Область техники
Настоящее изобретение относится к газоотделителям для топливных элементов, к топливным элементам, в которых используются такие газоотделители, и к способу изготовления газоотделителей для топливных элементов. Более конкретно, настоящее изобретение относится к газоотделителю, который расположен между соседними элементами в пакете топливных элементов, включая множество отдельных элементов, уложенных друг на друга и объединенных со смежными элементами, чтобы создать канал для подачи газообразного топлива или канал для подачи окислительного газа и отделить поток газообразного топлива от потока окислительного газа. Настоящее изобретение также относится к топливным элементам, где используются такие газоотделители, и к способу изготовления газоотделителя для топливных элементов.
Предпосылки создания изобретения
Газоотделитель для топливных элементов это одна составная часть пакета топливных элементов, состоящего из множества отдельных элементов, уложенных друг на друга. Эти элементы характеризуются газонепроницаемостью и устраняют возможность смешивания газообразного топлива с окислительным газом, подаваемым к смежным топливным элементам. Газоотделитель для топливных элементов обычно изготавливается из углеродного материала или металла. Как правило, используемый металл имеет высокую прочность и позволяет изготавливать более тонкие газоотделители по сравнению с газоотделителями, выполненными из углеродного материала. Уменьшение толщины газоотделителей позволяет уменьшить размер всего пакета топливных элементов.
Как правило, газоотделитель для топливных элементов имеет заранее заданную жесткую структуру, в которой смежные элементы объединяются в пакет топливных элементов, в котором образуется канал или канал для газообразного топлива и канал для окислительного газа. В одном из предложенных способов предусматривается изготовление газоотделителя, имеющего жесткую конструкцию, из металла методом прессования металлической пластинки в форме (см., например, выложенную японскую заявку, опубликованную в бюллетене JAPANESE PATENT LAID-OPEN GAZETTE No.7-161365). Этот способ изготовления газоотделителя для топливных элементов осуществляется простым прессованием в форме, таким образом, упрощая и сокращая процесс изготовления, увеличивая производительность и снижая заводскую стоимость.
Когда тонкая металлическая пластина прессуется в пресс-форме для ее дальнейшего использования в газоотделителе с заранее заданными жесткими профилями на обеих его поверхностях, усилие прессования металлической пластины может привести к деформации готового газоотделителя. В пакете топливных элементов, изготовленном путем наложения необходимого количества элементов друг на друга, деформация поверхности газоотделителя может привести к изменению поверхностного давления в соответствующих точках контакта газоотделителей со смежными элементами конструкции. Деформация газоотделителей, вставленных в топливные элементы, приводит к возникновению областей более низкого поверхностного давления в точке контакта газоотделителя со смежным элементом. В таких областях площадь контакта поверхности газоотделителя со смежным элементом, как правило, уменьшается, что приводит к снижению электропроводности и увеличению внутреннего сопротивления в активизированных топливных элементах. Это снижает энергетический кпд топливных элементов. Области низкого поверхностного давления также снижают теплопроводность, что приводит к изменению внутренней температуры топливных элементов и еще более ухудшает эффективность топливных элементов.
В блоке топливных элементов, включающем деформированные газоотделители, нельзя обеспечить высокое качество газонепроницаемого уплотнения в смежных участках газоотделителей.
Таким образом, целью настоящего изобретения является устранение вышеупомянутого недостатка и предотвращение появления деформации в газоотделителе для топливных элементов, создание топливных элементов, в которых используются такие газоотделители, а также разработка способа изготовления газоотделителя для топливных элементов.
Раскрытие изобретения
По меньшей мере часть вышеупомянутых и других целей достигнута в первом газоотделителе для топливных элементов, которые представляют собой многослойный пакет из множества отдельных элементов, включая электролитический слой и электродные слои. Газоотделитель вводится в топливные элементы, как один из множества элементов, и имеет заданные жесткие профили, которые формируются на обеих поверхностях для создания канала для текучей среды, проходящей через внутреннее пространство топливных элементов. Две тонкие пластины с заранее заданными жесткими профилями, которые формируются на соответствующих поверхностях топливных элементов, скрепляются друг с другом и образуют указанный первый газоотделитель. Первый газоотделитель включает элемент, который расположен в пространстве, определяемом заранее заданными жесткими профилями между двумя тонкими пластинами, и находится в контакте с этими двумя тонкими пластинами. Первый газоотделитель по настоящему изобретению образован путем скрепления друг с другом двух тонких пластин, имеющих заданные жесткие профили. Эти две тонкие пластины взаимно компенсируют потенциальную деформацию, возникающую при формировании жестких профилей, снижая, таким образом, деформацию готового газоотделителя. По сравнению с известным устройством формование жестких профилей на обеих поверхностях одной пластины и скрепление этих двух тонких пластин друг с другом, чтобы формировать отдельные жесткие профили на соответствующих поверхностях готового газоотделителя, обеспечивают большую степень свободы при проектировании жестких профилей на поверхности газоотделителя. По сравнению с известным техническим решением устройство по настоящему изобретению также позволяет уменьшить общую толщину газоотделителя. В известном устройстве требуется одна пластина, имеющая достаточную толщину, чтобы сформировать жесткие профили на обеих поверхностях готового газоотделителя. Такая толстая пластина не требуется для газоотделителя по настоящему изобретению. Использование газоотделителей, имеющих небольшую деформацию, позволяет получить в основном равномерно распределенное поверхностное давление, которое действует в каждом отдельном элементе, включенном в блок топливных элементов. Это устройство эффективно снижает внутреннее сопротивление, которое повышается из-за частичного снижения поверхностного давления, и гарантирует эффективную работу топливных элементов. Наличие наполнителя в пространстве, определяемом двумя тонкими пластинами, и в контакте с этими тонкими пластинами повышает прочность газоотделителя и позволяет уменьшить требуемую толщину готового газоотделителя. Свойства этого наполнителя обеспечивают ряд положительных характеристик готовому газоотделителю.
В первом газоотделителе для топливных элементов по настоящему изобретению наполнитель может быть изготовлен из металла. Такое устройство увеличивает общую электропроводность газоотделителя и улучшает работу готовых топливных элементов, содержащих указанные газоотделители.
Альтернативно, в первом газоотделителе для топливных элементов по настоящему изобретению наполнитель может быть изготовлен из теплопроводного материала. Такое устройство увеличивает общую теплопроводность газоотделителя. Увеличенная теплопроводность позволяет быстро повысить внутреннюю температуру при пуске системы топливных элементов, содержащих такие газоотделители, и сократить время простоя топливных элементов. Увеличенная теплопроводность также улучшает эффективность охлаждения системы водой, циркулирующей через внутреннее пространство топливных элементов. В результате, внутренняя температура топливных элементов поддерживается в основном на постоянном уровне.
В первом газоотделителе для топливных элементов по настоящему изобретению каждая из тонких пластин может быть выполнена из металла. Такое устройство еще более снижает возможность появления деформации готового газоотделителя. Металл имеет большую прочность, чем другие материалы, например углерод, и позволяет уменьшить требуемую толщину готового газоотделителя. Детали из металла значительно деформируются в процессе прессования в форме. Применение газоотделителя в виде тонких металлических пластин для топливных элементов по первому варианту настоящего изобретения особенно эффективно для предотвращения потенциальной деформации готового изделия.
Тонкие пластины могут быть изготовлены из нержавеющей стали или из алюминия.
В газоотделителе для топливных элементов по настоящему изобретению среда, протекающая по каналу, определяемому заранее заданными жесткими профилями топливных элементов, выбрана из различных газообразных топлив, содержащих водород, кислородсодержащего окислительного газа и охлаждающей жидкости для охлаждения внутреннего объема топливных элементов.
Настоящее изобретение также относится к первому пакету топливных элементов, в который поступает содержащее водород газообразное топливо и содержащий кислород окислительный газ, и который создает электродвижущую силу посредством электрохимических реакций. Пакет топливных элементов включает газоотделители для топливных элементов в соответствии с любым из пунктов 1-4 формулы изобретения.
Первый пакет топливных элементов по настоящему изобретению содержит газоотделители, имеющие небольшую деформацию. Такое устройство в основном позволяет использовать равномерно распределенное поверхностное давление в каждом отдельном элементе пакета топливных элементов, чтобы предотвратить увеличение внутреннего сопротивления из-за частичного снижения поверхностного давления и гарантировать эффективную работу топливных элементов.
Настоящее изобретение далее относится к первому способу изготовления газоотделителя для топливных элементов, в котором топливные элементы выполнены в виде многослойного пакета из множества отдельных элементов, включая электролитический слой и электродные слои, причем газоотделитель введен в топливные элементы как один из множества элементов и имеет заданные жесткие профили, которые формируются на обеих его поверхностях для создания канала для текучей среды, проходящей через внутреннее пространство топливных элементов. Первый способ включает следующие стадии: (а) обеспечение двух тонких пластин, которые имеют заданные жесткие профили, сформированные на соответствующих поверхностях этих пластин, и (b) соединение двух тонких пластин друг с другом по соответствующим поверхностям, формируя газоотделитель. В свою очередь, стадия (b) включает стадию (b-1): размещение наполнителя в пространстве, определяемом заранее заданными жесткими профилями между двумя тонкими пластинами в контакте с этими двумя тонкими пластинами в процессе соединения двух тонких пластин друг с другом.
Первый способ по настоящему изобретению позволяет создать газоотделитель путем скрепления двух тонких пластин, имеющих заданные жесткие профили, друг с другом. Эти две тонкие пластины взаимно компенсируют потенциальную деформацию, имеющую место при формировании жестких профилей и, таким образом, уменьшают деформацию готового газоотделителя. По сравнению с известным устройством формирование жестких профилей на обеих поверхностях одной пластины, используя способ соединения этих двух тонких пластин для последовательного формирования жестких профилей на соответствующих поверхностях готового газоотделителя, обеспечивает большую степень свободы при расчете жестких профилей на поверхности газоотделителя. По сравнению с известным устройством устройство по настоящему изобретению также позволяет уменьшить общую толщину газоотделителя. В известном устройстве используется одна пластина, имеющая достаточную толщину и используемая для формирования жестких профилей на обеих поверхностях готового газоотделителя. Такая толстая пластина не требуется для газоотделителя, изготавливаемого по способу настоящего изобретения. Размещение наполнителя в пространстве, определяемом двумя тонкими пластинами таким образом, что он находится в контакте с этими тонкими пластинами, обеспечивает газоотделителю дополнительную прочность и позволяет уменьшить его толщину. Свойства этого наполнителя обеспечивают ряд положительных характеристик готовому газоотделителю.
В соответствии с первым способом настоящего изобретения наполнитель, размещаемый между двумя тонкими пластинами на стадии (b-1), может быть выполнен из электропроводного материала. Такое устройство повышает общую электропроводность готового газоотделителя.
В первом способе по настоящему изобретению наполнитель, размещаемый между двумя тонкими пластинами на стадии (b-1), может быть выполнен из теплопроводного материала. Такая конструкция увеличивает общую теплопроводность готового газоотделителя.
