Изобретение относится к области обработки металлов давлением, в частности к обработке деталей поверхностным пластическим деформированием, и может быть использовано при чистовой обработке неполных сферических поверхностей деталей типа шарового пальца передней подвески автомобиля.
Известен способ обработки неполных сферических поверхностей деталей поверхностным деформированием, который включает одновременное вращение обрабатываемой детали и деформирующего инструмента, содержащего тела качения. При этом деформирующему инструменту сообщают движение по окружности, лежащей в плоскости, смещенной относительно центра обрабатываемой сферической поверхности, а угловую скорость вращения деформирующего инструмента выбирают намного больше угловой скорости вращения детали (см. патент РФ 2031770, В 24 В 39/04, 39/00).
Недостатком известного способа является недостаточно высокое качество участков обрабатываемой поверхности неполной сферической головки шарового пальца, прилегающих к ее экватору вследствие низкой кратности их обработки за счет высокой линейной скорости вращения участков поверхности неполной сферической головки шарового пальца, прилегающих к ее экватору.
Наиболее близким аналогом является способ обработки неполной сферической головки шарового пальца поверхностным деформированием, включающий обкатку поверхности головки шарового пальца деформирующими телами, планетарно вращающимися в плоскости, смещенной относительно центра обрабатываемой неполной сферической головки шарового пальца, который вращают вокруг своей оси и дополнительно поворачивают в плоскости, проходящей через продольную ось пальца перпендикулярно плоскости вращения деформирующих тел, при этом дополнительный поворот шарового пальца осуществляется дискретно (см. патент РФ 2162785, В 24 В 39/04).
Недостатком данного способа является недостаточно высокое качество обрабатываемой сферической поверхности, поскольку при дискретном дополнительном повороте шарового пальца на поверхности неполной сферы имеют место дефекты в виде царапин, вызванных резким перемещением по ней деформирующих тел, а также неровностей, вызванных вибрацией оборудования при резком пошаговом дополнительном повороте шарового пальца.
В основу изобретения поставлена задача разработать такой способ обработки неполной сферической поверхности головки шарового пальца, который обеспечил бы высокое качество поверхностности неполной сферической головки шарового пальца за счет уменьшения кратности обработки зоны, примыкающей к полюсу при одновременном увеличении кратности обработки экваториальной зоны неполной сферической головки шарового пальца в процессе обкатки при одновременном исключении резкого пошагового дополнительного поворота шарового пальца.
Поставленная задача решается тем, что в известном способе обработки неполной сферической головки шарового пальца поверхностным деформированием, включающем обкатку планетарно вращающимися деформирующими телами качения поверхности головки шарового пальца, который вращают вокруг своей оси и одновременно поворачивают в плоскости, проходящей через продольную ось пальца перпендикулярно плоскости вращения деформирующих тел качения, согласно изобретению в начале обкатки шаровой палец вращают вокруг своей оси с постоянной угловой скоростью в течение времени, которое определяют по зависимости:
где t - время между моментом начала обкатки неполной сферической головки шарового пальца и моментом начала осуществления дополнительного поворота шарового пальца;
n - количество полных оборотов, совершаемых шаровым пальцем вокруг своей оси;
ωш.п - угловая скорость вращения шарового пальца вокруг своей оси, после чего одновременно с вращением вокруг своей оси шаровой палец дополнительно поворачивают с постоянной угловой скоростью, определяемой из условия:
ωд.п = (0,013...0,360)ωш.п,
где ωд.п - угловая скорость дополнительного поворота шарового пальца;
ωш.п - угловая скорость вращения шарового пальца вокруг своей оси.
Анализ известных источников патентной и технической информации позволяет сделать вывод, что заявляемый способ обработки неполной сферической головки шарового пальца поверхностным деформированием не следует явным образом из известного уровня и, следовательно, соответствует условию патентоспособности "изобретательский уровень", так как его отличительные признаки не обнаружены в известных технических решениях.
Сущность изобретения поясняется чертежом, где представлена схема реализации заявляемого способа обработки.
Заявляемый способ осуществляют следующим образом.
Обрабатываемый шаровой палец 1 с неполной сферической головкой 2 фиксируют в шпинделе 3. Затем обрабатываемому шаровому пальцу 1 сообщают вращательное движение с угловой скоростью ωш.п вокруг его оси (ось I-I). К неполной сферической головке 2 подводят обкатной инструмент 4, содержащий деформирующие тела 5, и начинают обкатку неполной сферической головки 2 шарового пальца 1 путем вращения деформирующих тел 5 по окружности, лежащей в плоскости, смещенной относительно центра обрабатываемой неполной сферической головки 2 шарового пальца 1, с заданной угловой скоростью вращения ωин.
На начальном этапе обработки обкатку неполной сферической головки 2 осуществляют в течение времени, которое определяют по зависимости:
где t - время между моментом начала обкатки неполной сферической головки шарового пальца и моментом начала осуществления дополнительного поворота шарового пальца;
n - количество полных оборотов, совершаемых шаровым пальцем вокруг своей оси;
ωш.п - угловая скорость вращения шарового пальца вокруг своей оси.
