Изобретение относится к устройствам, предназначенным для механизации трудоемких процессов шлифования и полирования поверхностей в процессе выполнения отделочных работ и технологических операций. Устройство используется в различных вариантах комплектации рабочими органами. Комплексное применение сменных рабочих органов позволяет обрабатывать детали и изделия произвольной формы. Например, изделия, имеющие форму тел вращения, а также поверхности деталей кузова автомобиля, криволинейные детали интерьеров, как выпуклые, так и вогнутые, поверхности пищевых и других емкостей. А также плоские поверхности, например, стены, потолки.
Для решения задачи механизации шлифовальных и полировальных работ, посредством использования в качестве привода ручного электро- или пневмоинструмента, применяются устройства, обеспечивающие самоустановку рабочего инструмента по обрабатываемой поверхности. Это необходимо для обеспечения процесса обработки при изменении угла между осью вращения ведущего вала привода и обрабатываемой поверхностью. Произвольные изменения их взаимного расположения возможны вследствие того, что привод находится в руках рабочего.
Известно устройство "Шлифовальный или полировальный круг", патент DE 19500084 A1, предназначенное для обработки плоских поверхностей. В нем вопрос самоустановки рабочего инструмента по обрабатываемой поверхности решается путем использования оригинального шарнирного соединения ведущего вала и рабочего диска. Они соединены посредством резинового, чашечной формы диска, имеющего центральное отверстие, в котором закреплен вал, а его периферия закреплена к нерабочей стороне жесткого диска. Изменение угла взаимного расположения вала и рабочего диска влечет деформацию резинового чашечного диска, но сохраняет его способность передавать вращение с ведущего вала на рабочий диск. К недостаткам этого устройства можно отнести его узкую специализацию - обработка плоских поверхностей, а также тот факт, что вся осевая нагрузка с ведущего вала на рабочий диск передается через резиновый чашечный круг, что не является необходимостью и подвергает его дополнительным нагрузкам, ведущим к его износу. Существенным признаком этого устройства, сходным с существенным признаком заявляемого изобретения, является наличие резинового чашечного круга, передающего вращение с ведущего вала на рабочий диск.
Известно также устройство "Абразивный инструмент", патент US 5383309. В качестве рабочего инструмента используется жесткий диск, имеющий центральный ведущий вал, жестко соединенный с ним. К диску посредством подложки, работающей по принципу "крючков и петель", крепится рабочий диск, содержащий упругий слой пенистого полиуретана, имеющий значительную толщину, и гибкий слой, содержащий абразив. Существенным признаком этого устройства, сходным с существенным признаком заявляемого изобретения, является наличие гибкого абразивного слоя, обеспечивающего обработку криволинейных поверхностей. При работе "Абразивного инструмента" упругий шлифовальный диск входит в контакт с обрабатываемой криволинейной поверхностью всей своей площадью. Однако это достигается за счет того, что этот диск изготавливается с использованием упругого материала значительной толщины. При приближении инструмента к обрабатываемой поверхности те его участки, что раньше входят в контакт с ней вследствие ее, например, выпуклости, перед началом работы, деформируются, т. е. сжимаются по толщине сильнее, чем те, что входят в контакт последними. Таким образом, наблюдается разная степень сжатия упругого материала инструмента по толщине между криволинейной поверхностью и его жесткой плоской подошвой. Это требует приложения значительных усилий на инструмент для получения полного его контакта с поверхностью. Наибольшая интенсивность обработки достигается в тех участках поверхности, которые вступают в контакт с абразивным слоем перед началом работы первыми, так как большая часть усилия на инструмент распределяется именно на эти площади. В случае обработки, например, цилиндра, это участки поверхности, прилегающие к его самой верхней образующей. По всей остальной поверхности интенсивность обработки значительно меньше, так как инструмент давит на них малой частью приложенного на него осевого усилия. То есть он не обеспечивает равномерность давления абразивного слоя на криволинейную поверхность в силу своей конструкции. Отсюда возникает вероятность снятия излишних слоев материала в случае обработки, например, цилиндра, именно на площадях, прилегающих к верхней его образующей, и отклонения формы обработанной поверхности от цилиндрической. Задача приближения интенсивности обработки криволинейных поверхностей к равномерной во всех точках контакта инструмента с поверхностью данной конструкцией не решается Это можно назвать ее недостатком.
Наиболее близким к описываемому в настоящей заявке устройству является "Устройство для обработки плавной поверхности перехода", патент US 5403231. Это устройство содержит плоский крестообразный абразивный инструмент, закрепленный на крестообразной, гибкой плоской основе. К нерабочей ее стороне жестко в четырех точках близко к концам ветвей креста закреплены четыре конца рычагов упругого крестообразного рычажного механизма, имеющего куполообразную форму. В месте перекрещивания этих рычагов расположено утолщение с крепежным отверстием для ведущего вала. Этот механизм служит для прижатия четырех ветвей крестообразного абразивного инструмента к обрабатываемой криволинейной поверхности независимо друг от друга. Рассмотрим случай работы этого устройства. Например, до обработки выпуклого цилиндра, если его верхняя образующая совпала с расположением оси одной пары противолежащих ветвей крестообразного инструмента, то они вошли в контакт с его поверхностью первыми при приближении устройства цилиндру. Дальнейшее нажатие на вал устройства дает увеличение на этих ветвях усилия прижатия к обрабатываемой поверхности, а также возникновение контакта между двумя другими противолежащими ветвями крестообразного инструмента и обрабатываемой поверхностью. Причем усилие контакта на них будет гораздо меньше, чем на первой паре ветвей, а значит и неодинакова интенсивность обработки разных областей поверхности. Задача приближения интенсивности обработки криволинейных поверхностей к одинаковой во всех точках контакта инструмента с поверхностью, особенно при ее значительной кривизне, этой конструкцией не решается, что является ее недостатком. Существенным признаком этого устройства, совпадающим с существенным признаком устройства, описываемого в настоящей заявке, является наличие рычагов, служащих для прижатия рабочего инструмента к криволинейной обрабатываемой поверхности.
Решаемая заявляемым изобретением техническая задача состоит в обеспечении процессов шлифования или полирования как любых криволинейных, так и плоских поверхностей в режиме, обеспечивающем самоустановку инструмента по всей обрабатываемой площади с минимальной разностью давления на разные ее участки, т. е. приближения интенсивности обработки на разных участках любых поверхностей к равномерной. А значит, усовершенствования как микрогеометрии, так и макрогеометрии обработанной поверхности. Кроме этого, устройство должно обеспечивать указанное условие и в случае отклонения положения оси его ведущего вала от перпендикуляра к касательной к обрабатываемой поверхности и ее образующей.
