Изобретение относится к различным технологическим процессам, обработке пластиков, соединению предварительно сформованных частей с нагревом и давлением с использованием нагретого инструмента, а именно нагретого электрическим средством; для соединения нагретого непластичного элемента с пластичным; с использованием комбинированных способов; а также к экологии, к переработке твердых отходов в полезные изделия.
Известен способ скрепления термопластовых пленок термодиффузионным свариванием, при котором на прочную теплостойкую, преимущественно горизонтальную опору кладут внахлестку термопластовые пленки 22, 23, надавливают на них через не прилипающую к ним фторопластовую прокладку 3 рабочей поверхностью 5 тепловода 9 ручного сварочного инструмента (далее "сварник"), нагретую позистором 9 до верхней части температурной области размягчения пленок 22, 23, и ведут поверхность 5 по прокладке со скоростью, обеспечивающей размягчение пленок 22, 23, с последующим свариванием [1].
Недостаток 1-го аналога - не предназначен скреплять термопластовую деталь с несварноспособной с ней деталью.
Известен похожий способ, отличный тем, что вместо сварника используют вулканизатор, содержащий струбцину и пластинчатый тепловод 8 с позистором, более толстые термопластовые детали с тепловодом 8 между ними сжимают струбциной по большим поверхностям, подлежащим свариванию, после их размягчения выдергивают тепловод, сжимают детали, после охлаждения освобождают сваренные детали [2]. При таком использовании этот вулканизатор назван "вулкасварник", чтобы его название соответствовало назначению, но отличалось от инструмента "сварник".
Недостаток 2-го аналога - тот же: не предназначен для скрепления термопластовой детали с несварноспособной деталью.
Известен способ скрепления термопластовой детали 3 и несварноспособной с ней детали в виде прочной пластины 4 с полостями 7, при котором кладут заготовку из этих деталей (фиг. 3) на нижний электрод-опору 2, сдавливают ее верхним электродом-прижимом 1 станка для скрепления диэлектрическим нагреванием, подают напряжение высокой частоты на электроды 1, 2 в течение заданного времени, предполагая, что за это время заготовка будет нагрета до верхней части температурной области размягчения детали 3, часть поверхностного слоя детали 3, прижатого к пластине 4, будет вдавлена в полости 7, выключают напряжение, ждут заданное время, предполагая, что за это время термопласт затвердеет, в том числе в полости 7, превратившись в скреп 6 (фиг. 4), прижим поднимают и извлекают скрепленную деталь [3].
Недостатки 2-го аналога:
1. Необходимость дорогого специального станка.
2. Большой расход электроэнергии, ибо нагревают всю заготовку и теряют энергию при преобразовании тока промышленной частоты в ток высокой частоты.
3. Низкая производительность, ибо заготовка после скрепления охлаждается медленно.
4. Повышенный брак при изготовлении новой продукции, ибо приходится опытным путем определять время нагрева и охлаждения.
В качестве прототипа принят способ скрепления деталей, описанный в патенте РФ 2033336 "Способ росписи по ткани" [4].
