Заявляемое изобретение относится к обработке металлов давлением, в частности к механической обработке давлением листового материала методом газостатической формовки в режиме сверхпластического течения материала, и может быть использовано для изготовления сложных профилей с пространственной кривизной, таких как профили полых крыльев, имеющих высоконагруженную панельную структуру с различными по величине нагрузки участками.
Известны способы изготовления оболочек в форме полых структур обтекаемых тел с пространственной кривизной сложной формы формовкой в состоянии сверхпластичности, которые защищены в патентах [патент РФ №2047408, B21D 26/02, опуб. 10.11.1995 г. и патент РФ №2047409, B21D 26/02, опуб. 10.11.1995 г.].
Данные способы включают получение герметичного пакета из листовых заготовок, сваренных между собой по контуру, и его последующее формоизменение в состоянии сверхпластичности избыточным давлением газа между листами заготовок в процессе нагрева и окончательное формообразование оболочек (полых структур). Оба способа позволяют изготавливать полые структуры с пространственной кривизной и внутренними полостями сложной формы.
Однако деформационная способность конструкций, полученных данным способом, высока, что приводит к снижению прочностных характеристик. Кроме того, деформирующие нагрузки распределены по объему конструкций неравномерно, так что превышение критических нагрузок в одной области может привести к выходу из строя всей конструкции.
Наиболее близким к заявляемому способу по технической сущности является способ изготовления панельной структуры с участками, имеющими в процессе эксплуатации панельной структуры различный уровень нагружения [патент РФ №2200640, B21D 26/02, опуб. 20.03.2003 г.], который выбран в качестве прототипа заявляемого способа.
Способ включает сборку листовых заготовок с получением внутреннего герметичного пакета со штуцерными отверстиями для сообщения его полости с окружающей средой, размещение внутреннего пакета панельной структуры в полости наружного пакета с выполненными в нем штуцерными отверстиями для сообщения полости наружного пакета с окружающей средой, последующее формоизменение нагретых внутреннего и наружного пакетов в состоянии сверхпластичности избыточным давлением газа между пакетами и во внутреннем пакете и окончательное формообразование панельной структуры.
Способ позволяет получать полые ячеистые структуры в виде оболочковых панелей двойной кривизны с аэродинамическими обводами повышенной точности и внутренними перемычками, образующими каналы, соединяющие все участки внутренней полости.
Однако в процессе эксплуатации возникают деформирующие усилия, различные на различных участках поверхности оболочковой панели. Это приводит к возникновению критических напряжений на локальных участках, которые могут вызвать разрушение всей конструкции и снижение надежности работы конструкции в процессе эксплуатации.
Задачей предлагаемого изобретения является повышение надежности работы конструкции, полученной при реализации способа, путем снижения уровня эксплуатационного напряжения в областях, подвергающихся наиболее интенсивным нагрузкам.
Предложено решить эту задачу так, что в способе изготовления панельной структуры с участками, имеющими в процессе эксплуатации панельной структуры различный уровень нагружения, включающем сборку листовых заготовок с получением внутреннего герметичного пакета со штуцерными отверстиями для сообщения его полости с окружающей средой, размещение внутреннего пакета панельной структуры в полости наружного пакета с выполненными в нем штуцерными отверстиями для сообщения полости наружного пакета с окружающей средой, последующее формоизменение нагретых внутреннего и наружного пакетов в состоянии сверхпластичности избыточным давлением газа между пакетами и во внутреннем пакете и окончательное формообразование панельной структуры, согласно изобретению на внутреннем пакете перед его размещением в наружном пакете выделяют локальные зоны, имеющие в процессе эксплуатации панельной структуры различный уровень нагружения, штуцерные отверстия для сообщения полости внутреннего пакета с окружающей средой выполняют в указанных зонах, после чего в них образуют замкнутые полости, и после окончательного формообразования панельной структуры в упомянутых замкнутых полостях повышают давление до уровня, пропорционального критическому напряжению, возникающему в упомянутых замкнутых полостях в процессе эксплуатации панельной структуры.
Возможность решения поставленной задачи обусловлена тем, что уровень критической нагрузки на каждом участке конструкции в процессе эксплуатации будет нейтрализовываться определенным характерным для этого участка уровнем противодавления, что в дальнейшем в процессе эксплуатации конструкции приведет к снижению уровня критических напряжений на элементы конструкции и повысит надежность работы всей конструкции.
Наличие в заявляемом изобретении признаков, отличающих его от прототипа, позволяет считать его соответствующим условию «новизна».
В процессе поиска были выявлены технические решения, содержащие признаки, сходные с отличительными признаками заявляемого способа, например способ создания противодавления между отдельными слоями в многослойном сосуде высокого давления [а.с. №428824, B21D 26/02, опуб. 25.05.1974 г.]. Данный способ позволяет повысить прочностные характеристики стенок сосудов высокого давления за счет частичной нейтрализации давлением снаружи внутреннего давления, создаваемого при нагружении конструкции (сосуда).
