепная передача 11 включала два элемента 20, соединенных указанными поддерживающими рычагами 21.
Указанный держатель 14 каждого рычага перепрофилирования 2 включает как минимум один элемент 22, способный перемещаться относительно рычага 21. В зависимости от длины рычага перепрофилирования 2 может быть предусмотрено несколько элементов 22. В устройстве, показанном на фиг.4, для каждого рычага 21 предусмотрено три указанных выше элемента.
Со стороны, противолежащей рычагу перепрофилирования 2, на элементе 22 крепится втулка 23, несущая подшипник 24.
Между поддерживающим рычагом 21 и втулкой 23 предусматриваются амортизаторы 25, в качестве которых могут использоваться, например, пружины.
Как показано на фиг.2, устройство профилирования включает также направляющую 26, закрепленную на первой станине 1. Она включает расположенный под углом первый участок 27, отстоящий от плоскости валов 12; второй участок 28, параллельный данной плоскости; и расположенный под углом третий участок 29, приближающийся к указанной плоскости.
Работа первой части данного устройства, включающего рычаги перепрофилирования, осуществляется следующим образом.
Осуществляется непрерывная подача предварительно профилированного материала 3 на рычаги 7 сушильной установки.
Рычаги перепрофилирования 2 перемещаются бесконечной цепной передачей на участок 30 указанной передачи, где они располагаются напротив рычагов 7 сушильной установки, при этом указанный выше участок 30 располагается параллельно плоскости этих рычагов. Держатель 14 упомянутых выше рычагов в этом случае располагается перпендикулярно плоскости рычагов сушильной установки, при этом рычаги перепрофилирования находятся в нижнем положении.
Далее, рычаг перепрофилирования становится напротив направляющей 26. Подшипник указанного рычага 24 прежде всего соприкасается с первым участком 27 данной направляющей. Это вызывает перемещение соответствующего подвижного элемента 22 по направлению к плоскости, в которой находятся рычаги 7 сушильной установки.
При перемещении указанного подшипника 24 на второй участок 28 данной направляющей элемент 22 и рычаг перепрофилирования 2 находятся в верхнем положении. В данном положении рычаг перепрофилирования соприкасается с профилируемым материалом. Данное соприкосновение поддерживается все время, пока подшипник 24 находится на втором участке 28 направляющей.
В указанном выше положении рычаг перепрофилирования изменяет профиль данного профилированного материала. В приведенном на фиг.2 примере на вершинах волн профиля данного материала образуются плоские участки, в указанных волнах также делаются выступы.
Далее, подшипник 24 соприкасается с третьим участком 29 данной направляющей. При этом прекращается давление на подвижный элемент 22, и происходит распрямление ранее сжатой пружины 25. Подвижный элемент 22 совершает поступательное движение, в результате чего он удаляется (как и рычаг перепрофилирования) от плоскости, в которой расположены рычаги 7 сушильной установки.
В приведенном на фиг.2 примере участок 30 цепной передачи 11 расположен параллельно плоскости поддерживающих рычагов 7, и указанные выше рычаги перепрофилирования 2 крепятся перпендикулярно данной цепной передаче. Могут также использоваться и другие варианты, в которых данные рычаги перепрофилирования совершают поступательное движение перпендикулярно плоскости поддерживающих рычагов.
Требуемое изменение профиля данного материала может осуществляться рычагами перепрофилирования только в том случае, если с обратной стороны профилируемого материала предусмотрена некая контрформа.
Для этого используется вторая часть указанного устройства, при описании которой будут делаться ссылки на фиг.3 и 5.
При относительно большой длине рычагов б, как показано в проиллюстрированных на данных фигурах примерах, желательно, чтобы цепная передача 16 включала два элемента 30, соединенных поддерживающими рычагами 31.
Упомянутые рычаги контрформы 6 крепятся на бесконечной цепной передаче держателем 15, который включает:
- как минимум один подвижный элемент 32, проходящий насквозь направляющее приспособление 33, которое крепится к поддерживающему рычагу 31;
- систему 34, поддерживающую рычаг 6, соединенный с подвижным элементом 32, с использованием соответствующих приспособлений 35.
Наличие поддерживающей системы 34 также необходимо в том случае, когда рычаг 6 имеет относительно большую длину.
В приведенном на фиг.3 примере поддерживающий рычаг 31 является общим для двух рычагов контрформы 6, что сделано в целях снижения стоимости данного устройства.