Настоящее изобретение также относится ко второму способу изготовления газоотделителя для топливных элементов, в котором топливные элементы выполнены в виде многослойного пакета из множества отдельных элементов, включая электролитический слой и электродные слои. Указанный газоотделитель вводится в топливные элементы, как один из множества элементов, и имеет заданные жесткие профили, которые формируются на обеих его поверхностях для создания канала для текучей среды, проходящей через внутреннее пространство топливных элементов. Второй способ включает следующие стадии: (а) формирование двух тонких пластин; (b) наложение этих двух тонких пластин друг на друга через наполнитель, который размещается между этими двумя тонкими пластинами, и (с) прессование в форме двух тонких пластин, которые укладываются друг на друга на стадии (b) с тем, чтобы на поверхностях этих двух тонких пластин были сформированы заданные жесткие профили с одновременным соединением этих двух тонких пластин вместе. Стадия (с) включает стадию (с-1): формирование наполнителя в пространстве, определяемом жесткими профилями между двумя тонкими пластинами в контакте с этими двумя тонкими пластинами.
По второму способу настоящего изобретения обе тонкие пластины подвергаются прессованию в форме для создания заранее заданных жестких профилей на соответствующих поверхностях этих двух тонких пластин одновременно с соединением этих двух тонких пластин друг с другом. Две тонкие пластины взаимно компенсируют потенциальную деформацию, имеющую место при формировании жестких профилей, уменьшая, таким образом, деформацию готового газоотделителя. Подобно первому способу по настоящему изобретению, такое устройство гарантирует большую степень свободы при расчете жестких профилей на поверхности газоотделителя и позволяет уменьшить требуемую толщину готового газоотделителя. Формирование наполнителя в пространстве, определяемом двумя тонкими пластинами, осуществляется таким образом, что контакт между двумя тонкими пластинами обеспечивает газоотделителю дополнительную прочность при сниженной толщине. Свойства наполнителя обеспечивают ряд положительных характеристик готовому газоотделителю.
Во втором способе по настоящему изобретению материал, из которого формируется наполнитель, может быть электропроводным материалом. Такое устройство повышает общую электропроводность готового газоотделителя.
Во втором способе по настоящему изобретению материал, из которого формируется наполнитель, может быть теплопроводным материалом. Такое устройство повышает общую теплопроводность готового газоотделителя.
В первом или втором способе по настоящему изобретению каждая из тонких пластин может быть изготовлена из металла. Такое устройство эффективно предотвращает деформацию газоотделителя. Прессование металлической пластины часто приводит к искажению ее формы. Применение способа по настоящему изобретению для обработки металлической пластины снижает возможность потенциальной деформации.
Тонкие пластины могут быть изготовлены из нержавеющей стали или из алюминия.
Настоящее изобретение далее относится ко второму газоотделителю для блока топливных элементов, который выполнен в виде многослойного пакета из множества отдельных элементов, включая электролитический слой и электродные слои. Газоотделитель вводится в топливные элементы, как один из множества элементов, и имеет заранее заданный жесткий профиль, который формируется на его поверхности для создания канала для текучей среды, протекающей через внутренний объем топливных элементов. Второй газоотделитель содержит: несущий блок, газоотделитель, который составлен из тонких пластин и имеет множество отверстий, проходящих по всей толщине несущего блока; вставные элементы, которые состоят в основном из электропроводного материала и соответствующим образом вставляются во множество отверстий, образуя выпуклую структуру по крайней мере на одной поверхности несущего блока газоотделителя, и слой покрытия, который состоит в основном из электропроводного материала и покрывает, по меньшей мере, поверхность несущего блока газоотделителя и вставные элементы, вставляемые в несущий блок газоотделителя, который находится в контакте со смежным элементом, примыкающим к газоотделителю в топливных элементах.
Во втором газоотделителе для топливных элементов по настоящему изобретению, заданный жесткий профиль формируется на поверхности газоотделителя при помощи вставных элементов, которые не входят в несущий блок газоотделителя. Такое устройство предотвращает потенциальную деформацию газоотделителя при формировании жесткого профиля. При этом не создается вызывающего деформацию изгибающего или растягивающего усилия, которое воздействовало бы на несущий блок газоотделителя.
В газоотделителе для топливных элементов, имеющем заданные жесткие профили на обеих его поверхностях, вставные элементы в соответствующих отверстиях выходят за пределы поверхности несущего блока газоотделителя и образуют выпуклую структуру для определения заранее заданных жестких профилей в одном и том же положении на обеих поверхностях газоотделителя. В газоотделителе для топливных элементов, имеющем одну поверхность со сформированным на ней заранее заданным жестким профилем, и другую плоскую поверхность, вставные элементы в соответствующих отверстиях выходят только из отверстий на одной такой поверхности. Вставные элементы выполнены из электропроводного материала. Там, где вставные элементы обеспечивают достаточную электропроводность, требуемую для газоотделителя, несущий блок газоотделителя может не иметь электропроводящих свойств. Это расширяет диапазон выбора материала, который может быть использован для несущего блока газоотделителя.
Второй газоотделитель дополнительно имеет слой покрытия, который состоит в основном из электропроводного материала и покрывает по меньшей мере поверхность несущего блока газоотделителя и вставные элементы, вставляемые в несущий блок газоотделителя, который находится к контакте со смежным элементом, примыкающим к газоотделителю в топливном элементе. Такое устройство обеспечивает достаточную коррозионную стойкость по меньшей мере одной поверхности, которая находится в контакте со смежным элементом, и обеспечивает достаточную электропроводность между газоотделителем и смежным топливным элементом.
Настоящее изобретение также относится ко второму пакету топливных элементов, в который поступает содержащее водород газообразное топливо и кислородсодержащий окислительный газ. В этом пакете проходит электрохимическая реакция, сопровождаемая выработкой электроэнергии. Пакет топливных элементов содержит газоотделители для топливных элементов в соответствии пунктом 12 формулы изобретения.
Второй пакет топливных элементов по настоящему изобретению содержит газоотделители, имеющие небольшую деформацию. Такое устройство обеспечивает в основном равномерно распределенное поверхностное давление, прилагаемое к каждому отдельному элементу пакета топливных элементов, чтобы предотвратить увеличение внутреннего сопротивления из-за частичного уменьшения поверхностного давления и обеспечить эффективную работу топливных элементов. Это устройство также предотвращает ухудшение работы топливных элементов из-за коррозии газоотделителей.
Настоящее изобретение далее относится к третьему способу изготовления газоотделителя для топливных элементов, в котором блок топливных элементов выполнен в виде многослойного пакета из множества отдельных элементов, включая электролитический слой и электродные слои, причем этот газоотделитель вводится в топливные элементы, как один из множества элементов, и имеет заданный жесткий профиль, который формируется на его поверхности для создания канала для текучей среды, протекающей через внутренний объем топливных элементов. Третий способ включает следующие стадии: (а) создание несущего блока газоотделителя, состоящего из тонких пластин; (b) перфорация несущего блока газоотделителя в заранее заданном положении, чтобы сформировать множество отверстий, проходящих через несущую плату газоотделителя; (с) ввод вставных элементов, которые состоят, главным образом, из электропроводного материала, во множество отверстий, чтобы сформировать заданный жесткий профиль на поверхности несущего блока газоотделителя, и (d) формирование слоя покрытия, который состоит в основном из электропроводного материала и покрывает по меньшей мере поверхность несущего узла газоотделителя и вставные элементы, вставляемые в несущий узел газоотделителя, которые находятся в контакте со смежным элементом, примыкающем к газоотделителю в топливном элементе.
В третьем способе по настоящему изобретению используются вставные элементы, которые не входят в несущий блок газоотделителя для формирования заданного жесткого профиля на поверхности газоотделителя для топливных элементов. Такое устройство эффективно предотвращает потенциальную деформацию готового газоотделителя из-за формирования жесткого профиля. При этом не создается вызывающего деформацию изгибающего или растягивающего усилия, которое воздействовало бы на несущий блок газоотделителя.
В третьем способе по настоящему изобретению несущий блок газоотделителя перфорируется на стадии (b), вставные элементы запрессовываются во множество отверстий и отрезаются по заданной длине для формирования заранее заданного жесткого профиля на стадии (с). Этот способ изготовления газоотделителя для топливных элементов отличается применением простых механических операций, таких как перфорация, запрессовка и резка. По сравнению с известным способом, в котором используется прижатие металлической пластины или углеродного материала к газоотделителю под большим давлением, такое устройство упрощает и сокращает процесс изготовления. По сравнению с обычным способом изготовления, в котором пластинчатый элемент сгибается и растягивается, такие операции, как перфорация, запрессовка и резка гарантируют повышенную точность при формировании жесткого профиля.
В третьем способе формируется слой покрытия, который состоит в основном из электропроводного материала и покрывает, по меньшей мере, поверхность несущего узла газоотделителя и вставные элементы, вставляемые в несущий узел газоотделителя, которые находятся в контакте со смежным элементом, примыкающим к газоотделителю в топливном элементе. Такое устройство позволяет создать газоотделитель, который обладает достаточной коррозионной стойкостью, по меньшей мере, на поверхности, которая находится в контакте со смежным элементом и обеспечивает достаточную электропроводность между газоотделителем и смежным элементом топливных элементов.
В соответствии с одним предпочтительным применением третьего способа по настоящему изобретению каждое из множества отверстий и вводимые в них вставные элементы имеют в основном круглое поперечное сечение.
При этом облегчается позиционирование вставных элементов, вставляемых во множество отверстий. Заготовки, имеющие в основном круглое сечение, легко изготовить. Это расширяет диапазон выбора в отношении размера заготовок, используемых как вставные элементы (т.е. по их диаметру), позволяя, таким образом, произвольно регулировать чистоту обработки жесткого профиля. Элементы меньшего диаметра обеспечивают формирование более точного жесткого профиля. Таким образом, третий способ позволяет получить более точно обработанный жесткий профиль, который может быть легко сформирован на поверхности газоотделителя.
Настоящее изобретение также относится к третьему газоотделителю для топливных элементов, которые выполнены в виде многослойного пакета из множества элементов, включая электролитический слой и электродные слои. Газоотделитель включен в топливные элементы, как один из множества элементов, и имеет заранее заданный жесткий профиль, который формируется на его поверхности и определяет канал для текучей среды, проходящей через внутренний объем топливных элементов. Третий газоотделитель включает несущий узел газоотделителя, который состоит из тонкой пластины и имеет множество отверстий, проходящих по всей толщине несущего узла газоотделителя; вставные элементы, которые состоят в основном из электропроводного материала и соответствующим образом вставляются во множество отверстий для формирования выпуклой структуры, по меньшей мере, на одной поверхности несущего узла газоотделителя, и слой покрытия, который покрывает, по меньшей мере, поверхность несущего узла газоотделителя и вставные элементы, вставляемые в несущий узел газоотделителя и формирующие канал для жидкости в топливных элементах.
Как и в обсужденном выше втором газоотделителе, устройство третьего газоотделителя по настоящему изобретению эффективно предотвращает потенциальную деформацию газоотделителя при формировании жесткого профиля.
Третий газоотделитель дополнительно имеет слой покрытия, который покрывает, по меньшей мере, поверхность несущего узла газоотделителя и вставные элементы, вставляемые в несущий узел газоотделителя, которые формируют канал для текучей среды в топливных элементах. Это устройство обеспечивает свойства уплотнения текучей среды в канале также, а также достаточную коррозионную стойкость поверхности, которая формирует канал для текучей среды. Свойства материала, используемого в качестве покрытия, обеспечивают ряд преимуществ для такого канала. Например, применение гидрофильного материала или гидрофобного материала для слоя покрытия улучшает удаление влаги из газового канала топливных элементов.