В заявляемом техническом решении известный признак создания противодавления применен при создании противодавления во внутренней полости для нейтрализации давления, действующего снаружи. Кроме того, этот признак применен в сочетании с новым признаком предварительного выделения локальных зон, имеющих во время эксплуатации различные уровни нагружения, и создания во внутренних полостях выделенных зон уровня давления, пропорционального уровню характерного возникающего в каждой зоне в процессе эксплуатации уровня напряжения. Сочетание этого известного признака с другими известными признаками дает новый технический эффект - предотвращение разрушения всей конструкции при превышении уровня критической нагрузки в одной локальной зоне при повышении уровня выдерживаемых нагрузок каждой зоны, что позволяет сделать вывод о соответствии заявляемого решения критерию «изобретательский уровень».
Заявляемое изобретение иллюстрируется чертежами, на которых:
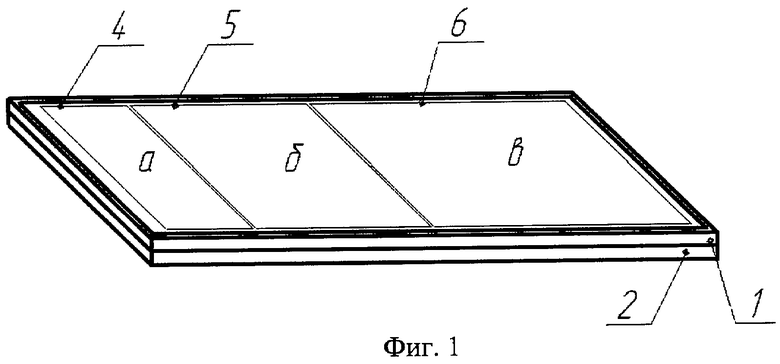
на фиг.1 приведен вид внутреннего пакета заготовки панельной структуры;
на фиг.2 - поперечный разрез заготовки панельной структуры с установленными штуцерами перед формоизменением в состоянии сверхпластичности;
на фиг.3 - вид (поперечный разрез) панельной структуры после окончательного формообразования.
Способ осуществляется следующим образом.
Из титановых листовых заготовок 1 и 2 собирают внутренний пакет панельной структуры, выделяя на нем локальные зоны а, б, в, имеющие в процессе эксплуатации определенную величину уровня нагружения (фиг.1). Снабжают выделенные зоны а, б, в штуцерами 3 с последующим образованием замкнутых полостей сварными швами 4, 5, 6, которые герметизируют участки а, б, в соответственно (фиг.2). Таким образом создают заготовку внутреннего пакета панельной структуры, которую размещают в пакете из титановых листовых заготовок 7, 8, собирая в один общий пакет. Подсоединяют дополнительные штуцеры 9 к наружному пакету с последующей герметизацией его по периметру замкнутым сварным швом 10. Собранную таким образом заготовку панельной структуры помещают в печь и нагревают до температуры сверхпластичного течения материала. Затем через штуцеры 9 подают под давлением аргон в полость между наружной поверхностью внутреннего пакета и охватывающими его листовыми заготовками 7, 8. Через штуцеры 3 далее подают под давлением аргон в полости а, б, в внутреннего пакета. Происходит деформация листов 1, 2 внутреннего пакета с образованием ячеистой структуры в виде ребер жесткости, полученных за счет исключения течения материала в местах сварки 4, 5, 6. Панельную структуру выдерживают в печи при температуре диффузионной свариваемости материала листовых заготовок, которая выше температуры сверхпластичности, сбросив давление в полости между наружным и внутренним пакетами до атмосферного. Давление в выделенных участках а, б, в внутреннего пакета повышают, создавая условия для диффузионной сварки охватывающих листовых заготовок 7, 8 с листовыми заготовками 1, 2 внутреннего пакета в местах их касания, и, охладив до комнатной температуры, осуществляют окончательное формообразование панельной структуры (фиг.3). Затем давление в выделенных участках а, б, в внутреннего пакета повышают до уровня давления газа, пропорционального возникающему на этих участках в процессе эксплуатации уровню нагружения.
Таким образом, представленные сведения свидетельствуют о выполнении при использовании заявляемого изобретения следующей совокупности условий:
- обеспечение надежности работы конструкции, полученной при реализации заявляемого способа, путем снижения уровня эксплуатационного нагружения в областях, подвергающихся наиболее интенсивным нагрузкам;
- для заявляемого способа в том виде, в котором он охарактеризован в формуле изобретения, подтверждена возможность его осуществления с помощью описанных в заявке и известных до даты приоритета средств и методов.
Следовательно, заявляемое изобретение соответствует условию «промышленная применимость».
