Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении при обработке поверхностным пластическим деформированием неполных сферических головок шаровых пальцев.
Известен способ обработки неполных сферических поверхностей деталей, при котором обрабатываемой детали и деформирующему инструменту, содержащему тела качения, сообщают вращательные движения, причем деформирующие тела качения совершают движение по окружности, лежащей в плоскости, смещенной относительно центра обрабатываемой сферической поверхности. При этом угловую скорость вращения деформирующего инструмента задают больше угловой скорости вращения обрабатываемой детали (см. патент РФ 2031770, В 24 В 39/00).
Недостатком известного способа является недостаточное качество обрабатываемой поверхности вследствие различных подач обрабатываемой поверхности вдоль меридиана (максимальной - на экваторе и минимальной - на полюсе), т.е. при этом имеет место многократная неоправданная проработка полюсных зон.
Наиболее близким аналогом является способ обработки неполной сферической головки шарового пальца поверхностным деформированием, включающий обкатку планетарно вращающимися деформирующими телами качения поверхности головки шарового пальца, который вращают вокруг своей оси и одновременно поворачивают в плоскости, проходящей через продольную ось пальца перпендикулярно плоскости вращения деформирующих тел качения (см. монографию Гун И.Г. Совершенствование технологической системы изготовления шаровых шарниров. - М.: Изд-во МГТУ им. Н.Э. Баумана, 2000, с. 320, рис.6.3).
Недостатком данного способа является недостаточно высокое качество обрабатываемой сферической поверхности, так как полюсная зона прорабатывается лучше экваториальной зоны в результате значительной разницы между подачей обрабатываемой поверхности на экваторе и на полюсе неполной сферической головки, а также за счет постоянства угловой скорости вращения тел качения в процессе обработки, сопровождающемся сужением зоны обработки.
В основу изобретения поставлена задача разработать такой способ обработки неполной сферической головки шарового пальца, который обеспечил бы в процессе обкатки уменьшение кратности обработки зоны, примыкающей к полюсу, и увеличение кратности обработки экваториальной зоны неполной сферической головки шарового пальца, что повысит качество поверхности головки шарового пальца при одновременном сокращении времени обработки.
Поставленная задача решается тем, что в известном способе обработки неполной сферической головки шарового пальца поверхностным деформированием, включающем обкатку планетарно вращающимися деформирующими телами качения поверхности головки шарового пальца, который вращают вокруг своей оси и одновременно поворачивают в плоскости, проходящей через продольную ось пальца перпендикулярно плоскости вращения деформирующих тел качения, согласно изобретению, обкатку поверхности головки шарового пальца осуществляют с увеличением угловой скорости вращения деформирующих тел качения от 1200-1700 до 2000-2500 об/мин.
Анализ известных источников патентной и технической информации позволяет сделать вывод, что заявляемый способ обработки неполной сферической головки шарового пальца поверхностным деформированием не следует явным образом из известного уровня и, следовательно, соответствует условию патентоспособности "изобретательский уровень".
Сущность изобретения поясняется чертежами, где:
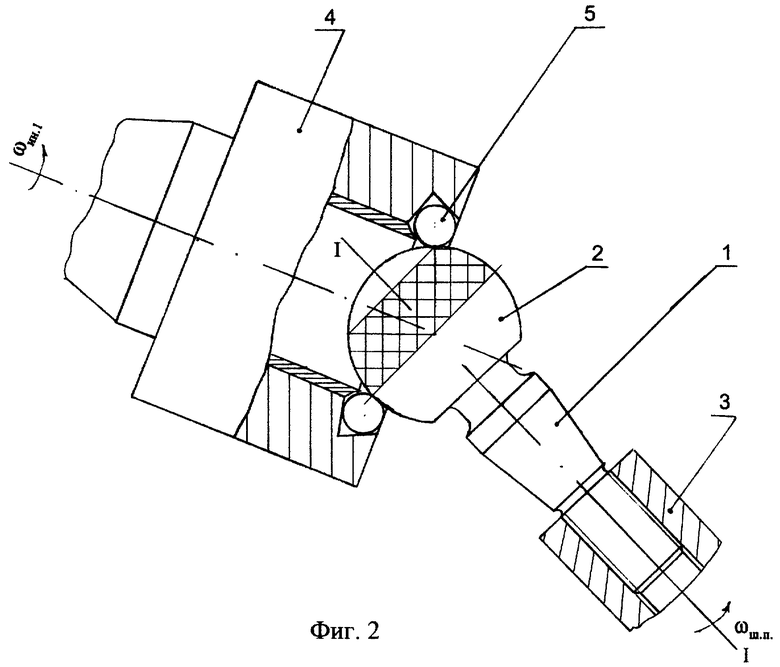
на фиг. 1 изображена схематично обработка неполной сферической головки шарового пальца заявляемым способом в начальный момент процесса;
на фиг. 2 изображена схематично обработка неполной сферической головки шарового пальца заявляемым способом перед завершением процесса.
Заявляемый способ осуществляют следующим образом.
