Данное изобретение относится к электричеству, средствам для выполнения токопроводящих соединений с использованием термоусаживаемой изолирующей втулки.
Известен способ соединения деталей, например, электрочастей, с помощью термоусаживаемой изолирующей втулки и ручного инструмента в виде инфракрасного излучателя, который обеспечивает расплавление и усадку при нагреве термоусаживаемой втулки и за счет этого обеспечивается соединение деталей электрочастей (патент RU 2096876 С1, кл. Н 01 R 4/72, опубл. 20.11.1997 г.).
Недостатком этого способа является невыгодность использования его для частей, которые нельзя вынуть из кварцевой трубы нагревателя, и перерасхода электроэнергии.
Технический результат данного способа - соединение частей кабеля, других электрочастей в поле и цехе.
Данный технический результат достигается за счет того, что в способе соединения кабелей с помощью термоусаживаемой изолирующей втулки в качестве ручного инструмента для соединения кабелей используют позисторный сварник.
На чертеже изображен позисторный сварник.
Позисторный сварник имеет рукоять 6, закрепленный в ней тепловод 9, нагревательные позисторы 8, приклеенные к тепловоду 9 электротепловодным клеем, и электроцепь питания.
В полозе 1 есть отверстия для крепления металлических башмаков различной формы и назначения, например, башмака для цилиндрических деталей, и рабочая поверхность 5.
Для осуществления способа соединения кабелей с помощью термоусаживаемой изолирующей втулки работа позисторного сварника осуществляется следующим образом.
Надевают термоусаживаемую втулку на одну из соединяемых частей, например кабель, так, чтобы его конец выступил из заднего конца втулки. Упирают торцы обеих частей кабеля в полоз 1 с разных сторон. Расплавляют на них полуду. Быстро вынимают полоз 1 и сжимают встык жилы обеих частей кабеля. Они быстро охлаждаются и спаиваются. Сдвигают свободно втулку ее серединой на спаянные торцы, подносят рабочую поверхность 5 полоза 1 снизу к термоусаживаемой втулке с легким нажимом, чтобы не было воздушного зазора между рабочей поверхностью 5 и поверхностью термоусаживаемой втулки для обеспечения наилучшей теплопередачи от рабочей поверхности 5 полоза во втулку.
Место касания втулки сжимается. Нагретый полозом 1 воздух в виде вертикального потока поднимается, охватывая всю поверхность втулки в окрестностях поперечного сечения втулки, совпадающего с плоскостью симметрии тепловода 9 (см. чертеж). Диаметр термоусаживаемой втулки в этом сечении уменьшается, втулка сжимает спаянные жилы кабеля. Для убыстрения теплоусаживания рабочую поверхность 5 полоза проводят по всей поверхности втулки или поворачивают кабель вокруг его оси (если это возможно), втулка термоусаживается и сжимает концы изоляции кабеля. Если кабель тонкий, то втулку достаточно нагреть потоком воздуха над рабочей поверхностью 5 полоза.
Преимущества данного изобретения.
1. Точное поддержание нужной температуры, что обеспечивает высокое качество выполняемой работы благодаря тому, что позистор способен самоподдерживать нужную температуру при больших изменениях окружающей температуры и напряжения питания от 6 до 36 вольт постоянного или переменного тока, лишь бы хватало мощности источника питания. Причина в том, что зависимость сопротивления позистора от температуры такова: его номинальное сопротивление невелико, при подаче напряжения питающий ток нагревает его, однако его сопротивление даже несколько падает. Ток несколько растет, поэтому быстрее нагревает позистор, чем проволочный резистор, а он - тепловод. Но при достижении температуры обратимого фазового превращения сопротивление позистора ступенчато возрастает в 103...104 раз, ток резко падает, поэтому не способен перегреть позистор. Но при последующей потере тепла сопротивление резко падает, ток резко растет и опять доводит температуру до заданного назначения. Такое самоподдержание температуры позистором, следовательно, почти точное поддержание температуры тепловода особенно полезно при соединении кабелей в полевых условиях, ибо полоз будет нагреваться почти до заданной температуры даже при морозе.
2. Возможность работать от источника с напряжением 6...36 В, постоянного или переменного (до 1 кГц), по указанной причине, т.е. зависимости сопротивления только от температуры. При большом напряжении тепловод будет нагрет быстрее, чем при меньшем, но не будет перегрет.
3. Снижение расхода электроэнергии по сравнению со всеми остальными нагревателями того же назначения, ибо тепловой поток направляется во втулку.
4. Возможность питания от различных источников, в т.ч. случайных и подручных, имеющих напряжение от 6 до 36 В.
5. Простота достижения высокого качества работ благодаря самоподдержанию температуры тепловода.
6. Возможность соединения сварником таким же образом деталей, форма которых подобна описанным.