Поставленная техническая задача решается применением в устройстве в первом варианте комплектации в качестве рабочего органа гибкого плоского нерастяжимого диска малой толщины, в отличие от изделия прототипа (патент US 5403231). Гибкий диск имеет рабочую и нерабочую стороны. К рабочей стороне прикрепляется абразивный инструмент в форме плоского гибкого диска из листового абразивного материала на тканевой или бумажной основе. Он крепится посредством подложки, работающей по принципу "крючков и петель", либо с помощью центрального отверстия, что не суть важно. Нерабочей своей стороной диск центрально соединен с ведущим валом посредством упругого чашечного диска, передающего вращение с него на диск под изменяющимся углом. Причем часть осевого усилия на насадку передается на диск через сферическую выемку, выполненную в утолщении в центре на нерабочей стороне диска, служащую опорной поверхностью для сферического нижнего торца вала, в отличие от изделия аналога (патент DE 19500084 A1). Радиус кривизны этой выемки соответствует радиусу, описываемому качающимся сферическим торцом вала. Свободным своим противоположным концом, имеющим шестигранное сечение, вал зажимается в зажимное устройство привода. По этому участку вала перемещается каретка с шестигранным осевым отверстием, пружинно соединенная с валом. Концы пружины, посредством которой осуществлено это соединение, работающей как на сжатие, так и на растяжение, закреплены жестко. Нижний зажат между гайками, находящимися на нижней резьбовой части вала, верхний зажат между нижним фланцем каретки и гайкой на ней. Каретка обеспечивает передачу вращения с вала на нее, имеет четыре крестообразно расположенные вилки, лежащие в плоскости, перпендикулярной оси отверстия. На осях этих вилок качаются четыре жестких, в отличие от изделия прототипа рычага. На конце каждого рычага, направленного к нерабочей поверхности диска, имеется ролик, катающийся по ней на горизонтальной в статике оси, закрепленной в вилке рычага, при работе устройства обеспечивающий передачу большей частью осевого давления на вал насадки на периферию гибкого диска, управляя его изгибанием и направляя его по обрабатываемой поверхности. Для обеспечения правильного и согласованного движения этих роликов, на каждом рычаге имеется еще одна вилка, расположенная на некотором расстоянии от конца рычага с роликом, направленного к диску. Если конкретная проектируемая модель заявляемого устройства имеет узкую специализацию, т.е. замена дискового рабочего органа не требуется, то проушины этой вилки направлены к вертикальной оси ведущего вала. Если в силу широкой специализации конкретной модели устройства необходимо осуществление замены дисковых рабочих органов, то целесообразно направление проушин этой вилки от оси ведущего вала. В этой вилке каждого рычага располагается вращающийся на вертикальной в статике оси ролик. Через эти ролики на рычагах пропущена натянутая бесконечная гибкая нерастяжимая нить. В такой комплектации насадка готова к обработке вогнутых поверхностей вращения с прямолинейными образующими, например, цилиндрических и конических, и таких же выпуклых поверхностей малой кривизны. Для обработки таких же выпуклых поверхностей большой кривизны дополнительно к вышеперечисленному используется пружина, работающая на сжатие, располагаемая на валу между кареткой и зажимным устройством привода для создания в нерабочем состоянии насадки предварительной деформации плоского диска, соответственно форме обрабатываемой поверхности, для обеспечения требуемого технического результата.
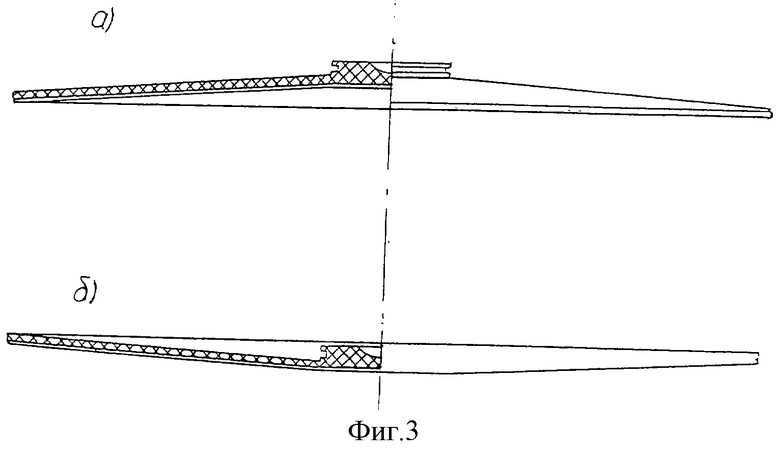
Второй вариант комплектации насадки предусматривает возможность обработки вогнутых поверхностей вращения с криволинейными образующими, то есть торов, сфер и т.п. Вместо плоского гибкого диска используется диск гибкий чашечный нерастяжимый, имеющий коническую форму, причем рабочей его поверхностью, на которой закрепляется абразивный инструмент, является наружная поверхность конуса. Этот диск, показанный на фиг. 3, имеет те же особенности конструкции для закрепления его в насадке и передачи на него осевого усилия и крутящего момента. Дополнительная пружина на валу здесь не используется.
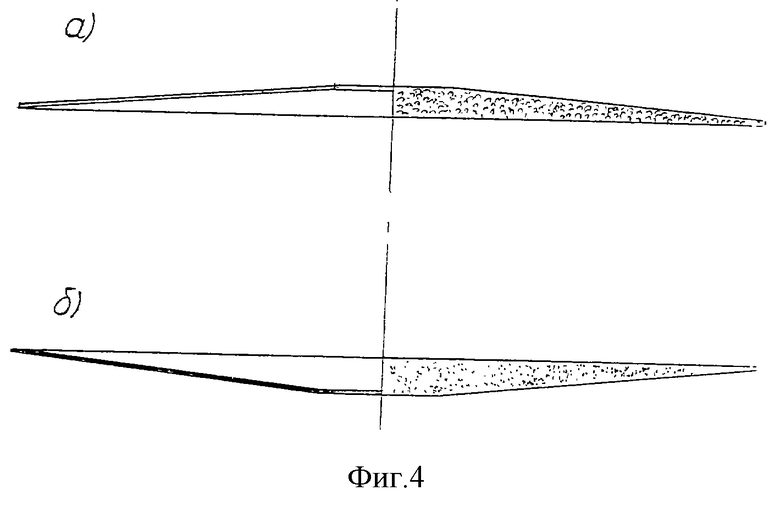
Третий вариант исполнения насадки предусматривает возможность обработки выпуклых поверхностей вращения с криволинейными образующими. Здесь в качестве рабочего органа используется гибкий чашечный диск в форме конуса с внутренней рабочей поверхностью, на которой закрепляется абразивный инструмент (фиг. 4). При большой кривизне обрабатываемой поверхности используется дополнительная пружина, зажимаемая между кареткой и зажимным устройством привода, насаженная на вал и создающая в нерабочем состоянии предварительный изгиб чашечного диска соответственно форме обрабатываемой поверхности. Следует отметить, что в последних двух вариантах комплектации устройства в качестве абразивного инструмента необходимо использование диска абразивного материала не плоской, а конической формы. То есть либо специально изготовленного гибкого абразивного диска конической формы на тканевой или бумажной основе, либо нарезанной из листового абразивного материала заготовки круглой формы, соответственно диаметру диска, слегка завернутой в форме "кулька" с абразивным слоем внутри или снаружи, и зафиксированным в таком положении, например, клейкой лентой с нерабочей стороны. Величина конусности этого абразивного инструмента определяется величиной конусности гибкого чашечного диска, которая, в свою очередь, зависит от степени кривизны образующих группы обрабатываемых поверхностей, для которой проектируется конкретная модель заявляемого устройства. Это же относится и к полировальным инструментам.
