Изобретение касается устройства для подачи пищевого теста, такого как тесто для хлеба. В частности, оно касается устройства, конструкция которого в целом является компактной и которое можно чистить и собирать.
Заявка Японии Hei 11-155464 раскрывает известное устройство. Оно включает режущее средство, расположенное у нижнего отверстия бункера, который может принимать большой блок теста. Режущее средство разрезает большой блок теста на куски теста, которые имеют заданную длину и постоянный объем. Куски теста подают к формирующему бункеру с помощью конвейера, расположенного под режущим средством. Затем куски теста подают вниз к загрузчику теста. Он имеет несколько V-образно расположенных валков. Затем лист теста подают с помощью конвейера, расположенного под загрузчиком теста, к следующей стадии.
Это устройство может предпочтительно и непрерывно формировать большие блоки теста в листы. Однако оно имеет недостаток, состоящий в том, что является относительно большим. Этот недостаток должен быть устранен. Также это устройство имеет другой недостаток, состоящий в том, что его трудно чистить при остановке или собирать. Также такое устройство имеет дозирующий конвейер. Он измеряет вес части теста, находящегося на нем. Режущее средство разрезает часть теста, когда ее вес достигает заданного значения. Если мука прилипает к поверхности дозирующего конвейера, точность измерения может снизиться.
Технической задачей настоящего изобретения является устранение вышеуказанных недостатков устройства предшествующего уровня техники.
Эта задача решается тем, что устройство для подачи пищевого теста содержит бункер для приема большого блока теста, первое режущее средство, расположенное у нижнего отверстия бункера для резания большого блока с образованием кусков теста, имеющих заданную длину и объем, транспортер для транспортировки кусков теста, отрезанных режущим средством, к загрузчику теста, имеющему несколько V-образно расположенных валков для формирования листа теста постоянной толщины, подающий конвейер для подачи листа теста, сформированного загрузчиком с постоянной толщиной, дозирующий конвейер для измерения веса части листа теста, подаваемого подающим конвейером, при одновременной подаче листа теста дозирующим конвейером, и второе режущее средство для отрезания указанной части листа теста, когда ее вес, измеренный дозирующим конвейером, достигает заданного значения. Согласно изобретению первое режущее средство и загрузчик теста расположены так, чтобы часть первого режущего средства перекрывала часть входного отверстия загрузчика теста так, что при отрезании куска теста первым режущим средством нижний конец теста падает во входное отверстие загрузчика теста.
Лента транспортера может проходить вокруг самого верхнего валка загрузчика теста.
Любой из названных элементов: загрузчик, первое режущее средство, подающий конвейер и дозирующий конвейер способны легко объединяться с этим устройством или отделяться от него.
Вышеуказанная задача решается также и тем, что устройство для подачи пищевого теста содержит бункер для приема большого блока теста, первое режущее средство, расположенное у нижнего отверстия бункера для резания большого блока с образованием кусков теста, имеющих заданную длину и объем, загрузчик теста для формирования листа теста из кусков теста, отрезанных первым режущим средством, подающий конвейер для подачи листа теста, сформированного загрузчиком с постоянной толщиной, первый дозирующий конвейер для измерения веса части листа теста, подаваемого подающим конвейером, при одновременной подаче листа теста этим дозирующим конвейером, и второе режущее средство для отрезания указанной части листа теста, когда ее вес, измеренный первым дозирующим конвейером, достигает заданного значения. Согласно изобретению возле первого дозирующего конвейера расположен второй дозирующий конвейер или конвейер регулирования относительной скорости так, чтобы можно было регулировать относительную скорость между скоростью подачи первого дозирующего конвейера и скоростью подачи второго дозирующего конвейера или конвейера регулирования относительной скорости, при этом длина и толщина части листа теста, отрезанного вторым режущим средством, может регулироваться при транспортировке этой части листа теста от первого дозирующего конвейера или конвейера регулирования относительной скорости.
Скорость подачи, по меньшей мере, одного из первого и второго дозирующих конвейеров может быть регулируемой или же может быть регулируемой скорость подачи, по меньшей мере, одного из первого дозирующего конвейера и конвейера регулирования относительной скорости.
Указанная задача решается и тем, что устройство для подачи пищевого теста содержит бункер для приема большого блока теста, первое режущее средство, расположенное у нижнего отверстия бункера для резания большого блока с образованием кусков теста, имеющих заданную длину и объем, загрузчик теста для формирования листа теста из кусков теста, отрезанных первым режущим средством, подающий конвейер для подачи листа теста, сформированного загрузчиком с постоянной толщиной, дозирующий конвейер для измерения веса части листа теста, подаваемого подающим конвейером, при одновременной подаче листа теста этим дозирующим конвейером, и второе режущее средство для отрезания указанной части листа теста, когда ее вес, измеренный первым дозирующим конвейером, достигает заданного значения. Согласно изобретению регулировку на ноль дозирующего конвейера осуществляют без укладки листа теста на дозирующий конвейер, когда дозирующий конвейер отмерит части листа теста заданное количество раз или когда пройдет заданный период времени.