Настоящее изобретение также относится к третьему пакету топливных элементов, которые получают водородосодержащее топливо и кислородсодержащий окислительный газ и вырабатывают электроэнергию посредством электрохимических реакций. Пакет топливных элементов включает газоотделители для топливных элементов в соответствии с пунктом 22.
Третий пакет топливных элементов по настоящему изобретению включает газоотделители, имеющие небольшую деформацию. В этом устройстве в основном равномерно распределенное поверхностное давление воздействует на каждый отдельный элемент пакета топливных элементов, чтобы предотвратить увеличение внутреннего сопротивления из-за частичного снижения поверхностного давления и обеспечить высокий кпд топливных элементов. Это устройство также улучшает действие уплотнения текучей среды в топливных элементах.
Настоящее изобретение далее относится к четвертому способу изготовления газоотделителя для топливных элементов, в котором топливные элементы выполнены в виде многослойного пакета из множества элементов, включая электролитический слой и электродные слои, и газоотделитель включен в топливные элементы как один из множества элементов и имеет заранее заданный жесткий профиль, который формируется на его поверхности для создания канала для текучей среды, проходящей через внутренний объем топливных элементов. Четвертый способ включает следующие стадии: (а) обеспечение несущего блока газоотделителя, состоящего из тонкой пластины; (b) перфорация несущего блока газоотделителя в заранее заданных местах, чтобы сформировать множество отверстий, проходящих по всей толщине несущего блока газоотделителя; (с) размещение вставных элементов, которые состоят, главным образом, из электропроводного материала, во множество соответствующих отверстий, чтобы сформировать заранее заданный жесткий профиль на поверхности несущего блока газоотделителя, и (d) формирование слоя покрытия, который покрывает, по меньшей мере, поверхность несущего блока газоотделителя и вставные элементы, вставляемые в несущий блок газоотделителя для создания канала для текучей среды в топливных элементах.
Как и в обсужденном выше третьем способе, четвертый способ по настоящему изобретению позволяет создать газоотделитель с небольшой деформацией при формировании жесткого профиля. По сравнению с известным способом, в котором металлическая пластина или углеродистый материал для газоотделителя прессуется в форме, заявленное устройство упрощает и сокращает процесс изготовления газоотделителя. По сравнению с обычным способом изготовления, в котором пластинчатый элемент изгибается и протягивается, данное устройство обеспечивает высокую точность при формировании жесткого профиля.
По четвертому способу формируется слой покрытия, по которому покрывается, по меньшей мере, поверхность несущего блока газоотделителя и вставных элементов, вставляемых в несущий блок газоотделителя, который формирует канал для текучей среды в топливных элементах. Это устройство гарантирует достаточно эффективное уплотнение текучей среды в канале и позволяет создать газоотделитель, имеющий коррозионно-стойкую поверхность, на которой формируется канал для текучей среды.
На фиг. 1 схематично показано поперечное сечение газоотделителя 30;
на фиг. 2 - вид в разрезе, схематично показывающий конструкцию отдельного топливного элемента 28 в виде составной части пакета топливных элементов;
на фиг. 3 - перспективный вид, частично в разрезе, показывающий конструкцию отдельного топливного элемента 28;
на фиг. 4 - общий вид пакетной конструкции 14, полученной наложением множества отдельных топливных элементов 28 друг на друга;
на фиг. 5 показан процесс изготовления газоотделителя 30;
на фиг. 6 приведено сравнение рабочих характеристик блока топливных элементов, в котором используются газоотделители 30 с наполнителями, с другим блоком топливных элементов с газоотделителями без наполнителей;
на фиг. 7 - вид в разрезе газоотделителя 130 по второму варианту;
на фиг. 8 - вид сверху на поверхность газоотделителя 130;
на фиг. 9 представлен процесс изготовления газоотделителя 130;
на фиг. 10 показан частичный разрез поперечного сечения газоотделителя 130;
на фиг. 11 показан второй процесс изготовления газоотделителя 130.
Лучшие способы реализации изобретения
Для более понятного объяснения конфигурации и функций устройства по настоящему изобретению далее описываются некоторые предпочтительные варианты настоящего изобретения со ссылками на сопровождающие чертежи. На фиг. 1 схематично показано поперечное сечение газоотделителя 30 в одном предпочтительном варианте настоящего изобретения. Газоотделитель 30 по первому варианту настоящего изобретения выполнен из нержавеющей стали и включает две несущие платы 62 и 64, которые составляют несущий блок 60, и находятся в контакте с предварительно заданным жестким профилем; наполнители 66 между этими двумя несущими платами 62 и 64, которые при соединении друг с другом образуют пустое пространство между этими двумя несущими платами 62 и 64, и слой покрытия 68, нанесенный на поверхность несущего блока 60. Для лучшего понимания сущности изобретения перед подробным описанием газоотделителя 30 сначала опишем топливные элементы, в которых используются такие газоотделители 30.
Топливные элементы, в которых используются газоотделители 30, в первом варианте настоящего изобретения конструктивно выполнены в виде пакета, в котором множество отдельных элементов уложены друг на друга. На фиг. 2 приведен разрез, схематично показывающий конструкцию отдельного элемента 28, как составную часть блока топливных элементов. Фиг. 3 - перспективный вид, частично в разрезе, иллюстрирующий конструкцию отдельного элемента 28. Фиг. 4 - перспективный вид, показывающий конструкцию пакета 14, полученного наложением множества отдельных элементов 28 друг на друга.
Топливные элементы по настоящему изобретению представляют собой полимерные электролитические топливные элементы, каждый из которых включает твердую полимерную мембрану, обладающую хорошей электропроводностью во влажном состоянии и действующую как электролитический слой. В каждый из топливных элементов на анод подается содержащее водород газообразное топливо, а на катод - кислородсодержащий окислительный газ, в результате чего в топливных элементах проходят электрохимические реакции, как показано ниже:
H2 --> 2H+ + 2e- (1)
(1/2)O2 + 2H+ + 2e- --> H2O (2)
H2 + (1/2)O2 --> H2O (3)
Уравнение (1) описывает реакцию у анодов и уравнение (2) описывает реакцию у катодов. Реакция, выраженная уравнением (3), проходит во всех топливных элементах. Как известно специалистам в данной области, топливные элементы непосредственно преобразуют химическую энергию подаваемого в них топлива в электрическую энергию и имеют чрезвычайно высокий энергетический кпд. Каждый отдельный элемент 28, который является составной частью блока топливных элементов, включает электролитическую мембрану 21, анод 22, катод 23 и пару газоотделителей 30а и 30b, как показано на фиг. 2.
Анод 22 и катод 23 представляют собой газодиффузионные электроды, которые уложены на электролитическую мембрану 21 и образуют трехслойную конструкцию. На этой трехслойной конструкции размещаются два газоотделителя 30а и 30b, которые особым образом соединены с анодом 22 и катодом 23 и образуют каналы подачи газообразного топлива и окислительного газа. Каналы 24Р для подачи газообразного топлива образованы анодом 22 и газоотделителем 30а, тогда как каналы 25Р для подачи окислительного газа образованы катодом 23 и газоотделителем 30b. Предварительно выбранное количество отдельных элементов 28 уложено друг на друга и образуют пакетную конструкцию 14 в виде блока топливных элементов.
Хотя ребра для формирования газовых каналов показаны только на одной поверхности каждого из газоотделителей 30а и 30b на фиг. 2, ребра 54 и 55 формируются на обеих поверхностях каждого из газоотделителей 30а и 30b в реальных топливных элементах, как показано на фиг. 3. Ребра 54, сформированные на одной поверхности каждого из газоотделителей 30а и 30b, объединены с примыкающим к ним анодом 22 для создания каналов 24Р для подачи газообразного топлива. Ребра 55, сформированные на другой поверхности каждого из газоотделителей 30а и 30b, и объединены с катодом 23 смежного топливного элемента 28 для создания каналов 25Р для подачи окислительного газа. Газоотделители 30а и 30b соответственно объединены со смежными газодиффузионными электродами и образуют газовые каналы, а также служат для отделения потока газообразного топлива от потока окислительного газа между двумя соседними элементами. В фактическом блоке топливных элементов нет никакой разницы в форме или функциональных возможностях газоотделителей 30а и 30b. В дальнейшем газоотделители 30а и 30b именуются как "газоотделитель 30".
Ребра 54 и 55, сформированные на поверхностях каждого газоотделителя, могут иметь любую форму, которая обеспечивает создание газовых каналов и позволяет подавать газообразное топливо и окислительный газ к соответствующим газодиффузионным электродам. На примере чертежей 2 и 3 ребра 54 и 55, показанные на поверхностях каждого газоотделителя, созданы, соответственно, как множество параллельных канавок. На фиг. 2 схематично показана конструкция отдельного элемента 28, на которой каналы 24Р для подачи газообразного топлива и каналы 25Р для подачи окислительного газа проходят параллельно друг другу. С другой стороны, на фиг. 3 ребра 54 и 55, сформированные на поверхностях каждого газоотделителя 30, расположены перпендикулярно друг другу. Ребра 54 и 55 могут иметь конфигурацию, отличную от той, которая показана на чертежах. Каждый из газоотделителей 30 изготавливается, соединяя две изготовленные в пресс-форме несущие платы 62 и 64 друг с другом, как обсуждено ниже; при прессовании ребрам 54 и 55 может быть придана любая форма.
Электролитическая мембрана 21 представляет собой протонопроводящую ионообменную мембрану, выполненную из электролитического полимерного материала, например из фтористой смолы, и имеющую хорошую электропроводность во влажном состоянии. В данном варианте в качестве электролитической мембраны 21 используется пленка из материала "Нафлон" (поставки фирмы "Дюпон"). Платина или платиновый сплав, состоящий из платины и другого металла, используется как катализатор на поверхности электролитической мембраны 21.
Анод 22 и катод 23 изготовлены из углеродной ткани, сотканной из углеродных волокон. Вместо углеродной ткани в данном варианте изобретения анод 22 и катод 23 могут быть изготовлены из копировальной бумаги или углеродного фетра, который также состоит из углеродных волокон.
Как упомянуто выше, газоотделитель 30 имеет блоки наполнителя 66, которые заполняют внутреннее пространство металлического несущего блока 60, и слой покрытия 68, который наносится на несущий блок 60. Газоотделитель 30 имеет четыре периферийных щелевых отверстия: щелевые отверстия для газообразного топлива 50 и 51, которые соединяют ребра 54 друг с другом, чтобы создать каналы 34Р для подачи газообразного топлива, и щелевые отверстия для подачи окислительного газа 52 и 53, которые соединяют ребра 55 друг с другом и создают каналы 35Р для подачи окислительного газа. В блоке топливных элементов щелевые отверстия 50 и 51 газоотделителей 30 формируют впускной коллектор газообразного топлива и выпускной коллектор газообразного топлива; эти коллекторы проходят через пакет топливных элементов вдоль слоев многослойной конструкции. Аналогичным образом, щелевые отверстия для окислительного газа 52 и 53 газоотделителей 30 соответственно формируют впускной коллектор окислительного газа и выпускной коллектор окислительного газа, которые проходят через пакет топливных элементов вдоль его слоев.