Изобретение относится к электричеству, средствам для выполнения токопроводящих соединений с использованием термоусаживаемой втулки. В способе соединения кабелей с помощью термоусаживаемой изолирующей втулки в качестве ручного инструмента для соединения кабелей используют позисторный сварник. Надевают втулку на одну из соединяемых частей, чтобы ее конец выступал из втулки. Затем упирают торцы обеих частей кабеля в полоз с разных сторон, расплавляют, удаляют полоз и сжимают встык жилы обеих частей кабеля. Затем перемещают втулку, еще раз подводят позисторный сварник, место касания втулки сжимается и сжимает спаянные жилы кабеля. Технический результат способа - соединение частей кабеля в поле. 1 ил.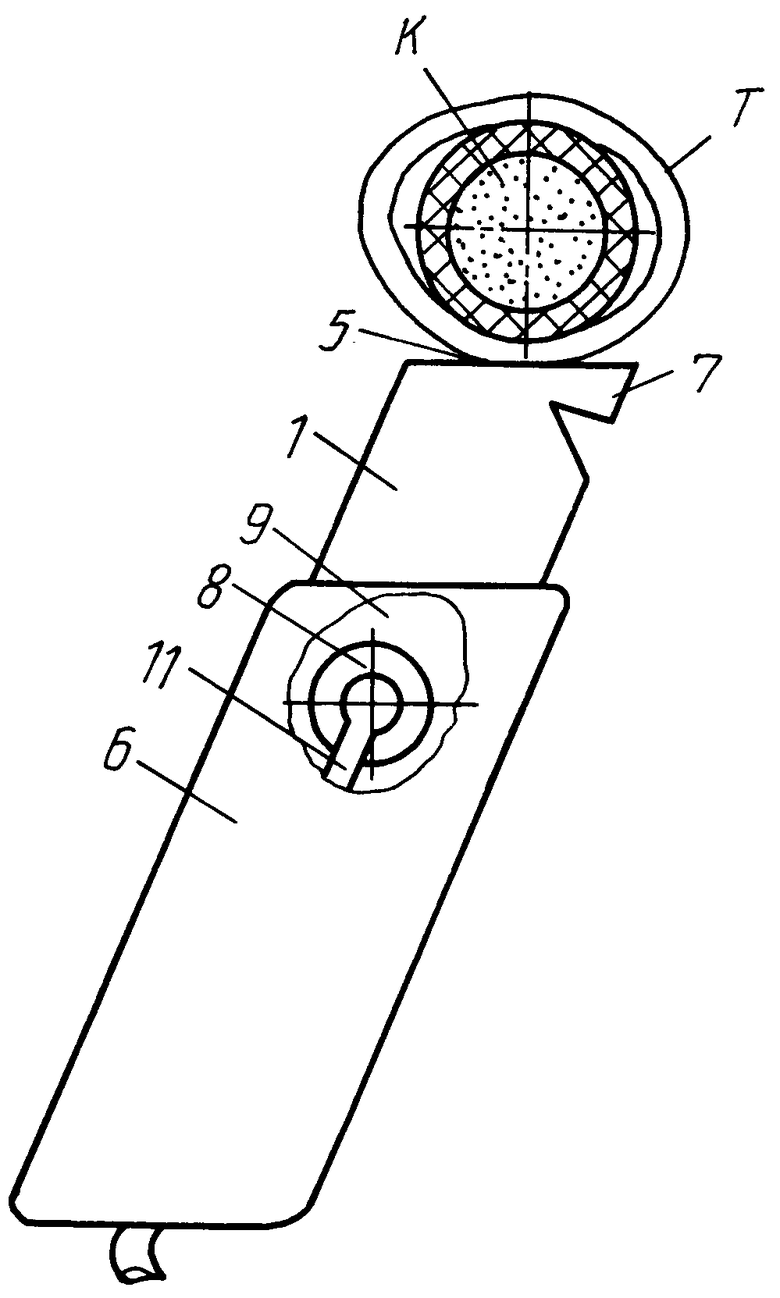
Способ соединения кабелей с помощью термоусаживаемой изолирующей втулки, в котором в качестве ручного инструмента для соединения кабелей используют позисторный сварник.
| УСТРОЙСТВО ДЛЯ ОБРАЗОВАНИЯ ЭЛЕКТРИЧЕСКОГО СОЕДИНЕНИЯ МЕЖДУ НАБОРОМ ЭЛЕКТРИЧЕСКИХ ПРОВОДНИКОВ И СПОСОБ ЕГО ИСПОЛЬЗОВАНИЯ | 1992 |
|
RU2096876C1 |
| ТОРМОЗ-ЗАМЕДЛИТЕЛЬ ТРАНСПОРТНОГО СРЕДСТВА | 1992 |
|
RU2048995C1 |
| РУЧНОЙ ВУЛКАНИЗАТОР | 1994 |
|
RU2047492C1 |
| DE 19754158 А1, 12.05.1999. | |||