Далее изобретение будет более подробно описано со ссылками на чертежи, на которых:
фиг. 1 изображает схематичный вид спереди варианта выполнения устройства для подачи пищевого теста;
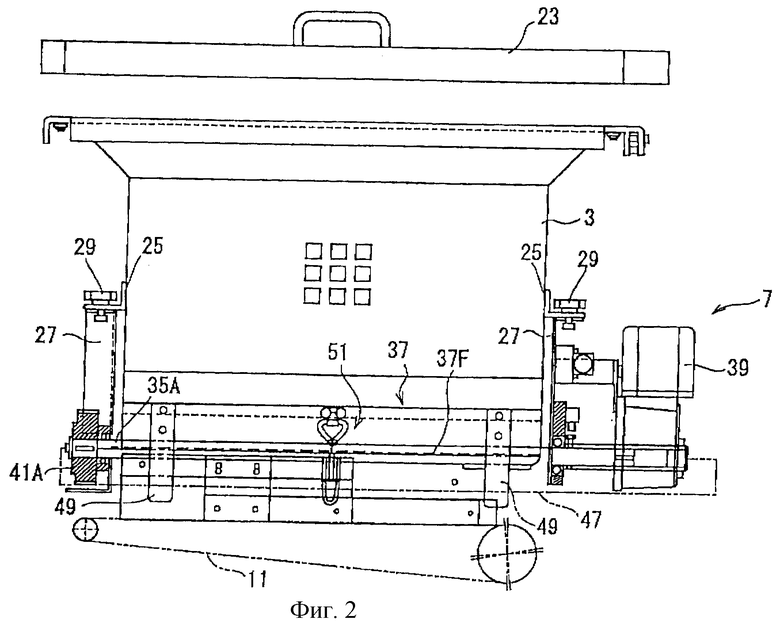
фиг.2 - вид спереди устройства, показанного на фиг.1, иллюстрирующий расположение бункера и режущего средства;
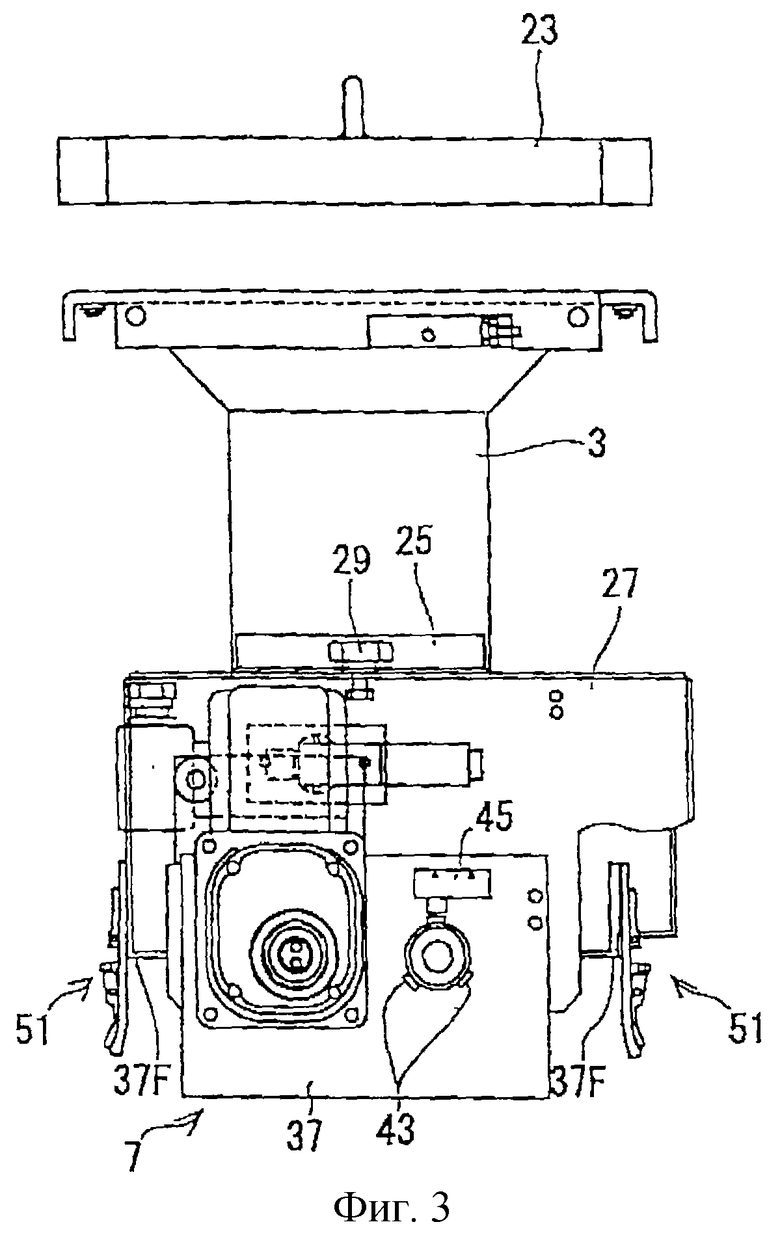
фиг. 3 - вид справа устройства, показанного на фиг.1, иллюстрирующий расположение бункера и режущего средства;
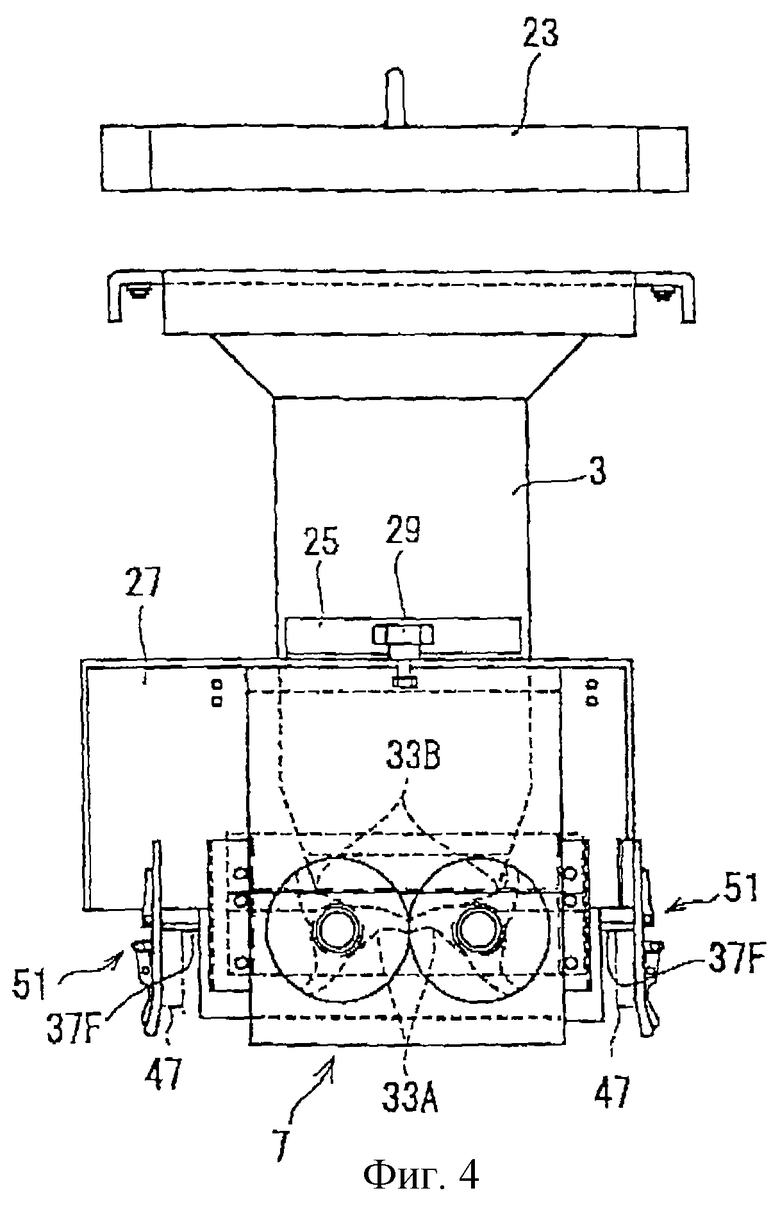
фиг.4 - вид слева устройства, показанного на фиг.1, иллюстрирующий расположение бункера и режущего средства;
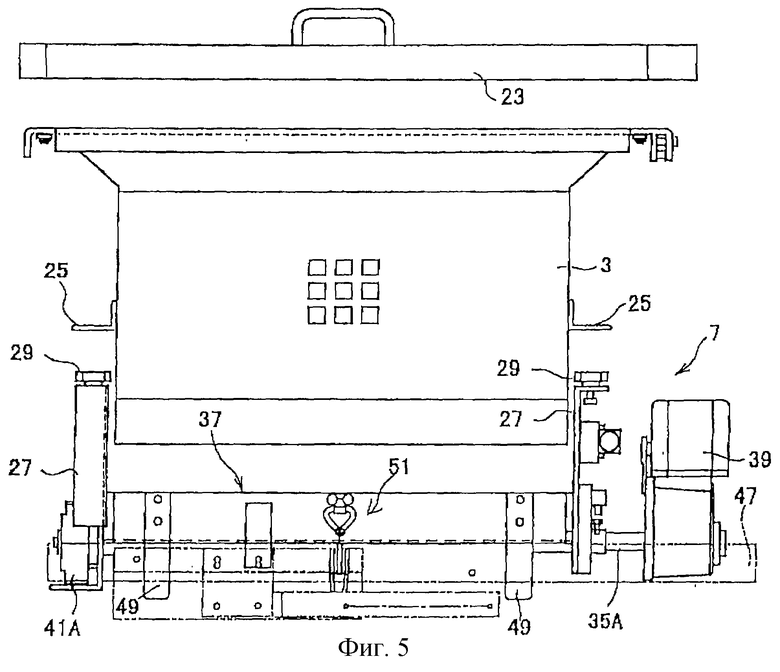
фиг. 5 - вид спереди устройства, показанного на фиг.1, иллюстрирующий устройство, от которого отделены бункер и режущее средство;
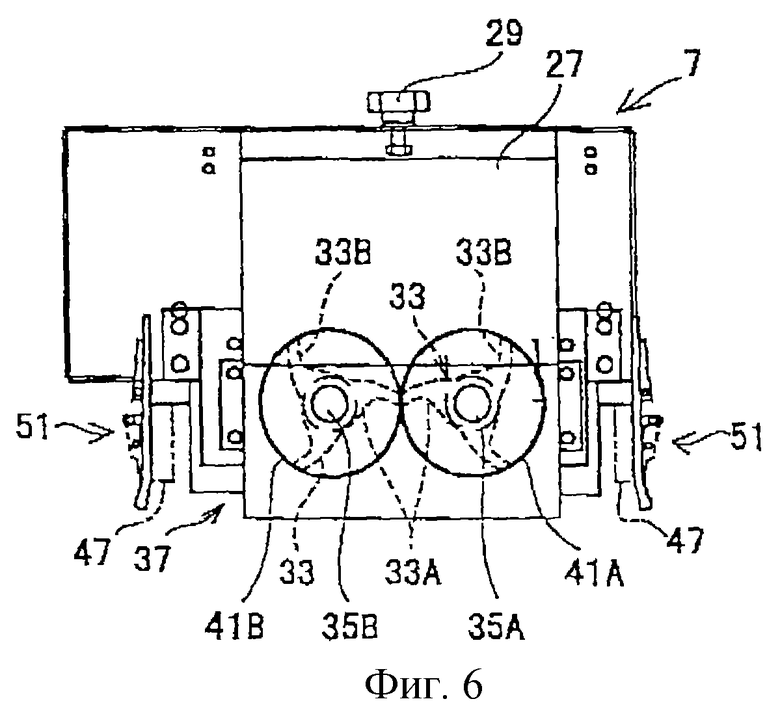
фиг.6 - вид слева режущего средства;
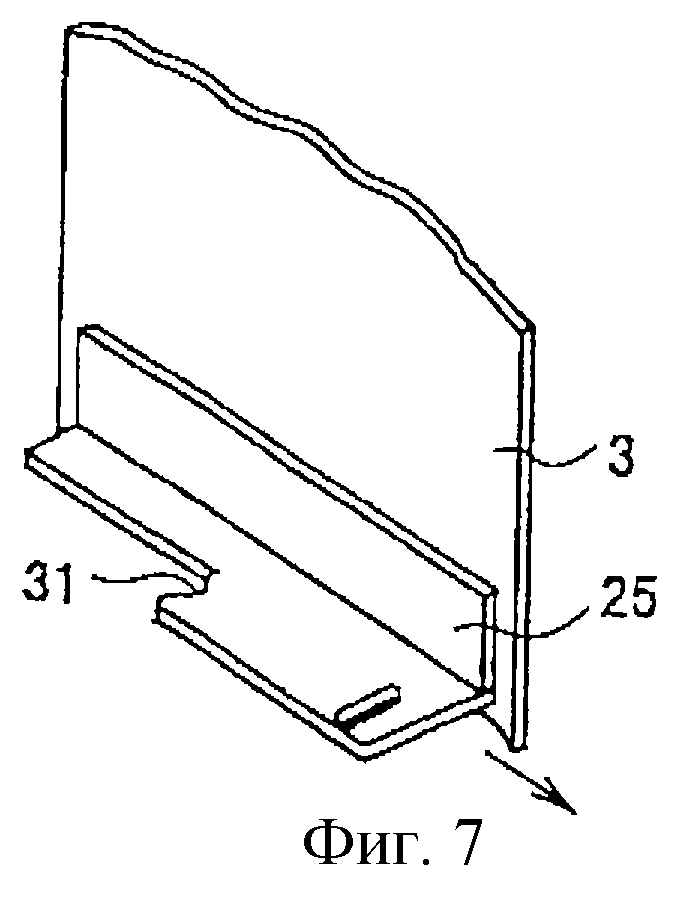
фиг.7 - вид в перспективе опорных кронштейнов;
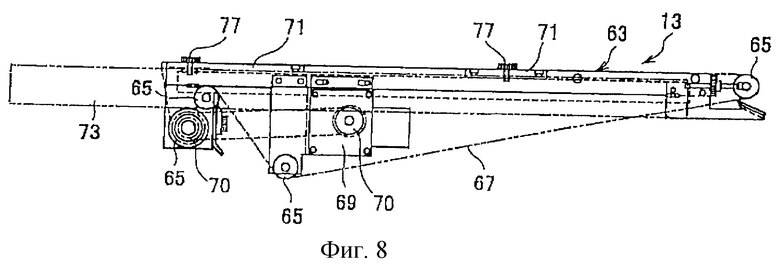
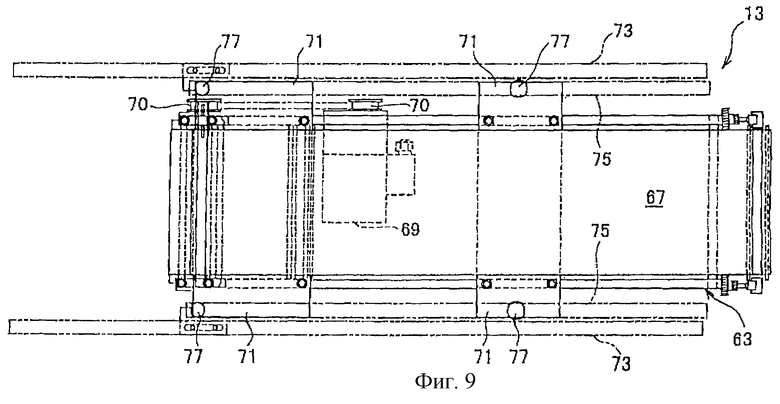
фиг.8 - вид спереди подающего конвейера;
фиг.9 - вид сверху подающего конвейера;
фиг.10 - вид слева подающего конвейера;
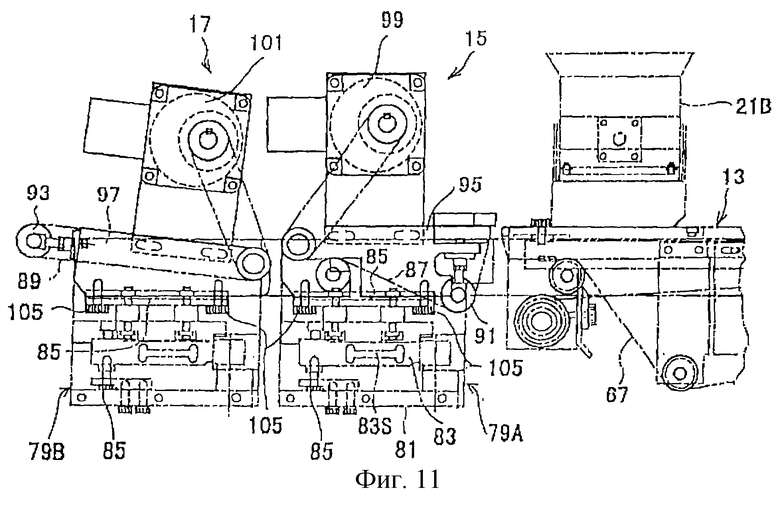
фиг. 11 - вид спереди первого и второго дозирующих конвейеров. Они прикреплены к устройству;
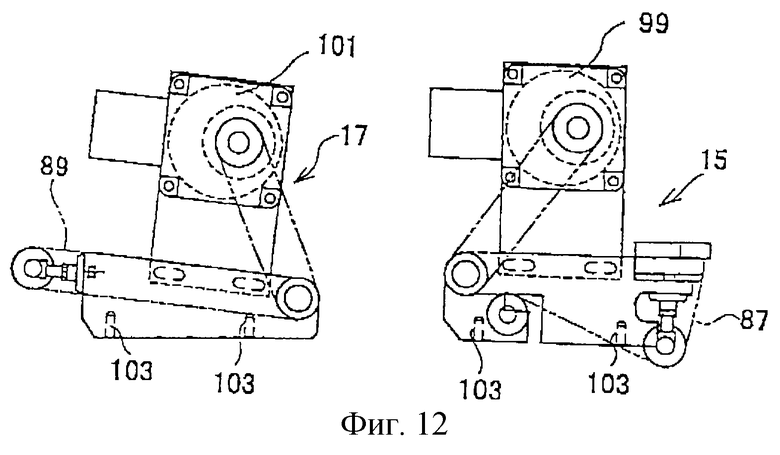
фиг.12 - вид спереди первого и второго дозирующих конвейеров.