В процессе сборки топливных элементов, состоящих из вышеописанных частей, газоотделитель 30, анод 22, электролитическая мембрана 21, катод 23 и газоотделитель 30 укладываются друг на друга в указанной последовательности и формируют одиночный многослойный элемент. Коллекторные пластины 36 и 37, изоляционные пластины 38 и 39 и торцевые пластины 40 и 41 затем укладываются поперек одиночного многослойного элемента. Таким образом, создается пакетная конструкция 14, показанная на фиг. 4. Коллекторные пластины 36 и 37 соответственно имеют выходные клеммы 36А и 37А для вывода электроэнергии, полученной в пакете топливных элементов.
Как показано на фиг. 4, торцевая пластина 40 имеет два отверстия, одно из которых служит для подачи газообразного топлива 42, а другое для подачи окислительного газа 44. Изоляционная пластина 38, которая примыкает к торцевой пластине 40 и к коллекторной пластине 36, также имеет два отверстия, соответствующие двум отверстиям торцевой пластины 40. Отверстие для подачи газообразного топлива 42 открыто в положении, соответствующем центру топливных щелевых отверстий 50 газоотделителей 30. При активизации пакета топливных элементов отверстие для подачи газообразного топлива 42 соединяется с источником топлива для подачи обогащенного водородом газообразного топлива в топливные элементы (не показан). Аналогичным образом, отверстие для подачи окислительного газа 44 открыто в положении, соответствующем центру щелевых отверстий окислительного газа 52 газоотделителей 30. После активизации пакета топливных элементов отверстие для подачи окислительного газа 44 соединяется с источником окислительного газа для подачи кислородсодержащего окислительного газа в топливные элементы (не показан).
Узел подачи газообразного топлива и узел подачи окислительного газа увлажняют соответствующие газы и поддерживают их давление на заданном уровне перед подачей этих газов на соответствующие рабочие поверхности. Узел подачи газообразного топлива, соединенный с топливными элементами данного варианта, подает обогащенный водородом газ, например метанол в качестве газообразного топлива. В качестве газообразного топлива может использоваться газообразный водород высокой чистоты. Узел подачи окислительного газа подает обогащенный кислородом газ, например воздух.
Торцевая пластина 41 имеет два отверстия, расположенные в определенных местах и отличающиеся от отверстий торцевой пластины 40. Изоляционная пластина 39 и коллекторная пластина 37 также имеют два отверстия в положении, соответствующем двум отверстиям торцевой пластины 41. Одно отверстие, которое сформировано в торцевой пластине 41, представляет собой отверстие для подачи газообразного топлива, которое открыто в положении, соответствующем центру топливных щелевых отверстий 51 газоотделителей 30. Другое отверстие, выполненное в торцевой пластине 41, представляет собой отверстие для подачи окислительного газа, которое открыто в положении, соответствующем центру щелевых отверстий окислительного газа 53 газоотделителей 30. При активизации пакета топливных элементов отверстие для подачи газообразного топлива, выполненное в торцевой пластине 41, соединено с выпускным узлом газообразного топлива (не показан), тогда как отверстие для подачи окислительного газа, которое выполнено в торцевой пластине 41, связано с выпускным узлом окислительного газа (не показан).
Конструкция пакета 14, включая обсужденные выше соответствующие составные элементы, удерживается силой сжатия заданной величины в направлении укладки слоев. Эта конструкция составляет весь пакет топливных элементов. Устройство сжатия пакета 14 не показано.
Далее описывается прохождение потока газообразного топлива и потока окислительного газа через пакет топливных элементов, выполненный описанным выше образом. Подача газообразного топлива в топливные элементы осуществляется от описанного выше источника газообразного топлива через отверстие для подачи газообразного топлива 42, выполненное в торцевой пластине 40. В топливных элементах поток газообразного топлива подается в каналы 24Р для подачи газообразного топлива соответствующих отдельных элементов 28 через коллектор подачи газообразного топлива, где на анодах соответствующих отдельных элементов 28 происходит электрохимическая реакция. Поток газообразного топлива из каналов 24Р для подачи газообразного топлива проходит через выпускной топливный коллектор, достигает отверстия для подачи газообразного топлива, которое выполнено в торцевой пластине 41, и выходит из этого отверстия на внешнюю поверхность топливных элементов и далее в выпускной узел газообразного топлива, как обсуждено выше.
Аналогичным образом осуществляется подача окислительного газа от узла подачи окислительного газа в топливные элементы через отверстие для подачи окислительного газа 44, выполненное в торцевой пластине 40. В топливных элементах поток окислительного газа проходит через каналы 25Р для подачи окислительного газа соответствующих отдельных элементов 28, через коллектор окислительного газа и вступает в электрохимическую реакцию на катодах соответствующих отдельных элементов 28. Поток окислительного газа из каналов 25Р для подачи окислительного газа попадает в выпускной коллектор окислительного газа, достигает отверстия для подачи окислительного газа в торцевой пластине 41 и выходит из этого отверстия для подачи окислительного газа в выпускной узел окислительного газа, как обсуждено выше.
Вышеупомянутое описание относится только к каналам и потокам газообразного топлива и окислительного газа, которые подаются в топливные элементы. Готовые топливные элементы дополнительно включают канал водяного охлаждения, через который протекает охлаждающая вода. Как описано выше, химическая энергия топлива, подаваемого в топливные элементы, преобразуется в электрическую энергию посредством электрохимических реакций, происходящих в топливных элементах. Преобразование химической энергии в электрическую энергию происходит не полностью, и остаточная энергия, которая не преобразуется в электрическую, отводится в виде тепла. Таким образом, топливные элементы вместе с выработкой электроэнергии выделяют тепло. Чтобы поддерживать рабочую температуру топливных элементов в нужном диапазоне, в топливных элементах предусмотрен канал водяного охлаждения, по которому через топливные элементы протекает поток охлаждающей воды для удаления избыточного тепла.
Газоотделитель 30 по данному варианту имеет два отверстия (не показаны) для формирования канала для охлаждающей воды в дополнение к щелевым отверстиям 50 и 51 для газообразного топлива и щелевым отверстиям 52 и 53 для окислительного газа, показанным на фиг. 3. Два отверстия соответствующих уложенных друг на друга газоотделителей 30, которые образуют пакетную конструкцию 14, формируют канал для охлаждающей воды, который проходит через пакетную конструкцию 14 для ввода воды в пакет и вывода ее из пакета. Топливные элементы пакетной конструкции 14 также включают сепараторы канала охлаждающей воды (не показаны), каждый из которых предназначен для определенного числа отдельных элементов, уложенных друг на друга
вместо стандартного газоотделителя 30, и имеет жесткую поверхностную конструкцию, образующую каналы для потока охлаждающей воды. Жесткая конструкция, образованная на поверхности сепаратора канала охлаждающей воды, объединена со смежным элементом и образует канал для потока охлаждающей воды внутри пакета. Внутренние каналы для каждого заданного числа отдельных элементов получают воду от источника охлаждающей воды и выводят нагретую охлаждающую воду через описанные выше отверстия. Поток охлаждающей воды служит для удаления избыточного тепла, от топливных элементов в процессе выработки электроэнергии.
Далее описывается конструкция газоотделителя 30, которая представляет собой основную часть настоящего изобретения. Газоотделитель 30 имеет несущий блок 60, включая две несущие платы 62 и 64, блоки наполнителя 66 и слой описанного выше покрытия 68. На фиг. 5 показан процесс изготовления газоотделителя 30. На фиг. 5 показана технологическая схема процесса изготовления газоотделителя 30 и приведены схемы, иллюстрирующие соответствующие стадии технологического процесса. Далее описывается процесс изготовления газоотделителя 30 со ссылкой на фиг. 5.
По этому процессу сначала подготавливают несущие платы 62 и 64 прессованием в форме двух металлических пластин (стадия S100). В этом варианте пластины из нержавеющей стали толщиной 0,3 мм прессуются под поверхностным давлением 1 т/см2. При этом образуются выпуклости, соответствующие ребрам 54 и 55 на одной поверхности несущих плат 62 и 64. Далее в ходе технологического процесса в зазор между двумя несущими платами вводится наполнитель и несущие платы 62 и 64 прессуются для прочного соединения друг с другом (стадия S110). Несущие платы 62 и 64 соединяются друг с другом через наполнитель (в этом варианте, терморасширяющийся графит), вводимый между несущими платами 62 и 64. При этом формируется несущий блок 60, включающий блоки наполнителей 66, заполняющие пространство, образованное выпуклостями на обращенных друг к другу сторонах стыка несущих плат 62 и 64 (т.е. внутренние обращенные друг к другу поверхности выпуклостей, соответствующие ребрам 54 и 55). На стадии S110 в качестве наполнителя используется терморасширяющийся графит, и несущие платы 62 и 64 прижимаются друг к другу, чтобы обеспечить их прочное соединение. На этой стадии заданное количество терморасширяющегося графита размещается на соединяющихся лицевых сторонах несущих плат 62 и 64 и обе несущие платы 62 и 64 прижимается друг к другу через вставленный между ними терморасширяющийся графит под давлением 2 т/см2 в форме, поверхность которой соответствует поверхности выпуклой конструкции. Таким образом, две несущие платы 62 и 64 соединяются друг с другом, и создается несущий блок 60, который включает наполнители 66 во внутреннем пространстве соответствующих выпуклостей, в частности это пространство заполняется терморасширяющимся графитом.
Терморасширяющийся графит представляют собой один из известных углеродных материалов, получаемый путем нагрева обработанного кислотой углерода, типа природного графита или сажи, для увеличения его объема. Под воздействием теплоты терморасширяющийся графит приобретает слоистую структуру, слои которой при сжатии прочно соединяются друг с другом. В процессе литья под давлением для такого материала не требуется никакого связующего вещества. Внедрение терморасширяющегося графита между двумя несущими платами 62 и 64 и прессование несущих плат 62 и 64 в форме завершает операцию заполнения внутреннего пространства несущего блока 60 терморасширяющимся графитом одновременно с соединением несущих плат 62 и 64 друг с другом. Терморасширяющийся графит, вводимый между двумя несущими платами 62 и 64 под давлением на стадии S110, может быть в виде порошка или, альтернативно, в виде листового материала.
После этого выполняется обработка поверхности блока 60, внутреннее пространство которого заполнено терморасширяющимся графитом (стадия S120) с тем, чтобы закончить изготовление газоотделителя 30. Обработка поверхности в этом варианте заключается в покрытии поверхности несущего блока 60 слоем углерода для создания покрытия 68. Слой покрытия 68 формируется путем контакта листового углеродного материала, состоящего из терморасширяющегося графита, с поверхностью несущего блока 60 в пресс-форме, соответствующей конфигурации несущего блока 60. Альтернативно терморасширяющийся порошковый графит может быть нанесен непосредственно на поверхность несущего блока 60 в изложнице определенной формы. В процессе соединения слоя терморасширяющегося графита с несущим блоком 60 желательно откачать газ из внутреннего пространства пресс-формы, чтобы обеспечить достаточно прочное сцепление прессуемых частей. Контактное соединение может быть достигнуто с помощью механического прессования или путем использования гидростатического давления.