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАНЕЛЬНОЙ СТРУКТУРЫ | 2000 |
|
RU2200640C2 |
| ЗАГОТОВКА ДЛЯ ЖЕСТКОЙ ПОЛОЙ ПАНЕЛЬНОЙ СТРУКТУРЫ | 2000 |
|
RU2200666C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК ИЗ ЛИСТОВЫХ ЗАГОТОВОК | 1990 |
|
RU2047408C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКИ | 2008 |
|
RU2380185C2 |
| Способ пневмотермической формовки листовой заготовки | 2019 |
|
RU2733613C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКИ В СОСТОЯНИИ СВЕРХПЛАСТИЧНОСТИ | 1992 |
|
RU2047409C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК ИЗ ЛИСТОВОЙ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2586174C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК ИЗ ЛИСТОВОЙ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2574908C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЯЧЕИСТОЙ СТРУКТУРЫ И ЯЧЕИСТАЯ СТРУКТУРА | 1989 |
|
RU2043805C1 |
| СПОСОБ ОБРАБОТКИ ДАВЛЕНИЕМ ТОНКОСТЕННЫХ ОБОЛОЧЕК | 2008 |
|
RU2387512C2 |

Изобретение относится к обработке металлов давлением, в частности к механической обработке давлением листового материала методом газостатической формовки в режиме сверхпластического течения материала. Способ включает сборку листовых заготовок с получением внутреннего герметичного пакета со штуцерными отверстиями. Размещают внутренний пакет панельной структуры в полости наружного пакета. Затем формоизменяют нагретые внутренний и наружный пакеты в состоянии сверхпластичности избыточным давлением газа. На внутреннем пакете выделяют локальные зоны, имеющие в процессе эксплуатации панельной структуры различный уровень нагружения. В локальных зонах образуют замкнутые полости. Осуществляют окончательное формообразование панельной структуры. После чего в упомянутых замкнутых полостях повышают давление до уровня, пропорционального критическому напряжению, возникающему в упомянутых замкнутых полостях в процессе эксплуатации панельной структуры. В результате обеспечивается повышение надежности работы конструкции, снижение уровня эксплуатационного напряжения в областях, подвергающихся наиболее интенсивным нагрузкам. 3 ил.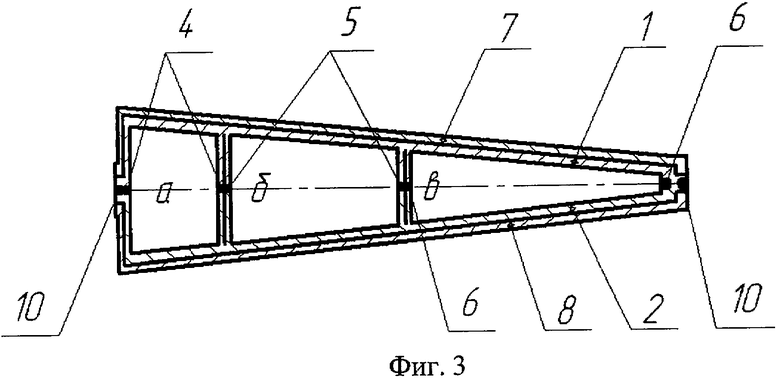
Способ изготовления панельной структуры с участками, имеющими в процессе эксплуатации панельной структуры различный уровень нагружения, включающий сборку листовых заготовок с получением внутреннего герметичного пакета со штуцерными отверстиями для сообщения его полости с окружающей средой, размещение внутреннего пакета панельной структуры в полости наружного пакета с выполненными в нем штуцерными отверстиями для сообщения полости наружного пакета с окружающей средой, последующее формоизменение нагретых внутреннего и наружного пакетов в состоянии сверхпластичности избыточным давлением газа между пакетами и во внутреннем пакете и окончательное формообразование панельной структуры, отличающийся тем, что на внутреннем пакете перед его размещением в наружном пакете выделяют локальные зоны, имеющие в процессе эксплуатации панельной структуры различный уровень нагружения, штуцерные отверстия для сообщения полости внутреннего пакета с окружающей средой выполняют в указанных зонах, после чего в них образуют замкнутые полости, и после окончательного формообразования панельной структуры в упомянутых замкнутых полостях повышают давление до уровня, пропорционального критическому напряжению, возникающему в упомянутых замкнутых полостях в процессе эксплуатации панельной структуры.
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАНЕЛЬНОЙ СТРУКТУРЫ | 2000 |
|
RU2200640C2 |
| Способ изготовления панели | 1979 |
|
SU793683A1 |
| ЗАГОТОВКА ДЛЯ МНОГОСЛОЙНОЙ МЕТАЛЛИЧЕСКОЙ ПАНЕЛИ | 1987 |
|
RU1531302C |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ПУТЕМ СВЕРХПЛАСТИЧЕСКОЙ ФОРМОВКИ И ДИФФУЗИОННОЙ СВАРКИ | 2005 |
|
RU2291019C2 |
| US 4217397 А, 12.08.1980 | |||
| Демодулятор ортогональных сигналов частотной телеграфии | 1976 |
|
SU568201A1 |