Фиг. 1 показывает устройство 1 для подачи пищевого теста согласно варианту выполнения изобретения. Оно имеет бункер 3 в верхней части устройства для приема большого блока F пищевого теста, такого как тесто для хлеба. Бункер 3 может быть отделен от устройства. Режущее средство 7 прикреплено к каркасу 5 в положении, соответствующем нижнему отверстию бункера 3. Режущее средство 7 может быть отделено от каркаса 5. Режущее средство разрезает большой блок F на куски теста, которые имеют заданную длину (соответствующую продольной длине бункера 3) и заданный вес.
Транспортер 11 расположен под режущим средством 7 для транспортировки кусков теста, отрезанных режущим средством 7, к загрузчику 9 теста. Он имеет несколько валков, расположенных в V-образной конфигурации. Подающий конвейер 13 расположен под загрузчиком 9 теста. Загрузчик 9 теста объединяет куски теста и формирует лист теста, имеющий постоянную толщину. Подающий конвейер 13 подает лист теста. Подающий конвейер 13 может быть отделен от загрузчика 9 теста.
Первый дозирующий конвейер 15 расположен у конца пути подачи подающего конвейера 13 для измерения веса части листа теста при подаче этой части. Второй дозирующий конвейер 17 расположен около первого дозирующего конвейера 15. Первый и второй дозирующие конвейеры 15 и 17 могут быть отделены от устройства.
Ножевое режущее средство 19 размещено над положением между подающим конвейером 13 и первым дозирующим элементом 15. Когда первый дозирующий конвейер 15 измеряет часть листа теста, имеющую заданный вес, режущее средство 19 отрезает эту часть листа теста. Подающие средства 21А и 21В расположены около начальной и конечной точек пути подачи подающего конвейера 13 для подачи муки к его поверхности. Контроллер 22, такой как компьютер, расположен так, чтобы управлять устройством.