В процессе изготовления газоотделителя 30 в металлической пластине пробиваются щелевые отверстия до или после прессования в форме на стадии S100, хотя это не упомянуто в вышеприведенном описании. Щелевые отверстия 50 и 51 для газообразного топлива и щелевые отверстия 52 и 53 для окислительного газа формируются в металлической пластине путем перфорации.
Способ изготовления газоотделителя 30, имеющего вышеупомянутую конфигурацию в этом варианте 30, обеспечивает получение газоотделителя с небольшой деформацией пластин. Несущие платы 62 и 64, изготавливаемые прессованием в форме, имеют некоторую деформацию жестких профилей. Скрепление этих двух несущих плат 62 и 64 друг с другом позволяет исправить деформацию соответствующих несущих плат 62 и 64, обеспечивая, таким образом, получение несущего блока 60 с небольшой деформацией. Если газоотделители, используемые в блоке топливных элементов, имеют небольшую деформацию, поверхностное давление на соответствующие отдельные элементы пакета топливных элементов в основном имеет постоянную величину. Такое устройство эффективно предотвращает повышение внутреннего сопротивления из-за частичного снижения поверхностного давления и, таким образом, гарантирует надежную работу пакета топливных элементов.
Способ изготовления газоотделителя 30 в этом варианте имеет дополнительные преимущества, заключающиеся в том, что при изготовлении металлического газоотделителя прессованием в форме предотвращается возможная деформация этого газоотделителя, как обсуждено выше. Способ прессования в форме металлической пластины сокращает время изготовления газоотделителя. Кроме того, способ по этому варианту позволяет изготовить газоотделитель 30 с помощью простых и недорогих операций. Используемый металл имеет достаточную прочность и, таким образом, позволяет уменьшить толщину пластин газоотделителя по сравнению с газоотделителями из углеродного материала. По желанию можно уменьшить размер целого пакета топливных элементов.
Технология по этому варианту позволяет изготовить газоотделитель 30, соединяя две несущие платы 62 и 64 друг с другом. Такое устройство увеличивает степень свободы при расчете газоотделителя, имеющего профильные поверхности. В случае, если одна металлическая пластина представляет собой элемент, прессуемый к газоотделителю под давлением, трудно сформировать выпуклости на одних и тех же участках обеих поверхностей газоотделителя. Следовательно, имеются некоторые ограничения при расчете жестких профилей, которые должны быть выполнены на обеих поверхностях газоотделителя. Использование толстой металлической пластины может обеспечить достаточную степень свободы при расчете выпуклостей на каждой поверхности газоотделителя. Однако такие газоотделители увеличивают объем всего пакета топливных элементов, что нежелательно. Способ по данному варианту позволяет изготовить газоотделитель 30 скреплением этих двух несущих плат 62 и 64 друг с другом, создавая, таким образом, жесткие профили на обеих поверхностях газоотделителя 30 и облегчая его проектирование путем снятия ограничений по толщине газоотделителя 30.
В конструкции по этому варианту внутреннее пространство, определяемое этими двумя несущими платами 62 и 64, заполняется наполнителем. Такое устройство увеличивает прочность на изгиб на участках формирования ребер 54 и 55 и позволяет уменьшить потенциальный крип, возникающий в пакетной конструкции 14. Так как наполнитель увеличивает прочность на изгиб на участках, где формируются ребра 54 и 55, нет необходимости в увеличении толщины газоотделителя, чтобы обеспечить достаточную прочность. Устройство заполнения объема, создаваемого этими двумя несущими платами 62 и 64, наполнителем увеличивает электропроводность и теплопроводность газоотделителя 30, улучшая, таким образом, рабочие характеристики топливных элементов, включая характеристики газоотделителя 30. Использование электропроводного терморасширяющегося графита в качестве наполнителя повышает электропроводность всего газоотделителя и, таким образом, позволяет уменьшить внутреннее сопротивление топливных элементов таких газоотделителей. По сравнению с конструкцией, с незаполненным внутренним пространством, устройство, внутреннее пространство которого заполнено наполнителем, позволяет создать газоотделитель с улучшенной теплопроводностью. Топливные элементы, включающие такие газоотделители, характеризуются высокой эффективностью охлаждения потоком охлаждающей воды, которая проходит через внутреннее пространство топливных элементов. Увеличенная эффективность охлаждения позволяет поддерживать внутреннюю температуру топливных элементов в основном на постоянном уровне в желательном диапазоне температур. Улучшенная теплопроводность газоотделителя позволяет быстро повысить внутреннюю температуру всего пакета топливных элементов при пуске системы, сокращая, таким образом, время простоя топливных элементов.
На фиг. 6 показано сравнение рабочих характеристик блока топливных элементов, в которых используются газоотделители 30 данного варианта изобретения, с другим блоком топливных элементов, в которых используются газоотделители, аналогичные газоотделителям 30, но без наполнителя во внутреннем пространстве. Каждый блок топливных элементов представляет собой многослойный пакет 100 из отдельных элементов. Как показано на графике фиг. 6, блок топливных элементов с газоотделителями 30 обеспечивают достаточный уровень выходного напряжения при увеличенной плотности выходного электрического тока, т.е. при увеличении подключенной нагрузки. С другой стороны, блок топливных элементов, в котором используются газоотделители без наполнителя во внутреннем объеме, имеет более низкое выходное напряжение при увеличении нагрузки. Газоотделитель 30, содержащий блоки наполнителя 66, имеет меньшее внутреннее сопротивление, что позволяет снизить сопротивление поляризации и обеспечить достаточный уровень выходного напряжения.
В варианте, обсужденном выше, блоки наполнителя 66, расположенные между этими двумя несущими платами 62 и 64, скреплены друг с другом для повышения электропроводности и теплопроводности газоотделителя 30. Однако пространство, определяемое двумя несущими платами 62 и 64, может не заполняться наполнителем, если готовый газоотделитель имеет требуемую электропроводность и теплопроводность. Даже в этом случае устройство скрепления этих двух несущих плат 62 и 64 друг с другом эффективно предотвращает деформацию готового газоотделителя. Отсутствие блока наполнителя 66 позволяет уменьшить общий вес газоотделителя. Там, где блоки наполнителя 66 не используются, эти две несущие платы 62 и 64 могут быть соединены друг с другом, например, с помощью точечной сварки или сварки, в которой используются механические колебания или сверхзвуковые волны.
В газоотделителе 30 по данному варианту две металлические пластины прессуются под давлением к несущим платам 62 и 64 и наполнитель, образующий блоки наполнителя 66, размещается между двумя несущими платами 62 и 64 в процессе соединения этих несущих плат 62 и 64 друг с другом. В одной возможной модификации наполнитель размещается между двумя металлическими пластинами до прессования металлических пластин к несущим платам. Эта модификация показана на фиг. 11 в виде второго процесса изготовления газоотделителя 30. По этому модифицированному процессу сначала подготавливаются две металлические пластины, как и при изготовлении газоотделителя, показанного на фиг. 5, после чего наполнитель (например, терморасширяющийся графит, заранее спрессованный с листовой подложкой) размещается между двумя металлическими пластинами (стадия S300). Затем в результате прессования в форме образуется многослойная конструкция, которая включает две металлические пластины со слоем наполнителя между ними (стадия S310). На этой стадии на поверхности этих двух металлических пластин формируются заранее заданные жесткие профили и одновременно эти две металлические пластины скрепляются друг с другом через наполнитель. Это позволяет создать несущий блок 60 той же самой конструкция, что и конструкция несущего блока 60, полученная на стадии S110 по технологической схеме фиг. 5. Затем на стадии S320 поверхность несущего блока 60 обрабатывается таким же образом, что и на стадии S120 на фиг. 5. Этой операцией заканчивается изготовление газоотделителя 30, имеющего ту же самую конструкцию, что и газоотделитель по обсужденному выше варианту. В газоотделителе 30, изготовленном в соответствии с этим измененным технологическим процессом, жесткие профили на обеих поверхностях газоотделителя формируются на различных металлических пластинах. Таким образом, в этом устройстве эффективно предотвращается возможная деформация газоотделителя, упомянутая выше при описании второго варианта изобретения.
В газоотделителе 30 по этому варианту блоки наполнителя 66 заполнены терморасширяющимся графитом. Альтернативно, между двумя металлическими пластинами, соединяемыми друг с другом, может быть размещен любой другой электропроводный наполнитель для повышения электропроводности и теплопроводности готового газоотделителя. Терморасширяющийся графит используемый в данном варианте изобретения, может быть заменен материалом, представляющим собой смесь угольного порошка, типа природного графита или сажи, со связующим веществом (например, термореактивной смолой). К таким общеизвестным углеродным материалам относятся электропроводные пасты (угольный или металлический порошок, смешанный с клеем), электропроводные смолы и пористые элементы, выполненные из электропроводного материала (например, пористый никель). Там, где в данном варианте в качестве наполнителя используется терморасширяющийся графит или любая электропроводная паста, сам наполнитель представляет собой композицию, обеспечивающую соединение двух металлических пластин друг с другом способом прессования под давлением. В случае применения другого углеродного материала вместо терморасширяющегося графита, к нему добавляется связующее вещество, чтобы обеспечить достаточную плотность полученного наполнителя. Если наполнитель не имеет достаточной плотности, например, когда в качестве наполнителя используется пористый никель, металлические пластины скрепляются друг с другом с помощью клея. Когда в качестве наполнителя используется пористый никель, в качестве клея может использоваться терморасширяющийся графит, наносимый на участок поверхности контакта металлической пластины с пористым никелем. Применение терморасширяющегося графита в качестве наполнителя без каких-либо добавок, имеющих меньшую электропроводность, обеспечивает необходимую электропроводность всего газоотделителя.
В газоотделителе 30 по данному варианту на поверхность несущего блока 60, который формируется при скреплении этих двух несущих плат 62 и 64 друг с другом, нанесен слой покрытия 68, состоящего из терморасширяющегося графита, имеющего достаточную коррозионную стойкость. Для создания слоя покрытия 68 может быть использован любой другой материал, если этот материал имеет достаточную электропроводность и обеспечивает необходимую коррозионную стойкость несущему блоку 60, Например, в случае использования терморасширяющегося графита, нанесение никеля в качестве слоя покрытия 68 обеспечивает достаточную коррозионную стойкость без ухудшения электропроводности на участках контакта поверхности с каждым газодиффузионным электродом топливных элементов. В качестве покрытия может также использоваться электропроводная паста.
Если обеспечивается достаточная электропроводность поверхности контакта газоотделителя 30 с каждым смежным газодиффузионным электродом топливных элементов, не требуется наносить слой покрытия 68 на всю поверхность несущего блока 60. В одной возможной модификации изобретения покрываются остаточные участки, в не поверхности контакта (например, поверхности, формируемых каналов 24Р для подачи газообразного топлива и каналов 25Р для подачи окислительного газа) материалом, имеющим малую величину электропроводности, но достаточную коррозионную стойкость. Например, в одном предпочтительном устройстве покрываются поверхности формируемых каналов 24Р для подачи газообразного топлива и каналов 25Р для подачи окислительного газа гидрофильным материалом или водоотталкивающим материалом. Примерами гидрофильного материала могут служить окиси кремния и гигроскопические смолы. Примером водоотталкивающего материала может служить политетрафторэтилен.