Следует отметить, что в случае проектирования устройства широкой специализации со сменными, гибкими дисками различной формы от плоской до конической различной конусности при замене дисков должна заменяться и бесконечная гибкая нерастяжимая нить. То есть каждый сменный гибкий диск должен комплектоваться своей нитью. В этом случае для обеспечения быстрой замены нити проушины вилок роликов, через которые она пропущена, направляются от оси вала насадки. А на осях этих роликов необходимо наличие упругих держателей нити с возможностью вращения вокруг этих осей при приложении к держателям значительных усилий. Каждый держатель имеет вид Г-образной пружинной пластины с крепежным отверстием для расположения на оси ролика с натягом.
Четвертый вариант комплектации насадки предусматривает возможность обработки плоских поверхностей. Здесь используется в качестве рабочего органа плоский жесткий диск, имеющий те же особенности конструкции, что и перечисленные выше для закрепления в насадке и передачи на него осевого усилия и крутящего момента. В этом случае используется дополнительная пружина, насаженная на вал и зажатая между кареткой и зажимным устройством привода.
Объем испрашиваемой правовой охраны распространяется на шлифовальную и полировальную насадку, ее дисковые рабочие органы в четырех вариантах и конусообразные, гибкие абразивные инструменты в двух вариантах.
Технический результат применения заявляемого устройства состоит в повышении качества обработанных поверхностей и усовершенствовании их макрогеометрии, в меньшей степени относительно изделий-аналогов зависящей от мастерства рабочего, производящего обработку. Он достигается благодаря приближению интенсивности обработки поверхности к равномерной на всей площади контакта инструмента с ней. Так как конструкция заявляемого изделия обеспечивает перераспределение давления с более нагруженных во время обработки областей обрабатываемой поверхности в менее нагруженные, в отличие от изделия-прототипа.
Фиг. 1 - чертеж заявляемого устройства в первом варианте комплектации.
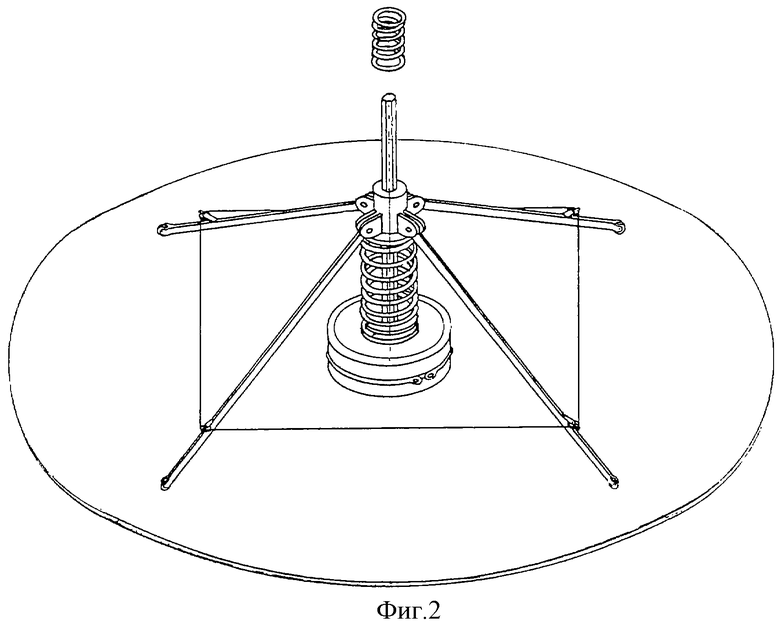
Фиг. 2 - аксонометрическая проекция заявляемого устройства.
Фиг. 3 - чертеж сменных, гибких конических чашечных дисков, в варианте исполнения с подложкой, работающей по принципу "крючков и петель" для закрепления абразивного инструмента.
Фиг. 4 - чертеж конусообразных, гибких абразивных и полировальных инструментов.
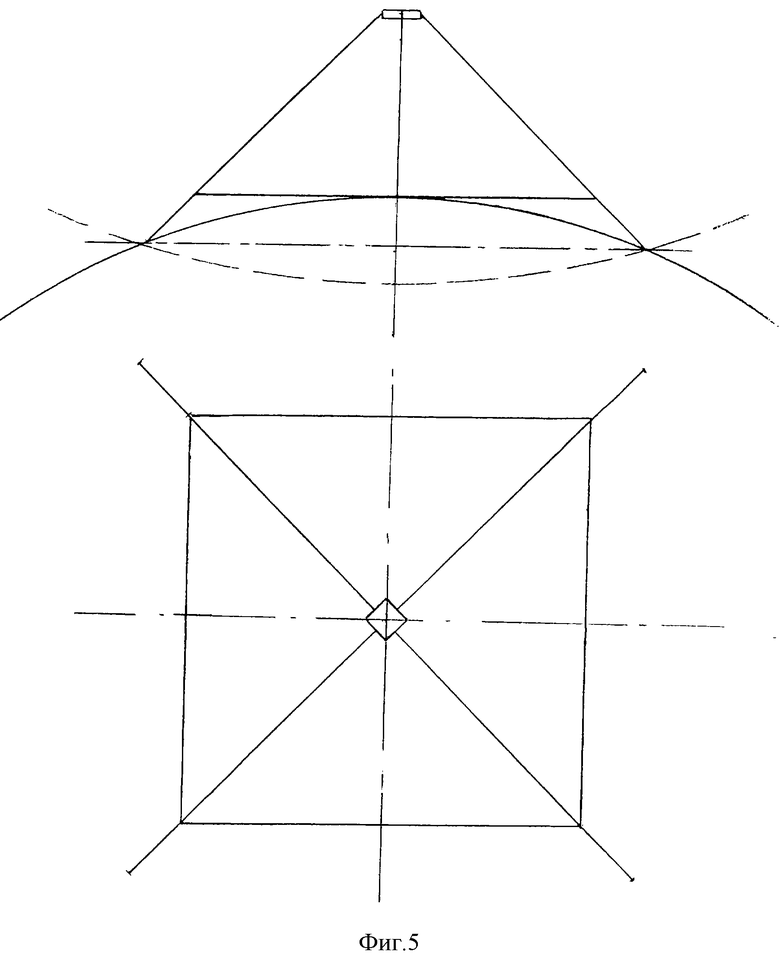
Фиг. 5 - схема работы заявляемого устройства в случае обработки наружной цилиндрической поверхности с прямыми образующими, показанной сплошной линией, внутренней цилиндрической поверхности, показанной прерывистой линией, а также плоскости, показанной линией прерывистой с точкой. В той фазе вращения, когда на виде сверху проекции осей рычагов располагаются под углом 45o к осям обрабатываемого цилиндра. Ось ведущего вала устройства перпендикулярна верхней образующей цилиндра и касательной к нему.