Когда большой блок F пищевого теста подают к бункеру 3, часть блока F проходит вниз от нижнего отверстия бункера 3. Затем часть блока F разрезается режущим средством 7 на куски теста. Они имеют заданную длину. Они падают на поверхность транспортера 11. Транспортер 11 подает их к загрузчику 9 теста. Он формирует куски теста в лист теста, который имеет постоянную толщину. Лист теста подается подающим конвейером 13 к первому дозирующему конвейеру 15. Когда часть листа теста непрерывно подается на первый дозирующий конвейер 15, он непрерывно измеряет вес этой части. Когда вес этой части достигает заданного значения, режущее средство 19 отделяет от части листа теста отрезок. Затем отрезок подается ко второму дозирующему конвейеру 17. Он снова взвешивает эту часть. Если вес этой части - значение, полученное первым дозирующим конвейером, находится в допустимом диапазоне, вышеуказанные стадии повторяют. То есть другую часть листа теста взвешивают и отделяют отрезок. Это действие повторяется для изготовления отрезков. Отрезки затем транспортируются к следующей стадии. Если значение веса, полученное вторым дозирующим конвейером, меньше заданного значения, осуществляется управление с обратной связью. Таким образом, временная регулировка, при которой режущее средство 19 разрезает лист теста на отрезки, осуществляется с задержкой. Если вес превышает заданное значение, управление с обратной связью действует для ускорения временной регулировки. Таким образом, могут быть выполнены отрезки, имеющие вес в заданном диапазоне. Затем их подают к следующей стадии.