Далее описывается влияние нанесения покрытия на поверхности формируемых каналов 24Р для подачи газообразного топлива и каналов 25Р для подачи окислительного газа гидрофильным или водоотталкивающим материалом. Электрохимические реакции, выраженные приведенными выше уравнениями (1)-(3), происходят в топливных элементах, включая газоотделители 30. В ходе таких электрохимических реакций на катодах выделяется вода, как показано в уравнении (2). Вода испаряется в виде окислительного газа, который выходит из топливных элементов. Однако на некоторых участках топливных элементов с более низкой температурой вода может конденсироваться и помешать непрерывному течению окислительного газа по каналу окислительного газа. Электрохимическая реакция, происходящая около анодов, выделяет протон, как показано в уравнении (1). Протон в основном перемещается в твердой электролитической мембране в гидратированном состоянии. При работе топливных элементов газообразное топливо, подаваемое к топливным элементам, как правило, увлажняется, и влага передается от анодов к твердой электролитической мембране. Поток увлажненного газообразного топлива может вызвать образование конденсата на стенках канала газообразного топлива. Конденсат может прервать непрерывный поток газообразного топлива. Применение гидрофильного материала для покрытия поверхностей, формирующих стенки канала 24Р для подачи газообразного топлива и канала 25Р для подачи окислительного газа в соответствующих отдельных элементах 28 пакета топливных элементов, обеспечивает стекание конденсата, образованного в этих газовых каналах, по гидрофильной поверхности каналов вместе с газовыми потоками и освобождение элементов 28 от конденсата. С другой стороны, применение водоотталкивающего материала для поверхностей, образующих выпускные газоходы, обеспечивает отталкивание конденсата водоотталкивающей поверхностью стенок каналов и элементы 28 легко освобождаются от влаги потоками отходящих газов.
В обсужденном выше варианте на поверхности несущего блока 60, включающего блоки наполнителя 66, слой покрытия 68 формируется в процессе изготовления газоотделителя 30. Альтернативно поверхности соответствующих несущих плат 62 и 64 могут быть обработаны до того, как несущие платы 62 и 64 будут соединены вместе, чтобы сформировать несущий блок 60. В этом альтернативном процессе стадия прессования металлических пластин к несущим платам 62 и 64 (стадия S100 на фиг. 5) сопровождается подготовкой поверхности соответствующих несущих плат 62 и 64 для нанесения слоя покрытия 68 аналогично операции на стадии S120, показанной на фиг. 5. После этого наполнитель вводится между несущими платами 62 и 64 с нанесенными на них слоями покрытия 68, чтобы соединить несущие платы 62 и 64 вместе аналогично операции на стадии S110, показанной на фиг. 5.
В обсужденном выше варианте газоотделитель 30 имеет слой покрытия 68 на своей поверхности, который обеспечивает достаточную коррозионную стойкость. Если материал, наносимый на несущие платы 62 и 64, имеет достаточную коррозионную стойкость, слой покрытия 68 может не наноситься на поверхности несущих плат 62 и 64. В этом случае скрепление этих двух несущих плат 62 и 64 друг с другом и образование несущего блока 60 также эффективно предотвращает потенциальную деформацию готового газоотделителя.
В вышеупомянутом варианте несущие платы 62 и 64 выполнены из нержавеющей стали. Описанные выше преимущества достигаются и в варианте, в котором несущие платы 62 и 64 изготовлены из другого металла, например алюминия. Если поверхность газоотделителя защищена слоем покрытия 68, которое обеспечивает коррозионную стойкость, то несущие платы 62 и 64 могут быть выполнены из металла с невысокой коррозионной стойкостью. Соответствующий материал может быть выбран для несущих плат 62 и 64 с учетом веса и стоимости металла.
Способ соединения несущих плат 62 и 64, выполненных из неметалла, требует использования электропроводного материала для изготовления газоотделителя, который в этом случае будет иметь те же преимущества, т.е. готовый газоотделитель будет иметь небольшую толщину и не будет иметь деформации. В качестве электропроводного материала из неметаллов может быть использован порошок углерода, смешанный со связующим веществом и терморасширяющимся графитом. В этом случае тонкие пластины, выполненные из углеродного материала, прессуют к двум несущим платам, имеющим заданные жесткие профили, и соединяют эти две несущие платы друг с другом, получая законченный газоотделитель.
Если какой-либо из этих углеродных материалов прессуется в неразъемный блок, чтобы сформировать газоотделитель, имеющий заранее заданные жесткие профили на обеих своих поверхностях, эти жесткие профили, выполненные на обеих поверхностях, изменяют толщину стенки с этими поверхностями. Различие в толщине стенки приводит к изменению давления, приложенного к этой поверхности в процессе прессования в форме. Чтобы обеспечить достаточную прочность готового газоотделителя, требуется установить толщину стенки готового газоотделителя равной или больше заданного значения и добавить достаточное количество связующего вещества. Однако добавка связующего вещества приводит к уменьшению электропроводности. С другой стороны, при скреплении эти двух несущих плат друг с другом, прессованием в форме углеродного материала для изготовления газоотделителя, имеющего заданные жесткие профили на обеих этих платах, каждая несущая плата имеет жесткий профиль только на одной из этих пластин, причем этот профиль соответствует одной поверхности газоотделителя. Такое устройство обеспечивает равномерную толщину стенки несущей платы и позволяет получить в основном постоянное поверхностное давление, которое действует в процессе прессования в пресс-форме на соответствующие тонкие пластины. Такое устройство также позволяет уменьшить количество добавляемого связующего вещества и толщину стенки соответствующих несущих плат, выполненных из углеродного материала. Если эти две несущие платы, выполненные из электропроводного неметалла, соединены друг с другом, электропроводный наполнитель, помещенный между этими двумя несущими платами, увеличивает электропроводность и теплопроводность этого материала и обеспечивает достаточную прочность готового газоотделителя, как обсуждено выше при описании основного варианта.
В варианте, обсужденном выше, жесткие профили, выполненные на поверхности газоотделителя 30, определяют каналы 24Р для подачи газообразного топлива и каналы 25Р для подачи окислительного газа. Однако жесткий профиль может создать канал для протекания текучей среды, отличный по форме от каналов для газообразного топлива и окислительного газа. В частности, жесткий профиль определяет канал для охлаждающей воды, которая протекает по этому каналу через внутреннее пространство топливных элементов, чтобы поддерживать внутреннюю температуру газообразного топлива в пределах желательного диапазона температур, как упомянуто выше. Сепараторная прокладка для канала охлаждающей воды изготавливается по технологии, сходной с технологией изготовления газоотделителя 30, и имеет сходные рабочие параметры.
Необязательно формировать канал для прохода текучей среды на обеих поверхностях газоотделителя, изготовленного вышеуказанным образом, и одна поверхность может быть плоской без какого-либо нанесенного на нее жесткого профиля. В одной примерной конструкции топливных элементов газоотделитель, который примыкает к сепаратору канала для охлаждающей воды, имеет одну плоскую поверхность, которая находится в контакте с сепаратором канала охлаждающей воды и с другой поверхностью, которая имеет жесткую конструкцию, формирующую каналы 24Р для подачи газообразного топлива или каналы 25Р для подачи окислительного газа. В этом случае этот сепаратор может быть изготовлен, используя способ, аналогичный способу изготовления газоотделителя 30 по данному варианту. Скрепление этих двух несущих плат вместе позволяет уменьшить потенциальную деформацию готового газоотделителя, имеющего эту конструкцию. Конструкция, внутреннее пространство которой заполнено электропроводным наполнителем, имеет те же преимущества, что и конструкция, обсужденная выше, т.е. повышенную электропроводность и теплопроводность,
В обсужденном выше первом варианте газоотделитель изготовлен скреплением двух несущих плат друг с другом для того, чтобы снизить потенциальную деформацию готового газоотделителя. Другая конструкция, применение которой уменьшает потенциальную деформацию готового газоотделителя, содержит плоскую несущую плату и выпуклую структуру, которая формируется на несущем блоке, чтобы создать газовый канал, причем обе эти части являются отдельными элементами. Эта конструкция описана ниже как второй вариант.
На фиг. 7 представлен вид в разрезе на газоотделитель 130 по второму варианту изобретения. Фиг. 8 - вид сверху на поверхность газоотделителя 130. Газоотделитель 130 по второму варианту включает несущий блок 160, который выполнен из нержавеющей стали и имеет множество отверстий круглого сечения, проходящих по толщине несущего блока 160, множество вставных элементов 170, которые вставляются в соответствующие отверстия несущего блока 160, и слой покрытия 168, который выполнен из терморасширяющегося графита и покрывает поверхности несущего блока 160 и вставные элементы 170. Газоотделители 130 и другие заранее заданные элементы уложены друг на друга аналогично газоотделителям 30 по первому варианту, чтобы создать топливные элементы, подобные топливным элементам первого варианта. В дальнейшем описании составные части, которые являются общими для первого и второго вариантов, имеют те же самые цифровые обозначения и далее специально не описываются.
Как и газоотделитель 30, газоотделитель 130 имеет щелевые отверстия 50 и 51 для прохода газообразного топлива и щелевые отверстия 52 и 53 для прохода окислительного газа, расположенные по периферии газоотделителя. Газоотделитель 130 имеет множество ребер 155, которые расположены в одном и том же положении на соответствующих поверхностях и представляют собой выпуклую структуру, которая образована на несущем блоке 160 множеством вставных элементов 170, расположенных на одинаковом расстоянии друг от друга. Несущий блок 160 включает плоскую часть 182, которая является участком с расположенными на нем ребрами 155, и уплотнительную часть 180, которая определяет периферийную часть газоотделителя 130 (т.е. область, окружающую щелевые отверстия 50 и 51 для прохода газообразного топлива и щелевые отверстия 52 и 53 для прохода окислительного газа). Уплотнительная часть 180 имеет увеличенное поперечное сечение по сравнению с плоской частью 182. Плоская часть 182, которая образует вогнутую поверхность под уплотнительной частью 180, предназначена для связи со щелевыми отверстиями 52 и 53 для прохода окислительного газа на соответствующих поверхностях газоотделителей 130 в блоке топливных элементов, включая газоотделители 130 (см. фиг. 8). В этом блоке топливных элементов концы ребер 155 находятся в контакте со смежным газодиффузионным электродом, а каналы 25Р для подачи окислительного газа образованы боковыми поверхностями ребер 155, поверхностью плоской части 182 и примыкающим к ним газодиффузионным электродом. Аналогичным образом, плоская часть 182 предназначена для связи щелевых отверстий 50 и 51 для прохода газообразного топлива с соответствующими другими поверхностями газоотделителей 130 в блоке топливных элементов. Каналы 24Р для подачи газообразного топлива образованы боковыми поверхностями ребер 155, поверхностью плоской части 182 и другим примыкающим газодиффузионным электродом в блоке топливных элементов.
Далее описывается способ изготовления газоотделителя 130. На фиг. 9 показан процесс изготовления газоотделителя 130. Фиг. 9 включает технологическую схему, на которой схематически показаны стадии изготовления газоотделителя 130.