По прототипу на жесткий гладкий шаблон, т.е. прочную термостойкую преимущественно горизонтальную опору, кладут деталь росписи, т.е. художественную деталь (далее кратко "деталь") в виде куска ткани из термопластовых волокон; на нее кладут промежуточный слой, т. е. прокладку в виде куска ткани из термопластовых волокон с более низкой областью размягчения; а на нее накладывает основу в виде ткани из натурального волокна, например бархата, выполняющую роль детали, несварноспособной с прокладкой, но имеющей полости между нитями и их волокнами - заготовка готова. Прижимают одной рукой основу к опоре, а другой рукой кратко нажимают "нагретым рабочим органом инструмента", т. е. тепловодом ручного сварочного инструмента, в прототипе - это паяльник, тепловод которого нагревается проволочным, обычно, резистором, на точечные места основы над деталью. Жало паяльника должно быть нагрето до температуры, значительно превышающей верхнюю границу области размягчения волокон детали, ибо большая часть температурного градиента будет погашена на толщине основы и прокладки; но жало не должно достичь температуры теплового разложения основы и прокладки, которая имеет наименьшую температуру теплового разложения. Это противоречие разрешают кратковременным нажатием жала на основу, пытаясь угадать тот краткий промежуток времени, в течение которого деталь успеет нагреться до размягчения, поэтому произойдет ее термодиффузионное сваривание с прокладкой в точечных местах (кратко: "в точках"), а нити и волокна основы успеют вдавиться под нажимом жала в размягченную прокладку, которая в этой точке превратилась в мягкий слой, а часть слоя под противодействием опоры через деталь успела внедриться в полости между нитями и волокнами основы настолько глубоко, что они смогут остаться там после прекращения давления жала под действием межмолекулярных сил в виде выступов, причем многие из них сварились своими головками и превратятся в скрепы после охлаждения. Скрепы выполняют роль термопластовых заклепок. Но в то же время в этих точках ни один из этих трех слоев не успел потерять свою прочность. Следовательно, прототипом служит не скрепление детали с основой, т.е. образование трехслойки "деталь - прокладка - основа", а скрепление прокладки с основой. В прототипе устранены недостатки 3-го аналога: не нужен станок; сокращен расход электроэнергии, ибо нагревают только ту часть (точку), в которой произойдет скрепление; высокая производительность, ибо предыдущая точка охлаждается во время скрепления следующей.
Недостатки прототипа:
1. Сложность способа, ибо необходимо угадать продолжительность нажатия "разогретым до заданной температуры жалом"; причем предусмотрены различные такие температуры от области размягчения, вероятно, полиэтилена (приблизительно +170oС) до "раскаленного рабочего органа" (очевидно, сотни градусов), измерение температуры не предусмотрено, поэтому неизбежны случайные нажатия раскаленным жалом после вырезания детали на основу, следовательно, прожигание всей трехслойной заготовки. Кроме того, металлический резистор после включения нагревается плавно, его сопротивление также растет плавно, монотонно, перед достижением заданной температуры, т.е. в данном случае установившейся температуры, скорости нагревания и роста сопротивления существенно уменьшаются, однако установившаяся температура существенно зависит от напряжения питания, например для нити электролампочки - приблизительно 2000oС при напряжении 220 В, а при безопасном напряжении в 36 В - приблизительно на порядок ниже. Паяльник рассчитан на быстрое достижение установившейся температуры, превышающей температуру плавления припоя, поэтому он быстро пройдет "заданную температуру" приблизительно +170oС, необходимую для размягчения полиэтилена, а все остальное время его жало будет раскаленным, поэтому при малейшем увеличении времени нажатия на основу прожжет ее и всю трехслойку. Для избежания этого указывается "путем кратковременного . .. прижатия", что противоречит условию "рассчитанный на нагрев в диапазоне плавления (должно быть: "размягчения") тканей", ибо при +170oС жало нужно долго прижимать к основе, чтобы нагреть прокладку и деталь.
2. Большой брак из-за необходимости угадывания срока прижатия раскаленного жала к основе (см. п.1).
3. Очень мала прочность скрепления из-за условий осуществления прототипа (см. п.1), ибо он не предназначен для передачи силы через такое скрепление, единственная нагрузка - вес прокладки с деталью, который пренебрежимо мал, а возникает, когда основа закреплена так, что деталь висит под ней; а случайные воздействия посторонними предметами на деталь оторвут ее при достаточной силе.
4. Не предусмотрено скрепление толстой детали вместо основы матерчатой, ибо прогреть толстую деталь затруднительно, если она теплостойкая, а если нетеплостойкая, - способ не осуществим.
Техническим результатом изобретения является устранение указанных недостатков: простота способа, ибо тепловод инструмента действительно нагрет до заданной температуры и не может превысить ее, поэтому не надо угадывать время его действия на заготовку, можно держать с запасом по времени без возникновения брака; большая прочность скрепления, ибо оно происходит при расчетных условиях по температуре и времени; возможность скрепления толстых деталей, ибо неперегретый тепловод можно долго прижимать к толстой детали без вреда для нее.