Бункер 3 и режущее средство 7 выполнены так, что они могут легко соединяться с устройством и отделяться от него, их можно легко чистить, когда они, например, остановлены.
Как показано на фиг. 2-7, бункер 3 имеет закрывающий элемент 23 в его верхнем конце. Бункер 3 является полым. Элемент 23 может быть прикреплен к бункеру 3 и отделен от него. Опорные кронштейны 25 прикреплены приблизительно в середине левой и правой боковых поверхностей бункера 3. Кронштейны 25 имеют L-образную конфигурацию. Они проходят по направлению к передней и задней поверхностям. Кронштейны 25 опираются на левый и правый опорные каркасы 27 режущего средства 7. Участок 31 зацепления образован на горизонтальной части каждого кронштейна 25 (фиг.7). Участок 31 зацепления может зацепляться и отделяться от круглой ручки 29, расположенной на опорном каркасе 27, когда бункер 3 перемещается в горизонтальной плоскости от передней части устройства к его задней части или наоборот.
Таким образом, бункер 3 может быть прикреплен к режущему средству 7 посредством, во-первых, установки опорных кронштейнов 25 бункера 3 на левый и правый опорные каркасы 27 режущего средства 7, затем зацепления участка 31 зацепления опорных кронштейнов 25 с круглыми ручками 29 опорных каркасов 27 и затем закрывания круглых ручек 29. Когда круглые ручки 29 открыты, бункер 3 может быть отделен от режущего средства 7.
Как указано выше, бункер 3 может быть легко объединен с режущим средством 7 или отделен от него. Таким образом, их легко можно чистить. Также их легко можно собирать при производстве. Когда блок F теста перемещается вниз от нижнего отверстия бункера 3, режущее средство 7 разрезает его вдоль заданной длины (соответствующей длине бункера 3) с образованием кусков теста. Они имеют заданный объем. Как на фиг.6, режущее средство 7 имеет пару валов 35А, 35В. Они размещены с возможностью вращения и горизонтально через бункер. Они имеют несколько лезвий 33, которые фиксированы на валах. Опорные каркасы 27 расположены вертикально на левой и правой сторонах корпуса 37. Корпус 37 поддерживает валы 35А, 35В так, чтобы они могли вращаться.
Как на фиг.2, один конец вала 35А соединен с наружным валом приводного двигателя 39. Двигатель поддерживается опорным каркасом 27. Шестерни 41А, 41В, диаметры которых одинаковы, соединены с другим концом вала 35А и с одним концом вала 35В. Шестерни зацепляются друг с другом (фиг.2 и 6). Несколько кулачков 43, соответствующих нескольким лезвиям 33, прикреплены к другому концу вала 35В (фиг.3). Датчик 45, такой как микропереключатель, прикреплен к корпусу 37 так, чтобы остановить приводной двигатель 39, когда он приводится в действие любым кулачком 43. Когда контроллер 22 выдает команду для действия приводного двигателя 39 режущего средства 7, приводной двигатель 39 позволяет валам 35А, 35В вращаться внутрь или в противоположном направлении. Лезвия 33 начинают вращаться при условии, что, как на фиг.4 и 6, концы лезвий 33А находятся близко друг к другу. Когда концы лезвий 33В приближаются друг к другу, срабатывает кулачок 43, соответствующий одному из лезвий 33В, так, чтобы приводной двигатель 39 остановился. Таким образом, части блока F теста непрерывно разрезаются через интервалы, соответствующие условиям, при которых концы лезвий 33А, 33В приближаются друг к другу при повороте. Таким образом, части могут иметь заданный объем. Затем эти части падают.
Длинные опорные перекладины 47 расположены горизонтально вдоль верхних передней и задней сторон каркаса 5. Нижние поверхности 37F образованы на нижних сторонах корпуса 37 режущего средства 7. Поверхности 37F поддерживаются перекладинами 47. Таким образом, режущее средство 7 может быть прикреплено к каркасу 5 и отделено от него. Несколько ограничивающих перемещение элементов 49 прикреплены к передней и задней сторонам корпуса 37 так, чтобы элементы 49 ударялись с передней и задней поверхностями опорных перекладин 47. Таким образом, режущее средство 7 предотвращают от перемещения вперед или назад. Запирающие средства 51 прикреплены к передней и задней поверхностям режущего средства 7 для фиксации режущего средства 7 к каркасу 5. Запирающее средство для, например, корпуса можно использовать для запирания. Таким образом, подробно они не описываются.
Когда запирающие средства 52 открыты, режущее средство 7 может перемещаться вверх от опорных перекладин 47. Они фиксированы на передней и задней сторонах каркаса 5. Таким образом, режущее средство 7 может быть легко прикреплено к каркасу 5. Также, когда устройство остановлено, само режущее средство 7 и подающий конвейер, загрузчик теста и т.д., расположенные под режущим средством 7, можно легко чистить.
Фиг. 1 показывает загрузчик 9 теста. Он включает несколько валков 55А, 55В и 55С и несколько валков 57А, 57В и 57С. Валки поддерживаются левым и правым поддерживающими валки элементами 53L, 53R каркаса 5. Валки расположены в V-образной конфигурации. Подробное описание элементов устройства, аналогичных элементам устройств предшествующего уровня, не приводится. Таким образом, теперь будут объяснены только моменты, отличающиеся от устройств предшествующего уровня.
Для упрощения и выполнения устройства компактным транспортер 11 расположен над входным участком загрузчика 9 теста. Транспортер 11 выполнен посредством прохождения ленты вокруг валка 55А и холостого ролика 59, поддерживаемого каркасом 5. Режущее средство 7 и загрузчик 9 теста расположены так, чтобы часть режущего средства 7 перекрывала входной участок загрузчика 9 теста. Также входной участок загрузчика 9 теста расположен около режущего средства 7. Таким образом, когда часть блока теста разрезается режущим средством 7, одновременно нижний конец этой части входит во входной участок.
Валки 55В, 55С, 57А, 57В и 57С взаимно запираются с помощью приводного двигателя валков (не показан). Валок 55А приводится в действие приводным двигателем (не показан) транспортера. Этими двумя двигателями управляют посредством контроллера 22.
Датчик 61 расстояния, расположенный над входным участком загрузчика 9 теста, измеряет расстояние между ним и куском теста, который входит во входной участок. Когда расстояние, определенное датчиком 61, меньше заданного значения, приводной двигатель транспортера регулируют так, чтобы его скорость вращения снизилась. Напротив, если расстояние превышает заданное значение, двигатель регулируют так, чтобы его скорость вращения увеличилась. Таким образом, объем пищевого теста, подаваемый от транспортера 11 к загрузчику 9 теста, поддерживается по существу постоянным.