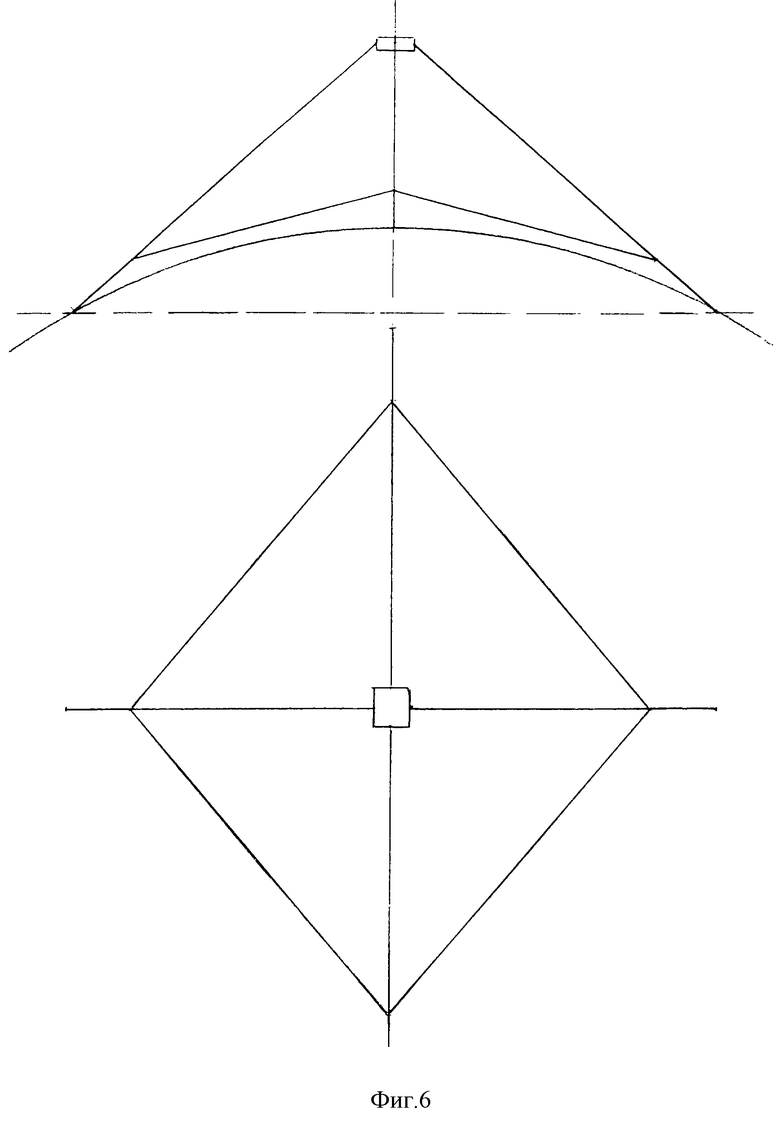
Фиг. 6 - схема работы заявляемого устройства в случае обработки наружной цилиндрической поверхности с прямыми образующими, показанной сплошной линией, а также внутренней цилиндрической поверхности, показанной прерывистой линией. В той фазе вращения, когда на виде сверху проекции осей рычагов совпадают с осями обрабатываемого цилиндра. Ось ведущего вала устройства перпендикулярна верхней образующей цилиндра и касательной к нему. Вид спереди, вид сверху.
Фиг. 7 - схема работы заявляемого устройства в случае обработки наружной цилиндрической поверхности с прямыми образующими, показанной сплошной линией, а также внутренней цилиндрической поверхности, показанной прерывистой линией. В той фазе вращения, когда на виде сверху проекции осей рычагов совпадают с осями обрабатываемого цилиндра. Ось ведущего вала устройства перпендикулярна верхней образующей цилиндра и касательной к нему. Вид сбоку.
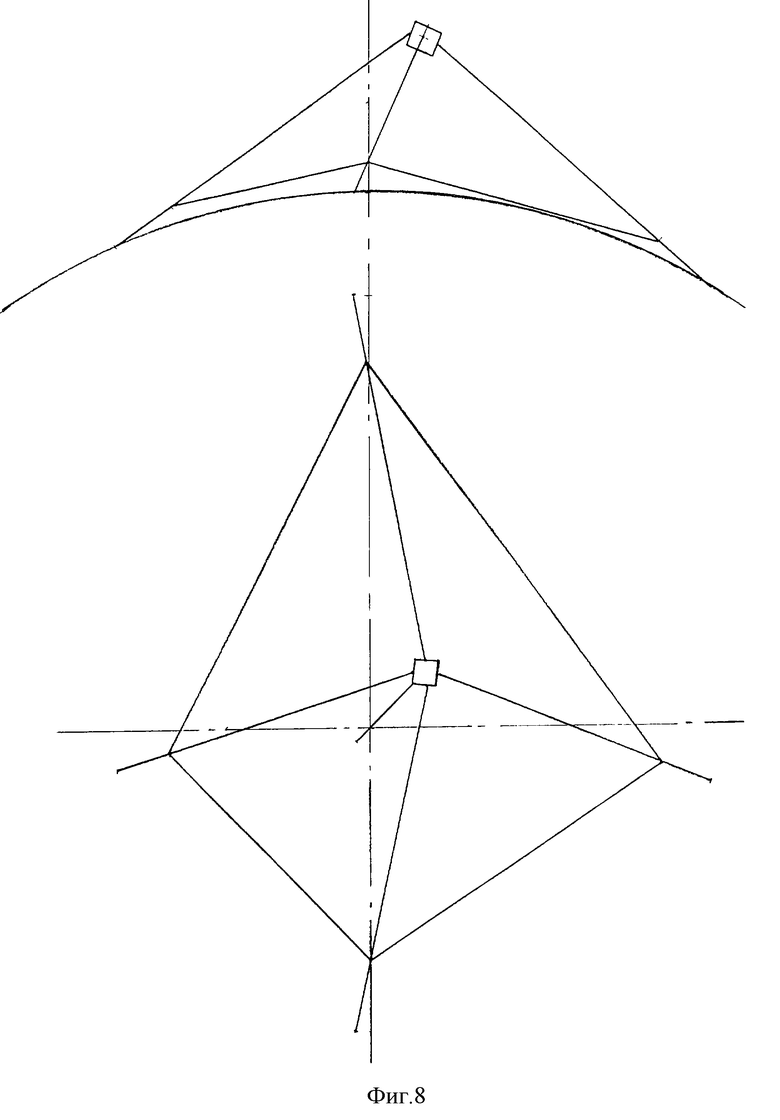
Фиг. 8 - схема работы заявляемого устройства в случае обработки наружной цилиндрической поверхности с прямыми образующими. Ось ведущего вала устройства не перпендикулярна верхней образующей цилиндра и касательной к нему. Вид спереди, вид сверху.