Обрабатываемый шаровой палец 1 (фиг.1) с неполной сферической головкой 2 фиксируют в шпинделе 3. Затем обрабатываемому шаровому пальцу 1 сообщают вращательное движение с постоянной угловой скоростью ωш.n вокруг его оси (ось I-I). К неполной сферической головке 2 подводят обкатной инструмент 4, содержащий деформирующие тела качения 5, и начинают обкатку неполной сферической поверхности шарового пальца путем вращения их по окружности, лежащей в плоскости, смещенной относительно центра обрабатываемой неполной сферической головки 2 шарового пальца 1, с угловой скоростью вращения ωин.0, выбранной в интервале 1200-1700 об/мин.
При этом начинают дополнительно поворачивать шаровой палец 1 в плоскости, проходящей через продольную ось пальца перпендикулярно плоскости вращения деформирующих тел качения 5. И одновременно с этим производят увеличение угловой скорости вращения деформирующих тел качения 5 со значения ωин.0 = 1200-1700 об/мин до значения ωин.1 = 2000-2500 об/мин, которое соответствует положению шарового пальца 1 (фиг.2) в заключительной стадии обработки. При этом в процессе обработки происходит сужение зоны обработки поверхности неполной сферической головки 2 (показана штриховкой на фиг.1, 2), сопровождающееся увеличением кратности обработки экваториальной зоны неполной сферической головки шарового пальца 1 и уменьшением кратности обработки околополюсных участков, что повышает качество поверхности обрабатываемых изделий. Это объясняется тем, что поверхность головки шарового пальца, подвергаемого обработке обкаткой, имеет, как правило, на начальной стадии обработки высоту микронеровностей на экваторе выше, чем на полюсе, а чистовая обработка пальца обкаткой по заявляемому способу обеспечит создание на всей поверхности головки микропрофиля с заданными высотными характеристиками.
После полного цикла обработки от неполной сферической головки 2 шарового пальца 1 отводят обкатной инструмент 4, а шпиндель 3 с шаровым пальцем 1 возвращают в исходное положение и извлекают шаровой палец 1 из шпинделя 3.
Кроме того, увеличение угловой скорости вращения деформирующих тел качения в интервале от 1200-1700 до 2000-2500 об/мин целесообразно производить с постоянным значением углового ускорения или дискретно. Это позволит достичь требуемого качества поверхности головки шарового пальца при одновременном сокращении времени обработки изделия, а также позволит облегчить оперативное управление процессом обкатки неполной сферической поверхности головки шарового пальца и упростить конструкцию применяемого оборудования.
Осуществлять процесс обкатки с начальной угловой скоростью вращения деформирующих тел качения ωин.0 меньше 1200 об/мин нецелесообразно, так как при этом на полюсе, а также на участке неполной сферической поверхности, прилегающем к торцевому срезу неполной сферической головки шарового пальца, будет иметь место недостаточная кратность обработки, что приведет к снижению качества поверхности на данных участках.
Осуществлять процесс обкатки с начальной угловой скоростью вращения деформирующих тел качения ωин.0 больше 1700 об/мин также нецелесообразно, поскольку при этом не происходит существенного повышения качества поверхности на околополюсном участке неполной сферической головки шарового пальца, а также наблюдается повышенный износ деформирующих тел качения, что снижает их срок службы.
Перед завершением процесса обработки выбирать угловую скорость вращения деформирующих тел качения (ωин.1) меньше, чем 2000 об/мин нецелесообразно, так как при этом не достигается необходимая кратность обработки экваториальной зоны поверхности неполной сферической головки шарового пальца, что приводит к снижению качества, а при значении ωин.1 больше 2500 об/мин - наблюдается повышенный износ деформирующих тел качения за счет увеличения протяженности трассы, проходимой ими в процессе обработки.
