Изобретение относится к обработке металлов давлением, в частности к обработке поверхностным пластическим деформированием неполных сферических головок шаровых пальцев.
Известен способ чистовой обработки головки шарового пальца, заключающийся в бесцентровой обкатке роликами, при котором детали сообщают принудительное движение - вращение, а круговую подачу создают определенной ориентацией детали относительно накатных роликов (авт. св. СССР N 222184, В 24 В 11/02, 39/04).
При обработке неполной сферической головки шарового пальца данным способом не достигается равномерность отделки ее поверхности, поскольку при этом имеют место различные условия протекания процесса поверхностного пластического деформирования: наилучшие при обкатывании экваториальной зоны и наихудшие за счет скольжения роликов в местах контакта их с обрабатываемой поверхностью при обработке полюсной зоны неполной сферической головки шарового пальца.
Наиболее близким аналогом является способ обработки неполных сферических поверхностей деталей поверхностным деформированием, который заключается во вращении обрабатываемой детали и деформирующего инструмента, содержащего тела качения. Тела качения совершают вращательное движение вокруг двух осей, причем ось вращения инструмента проходит через центр сферы шарового пальца под углом 60...70o к продольной оси пальца. Деформирующему инструменту сообщают движение по окружности, лежащей в плоскости, смещенной относительно центра обрабатываемой сферической поверхности. При этом угловая скорость переносного вращения инструмента намного больше угловой скорости вращения детали (см. патент РФ N 2031770, B 24 В 39/04, 39/00).
Недостатком данного способа является неравномерная обработка поверхности неполной сферической головки шарового пальца вследствие различных подач обрабатываемой поверхности вдоль меридиана (максимальной - на экваторе и минимальной - на полюсе), в связи с чем при достижении необходимого качества обрабатываемой поверхности в зонах экватора неизбежна многократная неоправданная обработка полюсных зон, влекущая за собой неэффективное использование машинного времени и снижение производительности процесса.
Техническим результатом изобретения является уменьшение кратности обработки зоны, примыкающей к полюсу, и увеличение кратности обработки экваториальной зоны за счет постепенного сужения зоны обработки и смещения ее к экватору неполной сферической головки, что обеспечивает высокое качество поверхностного микрорельефа неполной сферической головки шарового пальца при одновременном сокращении времени обработки.
Это достигается тем, что в известном способе обработки неполных сферических поверхностей деталей поверхностным деформированием, включающем обкатку поверхности головки шарового пальца, вращающегося вокруг своей оси, планетарно вращающимися телами качения, которым сообщают вращательное движение по окружности, лежащей в плоскости, смещенной относительно центра обрабатываемой поверхности неполной сферической головки шарового пальца, согласно изобретению шаровой палец после каждого полного оборота вокруг своей оси дополнительно поворачивают в плоскости, проходящей через продольную ось пальца перпендикулярно плоскости вращения деформирующих тел качения.
При этом дополнительный поворот шарового пальца после каждого полного оборота его вокруг своей оси осуществляют на угол 1...5o, а суммарный угол дополнительного поворота шарового пальца выбирают в интервале 40...50o.
Анализ известных источников патентной и технической информации позволяет сделать вывод, что заявляемый способ обработки неполной сферической головки шарового пальца поверхностным деформированием не следует явным образом из известного уровня и, следовательно, соответствует условию патентоспособности "изобретательский уровень".
Сущность изобретения поясняется чертежом, где представлена схема реализации заявляемого способа обработки.
Заявляемый способ осуществляется следующим образом.
Обрабатываемый шаровой палец 1 с неполной сферической головкой 2 фиксируют в шпинделе 3. Затем к неполной сферической головке 2 подводят обкатной инструмент 4, содержащий планетарно вращающиеся тела качения 5. Обрабатываемому шаровому пальцу 1 сообщают вращательное движение с угловой скоростью ωш.п вокруг его оси (ось I-I), а телам качения 5 сообщают вращательное движение по окружности, лежащей в плоскости, смещенной относительно центра обрабатываемой поверхности неполной сферической головки 2 шарового пальца 1 с угловой скоростью ωин..