Со стороны, противоположной данному рычагу контрформы 6, на подвижном элементе 32 крепится втулка 36, несущая между двух подшипников 38 элемент 37. Упомянутый элемент 37 слегка выступает относительно данных подшипников.
Указанная втулка 36 присоединяется к направляющему приспособлению 33 через амортизаторы 39, в качестве которых могут использоваться, например, пружины.
Таким образом, подвижный элемент 32 может совершать поступательные движения относительно упомянутого поддерживающего рычага 31 и направляющего приспособления 33 и перпендикулярно им.
В приведенном на фиг.5 примере указанное устройство включает два подвижных элемента 32.
Указанные рычаги контрформы в сечении имеют преимущественно прямоугольную форму. Как показано на фиг.5, каждый рычаг 6 имеет углубления 47, соответствующие выступающим элементам 19 рычагов перепрофилирования 2. Рычаги перепрофилирования и рычаги контрформы крепятся в указанном устройстве таким образом, чтобы упомянутые выступающие элементы 19 попадали в данные углубления 47, когда указанные выше рычаги находятся напротив друг друга.
Как показано на фиг.3, данное устройство профилирования включает, как минимум, один эксцентрик 40, вращаемый валом 41. Данный вал установлен на площадке 50, закрепленной на блоке 5.
Упомянутый выше эксцентрик 40 имеет совокупность выступов 42. При этом количество данных эксцентриков соответствует количеству элементов 32 для образующего волнообразный профиль рычага.
В упомянутом блоке 5 также закреплена направляющая 43, включающая первый участок 44, параллельный плоскости рычагов 7 сушильной установки, и второй, расположенный под углом участок 45, отстоящий от указанной плоскости. Данное устройство включает направляющую, соответствующую каждому упомянутому выше эксцентрику.
Работа второй части указанного устройства осуществляется следующим образом.
Обозначенные рычаги контрформы 6 перемещаются данной цепной передачей 16 на ее участок 46, где они располагаются напротив рычагов сушильной установки, при этом участок 46 размещен параллельно плоскости, в которой находятся указанные выше рычаги. Держатель 15 этих рычагов в этом случае также располагается параллельно данной плоскости.
Данные рычаги 6 находятся в своем верхнем положении и не соприкасаются с предварительно профилированным материалом 3.
Далее каждый рычаг контрформы располагается напротив выступа 42 эксцентрика 40, при этом данный выступ давит на элемент 24, закрепленный на подвижном элементе 32.
По мере вращения эксцентрика выступ 42 вдавливает подвижный элемент 32, что влечет за собой перемещение рычага контрформы 6 перпендикулярно плоскости рычагов 7 сушильной установки и в направлении данной плоскости. Рычаг контрформы 6 при этом находится в своем нижнем положении.
Упомянутые амортизаторы 39 при этом сжимаются и находятся в положении, показанном на фиг.5.
В то время, когда рычаг контрформы 6 находится в нижнем положении, указанный подшипник 37 соприкасается с первым участком 44 данной направляющей, при этом этот рычаг перемещается цепной передачей 16 в направлении подачи профилированного материала 3.
Каждый рычаг контрформы 6 удерживается в нижнем положении все время, пока подшипник 37 соприкасается с первым участком указанной направляющей, параллельным плоскости, в которой находятся рычаги 7 сушильной установки.
Далее, подшипник 37 перемещается на второй участок 45 указанной направляющей.
После прохождения упомянутого второго участка 45 рычаг контрформы 6 снова находится в верхнем положении.
Может быть также предусмотрен любой другой вариант построения второй части указанного устройства, при котором рычаги контрформы 6 совершают поступательные движения перпендикулярно плоскости поддерживающих рычагов, в то время, когда упомянутые рычаги 6 находятся напротив данных поддерживающих рычагов.
Во второй части указанного устройства предусмотрен эксцентрик 40, так как амплитуда движения рычагов контрформы больше, чем амплитуда движения рычагов перепрофилирования.
Как показано на фиг.2, именно на участке 30 цепной передачи 11 рычагов перепрофилирования, располагающемся параллельно плоскости рычагов сушильной установки, рычаги перепрофилирования находятся в верхнем положении и соприкасаются с профилированным материалом 3.
Бесконечные цепные передачи 11 и 16 синхронизируются таким образом, чтобы рычаг контрформы 6 располагался напротив рычага перепрофилирования 2 на участках 30 и 46 упомянутых выше цепных передач 11 и 18, которые располагаются параллельно рычагам сушильной установки.