Указанный результат достигается тем, что в способе скрепления термопластовой детали с несварноспособной с ней деталью, имеющей по меньшей мере одну полость, путем нагревания ручным сварочным инструментом, тепловод которого нагревается резистором, причем нагревают детали со сдавливанием заготовки из этих деталей с образованием неразъемного скрепления заданной прочности, при этом образуют сформованную в полости часть поверхностного слоя термопластовой детали, сопряженного с деталью, имеющей по меньшей мере одну полость, согласно изобретению тепловод нагревают позистором только до температуры, обеспечивающей размягчение только поверхностного слоя термопластовой детали, сопряженного с деталью, имеющей по меньшей мере одну полость; кроме того, нагревают непосредственно деталь, имеющую по меньшей мере одну полость; далее, на деталь, имеющую по меньшей мере одну полость, помещают дополнительно другую термопластовую деталь, сварноспособную с первой, и скрепляют их, при этом деталь, имеющую по меньшей мере одну полость, помещают между термопластовыми деталями; а также дополнительно используют другую деталь, имеющую по меньшей мере одну полость, и термопластовую деталь помещают между деталями, имеющими по меньшей мере по одной полости, и скрепляют их; наконец, с наружной стороны неразъемного соединения скрепляют деталь, клее- или сварноспособную с другим устройством.
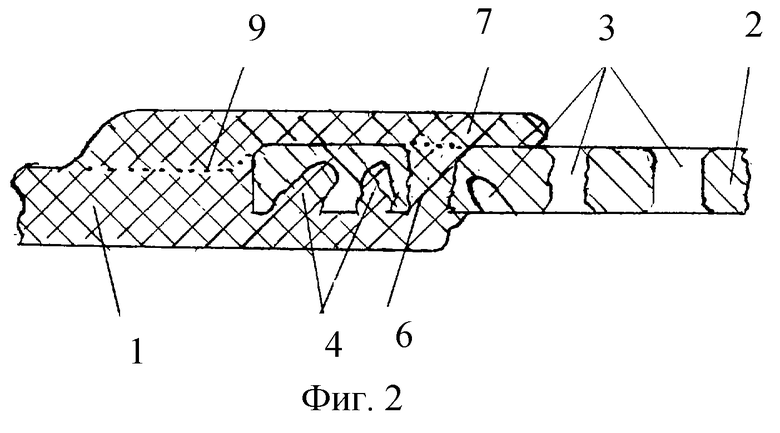
На фиг.1 изображена схема разреза нахлесточного скрепления двух деталей, на фиг. 2 - трех деталей. Если в тексте после названия детали или ее части нет номера позиции, значит она понятна из уровня техники, описания и чертежа, причем ее может даже не быть на чертеже.