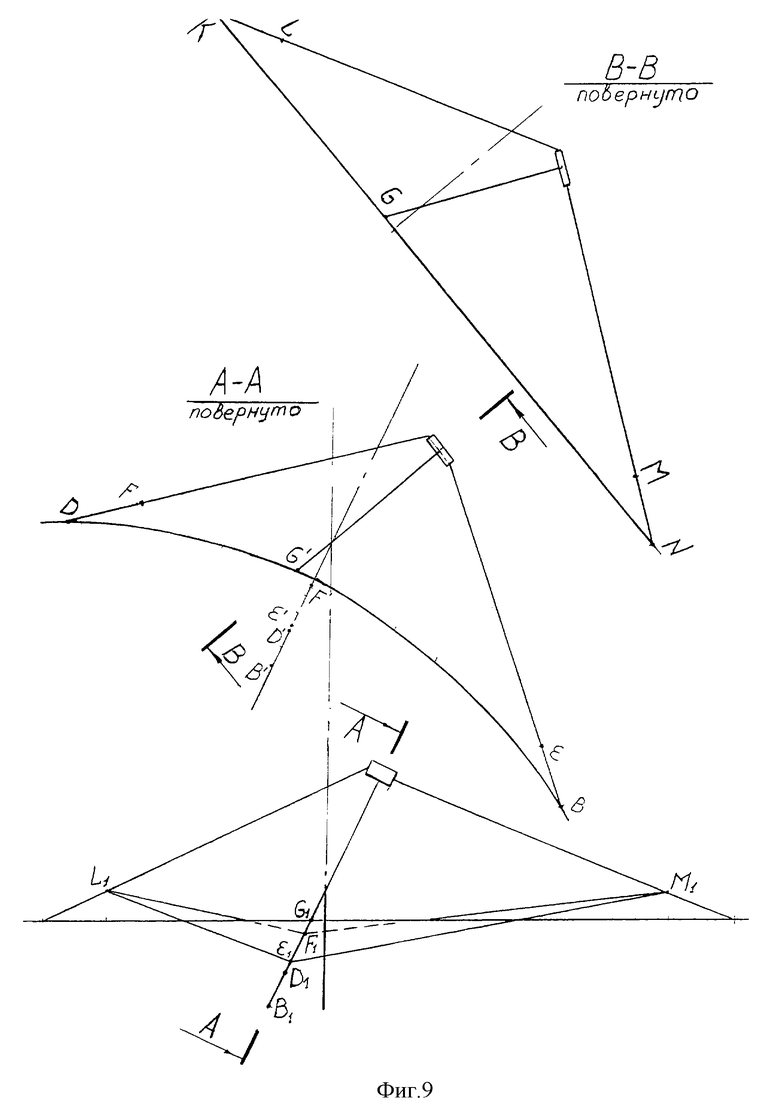
Фиг. 9 - схема работы заявляемого устройства в случае обработки наружной цилиндрической поверхности с прямыми образующими. Ось ведущего вала устройства не перпендикулярна верхней образующей цилиндра и касательной к нему. Вид сбоку, сечения А-А, В-В.
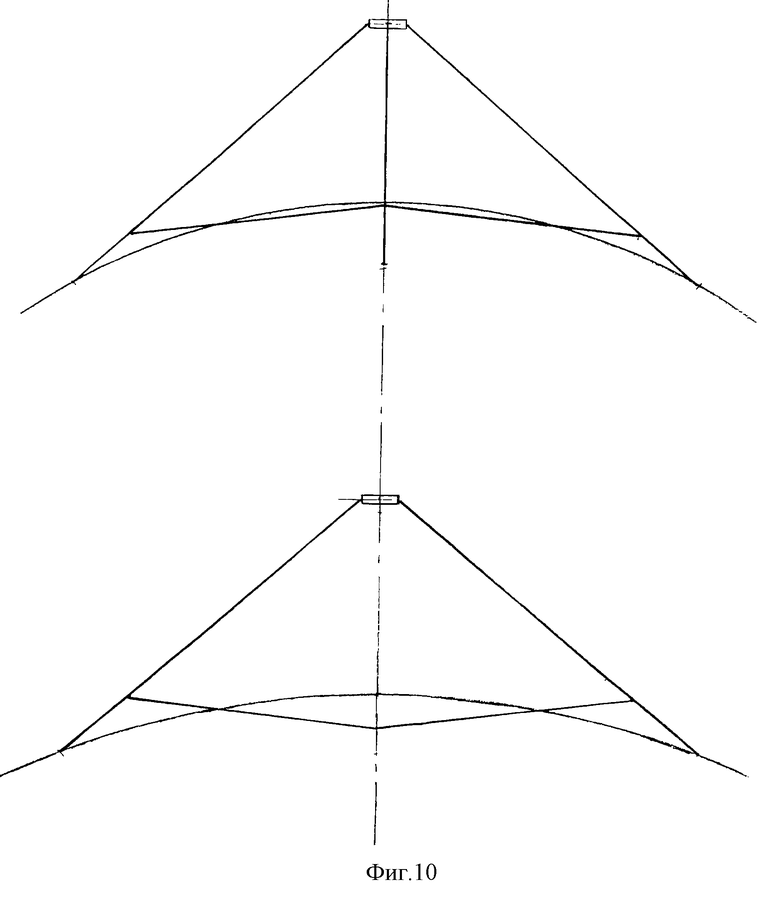
Фиг. 10 - схема работы заявляемого устройства в случае обработки наружной поверхности тора. В той фазе вращения, когда на виде сверху проекции осей рычагов совпадают с продольной и поперечной осями обрабатываемого тора. Ось ведущего вала устройства перпендикулярна касательным к продольной и поперечной образующим тора. Вид спереди, вид сбоку.
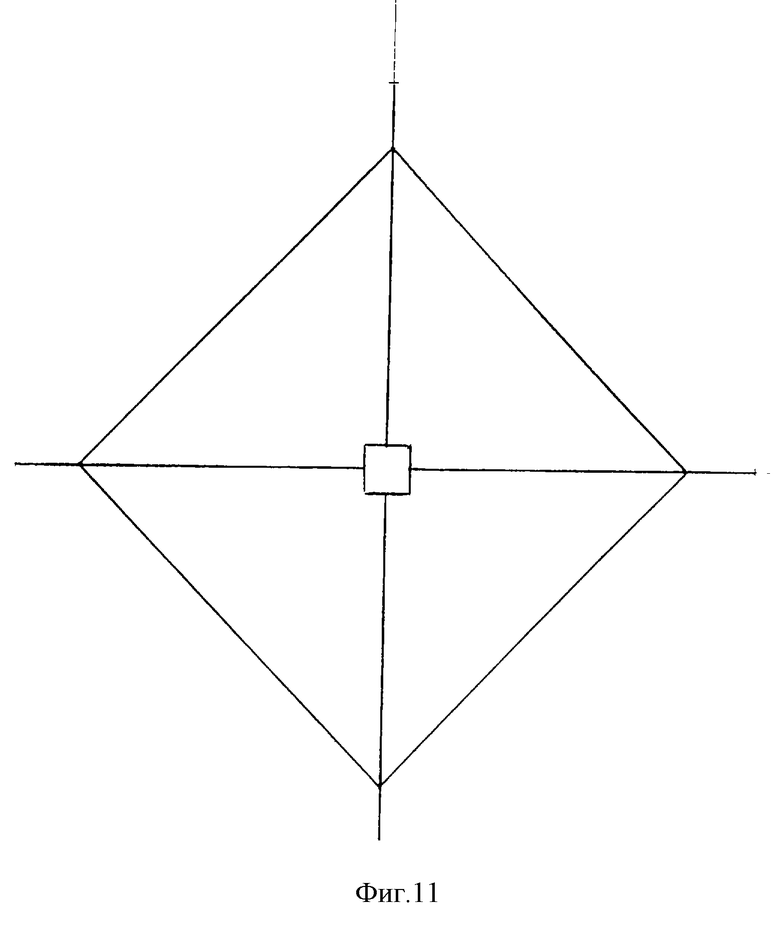
Фиг. 11 - схема работы заявляемого устройства в случае обработки наружной поверхности тора. В той фазе вращения, когда на виде сверху проекции осей рычагов совпадают с продольной и поперечной осями обрабатываемого тора. Ось ведущего вала устройства перпендикулярна касательным к продольной и поперечной образующим тора. Вид сверху.