Расстояние между указанными рычагами перепрофилирования 2 в их верхнем положении и данными рычагами контрформы 6 в нижнем положении выбирается таким образом, чтобы обеспечивалось сдавливание упомянутого профилированного материала 3 между рычагом перепрофилирования и рычагом контрформы. Рычаги контрформы размещаются в углублениях волнообразного профиля материала 3. При этом необходимые регулировки осуществляются за счет соответствующего взаимного расположения блока 5 относительно станины 4.
Указанное выше позволяет осуществлять необходимое перепрофилирование материала, уже имеющего волнообразный профиль.
Отметим также, что направляющая 26 (соответственно 43) позволяет удерживать благодаря наличию первого участка 28 (соответственно 44) рычаги перепрофилирования 2 в их верхнем положении (соответственно рычаги контрформы 6 в их нижнем положении). Таким образом, обеспечивается устойчивое образование необходимого профиля, и уменьшаются остаточные напряжения данного материала.
Когда упомянутые рычаги перепрофилирования 2 переходят в нижнее положение, и рычаги контрформы 6 возвращаются в верхнее положение, они освобождают материал 9, который продолжает продвигаться на рычагах 7 сушильной установки.
Указанные рычаги перепрофилирования и рычаги контрформы могут совершать поступательные движения перпендикулярно плоскости, в которой находятся рычаги сушильной установки, при этом при любой амплитуде волн профиля данного материала и их глубине эти рычаги могут легко соприкасаться с указанным материалом и легко убираться.
Материал 9, полученный с использованием ранее описанного устройства, показан на фиг.6.
Данный материал имеет равномерный волнообразный профиль 50 со слегка плоскими вершинами волн 51. Следовательно, указанный материал имеет полутрапециевидный профиль.
Отметим при этом, что на выпуклой части каждой волны материала 9 имеются углубления 52, распределенные по параллельным между собой прямым, которые одновременно перпендикулярны волнам 50.
Образование плоских участков на вершинах указанных волн обеспечивается за счет использования рычагов перепрофилирования 2 и рычагов контрформы 6. Обозначенные углубления 52 образуются выступающими элементами 19, которые попадают в углубления 47.
Показанный на фиг. 6 данный материал в большей степени предназначается для изготовления подкровельных покрытий для плоской черепицы, имеющей крепежные шипы. Расстояние между двумя упомянутыми углублениями выбирается в зависимости от расстояния между "носком" и "пяткой" того или иного типа используемой плоской черепицы. При этом глубина указанных углублений делается такой, чтобы в них могли размещаться и удерживаться крепежные шипы данных черепиц.
Первоначально имеющаяся несущая конструкция покрывается плитами, полученными из материала, подобного тому, что показан на фиг.8, при этом волны профиля данного материала располагаются вдоль ската кровли.
Далее, упомянутая плоская черепица непосредственно крепится на полученном указанным выше способом подкровельном покрытии, при этом в обозначенных углублениях размещаются крепежные шипы черепиц.
Таким образом, удается обеспечить соскальзывание используемых черепиц, и отпадает необходимость в наличии закраин.
Отметим, что полутрапециевидный профиль материала 9 увеличивает его прочность и обеспечивает большую площадь соприкосновения между упомянутыми плоскими черепицами и волнами профиля используемого материала.
Устройство перепрофилирования, согласно настоящему изобретению, наряду с показанным на фиг. 6 материалом позволяет получать и другие его виды. Для этого достаточно изменить рычаги перепрофилирования 2, а также соответствующие им рычаги контрформы 6.
Профилированный материал 3 не обязательно должен иметь равномерный волнообразный профиль, как это было показано на упомянутых выше фигурах. Его поверхность может, например, представлять собой чередование волн и плоских участков. В данном случае необходимо внести изменения в упомянутые цепные передачи рычагов перепрофилирования и рычагов контрформы с учетом требуемого профиля материала.
В приведенных выше примерах поступательное движение рычагов перепрофилирования и рычагов контрформы задается механически. Может быть также предусмотрена, например, электрическая цепь для управления упомянутым выше движением.
Используемые в пунктах формулы настоящего изобретения ссылочные номера необходимы для облегчения понимания сути изобретения и ни в коем случае не ограничивают область его применения.