Описание к пп. 1 и 2 формулы. На прочную термостойкую преимущественно горизонтальную опору кладут термопластовую деталь 1; на нее внахлестку - несварноспособную с ней деталь 2 со сквозными и несквозными (глухими) полостями 3; нажимают на деталь 2 над деталью 1, преимущественно, если деталь не толстая и гибкая, например сетка из проволоки или реактопластовых волокон, рабочей поверхностью 5 (номера деталей инструмента взяты из [1]) тепловода 9, нагретой позистором 8 до температуры несколько ниже верхней границы области размягчения детали 1 (для полиэтилена приблизительно +170oС); прогретая деталь 2 и тепловое излучение поверхности 5 размягчают верхний слой детали 1, часть которого вдавливается в полости 3, преодолевая давление, вызванное поверхностным натяжением при несмачиваемых полостях в виде капилляров, и давление воздуха в полостях, и образует сквозные и несквозные выступы 4; тепловод 9 сдвигают на соседний участок; выступы охлаждаются, затвердевают, т. е. превращается в ходе такого формования в скрепы: несквозные 4 и сквозные 5 (фиг.2), подобные термопластовым заклепкам с потайными головками или с выступающими головками, сварившимися над проволоками сетки. Электроэнергия сети без потерь преобразуется в тепло в позисторе (небольшая потеря будет в понижающем трансформаторе, если позистор рассчитан на 36 В), тепловой поток направляется в место размягчения термопласта по короткому пути, т. е. с небольшой потерей в воздух. Позистор сам поддерживает свою расчетную температуру, ибо при достижении температуры фазового превращения, которая соответствует температуре размягчения термопласта, его сопротивление ступенчато возрастает на 3...4 порядка; ток резко падает и не может далее нагревать позистор; но при малейшем понижении температуры опять резко возрастает, поднимая температуру до расчетного значения, поэтому в позисторе течет только такой ток, который восполняет потери тепла без перегрева, поэтому брак от перегрева исключен, поскольку нет перегрева. При слишком большой скорости движения сварника возможно непрочное скрепление деталей, но оно устраняется повторным движением сварника с меньшей скоростью. В зависимости от задания могут быть сформованы только несквозные скрепы 4, они скрепляют благодаря тому, что не могут выйти из полостей по различным причинам: из-за переменного поперечного сечения, из-за различного направления скрепов. Толщина детали ограничена в меньшую сторону заданной прочностью, в большую сторону - не ограничена. Если деталь 2 такая толстая, что сварник не может ее прогреть, используют вулкасварник (хотя такое название противоречит сути способа): на нахлесточную часть детали 2, например дырчатую металлическую или керамическую пластину, нажимают пластинчатым тепловодом 8 (см. [2] ) и формуют скрепы, как описано выше. Опасности продавливания детали 1 почти нет при достаточной толщине этой детали: температурный градиент в верхнем слое уменьшается к краю тепловода 8, поэтому текучесть термопласта под средней частью тепловода 8 больше и прежде всего будут заполнены полости под тепловодом 8, потом начнет образовываться краевой валик 6, что будет замечено работающим. Воздух из нескзозных полостей будет выдавливаться сквозь мелкие поры, через вход в полость, для чего вулкасварник с заготовкой надо перевернуть. Если деталь 2 такая толстая, что прогреть ее затруднительно, то теплодовод 8 слегка зажимают между деталями 1 и 2, причем термопластовая деталь 1 - сверху; между ней и тепловодом 8 фторопластовая пленка, несмачиваемая полиэтиленом; после размягчения нижнего слоя детали на достаточную глубину тепловод 8 выдергивают; пленка падает, ее вынимают, деталь 1 прижимают к детали 2 и в ней формуются скрепы. Деталь 2 снизу можно подогревать другим тепловодом 8 с начала осуществления способа. Так же можно изготовить упрочненную пленку, утопив в нее сетку из теплостойкого материала с помощью вулкасварника или сварника, проутюжив им всю сетку.
К п.3 формулы. Для повышения прочности скрепленной по фиг.1 новой детали на деталь 2 кладут термопластовую накладку 7 (фиг.2), воздействуют тепловодом (любым) на накладку 7, формуя перемычки 8 в сквозных полостях благодаря свариванию заклепок 5 с накладкой 7, затем сваривают накладку 7 с деталью 1, образуя шов 9. Похожим образом можно дополнительно упрочнить пленку, уже упрочненную сеткой, как описано выше, для этого на упрочненную пленку накладывают такую же пленку (неупрочненную) со стороны сетки, и обе пленки сваривают.
К п.4. Под новую, т.е. скрепленную по фиг.1 деталь, подкладывают дополнительно деталь, имеющую по крайней мере одну полость, под нее помещают тепловод, сжимают в вулкасварнике и формуют скрепы, как описано. Можно перевернуть детали по фиг.1 или 2, наложить сверху деталь с полостью и сформовать в ней скрепы, как описано.
К п.5. Новые детали, изготовленные по пп.1...4, не всегда можно скрепить с другим устройством, тогда для этого с наружной стороны новой детали скрепляют переходную деталь, способами, описанными выше, причем наружная сторона переходной детали клее- или сварноспособна с другим устройством.
