(54) ЛЕТУЧИЕ НОЖНИЦЫ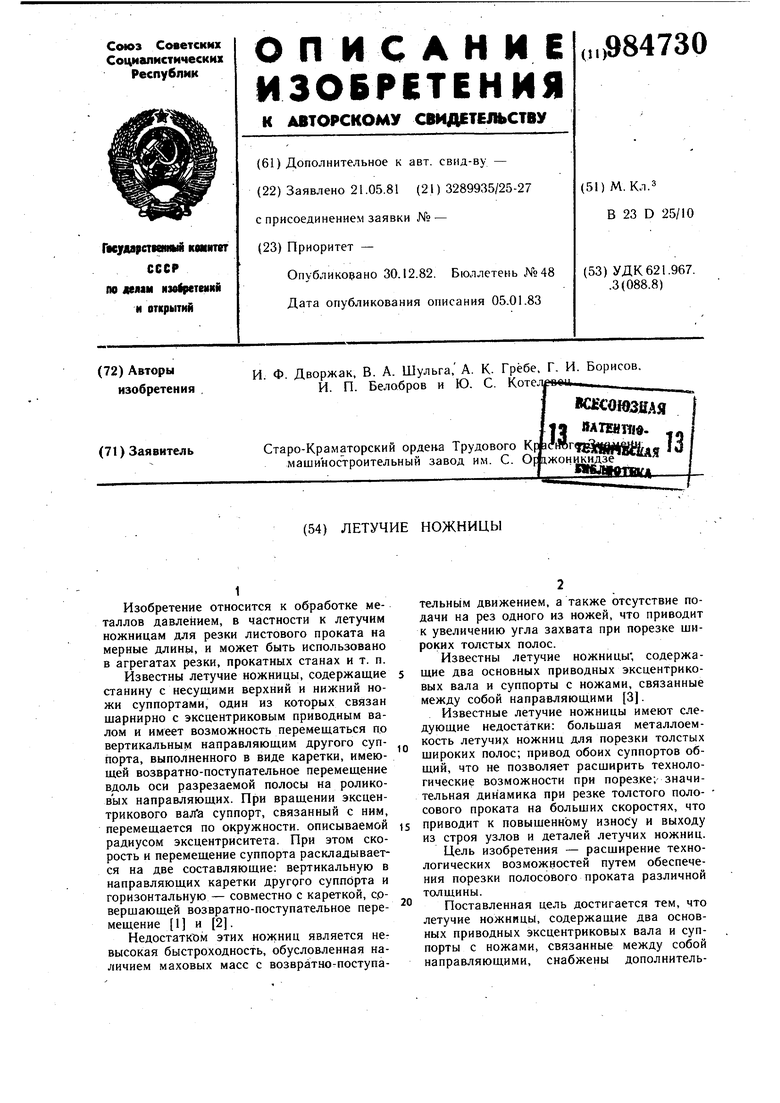
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛЕТУЧИЕ НОЖНИЦЫ ДЛЯ РЕЗКИ ПРОКАТА | 1991 |
|
RU2019366C1 |
| ЛЕТУЧИЕ НОЖНИЦЫ ДЛЯ РЕЗКИ ПРОКАТА | 2001 |
|
RU2200648C2 |
| Летучие ножницы | 1982 |
|
SU1085706A1 |
| Летучие ножницы для резки полосового материала | 1979 |
|
SU897423A1 |
| Комбинированные ножницы | 1985 |
|
SU1286350A1 |
| ЛЕТУЧИЕ НОЖНИЦЫ | 1992 |
|
RU2047428C1 |
| ГИЛЬОТИННЫЕ НОЖНИЦЫ | 1995 |
|
RU2071876C1 |
| Летучие ножницы для порезки непрерывно-литого слитка | 1990 |
|
SU1814594A3 |
| Летучие гильотинные ножницы | 1975 |
|
SU522005A1 |
| Летучие ножницы | 1976 |
|
SU599933A1 |
Изобретение относится к обработке металлов давлением, в частности к летучим ножницам для резки листового проката на мерные длины, и может быть использовано в агрегатах резки, прокатных станах и т. п. Известны летучие ножницы, содержащие станину с несущими верхний и нижний ножи суппортами, один из которых связан щарнирно с эксцентриковым приводным валом и имеет возможность перемещаться по вертикальным направляющим другого суппорта, выполненного в виде каретки, имеющей возвратно-поступательное перемещение вдоль оси разрезаемой полосы на роликовых направляющих. При вращении эксцентрикового вала суппорт, связанный с ним, перемещается по окружности, описываемой радиусом эксцентриситета. При этом скорость и перемещение суппорта раскладывается на две составляющие: вертикальную в направляющих каретки другого суппорта и горизонтальную - совместно с кареткой, с.оверщающей возвратно-поступательное перемещение 1 и 2. Недостаткам этих ножниц является невысокая быстроходность, обусловленная наличием маховых масс с возвратно-поступательнь1м движением, а также отсутствие подачи на рез одного из ножей, что приводит к увеличению угла захвата при порезке щироких толстых полос. Известны летучие ножницы , содержащие два основных приводных эксцентриковых вала и суппорты с ножами, связанные между собой направляющими 3. Известные летучие ножницы имеют следующие недостатки: большая металлоемкость летучих ножниц для порезки толстых щироких полос; привод обоих суппортов общий, что не позволяет расширить технологические возможности при порезке; значительная динамика при резке толстого полосового проката на больших скоростях, что приводит к повыщенному износу и выходу из строя узлов и деталей летучих ножниц. Цель изобретения - расширение технологических возможностей путем обеспечения порезки полосового проката различной толщины. Поставленная цель достигается тем, что летучие ножницы, содержащие два основных приводных эксцентриковых вала и суппорты с ножами, связанные между собой направляющими, снабжены дополнительным эксцентриковым валом, один из суппортов установлен на указанном валу, а другой суппорт установлен ца двух основных одинаковых эксцентриковых валах.