Изобретение относится к обработке металлов давлением и может использоваться для непрерывного перепрофилирования материала с волнообразным профилем. Устройство включает рычаги, поддерживающие профилируемый материал и перпендикулярные направлению их перемещения, рычаги перепрофилирования, закрепленные на вращаемой бесконечной цепной передаче и способные перемещаться относительно указанной передачи, рычаги контрформы, закрепленные на другой вращаемой бесконечной цепной передаче и способные перемещаться относительно указанной передачи, профиль упомянутых рычагов контрформы полностью дополняется профилем рычагов перепрофилирования, при этом рычаги перепрофилирования и контрформы размещают соответственно с одной и с другой стороны плоскости поддерживающих рычагов таким образом, чтобы некоторая часть данных рычагов располагалась напротив друг друга, и поступательные движения рычагов перепрофилирования и рычагов контрформы, находящихся напротив друг друга, осуществляется перпендикулярно плоскости, в которой находятся поддерживающие рычаги. Повышается качество материала с волнообразным профилем и расширяется сортамент. 8 з.п.ф-лы, 6 ил.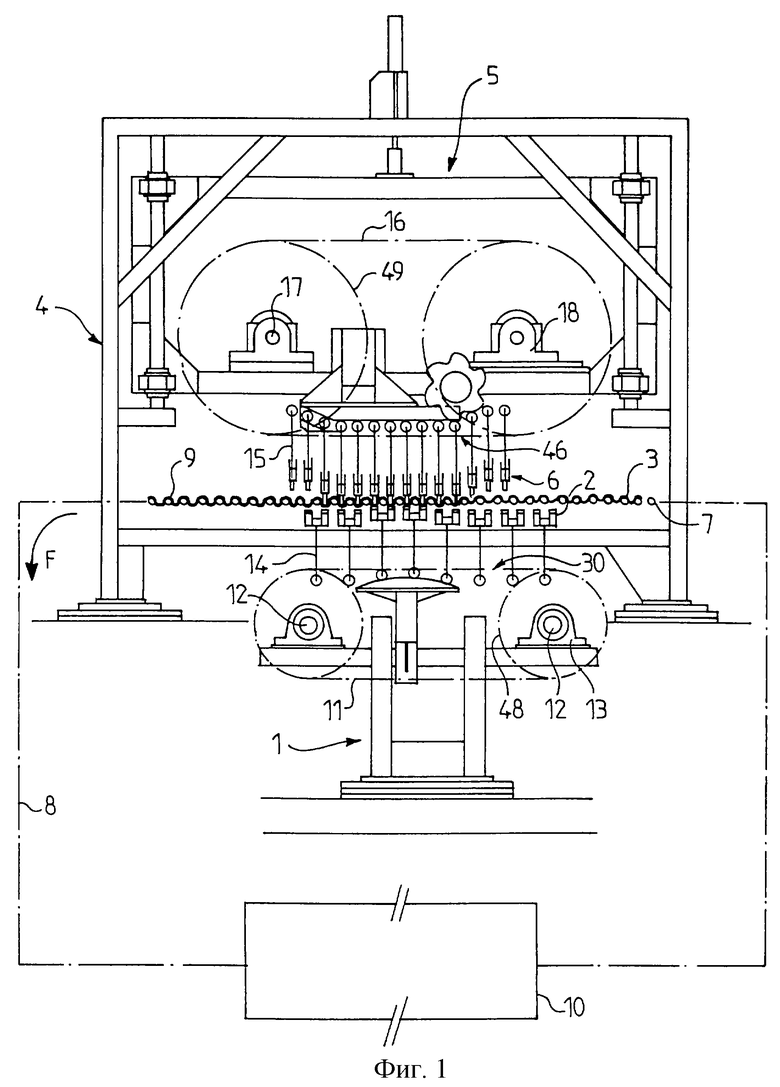
| Способ гибки профилированных заготовок | 1974 |
|
SU519246A1 |
| Устройство для гофрирования ленты | 1989 |
|
SU1792769A1 |
| Устройство для гофрирования ленты | 1980 |
|
SU946727A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО КОНТРОЛЯ СОСТОЯНИЯ БУМАЖНО-МАСЛЯНОЙ ИЗОЛЯЦИИ КОНДЕНСАТОРНОГО ТИПА ТРЕХФАЗНОГО ЭЛЕКТРОТЕХНИЧЕСКОГО ОБОРУДОВАНИЯ ПОД РАБОЧИМ НАПРЯЖЕНИЕМ | 2006 |
|
RU2316011C1 |
| US 3667268 06.06.1972. | |||