Таким образом, заявляемый способ позволяет достичь высокого качества поверхности неполной сферической головки шарового пальца с одновременным сокращением времени его обработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ НЕПОЛНОЙ СФЕРИЧЕСКОЙ ГОЛОВКИ ШАРОВОГО ПАЛЬЦА ПОВЕРХНОСТНЫМ ДЕФОРМИРОВАНИЕМ | 2000 |
|
RU2162785C1 |
| СПОСОБ ОБРАБОТКИ НЕПОЛНОЙ СФЕРИЧЕСКОЙ ПОВЕРХНОСТИ ГОЛОВКИ ШАРОВОГО ПАЛЬЦА | 2001 |
|
RU2201325C2 |
| СПОСОБ ОБКАТКИ НЕПОЛНЫХ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2004 |
|
RU2276005C1 |
| СОРТОВОЙ ПРОКАТ КРУГЛЫЙ ДЛЯ ПРОИЗВОДСТВА ШАРОВЫХ ПАЛЬЦЕВ | 2008 |
|
RU2368672C1 |
| СПОСОБ ОБРАБОТКИ НЕПОЛНЫХ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ПОВЕРХНОСТНЫМ ДЕФОРМИРОВАНИЕМ | 1992 |
|
RU2031770C1 |
| СПОСОБ ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ СФЕРЫ ОБКАТНЫМ КОЛЬЦОМ | 2004 |
|
RU2259911C1 |
| СПОСОБ ШТАМПОВКИ ШАРОВОГО ПАЛЬЦА | 1999 |
|
RU2138360C1 |
| ОХВАТЫВАЮЩЕЕ УСТРОЙСТВО ДЛЯ ОБКАТЫВАНИЯ СФЕРЫ | 2004 |
|
RU2275287C1 |
| ШАРОВОЙ ШАРНИР | 2006 |
|
RU2296249C1 |
| ГОЛОВКА ДЛЯ ОБРАБОТКИ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2006 |
|
RU2332292C1 |
Изобретение относится к обработке металлов давлением. В процессе обработки неполной сферической головки шарового пальца обкаткой планетарно вращающимися деформирующимися телами качения угловую скорость вращения последних увеличивают от 1200-1700 до 2000-2500 об/мин. При этом шаровой палец вращают вокруг своей продольной оси и одновременно поворачивают в плоскости, проходящей через продольную ось пальца перпендикулярно плоскости вращения деформирующих тел качения. Увеличение угловой скорости вращения деформирующих тел качения производят с постоянным значением углового ускорения или дискретно. Повышается качество с одновременным сокращением времени обработки. 2 ил.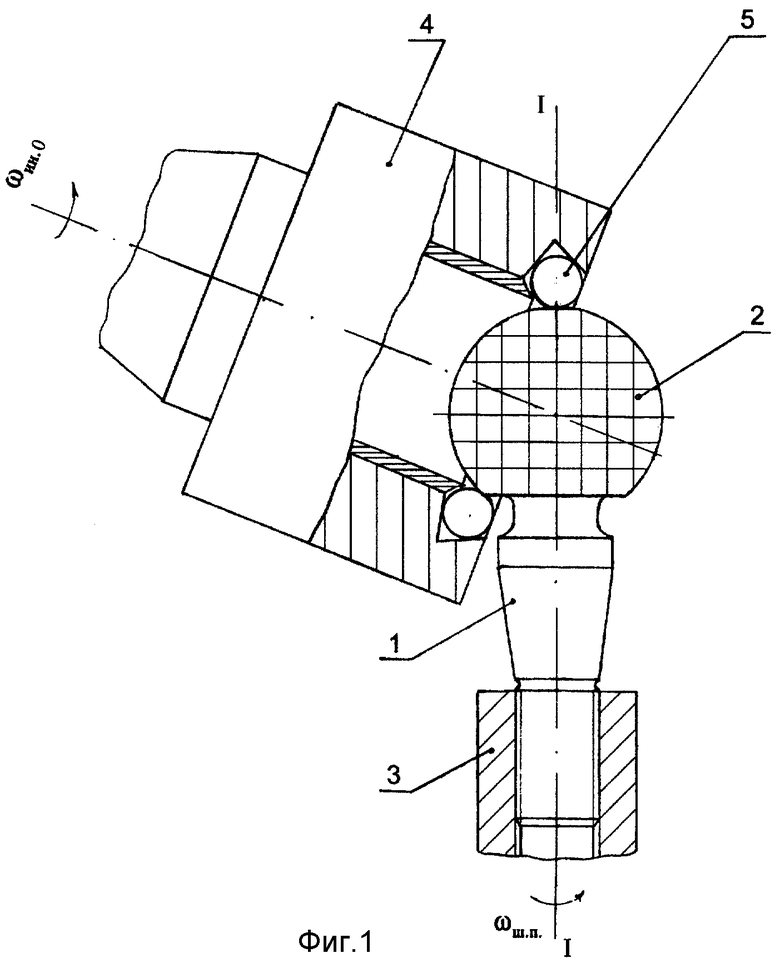
Способ обработки неполной сферической головки шарового пальца поверхностным деформированием, включающий обкатку планетарно вращающимися деформирующими телами качения поверхности головки шарового пальца, который вращают вокруг своей оси и одновременно поворачивают в плоскости, проходящей через продольную ось пальца перпендикулярно плоскости вращения деформирующих тел качения, отличающийся тем, что обкатку поверхности головки шарового пальца осуществляют с монотонным увеличением угловой скорости вращения деформирующих тел качения от 1200-1700 до 2000-2500 об/мин.
| ГУН И.Г | |||
| Совершенствование технологической системы изготовления шаровых шарниров | |||
| - М.: МГТУ им | |||
| Н.Э | |||
| Баумана, 2000, с.320, рис.6.3 | |||
| УСТРОЙСТВО для ОБКАТКИ ДЕТАЛЕЙ С НЕПОЛНОЙ ШАРОВОЙ ПОВЕРХНОСТЬЮ | 0 |
|
SU273241A1 |
| СПОСОБ ОБРАБОТКИ НЕПОЛНЫХ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ПОВЕРХНОСТНЫМ ДЕФОРМИРОВАНИЕМ | 1992 |
|
RU2031770C1 |
| Способ улучшения массива лессового просадочного грунта в основании зданий и сооружений | 1985 |
|
SU1294910A1 |
| US 3494013 10.02.1970. | |||