Дополнительный эксцентриковый вал снабжен индивидуальным приводом.
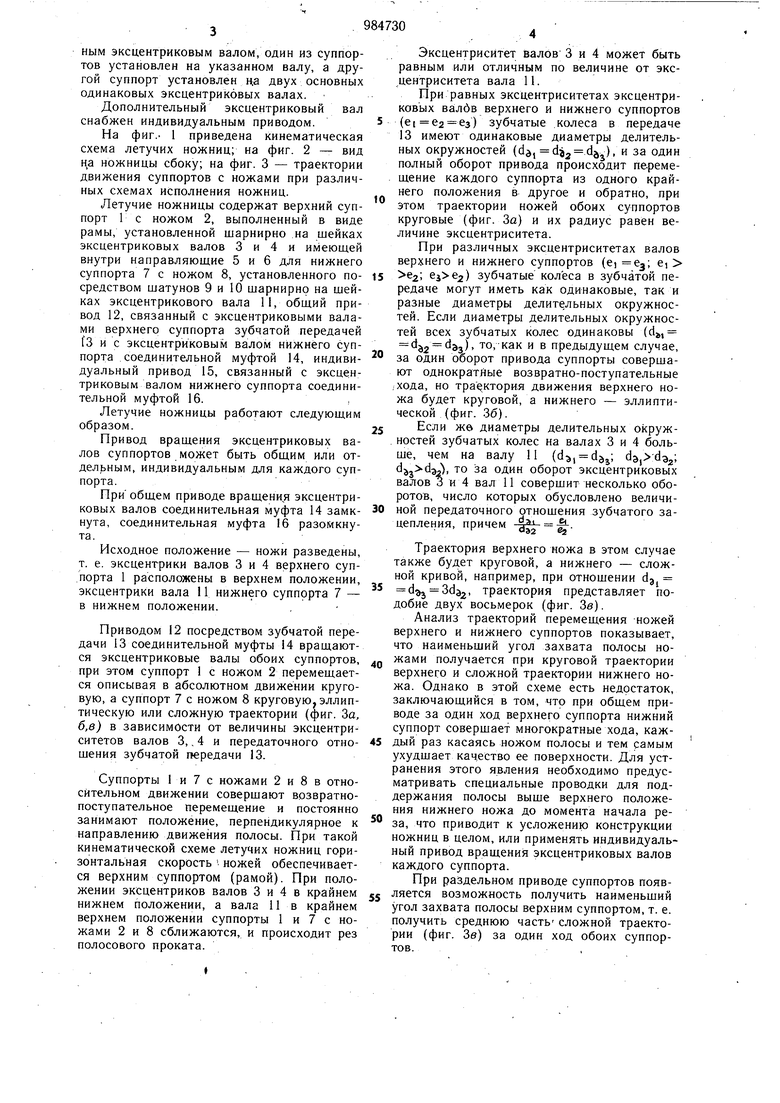
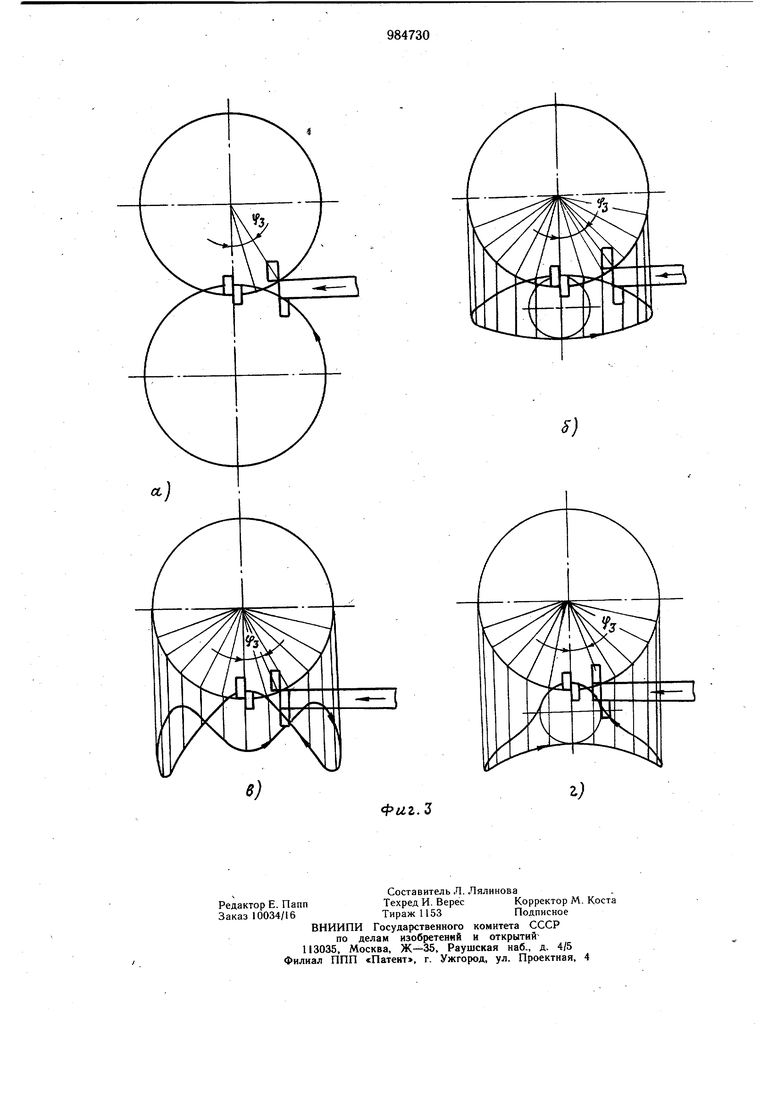
На фиг. 1 приведена кинематическая схема летучих ножниц; на фиг. 2 - вид на ножницы сбоку; на фиг. 3 - траектории движения суппортов с ножами при различных схемах исполнения ножниц.
Летучие ножницы содержат верхний суппорт 1 с ножом 2, выполненный в виде рамы, установленной шарнирно на шейках эксцентриковых валов 3 и 4 и имеющей внутри направляющие 5 и 6 для нижнего суппорта 7 с ножом 8, установленного посредством щатунов 9 и 10 шарнирно на шейках эксцентрикового вала 11, общий привод 12, связанный с эксцентриковыми валами верхнего суппорта зубчатой передачей 13 и с эксцентриковым валом нижнего суппорта соединительной муфтой 14, индивидуальный привод 15, связанный с эксцентриковым валом нижнего суппорта соединительной муфтой 16..
Летучие ножницы работают следующим образом.
Привод вращения эксцентриковых валов суппортов может быть общим или отдельным, индивидуальным для каждого суппорта.
Приобщем приводе вращения эксцентриковых валов соединительная муфта 14 замкнута, соединительная муфта 16 разомкнута.
Исходное положение - ножи разведены, т. е. эксцентрики валов 3 и 4 верхнего суппорта 1 расположены в верхнем положении, эксцентрики вала 11 нижнего суппорта 7 - в нижнем положении.
Приводом 12 посредством зубчатой передачи 13 соединительной муфты 14 вращаются эксцентриковые валы обоих суппортов, при этом суппорт 1 с ножом 2 перемещается описывая в абсолютном движении круговую, а суппорт 7 с ножом 8 круговую, эллиптическую или сложную траектории (фиг. За, 6,8) в зависимости от величины эксцентриситетов валов 3,. 4 и передаточного отнощения зубчатой передачи 13.
Суппорты 1 и 7 с ножами 2 и 8 в относительном движении соверщают возвратнопоступательное перемещение и постоянно занимают положение, перпендикулярное к направлению движения полосы. При такой кинематической схеме летучих ножниц горизонтальная скорость ножей обеспечивается верхним суппортом (рамой). При положении эксцентриков валов 3 и 4 в крайнем нижнем положении, а вала 11 в крайнем верхнем положении суппорты 1 и 7 с ножами 2 и 8 сближаются, и происходит рез полосового проката.