В начале процесса подготавливают тонкую пластину из нержавеющей стали, которая затем перфорируется в заранее заданных местах, чтобы получить множество отверстий, формируя, таким образом, несущий блок 160 (стадия S200). Отверстия, выполненные в пластине из нержавеющей стали, включают отверстия, выполненные в местах, соответствующих ребрам 155 газоотделителя 130, показанного на фиг. 8, а также щелевые отверстия 50 и 51 для прохода газообразного топлива и щелевые отверстия 52 и 53 для прохода окислительного газа. Среди отверстий, выполненных на стадии S200, каждое из отверстий, выполненных в местах, соответствующих ребрам 155, имеет диаметр несколько меньше размера поперечного сечения каждого ребра 155. Далее в ходе технологического процесса в каждое из отверстий, выполненных в местах, соответствующих ребрам 155, запрессовывается металлический провод с помощью специального подающего механизма (стадия S210). Каждый провод, введенный в отверстие прессовой посадкой, образует ребро 155 газоотделителя 130 и имеет диаметр несколько превышающий диаметр каждого соответствующего отверстия, выполненного на стадии S200. Использование металлических проводов, имеющих такой диаметр, обеспечивает эффективное уплотнение между металлическим несущим блоком 160 и проводами, запрессованных прессовой посадкой.
Далее в ходе технологического процесса обрезают концы проводов, запрессованных в несущий блок 160 (стадия S220). Позиции среза соответствующих проводов (т.е. расстояния от концов проводов до несущего блока 160) являются постоянными на каждой поверхности несущего блока 160. Срезание концов проводов завершает операцию прессовой посадки вставных элементов 170 в соответствующие отверстия, выполненные в несущем блоке 160, в результате чего на обеих поверхностях несущего блока 160 образуется множество ребер 155, которые находятся в одном и том же положении относительно друг друга. После формирования ребер 155 выполняется операция обработки поверхности, аналогичная стадии S120 на фиг. 5 для несущего блока 160, и создается множество ребер 155 (стадия S230), которые завершают изготовление газоотделителя 130. Обработка поверхности на этой стадии завершается покрытием поверхности несущего блока 160 и множества ребер 155 терморасширяющимся графитом, как и в случае создания газоотделителя 30 по первому варианту.
В способе изготовления газоотделителя 130 по второму варианту плоский несущий блок 160 и провода, образующие ребра 155, изготавливаются как отдельные элементы. Такое устройство эффективно предотвращает потенциальную деформацию газоотделителя, имеющего жесткие профили. Конструкция ребер 155 в виде отдельных элементов не вызывает появления изгибающих или растягивающих сил в металлической пластине, которые привели бы к деформации несущего блока 160.
В газоотделителе 130 по этому варианту заданные жесткие профили формируются, используя простые технологические операции, т.е. пробивка отверстий для образования ребер 155, прессовая посадка проводов в отверстия и срезание концов запрессованных проводов. По сравнению с обычным способом, в котором для изготовления газоотделителя осуществляется процесс прессования в пресс-форме металлической пластины или углеродного материала, такое устройство упрощает процесс изготовления и сокращает время, требуемое для производства газоотделителя.
Размер ребер 155 формируемых на поверхностях газоотделителя 130 выбираются произвольно, приспосабливая диаметр проводов, вставляемых прессовой посадкой в соответствующие отверстия в процессе изготовления газоотделителя 130 по данному варианту. Провода более тонкого диаметра позволяют создать более тонкие ребра и с более высокой точностью. По сравнению с устройством прессования в форме углеродного материала или металлической пластины, на которых формируются жесткие профили, данное устройство позволяет получить более точный жесткий профиль, процесс изготовления которого значительно упрощается. Данное устройство также характеризуется низкой себестоимостью благодаря использованию особо прочной пресс-формы.
В процессе изготовления газоотделителя 130 по данному варианту изобретения используется более тонкая металлическая пластина по сравнению с известным способом, в котором металлическая пластина прессуется в пресс-форме, чтобы получить газоотделитель, имеющий жесткую конструкцию на обеих своих поверхностях. При способе прессования в форме металлической пластины для изготовления газоотделителя, имеющего заданные жесткие профили, некоторые участки металлической пластины, соответствующие жестким профилям, изгибаются или вытягиваются в процессе прессования.
Следовательно, требуется металлическая пластина, имеющая достаточную толщину. С другой стороны, в способе по данному варианту металлическая пластина просто перфорируется для формирования отверстий, в которые вставляются вставные элементы 170, используя прессовую посадку. В этом случае можно использовать более тонкую металлическую пластину, чем металлическая пластина, используемая для обычного прессования в форме при изготовлении несущего блока 160. Способ изготовления газоотделителя 130 по данному варианту не требует изгибания или протяжки материала в ходе прессования в форме и, таким образом, дает более тонкий готовый газоотделитель, по сравнению со способом изготовления газоотделителя путем прессования материала, состоящего, главным образом, из угольного порошка. Использование тонкой металлической пластины для изготовления газоотделителя позволяет уменьшить размер всего пакета топливных элементов.
В обсужденном выше втором варианте изобретения несущий блок 160 выполнен из нержавеющей стали. Можно избежать потенциальной деформации готового газоотделителя, используя несущий блок 160, выполненный из другого материала, например из алюминия, углерода и синтетических смол. В заявленном варианте поверхность газоотделителя 130 защищена слоем покрытия 168. Таким образом, не требуется, чтобы материал, используемый для несущего блока 160, имел высокую коррозионную стойкость, но он должен иметь достаточную прочность и работать длительное время при рабочих температурах топливных элементов. Если материал, используемый для несущего блока 160, имеет достаточную коррозионную стойкость, слой покрытия 168 может не наноситься на поверхности несущего блока 160.
Газоотделитель 130 по данному варианту включает несущий блок 160 и ребра 155, изготавливаемые как отдельные элементы. Электропроводность газоотделителя обеспечивается ребрами 155 и, таким образом, не требуется, чтобы несущий блок 160 обладал электрической проводимостью. По сравнению с системой полного цикла прессования газоотделителя в форме такое устройство расширяет диапазон выбора материала для несущего блока 160. А именно, можно применять материал, имеющий повышенную коррозионную стойкость и материал, имеющий небольшую толщину и малый вес. Соответствующий материал выбирается, принимая во внимание его стоимость и другие факторы.
В обсужденном выше варианте для формирования ребер 155 используется металлическая проволока в виде провода. Такая проволока имеет достаточную электропроводность и прочность по отношению к воздействию нагрузок от несущего блока 160 или к условиям работы в блоке топливных элементов. В способе изготовления описанного выше газоотделителя 130, проволока вставляется прессовой посадкой в отверстия, выполненные в несущем блоке 160, и образует ребра 155. Проволока предпочтительно изготавливается из материала, обладающего достаточными уплотнительными свойствами, чтобы создать уплотнение между несущим блоком 160 и запрессованными в них проводами. Как упомянуто при обсуждении вышеупомянутого варианта, металлические провода и металлический несущий блок 160 легко обеспечивают требуемые уплотнительные свойства при обычной операции прессовой посадки проводов, имеющих диаметр, несколько превышающий диаметр отверстий, выполненных в несущем блоке 160. Одна несколько измененная методика достижения требуемого уплотнения состоит во вводе металлической проволоки, имеющей диаметр меньше диаметра отверстий, выполненных в несущем блоке 160, в эти отверстия, обрезание концов проволоки по заданной длине для создания вставных элементов 170 и запрессовка верхних и нижних концов вставных проволочных элементов 170 для создания уплотнения. Другая измененная методика, обеспечивающая создание уплотнения между ребрами 155 и несущим блоком 160, заключается в прессовой посадке проводов для формирования ребер 155 и герметизации зазоров в точках контакта ребер 155 с несущим блоком 160. В последнем случае провода для формования ребер 155 могут быть выполнены из другого электропроводного материала, например из углерода.
Как ясно следует из вышеупомянутого описания, газоотделитель может включать несущий блок, изготовленный из синтетической смолы, и вставные элементы, выполненные из углеродного материала. В этом случае несущий блок с отверстиями, в которые вставляются вставные элементы, может быть изготовлен путем пробивки отверстий в листе синтетической смолы или литьем под давлением. Пробивка отверстий в листе синтетической смолы легче, чем перфорация и обработка отверстий в металлической пластине, как описано выше при обсуждении второго варианта. При использовании способа литья под давлением для изготовления несущего блока конструкция, соответствующая уплотнительной части 180, которая будет обсуждена ниже, формируется одновременно с отверстиями, в которые вставляются вставные элементы. Такое устройство позволяет изготовить уплотнительную часть заодно с остальными частями конструкции и обеспечить хорошее газонепроницаемое уплотнение в топливных элементах. По сравнению с обычным способом изготовления газоотделителя прессованием в форме такое устройство позволяет уменьшить количество частей, требуемых для блока топливных элементов, и, таким образом, снизить заводскую себестоимость (как будет обсуждено ниже, чрезвычайно трудно изготовить уплотнительную часть, заодно с другими частями при прессовании в форме). В данном же случае вставные элементы могут быть выполнены из любого подходящего углеродного материала, например из терморасширяющегося графита или смеси порошка графита со связующим веществом (например, с термореактивной смолой). В газоотделителе, включающем несущий блок, выполненный из синтетической смолы, и вставные элементы, выполненные из углеродного материала, несущий блок и вставные элементы имеют достаточную коррозионную стойкость, так что нет необходимости наносить на них слой покрытия 168 в отличие от газоотделителя 130 по второму варианту.
Вставные элементы могут быть выполнены из синтетической смолы, которая не обладает электропроводностью. В одной практической конструкции несущий блок выполнен из металла, подобного металлу газоотделителя 130 по второму варианту, а вставные элементы выполнены из синтетической смолы. В этом случае на всю поверхность газоотделителя или на поверхность вставных элементов наносится электропроводная пленка (например, из углеродного композита или металла). Это обеспечивает достаточную электропроводность, требуемую для газоотделителя, используемого в системе топливных элементов.
Газоотделитель 130 имеет слой покрытия 168, выполненный из терморасширяющегося графита, который обеспечивает достаточную коррозионную стойкость. Подобно слою покрытия 68 в газоотделителе 30 первого варианта, этот слой покрытия 168 может быть выполнен из любого подходящего материала, отличного от углеродного материала, например из никеля или электропроводной пасты. Электропроводными должны быть только поверхности контакта с каждым газодиффузионным электродом в пакете топливных элементов; на других участках поверхности электрической проводимости не требуется. Таким образом, эти участки могут быть покрыты гидрофильным или водоотталкивающим материалом, как и в первом варианте изобретения. Такое покрытие обеспечивает достаточную коррозионную стойкость и улучшает стекание влаги. Если материалы, используемые для изготовления несущего блока 160 и вставных элементов 170, имеют достаточную коррозионную стойкость, слой покрытия 168 может не наноситься.
В способе по второму варианту металлическая пластина перфорируется для формирования отверстий, а операция прессовки жестких профилей не производится. Преимущество такого устройства заключается в том, что толщина несущего блока 160 не изменяется в процессе его изготовления. Такое устройство позволяет использовать металлическую пластину, имеющую кольцевой участок с увеличенным поперечным сечением (т.е. участок, соответствующий уплотнительной части 180) для создания несущего блока 160. В пакете топливных элементов, включающим газоотделители 130, изготовленные вышеописанным образом участки увеличенного поперечного сечения обеспечивают требуемое газонепроницаемое уплотнение.