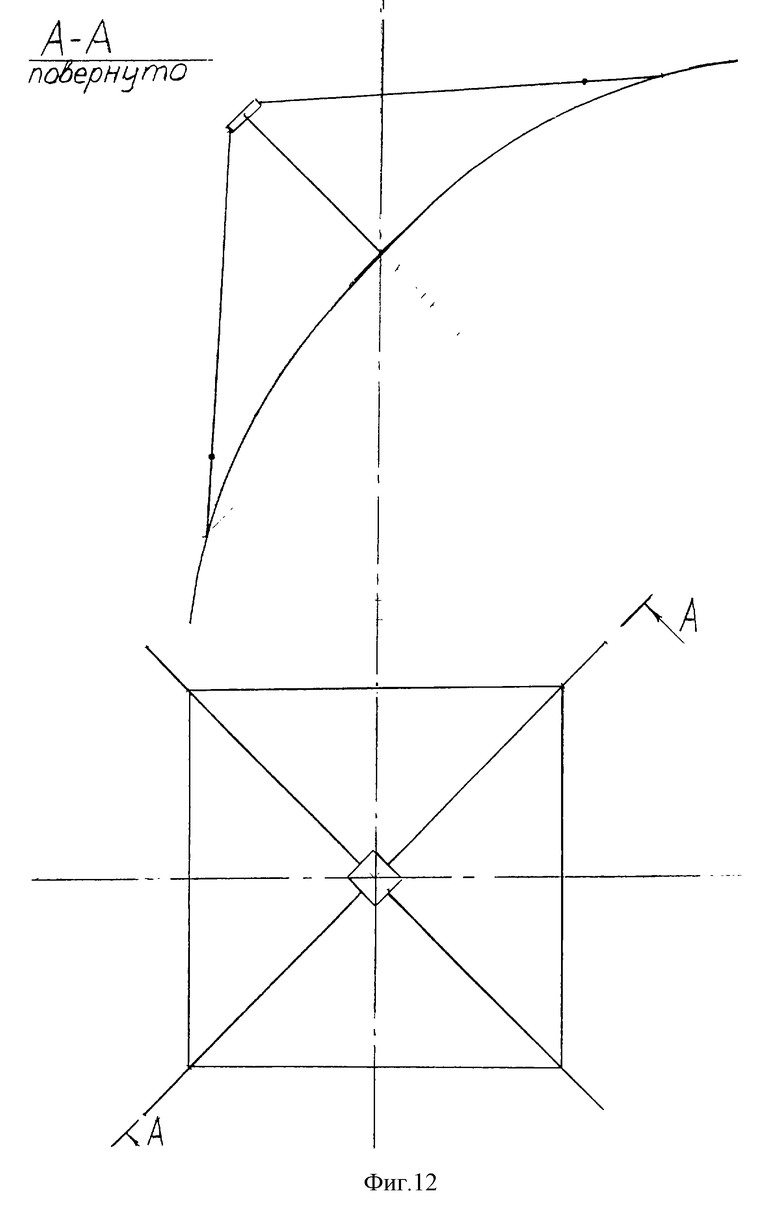
Фиг. 12 - схема работы заявляемого устройства в случае обработки наружной поверхности тора. В той фазе вращения, когда на виде сверху проекции осей рычагов располагаются под углом 45o к осям обрабатываемого тора. Ось ведущего вала устройства перпендикулярна касательным к продольной и поперечной образующим тора. Вид сверху, сечение А-А.
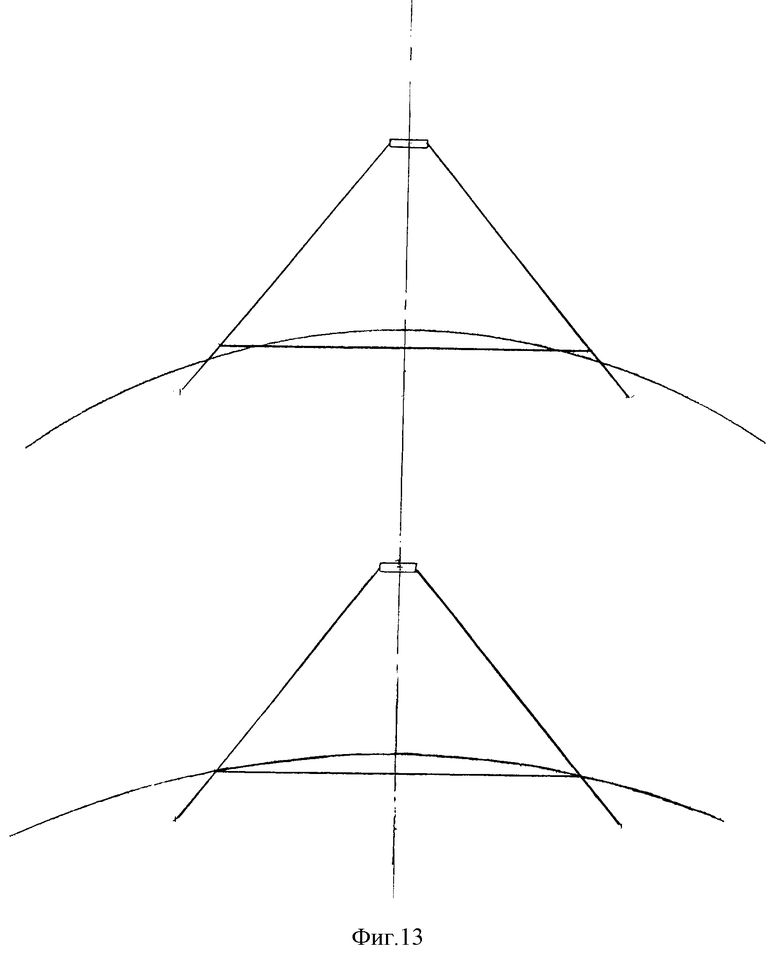
Фиг. 13 - схема работы заявляемого устройства в случае обработки наружной поверхности тора. В той фазе вращения, когда на виде сверху проекции осей рычагов располагаются под углом 45o к осям обрабатываемого тора. Ось ведущего вала устройства перпендикулярна касательным к продольной и поперечной образующим тора. Вид спереди, вид сбоку.
На указанных здесь схемах (фиг. 5-13) устройство показано без подробного вычерчивания его деталей. Диаметр роликов 17 и 20 принят равным 0.
Поставленная техническая задача решается заявляемым устройством, подробная конструкция которого рассматривается ниже и показана на фиг. 1.