Могут быть другие видоизменения способа на основе сочетания описанных способов без выхода за пределы формулы изобретения. Некоторые примеры осуществления способа.
1. Улучшение фильтра бытового пылесоса. Фильтр - мешок из нетканки, надеваемый на втулку значительно меньшего поперечного сечения, поэтому их плотное соединение затруднительно. Из полиэтиленовой пленки сварил горловину для мешка, соответствующую втулке, скрепил ее с внутренней стороны с краем мешка сварником, затем с наружной стороны скрепил край мешка с краем горловины полиэтиленовой лентой внахлест на оба края по п.3. Теперь горловина легко надевается на втулку и уплотняется резинкой.
2. Противокомарная сетка на форточку. Сетка из реактопластовых волокон. Скрепил с краем сетки полиэтиленовые полосы сварником с обеих сторон по п.3, образовав гибкую рамку. Разрезал на полосы пакет из-под молока, разорвал эти 3-слойные полосы по среднему бумажному слою на 2-слойные полосы и сварил их полиэтиленовые слои с полиэтиленовыми полосами, образовавшими гибкую рамку на сетке; бумажными сторонами этих 2-слоек приклеил рамку сетки к раме форточки, до сих пор работоспособна, хотя приклеена с наружной стороны окна. Выполнено по п.5 формулы.
Преимущества способа:
1. Простота способа. Для осуществления нужен сварник или вулкасварник, цена которых не будет превышать цену паяльника при равных условиях, это позволит ремесленникам изготавливать парники из лютрасила и другие товары.
2. Экономия электроэнергии, ибо тепловой поток возникает вблизи места скрепления и нагревает только место скрепления.
3. Брак возможен только при нарушении простейших правил, например использовании не тех материалов, ибо перегрев при соблюдении применяемых по инструкции пленок исключен, ибо при позисторном нагревании исключен сам перегрев.
4. Использование в различных условиях, ибо сварник и вулкасварник можно питать любым напряжением от 6 до 36 В любой формы ниже частоты 1 кГц.
5. Электро- и пожаробезопасность, благодаря позисторному нагреванию при низком напряжении.
6. Замедление засорения природы, ибо использованные термопластовые и несварноспособные с ними детали можно скреплять в полезные изделия, а не выбрасывать.
Литература
1. Николаев Ю. Д. и др. Cпocoб сварки термопластов, устройство для его осуществления и ручной сварочный инструмент. Пат. РФ 2048985, МКИ В 29 C 65/18, 1994/95 г.
2. Николаев Ю.Д. и др. Ручной вулканизатор. Пат. РФ 2047492, МКИ В 29 С 35/02, 1994/95 г.
3. Stoczek L. , Способ высокочастотной сварки оболочки с охватываемой деталью. Заявка ФРГ 4332490, МКИ В 29 С 65/04, 1993/95 г.