Кусок теста, отрезаемый от блока теста, подается транспортером 11 по направлению к загрузчику 9 теста. Когда задний конец куска теста достигает заданного положения, емкостной датчик, например, расположенный в относительно низком положении над транспортером 11, детектирует задний конец. Таким образом, приводной двигатель 39 для режущего средства 7 приводится в действие для отрезания части блока теста. В то же время передний конец куска теста падает во входной участок загрузчика 9 теста, при этом перекрывая часть заднего конца предшествующего куска теста.
Если оптический датчик используют для определения задних концов кусков теста на транспортере 11, он может только определить, имеется ли в наличии задний конец куска теста, но не может определить характер заднего конца. Когда следующий кусок теста соединяется с задним концом предшествующего куска теста, часть, соединяющая эти куски, может резко сужаться. Этот вариант выполнения использует емкостной датчик (или емкостной бесконтактный переключатель), так чтобы детектировать задний конец куска теста на транспортере 11. Таким образом, характеристики части рядом с задним концом куска теста, такие как ширина или толщина, могут быть известны.
Таким образом, следующий кусок теста может быть отрезан от блока теста в нужный момент, так что соединение переднего конца следующего куска теста с задним концом предшествующего куска теста предотвращают от сужения. Предпочтительно, чтобы несколько датчиков были расположены по ширине или длине или в том и другом направлении транспортера 11.
Оптический датчик детектирует крошки теста на транспортере 11. Однако емкостной датчик не детектирует присутствия каких-либо крошек, а также может детектировать характеристики кусков теста. Таким образом, емкостной датчик является предпочтительным для детектирования характеристик.
Как указано выше, бункер 3 и режущее средство 7 могут быть прикреплены к каркасу 5 и отделены от него. Таким образом, когда они отделены от каркаса 5, транспортер 11 и загрузчик 9 теста можно легко чистить. Также лента транспортера 11 проходит вокруг самого верхнего валка 55А загрузчика 9 теста. Таким образом, устройство требует меньше деталей. Режущее средство 7 может приближаться ко входному участку загрузчика 9 теста. Также конструкция устройства может упрощаться. Также часть входного участка загрузчика 9 теста вертикально перекрывает часть режущего средства 7. Когда часть блока теста отрезается режущим средством 7, его передний конец падает непосредственно во входной участок загрузчика 9 теста. Таким образом, в загрузчике 9 теста передний конец следующего куска теста прилипает к заднему концу предшествующего куска теста. Устройство может быть выполнено компактным. Высота устройства может быть уменьшена.
Фиг. 8-10 изображают подающий конвейер 13. Он может быть прикреплен к каркасу 5 и отделен от него.
Более подробно, подающий конвейер 13 подает лист теста, имеющий равномерную толщину, к первому дозирующему конвейеру 15. Лист теста выполняется с помощью загрузчика 9 теста. Несколько валков 65 прикреплены к каркасу 63 конвейера. Валки установлены с возможностью вращения. Лента 67 проходит вокруг валков 65. Приводной двигатель 69 расположен на каркасе 63 для приведения в действие ленты 67 посредством транспортировочной механической системы, имеющей ролик 70, ленты, и т.д.
Опорные пластины 71 расположены на каркасе 63 конвейера. Оба конца пластин продолжаются от обеих - передней и задней сторон устройства. Каждая перекладина из пары длинных опорных перекладин 73 горизонтально расположена на каркасе 5 вдоль его соответствующих передней и задней сторон. Каждая балка из пары опорных балок 75 горизонтально расположена вдоль соответствующих внутренних поверхностей опорных перекладин 73 для поддержания опорных пластин 71. Каждая опорная пластина 71 фиксирована на опорных балках 75 с помощью круглых ручек 77.
Когда круглые ручки 77 открыты, подающий конвейер 13 может растягиваться вдоль опорных балок 75 в левом и правом направлениях устройства. Таким образом, при производстве устройства подающий конвейер 13 может быть легко установлен. Также при остановке устройства подающий конвейер 13 можно легко чистить. Когда подающий конвейер 13 отделен от устройства, загрузчик 9 теста можно чистить в нижнем положении.
Контроллер 22 управляет конвейерным приводным двигателем 69 подающего конвейера 13 относительно загрузчика 9 теста. То есть, когда лист теста, образованный загрузчиком 9 теста, подается к ленте 67 подающего конвейера 13, лист теста транспортируется сначала вертикально, а затем горизонтально. Таким образом, при изменении направления подачи листа теста лист теста изгибается. Датчик расстояния (не показан) расположен в заданном положении для детектирования расстояния между ним и изогнутой частью листа теста. Контроллер управляет скоростью подающего конвейера, чтобы позволить поддержание расстояния постоянным. Другими словами, контроллер управляет скоростью вращения конвейерного приводного двигателя 69 так, что изгиб изогнутой части листа теста может поддерживаться постоянным, и так, что лист теста может быть предотвращен либо от уплотнения, либо от разрыхления. Также контроллер управляет скоростью вращения приводного двигателя валков загрузчика 9 теста, так что можно управлять его объемом подачи.
Фиг. 11 и 12 описывают первый и второй дозирующие конвейеры 15, 17. Их используют для измерения объема листа теста. Их можно легко прикреплять к каркасу 5. Более подробно, первый и второй дозирующие конвейеры 15, 17 можно легко прикреплять и отделять от первого и второго дозирующих устройств 79А, 79В. Первое и второе дозирующее средство 79А, 79В являются идентичными. Таким образом, ниже описано только первое дозирующее средство 79А. Такие же позиции используют для второго дозирующего средства 79В для обозначения тех же компонентов, чтобы избежать дублирования описаний.
Дозирующее устройство 79А имеет основной блок 81. Он соединен с каркасом 5 в виде единого узла. Фиг.11 и 12 не показывают, как основной блок 81 соединен с каркасом 5. Горизонтальная щель 83S горизонтально образована на регистрирующем блоке 83, так чтобы он мог легко отклоняться. Один конец регистрирующего блока 83 установлен на кронштейне на основном блоке. Стопорный болт 85 прикреплен к другому концу регистрирующего блока 83. Когда возникает перегрузка на регистрирующем блоке 83, стопорный болт 85 ударяет основной блок 81, так чтобы предотвратить чрезмерное отклонение регистрирующего блока 83. Также датчик нагрузки (не показан), такой как тензодатчик, расположен на регистрирующем блоке 83 для детектирования его отклонений, а затем для расчета нагрузки. Пьезоэлектрический элемент может использоваться вместо датчика нагрузки.