На начальном этапе обработки осуществляют обкатку неполной сферической головки 2 при полном повороте шарового пальца 1 вокруг своей продольной оси (I-I), что обеспечивает обработку всей поверхности головки (как полюсной, так и экваториальной зон). Затем палец дополнительно поворачивают в плоскости, проходящей через продольную ось пальца перпендикулярно плоскости вращения деформирующих тел качения 5, на угол Δϕ = 1...5o. И после каждого очередного поворота пальца вокруг своей оси на угол 360o его продолжают дополнительно поворачивать на угол Δϕ. При этом суммарный угол поворота пальца ϕmax в процессе его обработки выбирают в интервале 40...50o. После поворота шарового пальца 1 на угол ϕmax от неполной сферической головки 2 отводят обкатной инструмент 4 и извлекают шаровой палец 1 из шпинделя 3.
Такая обработка неполной сферической головки шарового пальца уменьшает кратность обработки полюса, а также участка неполной сферической поверхности, примыкающего к плоскости, ограничивающей сферу, и увеличивает кратность обработки экваториальной зоны, так как обеспечивает постепенное сужение зоны обработки неполной сферической поверхности головки шарового пальца (на чертеже показано штрихом). Это приводит к повышению качества обрабатываемой поверхности и одновременному снижению времени ее обработки.
Осуществлять дополнительный поворот шарового пальца на угол меньше 1o нецелесообразно, так как при получении достаточно высокого качества обрабатываемой поверхности головки будет резко возрастать машинное время на обработку изделия, что приведет к снижению производительности процесса. Осуществлять дополнительный поворот шарового пальца на угол больше 5o нецелесообразно ввиду того, что на поверхности неполной сферической головки шарового пальца будут присутствовать участки с высотами микронеровностей, превышающими требуемые значения из-за недостаточной кратности их обработки, что ведет к снижению качества изделия.
Поворот шарового пальца в плоскости, проходящей через продольную ось пальца перпендикулярно плоскости вращения деформирующих тел качения целесообразно осуществлять до значения ϕmax = ΣΔϕi= 40...500, так как при значении ϕmax меньше 40o не достигается максимально возможная эффективность поверхностного деформирования на экваториальном поясе, а при значении ϕmax больше 50o, исключается обкатка экваториальной зоны сферы шарового пальца на завершающих этапах цикла обработки, что в обоих случаях ведет к увеличению машинного времени при обработке поверхности, а следовательно, к снижению производительности процесса.