На фиг. 10 показан частичный разрез поперечного сечения газоотделителя 130 (участок, примыкающий к периферийной части газоотделителя 130), по линии 10-10 на фиг. 8. Как описано выше, несущий блок 160 газоотделителя 130 включает плоскую часть 182, на которой с помощью вставных элементов 170 формируются ребра 155, и уплотнительную часть 180, которая выполнена в кольцевой части газоотделителя 130 и имеет увеличенное поперечное сечение. Хотя это не упомянуто в описании способа изготовления газоотделителя 130, на окружной части металлической пластины в процессе его изготовления формируется металлическая пластина, имеющая уплотнительную часть 180, показанную на фиг. 9. В блоке топливных элементов, в которых используются газоотделители 130, каждый из которых имеет уплотнительную часть 180 на своем окружном участке, каждая смежная пара газоотделителей 130 находится в контакте друг с другом через соответствующие уплотнительные части 180, которые обеспечивают надежное газонепроницаемое уплотнение.
Если газоотделитель изготовлен прессованием в форме металлической пластины, толщина металлической пластины в ходе прессования изменяется. В результате, как правило, невозможно использовать металлическую пластину, которая имеет участок с более толстой стенкой, в газоуловителе со стенками заданной толщины, соответствующими уплотнению на периферийной части газоотделителя. Общепринятой практикой является изготовление отдельного элемента уплотнения, который соединяется с периферийной частью газоотделителя, или изготовление элемента, имеющего жесткий профиль, чтобы образовать газовый канал в каждом отдельном элементе с последующим изготовлением перфорированного элемента, используемого в качестве коллектора. В способе по вышеописанному варианту газоотделитель 130 изготавливается, используя металлическую пластину, имеющую заранее сформированную уплотнительную часть 180. По сравнению с обычным способом прессования в форме такое устройство позволяет уменьшить количество деталей, требуемых для блока топливных элементов.
Настоящее изобретение не ограничивается вышеописанными вариантами или их модификациями, но могут иметь место многие другие модификации и изменения, не выходящие из духа и объема настоящего изобретения.
Промышленная применимость
Как обсуждено выше, методика, используемая в настоящем изобретении при изготовлении газоотделителя для топливных элементов, топливные элементы, в которых используются такие газоотделители, и способ изготовления такого газоотделителя для топливных элементов могут быть эффективно использованы в области изготовления и сбыта топливных элементов, так же, как в области изготовления и сбыта электрических транспортных средств с топливными элементами, установленными на этих транспортных средствах.
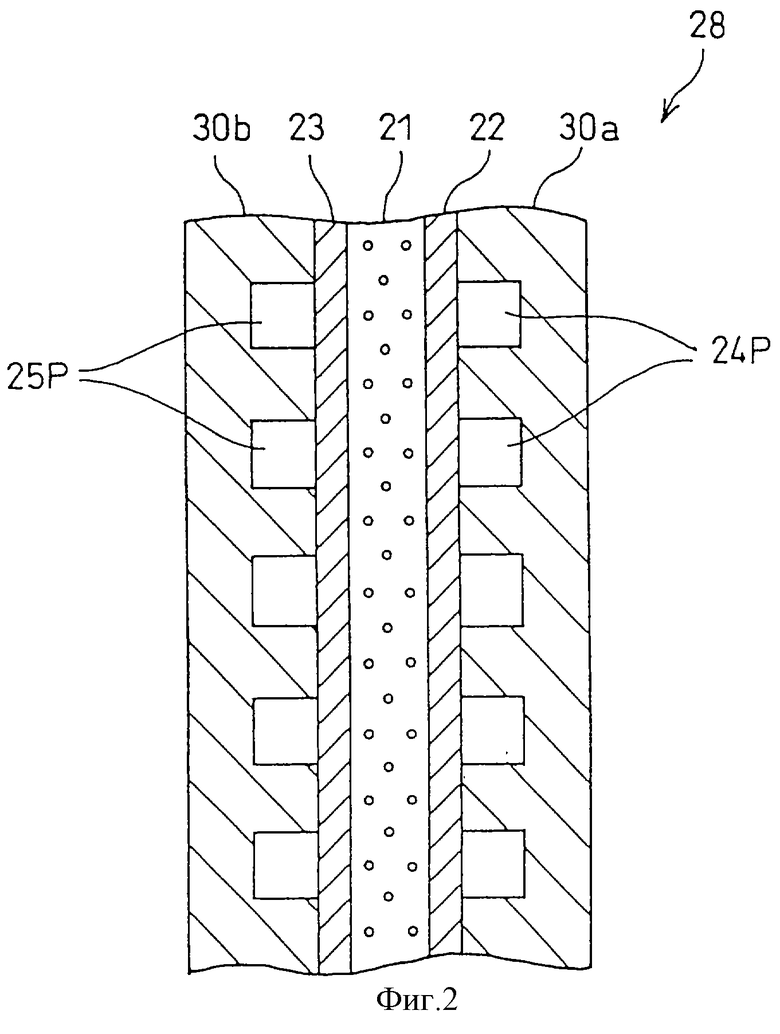

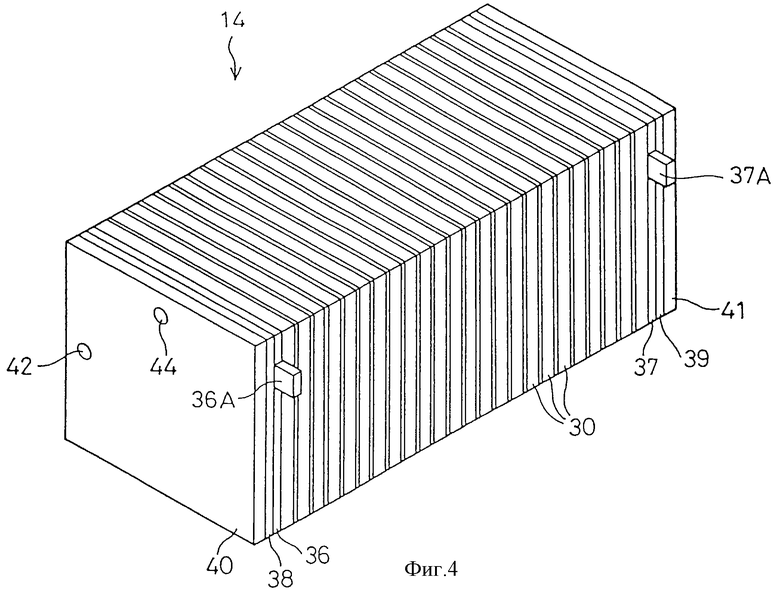



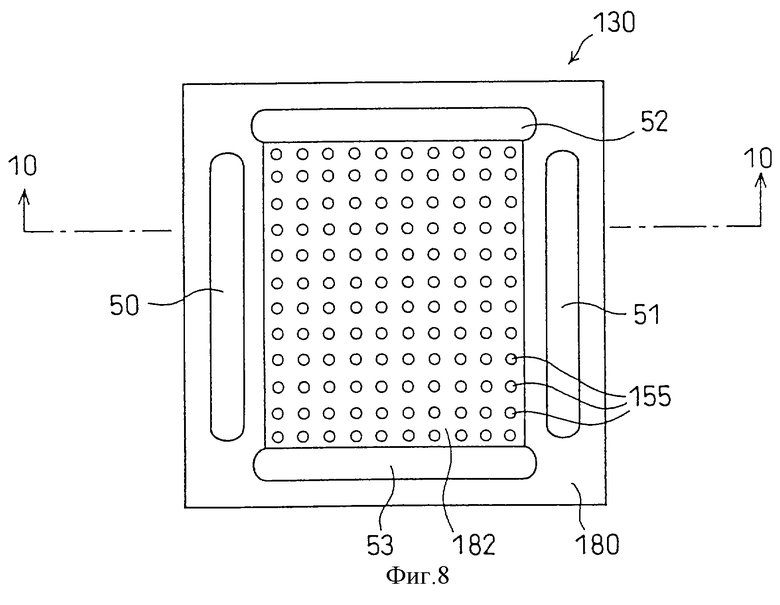


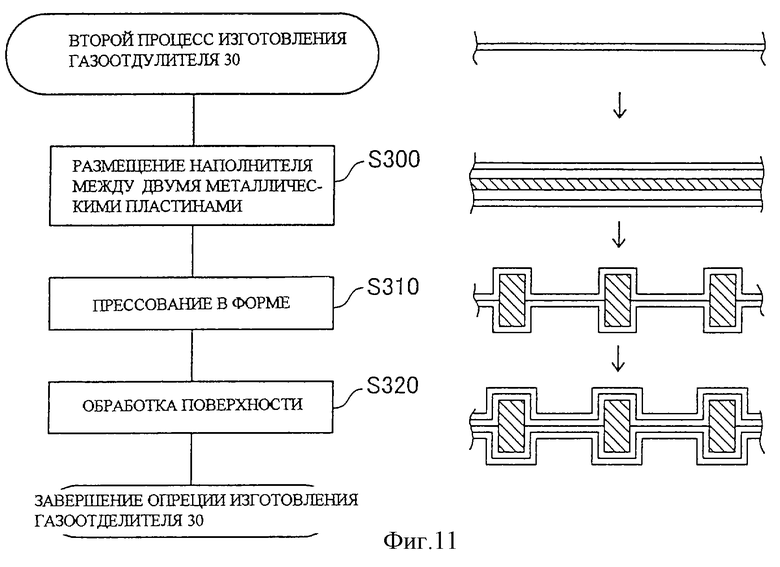
Изобретение относится к газоотделителю для топливных элементов, изготовленному в виде многослойного пакета отдельных элементов, в котором газоотделитель представляет собой одну составную часть каждого отдельного топливного элемента, и к способу изготовления такого газоотделителя. Газоотделитель получается прессованием в форме металлической пластины. Процесс формирования заранее заданных жестких профилей на обеих поверхностях газоотделителя при прессовании в форме приводит к деформации газоотделителя. В случае деформации газоотделителя возникает целый ряд проблем. Газоотделитель по настоящему изобретению имеет несущий блок, который создается соединением двух несущих плат, прессуемых в форме с образованием жесткого профиля на своей поверхности при контакте друг с другом; блоки наполнителей, которые формируются во внутреннем пространстве, определяемом этими двумя несущими платами, соответствуют заранее заданным жестким профилям несущих плат, и слой покрытия, который наносится на поверхность несущего блока. В газоотделителе такой конфигурации деформация, возникающая в несущих платах и при прессовании с созданием заданных жестких профилей, взаимно компенсируется при соединении этих двух несущих плат и друг с другом. Таким образом, предотвращается возможность появления деформации в готовом газоотделителе. Электропроводный материал размещается между двумя несущими платами и формирует наполнители, которые увеличивают электропроводность и теплопроводность газоотделителя. 5 з.п.ф-лы, 11 ил.
| ЭЛЕКТРОХИМИЧЕСКОЕ УСТРОЙСТВО ДЛЯ АККУМУЛИРОВАНИЯ И/ИЛИ ПОДАЧИ ЭНЕРГИИ С КОНТРОЛЕМ ВЕЛИЧИНЫ РН | 1993 |
|
RU2110118C1 |
| Способ окисления боковых цепей ароматических углеводородов и их производных в кислоты и альдегиды | 1921 |
|
SU58A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |

