Заявляемое изобретение относится к обработке металлов давлением, в частности к механической обработке давлением листового материала методом газостатической формовки в режиме сверхпластического течения материала, и может быть использовано для изготовления сложных профилей с пространственной кривизной, таких как профили полых крыльев, имеющих панельную структуру и обладающих повышенной жесткостью.
Известны способы изготовления оболочек в форме полых структур обтекаемых тел с пространственной кривизной сложной формы формовкой в состоянии сверхпластичности, которые защищены в патентах РФ 2047408 и 2047409, B 21 D 26/02, 1995.
Способы включают получение герметичного пакета из листовых деталей, соединенных между собой по контуру посредством сварного соединения, и его последующее формоизменение в состоянии сверхпластичности при создании избыточного давления газа между листами в пакете в процессе нагрева. Способ позволяет изготовить полые структуры с пространственной кривизной и внутренними полостями сложной формы.
Однако деформационная способность конструкций, полученных данным способом, высока, что приводит к снижению прочностных характеристик.
Наиболее близким к заявляемому способу по технической сущности является способ изготовления заготовки ячеистой структуры, реализуемый в патенте РФ 1531302, B 21 D 26/02, 1994, который выбран в качестве прототипа заявляемого способа.
Способ включает сборку в пакет листовых деталей, создание локальных зон с повышенной сопротивляемостью пластической деформации путем наложения прерывистых сварных швов, герметизацию пакета по периметру и снабжение средством связи с источником давления газа, установку дополнительных охватывающих металлических листов. Охватывающие листы также герметизируют по периметру и снабжают дополнительным средством связи с источником газа, который подают в пространство между наружной поверхностью пакета и охватывающими листами. Подачу давления газа обеспечивают между охватывающими листами и внутрь пакета, при создании разницы давления, когда давление в пакете выше, чем давление между охватывающими листами, при этом сборку размещают в печи и нагревают до сверхпластического течения материала. Происходит деформация листов внутреннего пакета с образованием ячеистой структуры в виде ребер жесткости, полученных за счет исключения течения материала в местах сварки. Затем давление между охватывающими листами снижают до атмосферного, а давление в пакете повышают, создавая условия для диффузионной сварки охватывающих листов с листами внутреннего пакета в местах их касания. Полученная внутренняя полость имеет сообщающиеся между собой каналы.
Способ позволяет получать полые ячеистые структуры в виде оболочковых панелей двойной кривизны с аэродинамическими обводами повышенной точности и внутренними перемычками, образующими каналы, соединяющие все участки внутренней полости. Однако полая ячеистая структура обладает, как и любая сварная конструкция, весьма низкими демпфирующими характеристиками. Поэтому при действии на конструкцию динамических нагрузок (например, от аэродинамических потоков) возбуждаются интенсивные резонансные колебания структуры, что снижает характеристики усталостной прочности.
Заявляемым изобретением решалась задача повышения усталостной долговечности конструкции при обеспечении высокой технологичности процесса ее изготовления без значительных изменений весовых характеристик.
Поставленная задача решается тем, что в способе изготовления панельной структуры, включающем создание в герметичном внутреннем пакете листовых заготовок локальных зон с повышенной сопротивляемостью пластическому деформированию, установку листов, охватывающих внутренний пакет, создавая наружный пакет, герметизацию наружного пакета по периметру, соединение с источником газа через штуцеры полости внутреннего пакета и полости между внутренним и наружным пакетами, подачу давления газа через штуцеры в полости, нагрев, газодинамическое формование панельной структуры и диффузионную сварку листов внутреннего и наружного пакетов, согласно изобретению устанавливают дополнительный штуцер к полости внутреннего пакета на противоположном торце относительно основного штуцера, в процессе выдержки при диффузионной сварке через основной штуцер проводят заполнение полости внутреннего пакета полимерными гранулами при сохранении повышенного давления газа в полости с одновременным охлаждением до температуры ниже температуры размягчения гранул, затем давление в полости снижают для вспенивания гранул с заполнением внутренней полости полимерной пеной, при этом диаметр основного штуцера выбирают больше размера гранул, а диаметр дополнительного штуцера меньше размера гранул.
Возможность решения поставленной задачи обусловлена тем, что полимерный наполнитель рассеивает энергию колебаний ячеистой структуры, снижает их интенсивность и тем самым повышает усталостную долговечность конструкции. Давление, осуществляемое гранулами в процессе вспенивания, способствует улучшению качества диффузионной сварки, а при охлаждении полимерный наполнитель, уменьшаясь в объеме, обеспечивает сжимающие напряжения в ячеистой структуре. Технология заполнения органично вплетена в процесс изготовления конструкции, позволяет использовать имеющиеся технологические приспособления, а процесс вспенивания осуществить параллельно процессу диффузионной сварки, при этом увеличивая выдержку и оптимизируя параметры процесса сварки и повышая ее качество.
Наличие отличительных от прототипа признаков позволяет сделать вывод о соответствии заявляемого способа критерию "новизна".
В процессе поиска не выявлено технических решений, содержащих признаки, сходные с отличительными признаками заявляемого способа, что позволяет сделать вывод о соответствии его критерию "изобретательский уровень".
Предлагаемая конструкция иллюстрируется чертежами.
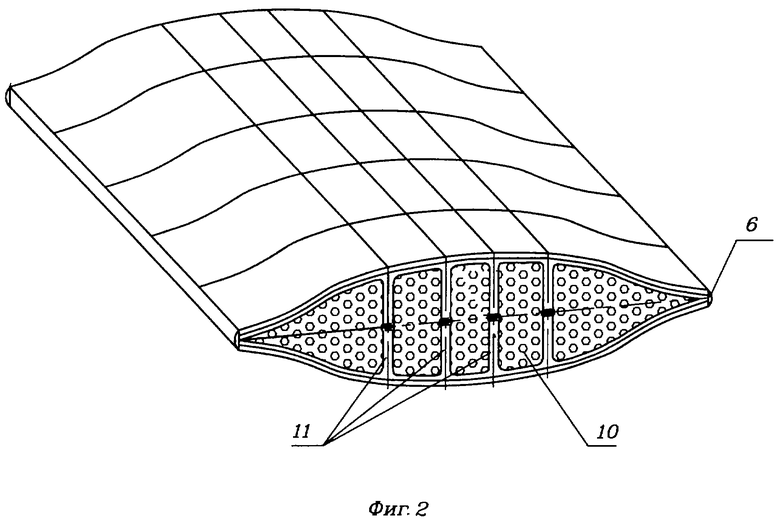
На фиг.1 приведен вид заготовки перед сборкой; на фиг.2 - вид заготовки после формовки.
Способ реализуется следующим образом.
Металлические листы 1 и 2 соединяют прерывистым сварным швом, образуя внутренний пакет 3 с рисунком для получения плоских ячеек. Затем герметизируют пакет 3 сварным швом, устанавливают снаружи охватывающие листы 4 и 5, образуя наружный пакет 6, и проводят его герметизацию. Подводят к внутреннему пакету 3 основной штуцер ввода газа 7 и к полости между наружным 6 и внутренним 3 пакетами штуцер 8. Устанавливают дополнительный штуцер 9 на противоположном торце относительно основного штуцера 7. Собранную заготовку устанавливают в формообразующую оснастку (на чертежах не показана). Обеспечивают подвод газа к штуцерам 7 и 8, создают предварительное давление как в полости между внутренним и наружным пакетами, так и в полости внутреннего пакета 3. Заготовку загружают в печь и нагревают до температуры сверхпластического течения материала листов 1, 2, 4 и 5. При достижении температуры формообразования начинают постепенно повышать давление, причем давление в полости внутреннего пакета 3 всегда должно быть выше давления в полости между пакетами. После окончания формовки давление в полости между пакетами сбрасывают до атмосферного, а давление в полости внутреннего пакета повышают до величины, соответствующей давлению, необходимому для диффузионной сварки. Затем осуществляют временную выдержку, в процессе которой температуру в печи снижают до температуры ниже температуры размягчения гранул наполнителя, которые вводят через основной штуцер 7. Для этого открывают дополнительный штуцер 9 и прокачивают поток гранул в струе азота так, что гранулы закачиваются через основной штуцер 7, избыток азота прокачивается через штуцер 9 и полость внутреннего пакета заполняется гранулами. Затем штуцер 9 перекрывается, в полости внутреннего пакета сохраняется повышенное давление азота. В атмосфере азота при повышенном давлении обеспечивают насыщение гранул азотом, затем давление азота в полости внутреннего пакета снижают и гранулы вспениваются, заполняя полость внутреннего пакета пеной 10.