Таким образом, заявляемый способ позволяет добиться высокого качества поверхностного микрорельефа неполной сферической головки шарового пальца при обработке поверхностным пластическим деформированием с одновременным сокращением времени обработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ НЕПОЛНОЙ СФЕРИЧЕСКОЙ ПОВЕРХНОСТИ ГОЛОВКИ ШАРОВОГО ПАЛЬЦА | 2001 |
|
RU2201325C2 |
| СПОСОБ ОБРАБОТКИ НЕПОЛНОЙ СФЕРИЧЕСКОЙ ГОЛОВКИ ШАРОВОГО ПАЛЬЦА | 2001 |
|
RU2188115C1 |
| СОРТОВОЙ ПРОКАТ КРУГЛЫЙ ДЛЯ ПРОИЗВОДСТВА ШАРОВЫХ ПАЛЬЦЕВ | 2008 |
|
RU2368672C1 |
| СПОСОБ ШТАМПОВКИ ШАРОВОГО ПАЛЬЦА | 1999 |
|
RU2138360C1 |
| ШАРОВОЙ ШАРНИР | 2010 |
|
RU2440517C1 |
| ШАРОВОЙ ШАРНИР | 2006 |
|
RU2296249C1 |
| СПОСОБ ОБКАТКИ НЕПОЛНЫХ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2004 |
|
RU2276005C1 |
| СПОСОБ ОБРАБОТКИ НЕПОЛНЫХ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ПОВЕРХНОСТНЫМ ДЕФОРМИРОВАНИЕМ | 1992 |
|
RU2031770C1 |
| ШАРОВОЙ ШАРНИР | 2011 |
|
RU2475652C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШАРОВОГО ШАРНИРА | 2010 |
|
RU2442913C1 |
Изобретение относится к обработке металлов давлением, в частности к обработке поверхностным пластическим деформированием неполных сферических головок шаровых пальцев. Сущность изобретения заключается в дополнительном повороте обрабатываемого шарового пальца в плоскости, проходящей через его продольную ось перпендикулярно плоскости вращения деформирующих тел качения, совершаемом после каждого полного оборота пальца вокруг своей оси. При этом для повышения эффективности процесса обработки дополнительный поворот шарового пальца после каждого полного оборота пальца вокруг своей оси осуществляют на угол, равный 1 - 5o , а суммарный угол дополнительного поворота выбирают в интервале 40 - 50°. Изобретение позволяет сократить время обработки поверхности неполной сферической головки шарового пальца и повышение его качества. 2 з.п. ф-лы, 1 ил. .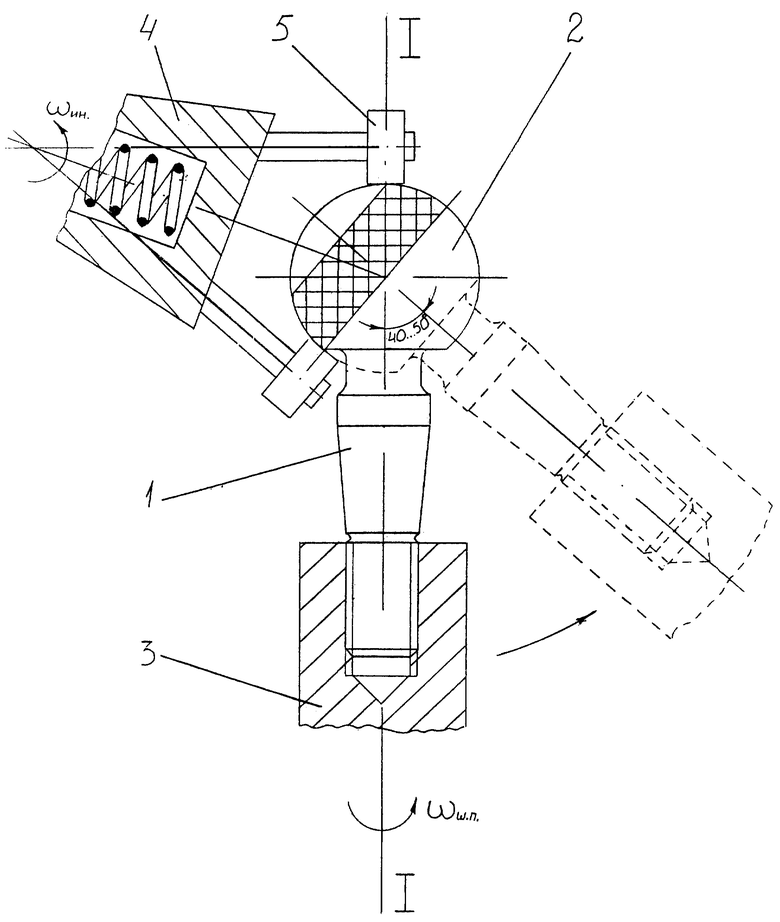
| СПОСОБ ОБРАБОТКИ НЕПОЛНЫХ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ПОВЕРХНОСТНЫМ ДЕФОРМИРОВАНИЕМ | 1992 |
|
RU2031770C1 |
| УСТРОЙСТВО ДЛЯ УПРОЧНЯЮЩЕЙ ОБРАБОТКИ НЕПОЛНЫХ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 0 |
|
SU356110A1 |
| ГОЛОВКА ДЛЯ ЧИСТОВОЙ ОБРАБОТКИ ШАРОВЫХ ПОВЕРХНОСТЕЙ | 0 |
|
SU185724A1 |
| US 3494013, 10.02.1970 | |||
| DE 3843211 A1, 28.06.1990 | |||
| Способ пуска конвейера | 1984 |
|
SU1221094A1 |