Скоба 85 расположена на верхней поверхности регистрирующего блока. Дозирующий конвейер 15 или 17 прикреплен к скобе 85 таким образом, что он может быть отделен от этого выступа. То есть первый и второй дозирующие конвейеры 15, 17 имеют опоры 95, 97 валков. Они поддерживают несколько вращаемых валков 91, 93, вокруг которых проходят ленты конвейера 87, 89. Первый и второй приводные двигатели 99, 101 расположены на опорах 95, 97 валков для приведения в действие конвейерных лент 87, 89. Резьбовые отверстия 103 выполнены на нижних поверхностях опор 95, 97 валков. Опоры 95, 97 валков могут быть прикреплены к и отделены от скоб 85 посредством круглых ручек 105. Круглые ручки 105 зацепляются с резьбовыми отверстиями 103.
Когда круглые ручки 103 открыты, первый и второй дозирующий конвейеры 15, 17 могут отделяться от скоб 85. Таким образом, когда первый и второй дозирующие конвейеры отделены от скоб, первый и второй дозирующие конвейеры можно легко чистить. Также ножевое режущее средство 19 можно легко чистить.
Контроллер 22 управляет первым и вторым приводными двигателями 99, 101 первого и второго дозирующих конвейеров 15, 17 и ножевым режущим средством 19. То есть ножевое режущее средство 19 действует, когда лист теста подается от подающего конвейера 13 к дозирующему конвейеру 15 и когда вес части листа теста достигает заданного значения. В результате лезвие ножевого режущего средства 19 падает для отрезания части. Как указано выше, когда часть листа теста отрезается с образованием отрезка, подающий конвейер 13 немного подается назад для обратной подачи листа теста, пока его передний конец не будет снят со входа первого дозирующего конвейера. Таким образом, вес-нетто (чистый вес) отрезка может быть измерен первым дозирующим конвейером.
Отрезок листа теста затем подается от первого дозирующего конвейера 15 ко второму дозирующему конвейеру 17. Отрезок снова измеряется конвейером 17. Данные об измерении передают контроллеру в виде сигнала обратной связи. Сигнал используют для временной регулировки режущего средства 19 для отрезания части листа теста. Таким образом, можно повысить точность измерения первого дозирующего конвейера и точность временной регулировки режущего средства. После отрезания части листа теста режущим средством 19 подающий конвейер 13 поддерживается в ожидании, пока отрезок подается от первого дозирующего конвейера 15.
Когда передний конец листа теста перемещается на конвейерной ленте 87 первого дозирующего конвейера, он сразу же начинает измерение веса части листа теста на нем. Когда измеренный вес достигает заданного значения, контроллер передает сигнал режущему средству 19 для разрезания листа теста. Если предположить, что скорость перемещения первого дозирующего конвейера 15 составляет скорость V, а период времени с момента, когда первый дозирующий конвейер 15 начинает измерение веса листа теста, до того, как срабатывает режущее средство 19, составляет период времени Т, то длина отрезка теста, отрезаемого от листа теста, может быть вычислена арифметическим блоком контроллера посредством умножения скорости на период времени Т (V•Т).
Длина отрезка теста на первом дозирующем конвейере вычисляется посредством умножения скорости V на период времени Т. Измерение величины (V•Т) сравнивают с заданным значением L. Когда измеренная величина больше или меньше заданного значения L, длина отрезка теста может регулироваться, когда данные измерения передаются от первого дозирующего конвейера 15 ко второму дозирующему конвейеру 17.
То есть, если предположить, что измеренная величина (V•Т), соответствующая длине отрезка теста, превышает заданное значение L, то скорость подачи второго дозирующего конвейера становится такой же, как скорость первого дозирующего конвейера 15 после разрезания отрезка теста (т.е. V1=V2). В этом случае относительная скорость между первым и вторым дозирующими конвейерами 15 и 17 регулируют так, чтобы скорость V2 составляла меньше скорости V1 в α раз для уменьшения длины отрезка теста, где α является модифицируемой величиной. Модификация определяется на основе разницы между заданной величиной L и измеренной (V•Т).
Напротив, когда измеренная величина (V•Т) меньше заданного значения L, относительная скорость между первым и вторым дозирующими конвейерами 15, 17 регулируется так, чтобы скорость V2 превышала скорость V1 в α раз для удлинения отрезка теста.
Как уже отмечалось, когда отрезок теста перемещается от первого дозирующего конвейера 15 ко второму дозирующему конвейеру 17, длина отрезка теста регулируется до длины, соответствующей заданному значению L, так что толщина изменяется соответственно. Таким образом, вес отрезка теста на втором дозирующем конвейере 17 является всегда по существу постоянным. Также его длина и толщина являются всегда по существу постоянными. Таким образом, равномерные отрезки теста подаются к следующей стадии. Таким образом, можно изготавливать качественные продукты из теста, например, размеры которых не изменяются.
Вариант выполнения данного изобретения последовательно использует первый и второй дозирующие конвейеры 15, 17, так что точность разрезания и дозирования листа теста может быть увеличена. Однако, если первый дозирующий конвейер 15 может точно разрезать и измерять лист теста, можно использовать как раз этот конвейер вместо второго дозирующего конвейера 17. Конвейер не требует каких-либо дозирующих функций. Но его скоростью перемещения можно управлять относительно первого дозирующего конвейера.
Снова, как на фиг.1, разделяющее средство расположено ниже по ходу потока за вторым дозирующим конвейером 17 для разделения отрезка теста на равные части. То есть подающий конвейер 107 расположен за концом второго дозирующего конвейера 17. Датчик ширины 109 размещен для измерения ширины отрезка СН теста. Он подается вдоль подающего конвейера 107. Также режущее средство 111 установлено для отрезания отрезка СН теста. Режущее средство 111 может перемещаться вверх и вниз. Также оно может перемещаться в направлении, соответствующем ширине отрезка теста. Режущее средство 111 может отделять равные отрезки теста. Нужно заметить, что выражение "отрезать" означает не только, что отрезок теста полностью отделяется, но также, что на нем выполнены щели для последующего разделения.
Датчик 109 ширины состоит из датчиков расстояния, расположенных на обеих сторонах подающего конвейера 107 в заданных ссылочных положениях. Каждый датчик расстояния использует лазерный луч для измерения расстояния между его относительным ссылочным положением и боковой поверхностью отрезка СН теста. На основании расстояний могут быть даны ширина и положения обеих боковых поверхностей отрезка СН теста.
На основании положений обеих боковых поверхностей отрезка СН теста может быть вычислено с помощью контроллера центральное положение отрезка СН теста по ширине. Таким образом, режущий элемент 111В режущего средства 111 автоматически позиционируется в середине отрезка СН теста для разрезания отрезка теста на равные куски.
Обычный сервомеханизм можно использовать для автоматического перемещения режущего средства 111 по ширине подающего конвейера 107 и его позиционирования. Таким образом, он подробно не описывается.