Время начального этапа обкатки, определяемое по вышеуказанной зависимости, позволяет на данном этапе совершить шаровому пальцу 1 целое число оборотов вокруг своей оси (ось I-I). Так как на начальном этапе обкатки плоскость вращения деформирующих тел 5 пересекает параллель неполной сферической поверхности, примыкающую к торцевому срезу в одной точке, то время начального этапа обкатки, определяемое по заявляемой зависимости, позволяет обеспечить равномерную обработку участков, прилегающих к торцевому срезу неполной сферической головки 2 шарового пальца 1. Для обеспечения высокого качества поверхности неполной сферической головки 2 шарового пальца 1 и для эффективного использования машинного времени целесообразно задавать целое число оборотов (n) в интервале 1...5.
Затем одновременно с вращением шарового пальца 1 вокруг своей оси (ось I-I) его дополнительно поворачивают с постоянной угловой скоростью (ωд.п) в плоскости, проходящей через продольную ось пальца перпендикулярно плоскости вращения деформирующих тел 5, с угловой скоростью, которую определяют из условия:
ωд.п = (0,013...0,360)ωш.п,
где ωд.п - угловая скорость дополнительного поворота шарового пальца;
ωш.п - угловая скорость вращения шарового пальца вокруг своей оси.
При этом обкатку шарового пальца 1 с вышеуказанными параметрами осуществляют до занятия шаровым пальцем 1 положения, соответствующего заключительному этапу обкатки (на чертеже показано пунктиром). После этого от неполной сферической головки 2 отводят обкатной инструмент 4, а шпиндель 3 с шаровым пальцем 1 возвращают в исходное положение и извлекают шаровой палец 1 из шпинделя 3.
Вышеописанный процесс обработки обеспечивает плавное постепенное сужение зоны обработки поверхности неполной сферической головки 2 (на чертеже показана штриховкой), сопровождающееся уменьшением кратности обработки зоны, примыкающей к полюсу, и одновременным увеличением кратности обработки экваториальной зоны неполной сферической поверхности головки 2 шарового пальца 1. В результате на поверхности неполной сферической головки 2 шарового пальца 1 исключается возникновение дефектов, например, в виде царапин, неровностей, вызванных резким перемещением по поверхности неполной сферической головки 2 шарового пальца 1 деформирующих тел 5 и вибрацией оборудования. Все это обеспечивает значительное повышение качества обрабатываемой поверхности.
Осуществлять дополнительный поворот шарового пальца с угловой скоростью ωд.п меньше чем 0,013 ωш.п нецелесообразно ввиду того, что качество поверхности неполной сферической головки хотя и будет достаточно высоким, но производительность процесса обработки будет низкой из-за значительного времени обработки изделия.
Осуществлять дополнительный поворот шарового пальца с угловой скоростью ωд.п больше чем 0,360 ωш.п также нецелесообразно ввиду того, что на поверхности неполной сферической головки шарового пальца при этом будут присутствовать участки с высотами микронеровностей, превышающими требуемые значения, образуемые в результате недостаточной кратности обработки данных участков, что ведет к снижению качества изделия.
Таким образом, заявляемый способ обработки неполной сферической поверхности головки шарового пальца позволяет обеспечить высокое качество поверхности неполной сферической головки шарового пальца при одновременном сокращении времени обработки изделия на 7-10%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ НЕПОЛНОЙ СФЕРИЧЕСКОЙ ГОЛОВКИ ШАРОВОГО ПАЛЬЦА ПОВЕРХНОСТНЫМ ДЕФОРМИРОВАНИЕМ | 2000 |