Эксцентриситет валов 3 и 4 может быть равным или отличным по величине от эксцентриситета вала 11.
При равных эксцентриситетах эксцентриковых валбв верхнего и нижнего суппортов
( ез) зубчатые колеса в передаче 13 имеют одинаковые диаметры делительных окружностей (da, dJ2 dj-), и за один полный оборот привода происходит перемещение каждого суппорта из одного крайнего положения в другое и обратно, при этом траектории ножей обоих суппортов круговые (фиг. За) и их радиус равен величине эксцентриситета.
При различных эксцентриситетах валов верхнего и нижнего суппортов (ei ei
2; ) зубчатые колеса в зубчатой передаче могут иметь как одинаковые, так и разные диаметры делительных окружностей. Если диаметры делительных окружностей всех зубчатых колес одинаковы (dj,, ( ) то, как и в предыдущем случае,
за один оборот привода суппорты совершают однократйые возвратно-поступательные /хода, но траектория движения верхнего ножа будет круговой, а нижнего - эллиптической (фиг. 36).
5 Если же диаметры делительных окружностей зубчатых колес на валах 3 и 4 больше, чем на валу 11 (d3, d3j; , ), то за один оборот эксцентриковых валов 3 и 4 вал 11 совершит несколько оборотов, число которых обусловлено величиной передаточного отношения зубчатого зацепления, причем у .
Траектория верхнего ножа в этом случае также будет круговой, а нижнего - сложной кривой, например, при отнощении ds, 5 3d32, траектория представляет подобие двух восьмерок (фиг. Зв).
Анализ траекторий перемещения ножей верхнего и нижнего суппортов показывает, что наименьший угол захвата полосы но жами получается при круговой траектории верхнего и сложной траектории нижнего ножа. Однако в этой схеме есть недостаток, заключающийся в том, что при общем приводе за один ход верхнего суппорта нижний суппорт совершает многократные хода, каждый раз касаясь ножом полосы и тем самым ухудшает качество ее поверхности. Для устранения этого явления необходимо предусматривать специальные проводки для поддержания полосы выше верхнего положения нижнего ножа до момента начала реза, что приводит к усложению конструкции ножниц в целом, или применять индивидуальный привод вращения эксцентриковых валов каждого суппорта.
При раздельном приводе суппортов появляется возможность получить наименьщий угол захвата полосы верхним суппортом, т. е. получить среднюю часть- сложной траектории (фиг. 3s) за один ход обоих суппортов.
При раздельном приводе суппортов эксцентриковые валы 3 и 4 получают вращение от привода 12, а эксцентриковый вал 11 - от привода 15. Соединительная муфта 14 при этом разомкнута, а муфта 16 замкнута. Исходное положение суппортов то же, что и в случае с общим приводом.
Ножницы работают следующим образом.
Включается привод 12 вращения эксцентриковУх валов 3 и 4, верхний суппорт с ножами 2 начинает перемещаться по круговой траектории. Через определенное время, с учетом времени на разгон системы, включается привод 15 нижнего суппорта с таким расчетом, чтобы ножи обоих суппортов подошли к полосе на заданном угле захвата одновременно.
Траектория движения нижнего суплорта с ножом представляет также сложную кривую (фиг. Зе), но она получена за один ход нижнего суппорта. Как указывалось ранее, такое сочетание круговой и сложной траектории ножей приводит к уменьшению угла захвата полосы ножами, что дает возможность производить порезку полосового проката большой толщины с незначительной разностью горизонтальной скорости ножей и полосы.
Выполнение эксцентриковых Ьалов нижнего суппорта с эксцентриситетом, меньшим эксцентриситета валов верхнего суппорта, позволяет разгонять его на значительно, большую скорость, чем у верхнего суппорта, за более короткое время и с меньшей мощностью привода.
Суммарная мощность приводов при этом снижается, так как мощность, необходимая для раздельного разгона верхнего и относительно небольшого по массе нижнего суппорта меньше мощности, необходимой для разгона ножниц в целом на каждый рез. Конструкция летучих ножниц позволяет обеспечить высокое качество реза, уменьшить металлоемкость ножниц, снизить мощность приводов, расширить технологические возможности при порезке широкого полосового проката различной толщины.
Формула изобретения
10,
5 с целью расширения технологических возможностей путем обеспечения порезки полосового проката различной толщины, они снабжены дополнительным эксцентриковым валом, один из суппортов на указанном валу, а другой суппорт установлен на двух
0 основных одинаковых эксцентриковых валах.
Источники информации,
5 принятые во внимание при экспертизе
0 1972, -72-20, с. 50.
5 № 599933, кл. В 23 D 25/10, 1976 (прототип).