Датчик 109 ширины не ограничен указанной выше конструкцией для измерения ширины отрезка СН теста. Например, линейный датчик может размещаться над подающим конвейером в ссылочном положении для детектирования положений сторон по ширине. Также можно использовать элементы длительного контактирования. Они размещены параллельно направлению подачи подающего конвейера 107 на обеих его сторонах. Они могут перемещаться взаимно и перпендикулярно направлению подачи подающего конвейера 107. Когда каждый элемент длительного контактирования перемещается от ссылочного положения к положению, в котором он контактирует с боковой поверхностью отрезка СН теста или приближает боковую поверхность, это положение детектируется. На основании этих положений рассчитывают положения обеих сторон и ширину отрезка СН теста.
Как указано выше, режущее средство 111 расположено вниз по ходу потока от второго дозирующего конвейера 17. Таким образом, отрезок СН теста можно разделить на несколько равных кусков (например, на два куска) так, чтобы отрезок СН теста мог быть разделен на относительно большие куски. Таким образом, может быть увеличена эффективность разрезания.
Вариант выполнения изобретения был объяснен выше относительно того, что отрезок СН теста разделяют на куски в направлении, параллельном направлению подачи подающего конвейера 107. Однако изобретение не ограничено вышеописанным вариантом выполнения. Отрезок СН теста может разделяться на несколько равных кусков в направлении, перпендикулярном направлению подачи конвейера 107, после измерения длины отрезка СН теста в направлении подачи. В этом случае устройство, имеющее бесконтактный датчик, можно использовать для детектирования времени от момента, когда оно детектирует передний конец отрезка СН теста, до того, когда оно детектирует задний конец на подающем конвейере 107. Затем, основываясь на затраченном времени и скорости перемещения конвейера, устройство может рассчитать длину отрезка СН теста. Также другое устройство, то есть устройство, имеющее линейный датчик, можно использовать для детектирования положений переднего и заднего концов отрезка СН теста. Затем устройство рассчитывает длину отрезка СН теста на основании этих положений.
Другое ножевое режущее средство может быть расположено над подающим конвейером 107. Режущее средство работает, когда середина отрезка СН теста достигает режущего средства, так что он разделяется на два равных куска.
Ниже объясняется, как определить, что середина отрезка теста достигла режущего средства. Датчик детектирует передний конец отрезка СН теста в заданном положении для определения середины отрезка СН теста. Затем вычисляют расстояние между расчетной серединой и положением режущего средства, которое известно заранее. Затем расстояние делится на скорость перемещения для вычисления периода времени от момента, когда режущее средство достигает переднего конца, до момента, когда оно достигает среднего положения. Таким образом, когда проходит рассчитанное время после детектирования датчиком переднего конца отрезка СН теста, режущее средство разрезает отрезок СН теста на два куска равной длины.
Когда первый и второй дозирующие конвейеры 15, 17 непрерывно измеряют вес листа теста несколько раз, мука и др. может прилипать к лентам 87, 89 конвейера так, что точность этих конвейеров снижается. Таким образом, осуществляют регулировку на ноль первого и второго дозирующих конвейеров 15, 17. То есть, когда они измеряют вес листа теста заданное количество раз или когда пройдет заданный период времени, подающий конвейер останавливается. Затем для получения измерения первый и второй дозирующие конвейеры 15, 17 работают без помещения на них листа теста. Если существует разница между измеренным значением и заданным значением, которая используется в качестве ссылочного параметра, то есть нуля, контроллер 22 используют для изменения заданного значения. Таким образом, даже если мука и др. прилипает к конвейерным лентам 87, 89, первый и второй дозирующие конвейеры 15, 17 могут точно измерять вес листа теста. Таким образом, равномерные отрезки теста всегда могут отделяться от листа теста, так что они имеют равный вес.
Согласно данному изобретению устройство для подачи теста легко может быть выполнено компактным. Также его легко можно собирать при производстве. Также устройство может быть разобрано на его компоненты так, чтобы компоненты можно было легко чистить.
Также устройство может точно измерять вес листа теста так, чтобы можно было образовать отрезок теста, имеющий заданный вес, длину и толщину.

Изобретение относится к устройству для подачи пищевого теста, такого как тесто для хлеба. Устройство содержит бункер для приема пищевого теста, первое режущее средство для разделения пищевого теста на куски теста, транспортер для транспортировки кусков теста, загрузчик теста для образования листа теста из кусков теста, подающий конвейер для подачи листа теста, дозирующий конвейер для взвешивания части листа теста и второе режущее средство для отрезания части листа теста, когда величина, измеренная первым дозирующим конвейером, достигает заданного значения. Первое режущее средство и загрузчик установлены так, что когда кусок теста отрезается первым режущим средством, нижний конец падает во входное отверстие загрузчика теста. Лента транспортера проходит вокруг самого верхнего валка загрузчика теста. Также любой из названных: бункер, первое режущее средство, подающий конвейер и дозирующий конвейер могут быть легко объединены с этим устройством или отделены от него. Изобретение выполнено компактным, легко собираемым и легко чистящимся. 3 с. и 3 з.п. ф-лы, 12 ил.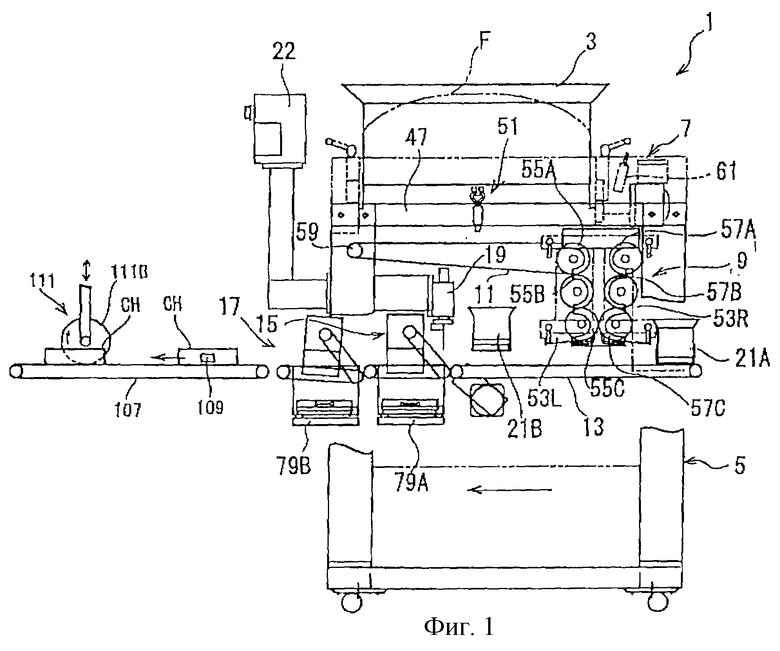
| Система фазирования | 1980 |
|
SU919128A1 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ И ФОРМОВАНИЯ СФЕРИЧЕСКОГО ТЕЛА ИЗ БРУСКА ТЕСТА | 1997 |
|
RU2137371C1 |
| JP 11127764, 18.05.1999. | |||