|
RU2162785C1 |
| СПОСОБ ОБРАБОТКИ НЕПОЛНОЙ СФЕРИЧЕСКОЙ ГОЛОВКИ ШАРОВОГО ПАЛЬЦА | 2001 |
|
RU2188115C1 |
| СОРТОВОЙ ПРОКАТ КРУГЛЫЙ ДЛЯ ПРОИЗВОДСТВА ШАРОВЫХ ПАЛЬЦЕВ | 2008 |
|
RU2368672C1 |
| ШАРОВОЙ ШАРНИР | 2006 |
|
RU2296249C1 |
| ШАРОВОЙ ШАРНИР | 2010 |
|
RU2440517C1 |
| СПОСОБ ШТАМПОВКИ ШАРОВОГО ПАЛЬЦА | 1999 |
|
RU2138360C1 |
| ШАРОВОЙ ШАРНИР | 2011 |
|
RU2475652C1 |
| ШАРОВОЙ ШАРНИР И СПОСОБ ЕГО СБОРКИ | 2004 |
|
RU2272187C2 |
| ЗАЩИТНЫЙ ЧЕХОЛ ШАРНИРА РАВНЫХ УГЛОВЫХ СКОРОСТЕЙ | 2009 |
|
RU2420676C2 |
| СПОСОБ ОБРАБОТКИ НЕПОЛНЫХ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ПОВЕРХНОСТНЫМ ДЕФОРМИРОВАНИЕМ | 1992 |
|
RU2031770C1 |
Изобретение относится к области обработки металлов давлением, в частности к обработке деталей поверхностным пластическим деформированием. В процессе обработки неполной сферической головки шарового пальца обкаткой деформирующими телами, планетарно вращающимися в плоскости, смещенной относительно центра обрабатываемой неполной сферической головки шарового пальца, последний вращают вокруг своей продольной оси и дополнительно поворачивают в плоскости, проходящей через продольную ось пальца перпендикулярно плоскости вращения деформирующих тел. При этом в начале обкатки шаровой палец вращают вокруг своей оси с постоянной угловой скоростью в течение времени, которое определяют из соотношения между количеством полных оборотов, совершаемых шаровым пальцем вокруг своей оси, и угловой скоростью вращения шарового пальца вокруг своей оси, после чего одновременно с вращением вокруг оси шаровой палец дополнительно поворачивают с постоянной и определенной угловой скоростью. Повышается качество неполной сферической поверхности головки шарового пальца при одновременном сокращении времени его обработки. 1 ил.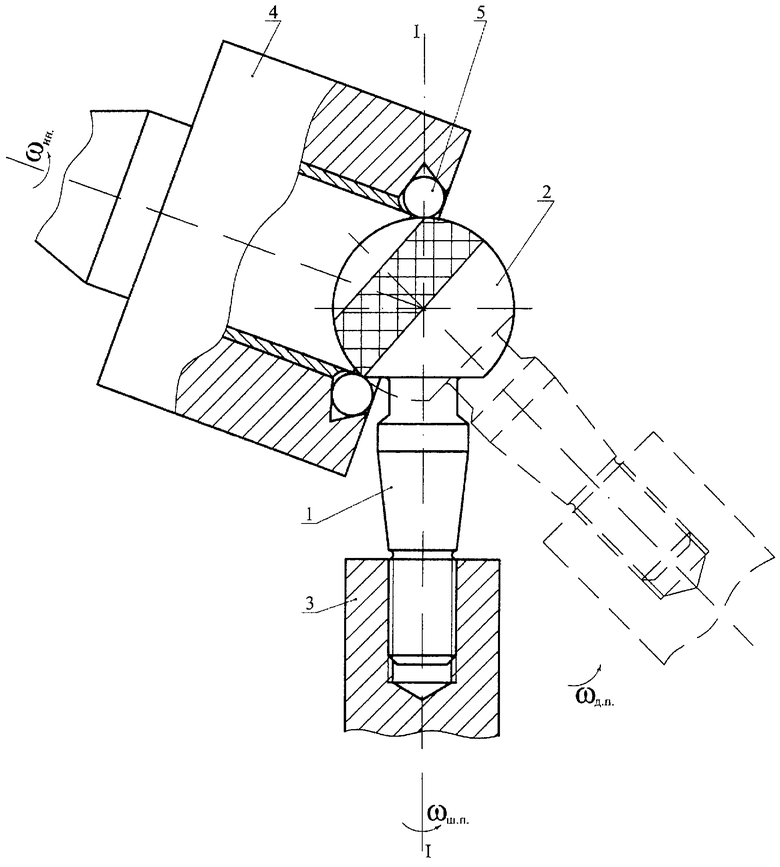
Способ обработки неполной сферической поверхности головки шарового пальца, включающий обкатку поверхности головки шарового пальца деформирующими телами, планетарно вращающимися в плоскости, смещенной относительно центра обрабатываемой неполной сферической головки шарового пальца, который вращают вокруг своей оси и дополнительно поворачивают в плоскости, проходящей через продольную ось пальца перпендикулярно плоскости вращения деформирующих тел, отличающийся тем, что в начале обкатки шаровой палец вращают вокруг своей оси с постоянной угловой скоростью в течение времени, которое определяют по зависимости
где t - время между моментом начала обкатки неполной сферической головки шарового пальца и моментом начала осуществления дополнительного поворота шарового пальца;
n - количество полных оборотов, совершаемых шаровым пальцем вокруг своей оси;
ωш.п - угловая скорость вращения шарового пальца вокруг своей оси, после чего одновременно с вращением вокруг своей оси шаровой палец дополнительно поворачивают с постоянной угловой скоростью, определяемой из условия
ωд.п = (0,013...0,360)ωш.п,
где ωд.п - угловая скорость дополнительного поворота шарового пальца;
ωш.п - угловая скорость вращения шарового пальца вокруг своей оси.
| СПОСОБ ОБРАБОТКИ НЕПОЛНОЙ СФЕРИЧЕСКОЙ ГОЛОВКИ ШАРОВОГО ПАЛЬЦА ПОВЕРХНОСТНЫМ ДЕФОРМИРОВАНИЕМ | 2000 |
|
RU2162785C1 |
| УСТРОЙСТВО ДЛЯ УПРОЧНЯЮЩЕЙ ОБРАБОТКИ НЕПОЛНЫХ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 0 |
|
SU356110A1 |
| US 3494013, 10.02.1970 | |||
| DE 3843211 А1, 28.06.1990. | |||