Сборку охлаждают, давление, осуществляемое гранулами в процессе вспенивания, улучшает качество диффузионной сварки. Диаметр основного штуцера 7 выбирают больше размера гранул, а диаметр дополнительного штуцера 9 меньше размера гранул, что позволяет контролировать заполнение гранулами полости внутреннего пакета 3 и рассчитать последующий уровень давления пены 10 на стенки пакета 3 и перемычки 11.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗАГОТОВКА ДЛЯ ЖЕСТКОЙ ПОЛОЙ ПАНЕЛЬНОЙ СТРУКТУРЫ | 2000 |
|
RU2200666C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАНЕЛЬНОЙ СТРУКТУРЫ С УЧАСТКАМИ, ИМЕЮЩИМИ В ПРОЦЕССЕ ЭКСПЛУАТАЦИИ ПАНЕЛЬНОЙ СТРУКТУРЫ РАЗЛИЧНЫЙ УРОВЕНЬ НАГРУЖЕНИЯ | 2009 |
|
RU2410187C2 |
| ОПТИЧЕСКАЯ ПЛОМБА | 1999 |
|
RU2226008C2 |
| СПОСОБ КОНТРОЛЯ ЦЕЛОСТНОСТИ ОПТИЧЕСКИХ ПЛОМБ | 1999 |
|
RU2212061C2 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ВЛАЖНОСТИ СЫПУЧИХ СРЕД | 2000 |
|
RU2189584C2 |
| СПОСОБ ДИНАМИЧЕСКОЙ ОБРАБОТКИ ПОРОШКОВЫХ МАТЕРИАЛОВ | 2000 |
|
RU2192333C2 |
| ДЕТОНАТОР БЕЗ ПЕРВИЧНЫХ ВЗРЫВЧАТЫХ ВЕЩЕСТВ | 1999 |
|
RU2200928C2 |
| ОПТИЧЕСКАЯ ПЛОМБА-ЗАПОР | 1999 |
|
RU2226007C2 |
| СПОСОБ ОПЕЧАТЫВАНИЯ КРЕПЁЖНОГО ЭЛЕМЕНТА ОХРАНЯЕМОГО ОБЪЕКТА | 1999 |
|
RU2199784C2 |
| КОНТЕЙНЕР ДЛЯ ВЗРЫВООПАСНЫХ ГРУЗОВ | 1999 |
|
RU2175107C2 |
Изобретение может быть использовано для изготовления сложных профилей с пространственной кривизной методом газостатической формовки в режиме сверхпластического течения материала. В герметичном внутреннем пакете листовых заготовок создают локальные зоны с повышенной сопротивляемостью пластическому деформированию. Формируют наружный пакет и герметизируют его по периметру. Через штуцеры соединяют полости с источником газа и подают газ под давлением. Формуют панельную структуру и производят диффузионную сварку листов внутреннего и наружного пакетов. К полости внутреннего пакета устанавливают дополнительный штуцер на противоположном торце относительно основного штуцера. В процессе выдержки при диффузионной сварке через основной штуцер проводят заполнение полости внутреннего пакета полимерными гранулами при сохранении повышенного давления газа в полости с одновременным охлаждением до температуры ниже температуры размягчения гранул. Снижают давление в полости для вспенивания гранул. Изобретение позволяет повысить усталостную долговечность конструкции при высокой технологичности процесса. 2 ил.
Способ изготовления панельной структуры, включающий создание в герметичном внутреннем пакете листовых заготовок локальных зон с повышенной сопротивляемостью пластическому деформированию, установку листов, охватывающих внутренний пакет с созданием наружного пакета, герметизацию наружного пакета по периметру, соединение с источником газа через штуцер полости между внутренним и наружным пакетами и полости внутреннего пакета через основной штуцер, подачу газа под давлением в упомянутые полости, нагрев, газодинамическое формование панельной структуры и диффузионную сварку листов внутреннего и наружного пакетов, отличающийся тем, что устанавливают дополнительный штуцер к полости внутреннего пакета на противоположном торце относительно основного штуцера, в процессе выдержки при диффузионной сварке через основной штуцер проводят заполнение полости внутреннего пакета полимерными гранулами при сохранении повышенного давления газа в полости с одновременным охлаждением до температуры ниже температуры размягчения гранул, затем давление в полости снижают для вспенивания гранул с заполнением внутренней полости полимерной пеной, при этом диаметр основного штуцера выбирают больше размера гранул, а диаметр дополнительного штуцера - меньше размера гранул.
| ЗАГОТОВКА ДЛЯ МНОГОСЛОЙНОЙ МЕТАЛЛИЧЕСКОЙ ПАНЕЛИ | 1987 |
|
RU1531302C |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ЯЧЕИСТЫХ КОНСТРУКЦИЙ | 1992 |
|
RU2050239C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХСЛОЙНОЙ КОНСТРУКЦИИ С ВНУТРЕННИМИ ПОЛОСТЯМИ | 1995 |
|
RU2103132C1 |
| US 4217397, 12.08.1980. | |||