В первом варианте комплектации в качестве рабочего органа применяется гибкий плоский диск малой толщины 1, имеющий рабочую и нерабочую поверхности. На рабочей поверхности либо имеется нанесенная подложка для крепления абразивного инструмента, работающая по принципу "крючков и петель", либо выполнено центральное отверстие с прижимным винтом для этой же цели, что не принципиально. На нерабочей поверхности диска 1 соосно с ним в его центре выполнено цилиндрическое утолщение 2 малого диаметра со сферической выемкой 3 в нем. На цилиндрическую поверхность этого утолщения, имеющего кольцевую канавку, прочно, с натягом, надевается упругий куполообразный чашечный диск 4, имеющий в центре отверстие. Диск 4 закрепляется на цилиндрической поверхности утолщения 2 разъемно посредством пружинного кольца 5. В центральное отверстие диска 4 входит вал 8, в этой своей части имеющий цилиндрическое сечение с нарезанной на ней резьбой, который крепится к диску 4 посредством его зажима между гайкой 6 и гайкой 7. Нижний торец вала имеет сферическую поверхность, радиус кривизны которой меньше, чем радиус выемки 3, которая служит ему опорной поверхностью. На валу 8 имеется буртик 9, обозначающий переход к шестигранному сечению большего размера, до которого навинчена гайка специальной формы 10. Между гайками 10 и 6 зажат нижний конец пружины 9, насаженной на вал 8, работающей как на сжатие, так и на растяжение. Та часть вала 8, которая находится выше гайки 10, имеет шестигранное сечение. На этой его части располагается каретка 11 ступенчатой цилиндрической формы, имеющая центральное отверстие также в сечении - шестигранник, как и вал, обеспечивающее передачу крутящего момента с вала на каретку. В нижней части каретки 11 имеется фланец 12 и ниже него резьбовая цилиндрическая часть, на которую навинчивается гайка специальной формы, аналогичная гайке 10. Между фланцем 12 и гайкой 10 зажат верхний конец пружины 9. Каретка 11 на наружной своей поверхности имеет четыре вилки, оси которых расположены крестообразно в плоскости, перпендикулярной оси вала 8. В этих вилках закреплены четыре рычага 13 посредством осей 14 с возможностью качания вокруг них. Каждый рычаг имеет на другом конце вилку 15, в которой посредством оси 16 закреплен вращающийся ролик 17. Кроме этого, на некотором расстоянии от этой вилки 15 жестко расположена вилка 18 для закрепления в ней посредством вертикальной в статике оси 19 вращающегося ролика 20. Через четыре ролика 20 пропущена бесконечная, гибкая нерастяжимая нить 21. Если конкретная проектируемая модель заявляемого устройства имеет узкую специализацию, т.е. замена дискового рабочего органа не требуется, то проушины вилки 18 направлены к вертикальной оси вала 8. Если в силу широкой специализации конкретной модели устройства необходимо осуществление замены дисковых рабочих органов, то целесообразно направление проушин вилки 18 от оси ведущего вала 8. А на осях 19 необходимо наличие упругих держателей нити 23 с возможностью вращения вокруг этих осей при приложении к держателям нити 23 значительных усилий. Каждый держатель нити 23 имеет вид Г-образной пружинной пластины с крепежным отверстием для расположения на оси ролика с натягом.
Рассмотрим работу устройства в этом варианте комплектации.
Перед началом работы на рабочую поверхность диска 1 закрепляется абразивный инструмент в форме круга из наждачной бумаги. В случае обработки выпуклой криволинейной поверхности малой кривизны с прямолинейными образующими, например, цилиндра, ведущий вал электро- или пневмопривода следует жестко соосно соединить с кареткой 11 посредством зажима ее за наружную цилиндрическую поверхность в зажимное устройство привода, например, патрон. Затем устройство вводится в контакт с обрабатываемой поверхностью, показанной на фиг. 4 сплошной линией. Первой в соприкосновение с ней входит центральная часть диска 1 и области, прилегающие к оси диска, параллельной оси цилиндра. Предположим, что два из четырех рычагов 13 расположились вдоль этой оси. В этом случае, при приложении осевого усилия на каретку 11, она начнет движение вниз по шестигранной в сечении части вала 8. Пружина 9 начнет сжиматься, так как торец вала 8 уже через утолщение 2 в центре диска 1 уже вошел в контакт с обрабатываемой поверхностью, а концы ее закреплены на каретке 11 и валу 8. При перемещении каретки 11 вдоль оси вала 8 вниз, те два рычага 13, которые расположились вдоль продольной оси цилиндра, следовательно, ролики 17 на их концах через диск 1 вошли в контакт с обрабатываемой поверхностью, начнут качание вокруг своих осей 14. Их ролики 17 станут катиться по нерабочей поверхности диска от его центра к периферии. Так как на этих рычагах 13, ролики 17 которых удаляются друг от друга, находятся вилки 18 с роликами 20, через которые пропущена нерастяжимая нить 21, то эта нить приводит в движение два других рычага, лежащих в плоскости, которой принадлежит поперечная ось цилиндра. Ролики 17 на концах этих рычагов находятся в контакте с нерабочей поверхностью диска 1, который в тех своих областях еще не вошел в контакт с обрабатываемой поверхностью, тем самым сохранив возможность изгибаться до контакта с ней. Эти ролики 17 под воздействием своих рычагов 13 начинают катиться по нерабочей поверхности диска 1 к его центру, изгибая его, пока он не коснется своей рабочей поверхностью обрабатываемой поверхности. Таким образом, диск входит в контакт с обрабатываемой поверхностью всей своей площадью, и каретка 11 не имеет больше возможности двигаться вниз вдоль оси вала 8, сжимая пружину 9. После этого плавно включается вращение вала привода. Вместе с валом 8 вращается каретка 11 и диск 1. Ролики 17, которые сошлись к центру диска 1 максимально, начинают катиться по его нерабочей поверхности к его периферии, направляемые изгибающимся по обрабатываемой поверхности диском 1. Они приводят в движение два рычага 13, которым они принадлежат, заставляя их качаться вокруг своих осей 14. Через нить 21 их движение передается двум другим рычагам. Они также начинают качание вокруг осей 14, но в другом направлении, а их ролики 17 начинают катиться к центру диска 1 по его нерабочей поверхности. Так устройство переходит в положение, показанное на фиг. 5 и 6. Следует отметить, что в разных фазах своего вращения, показанных на фиг. 4, 5 и 6, устройство сохранило высоту расположения каретки 11 по оси вала 8 от верхней образующей цилиндра и длину нити 21 неизменной. То есть отсутствует биение каретки по вертикальной оси, плавность работы обеспечена. При дальнейшем вращении устройства ролики 17 двух рычагов 13, приближающихся к продольной оси обрабатываемого цилиндра, начинают вновь расходиться от центра диска 1, направляемые изгибающимся по поверхности диском. Они приводят в качательное движение рычаги 13, которым они принадлежат. Другая пара рычагов 13 получает движение от них через нить 21, ролики 17, принадлежащие им, сходятся к центру диска, сохраняя его изгиб и прилегание к обрабатываемой поверхности. Так устройство возвращается в положение, показанное на фиг. 4. Необходимым условием нормальной работы устройства является отсутствие касания нити 21 и обрабатываемой поверхности. Его выполнение обеспечивается правильным выбором расстояния от конца рычага с роликом 17 до вилки 18. Для облегчения управляемости изгибанием диска 1 это расстояние выбирается минимально возможным при соблюдении указанного условия.