4. Белорыбкина Л.П. Способ росписи по ткани. Пат. РФ 2033336, МКИ В 44 С 1/10, 1991/95 г. (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПЛОЩАДНОГО СВАРИВАНИЯ ДЕТАЛЕЙ ИЗ ТЕРМОПЛАСТОВЫХ ЗАГОТОВОК ПОЗИСТОРНЫМ СВАРНИКОМ | 2004 |
|
RU2254236C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ СТЫКОВЫМ СВАРИВАНИЕМ ТОЛСТЫХ ТЕРМОПЛАСТОВЫХ ЗАГОТОВОК НЕПОДВИЖНЫМ ПОЗИСТОРНЫМ СВАРНИКОМ | 2004 |
|
RU2258004C1 |
| ПРОТИВОИСПАРИТЕЛЬНЫЙ ПЕРЕПОНЧАТЫЙ ТОПЛИВНЫЙ БАК СМЫСЛОВА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1999 |
|
RU2221708C2 |
| ПЕРЕНОСНЫЙ КОРПУСНЫЙ СОЕДИНИТЕЛЬНЫЙ ДЕРЖАТЕЛЬ ЭЛЕКТРИЧЕСКОГО УСТРОЙСТВА | 2000 |
|
RU2221194C2 |
| ГЕРМЕТИЧНЫЙ ПЕРЕПОНЧАТЫЙ РАСШИРИТЕЛЬНЫЙ БАК | 1999 |
|
RU2209377C2 |
| РУЧНОЙ ПОЗИСТОРНЫЙ ТРУБОСВАРНИК СМЫСЛОВА | 2000 |
|
RU2217310C2 |
| СПОСОБ СОЕДИНЕНИЯ КАБЕЛЕЙ С ПОМОЩЬЮ ТЕРМОУСАЖИВАЕМОЙ ВТУЛКИ | 2001 |
|
RU2224654C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЪЕМНЫХ ИЗДЕЛИЙ ИЗ ФОЛЬГИ ПРЕССОВАНИЕМ | 1996 |
|
RU2144444C1 |
| ТРУБЧАТОПОЗИСТОРНЫЙ КОРПУСНЫЙ НАГРЕВАТЕЛЬ | 2005 |
|
RU2300853C2 |
| ПОЗИСТОРНЫЙ КОРПУСНЫЙ НАГРЕВАТЕЛЬ | 2000 |
|
RU2261537C2 |
Изобретение относится к способам соединения предварительно сформованных частей, одна из которых является пластичной, нагревом. Способ скрепления термопластовой детали с несварноспособной с ней деталью, имеющей по меньшей мере одну полость, осуществляется путем нагревания ручным сварочным инструментом, тепловод которого нагревается позистором. Нагревают детали со сдавливанием заготовки из этих деталей с образованием неразъемного скрепления заданной прочности, при этом образуют сформованную в полости часть поверхностного слоя термопластовой детали, сопряженного с деталью, имеющей по меньшей мере одну полость. Способ прост, обеспечивается большая прочность скрепления, так как оно происходит при расчетных условиях по температуре и времени, возможность скрепления толстых деталей. 4 з.п.ф-лы, 2 ил.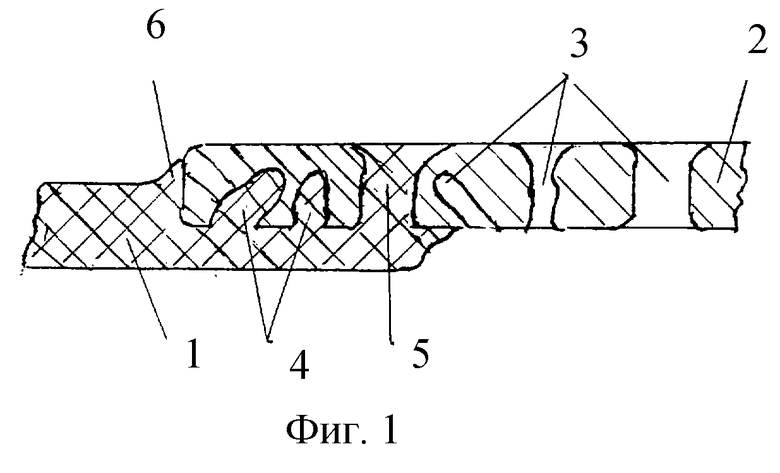
| СПОСОБ РОСПИСИ ПО ТКАНИ | 1991 |
|
RU2033336C1 |
| СПОСОБ СВАРКИ ТЕРМОПЛАСТОВ, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И РУЧНОЙ СВАРОЧНЫЙ ИНСТРУМЕНТ | 1994 |
|
RU2048985C1 |
| DE 4332490 А, 08.06.1995 | |||
| СПОСОБ НАНЕСЕНИЯ РИСУНКА НА ТЕКСТИЛЬНОЕ ИЗДЕЛИЕ | 1996 |
|
RU2078695C1 |
| СПОСОБ АКТИВАЦИИ ИНТУИТИВНОГО МЫШЛЕНИЯ | 2002 |
|
RU2218945C1 |