Следует отметить, что в разных фазах вращения устройства вокруг оси вала 8 в описанном случае обработки длина всех четырех ветвей нити 21 одинакова, и ролики 20 в работе задействованы незначительно. Они полностью включаются в работу, когда вал 8 устройства отклоняется от нормального положения перпендикуляра к образующей обрабатываемого цилиндра и касательной к нему. Такой случай обработки показан на фиг. 7. Процесс работы устройства аналогичен описанному выше, но с той разницей, что вследствие наклона оси вала ролики 17 противолежащих рычагов 13 расходятся от центра диска 1 на разные расстояния до обеспечения его контакта с обрабатываемой поверхностью. А также нижний сферический торец вала 8 опирается не на центр сферической выемки 3, а на ее периферию, и при вращении устройства движется по ней. При этом четыре ветви нити 21 имеют неодинаковую, постоянно изменяющуюся длину. Ролики 20 включаются в работу полностью, становясь необходимой деталью устройства. Через них нить 21 имеет возможность перекатываться, распределяя длину своих ветвей по мере необходимости, определяемой величиной наклона оси вала 8 и кривизной обрабатываемой поверхности. При этом важно отметить, что в положении, показанном на фиг. 7, устройство сохранило сумму длин всех ветвей нити 21 и размер по оси вала 8 от образующей обрабатываемого цилиндра до каретки неизменными относительно случаев, показанных на фиг. 3, 4 и 5. Это показывает обеспечение плавности работы устройства при приложении усилия рабочего к каретке 11 устройства даже при отклонении положения оси вала 8 от нормального. Описанный способ обработки можно считать оптимальным для обрабатываемых поверхностей в форме выпуклых цилиндра или конуса с малой кривизной направляющих.
При большой кривизне направляющих следует применять дополнительную пружину 22 для лучшего распределения давления абразивного или полировального инструмента по обрабатываемой площади. В начальном состоянии на свободный конец вала 8 надевается пружина 22, работающая на сжатие. Устройство вводится в контакт с обрабатываемой поверхностью и лишь затем к ней присоединяется зажимное устройство привода, но не к каретке 11, а к валу 8. Причем, пружина 22 должна оказаться сжатой между кареткой 11 и зажимным устройством привода. Оптимальной силу сжатия пружины 22 следует считать такой, когда при выведении из контакта с обрабатываемой поверхностью ее частично компенсирует освободившаяся пружина 9, и после этого диск сохранит деформированную форму, кривизна которой будет равной кривизне направляющей обрабатываемого цилиндра или средней в пределах площади контакта инструмента направляющей конуса. Тогда при работе таким устройством осевое усилие, прилагаемое на вал привода, будет затрачиваться на деформацию диска 1 незначительно, а большая его часть распределится по всей его площади. То есть описанное применение пружины 22 позволяет создать предварительную деформацию диска 1 соответственно кривизне обрабатываемой поверхности для более равномерного распределения давления при обработке.
Рассмотрим случаи обработки вогнутых криволинейных поверхностей.
Схемы обработки вогнутого цилиндра в различных фазах вращения устройства вокруг оси вала 8 показаны также на фиг. 4, 5 и 6. Обрабатываемая поверхность на них показана прерывистой линией. Рассмотрим фиг. 4, когда на виде сверху проекции рычагов 13 совпадают с осями обрабатываемого цилиндра, а ось вала 8 занимает нормальное положение. В этом случае обработки ведущий вал электро- или пневмоинструмента следует жестко соосно соединить не с кареткой 11, а с хвостовиком вала 8, например, с помощью патрона. Затем снаряженное абразивным инструментом устройство вводится в контакт с вогнутой обрабатываемой поверхностью. Первыми в контакт с ней входят участки периферии диска, прилегающие к его оси, перпендикулярной продольной оси цилиндра. Предположим, что два из четырех рычагов 13 расположились вдоль этой оси. На нерабочей поверхности диска, близко к его участкам, вошедшим в контакт, расположились ролики 17 этих рычагов. При дальнейшем приложении усилия на вал 8, он начинает движение вниз вдоль своей оси. Осевое усилие с вала 8 через растягиваемую пружину 9 передается на каретку 11, которая также начинает движение вниз вдоль оси вала 8. При этом ролики 17, которые уже вошли в контакт через диск 1 с обрабатываемой поверхностью, начинают катиться по нерабочей поверхности диска 1 от центра к периферии, заставляя пару рычагов 13, которым они принадлежат, начать качание вокруг своих осей 14. Так как на этих рычагах 13, ролики 17 которых удаляются друг от друга, находятся вилки 18 с роликами 20, через которые пропущена нерастяжимая нить 21, то эта нить приводит в движение два других рычага, лежащих в плоскости, которой принадлежит продольная ось цилиндра. Ролики 17 на концах этих рычагов находятся в контакте с нерабочей поверхностью диска 1, который в тех своих областях еще не вошел в контакт с обрабатываемой поверхностью, тем самым, сохранив возможность изгибаться до контакта с ней. Эти ролики 17 под воздействием своих рычагов 13 начинают катиться по нерабочей поверхности диска 1 к его центру, изгибая его, пока он не коснется своей рабочей поверхностью обрабатываемой поверхности. В этом процессе приближения изгибаемого диска к обрабатываемой поверхности оптимальным следует считать случай, когда вал 8, на который направлено осевое усилие рабочего, входит в контакт с обрабатываемой поверхностью через утолщение 2 в центре диска 1, одновременно с той частью диска, на которую воздействуют ролики 17 рычагов 13, лежащих в плоскости, которой принадлежит продольная ось обрабатываемого цилиндра. Это достигается правильным сочетанием степени гибкости снаряженного абразивным инструментом диска, степени упругости пружины 9, работающей в данном случае на растяжение и преобладающим радиусом кривизны поверхностей, для обработки которых проектируется конкретная модель заявляемого устройства. Таким образом, диск 1 вошел в контакт с обрабатываемой поверхностью. Плавно включается вращение. Вместе с валом 8 вращается каретка 11 и диск 1. Ролики 17, которые сошлись к центру диска 1 максимально, начинают катиться по его нерабочей поверхности к его периферии, направляемые изгибающимся по обрабатываемой поверхности диском 1. Они приводят в движение два рычага 13, которым они принадлежат, заставляя их качаться вокруг своих осей 14. Через нить 21 их движение передается двум другим рычагам. Они также начинают качание вокруг осей 14, но в другом направлении, а их ролики 17 начинают катиться к центру диска 1 по его нерабочей поверхности. Так устройство переходит в положение, показанное на фиг. 5 и 6. Следует отметить, что в разных фазах своего вращения, показанных на фиг. 4, 5 и 6, устройство сохранило высоту расположения каретки 11 по оси вала 8 от верхней образующей цилиндра и длину нити 21 неизменной. То есть отсутствует биение каретки по вертикальной оси, плавность работы обеспечена. При дальнейшем вращении устройства ролики 17 двух рычагов 13, приближающихся к продольной оси обрабатываемого цилиндра, начинают вновь расходиться от центра диска 1, направляемые изгибающимся по поверхности диском. Они приводят в качательное движение рычаги 13, которым они принадлежат. Другая пара рычагов 13 получает движение от них через нить 21, ролики 17, принадлежащие им, сходятся к центру диска, сохраняя его изгиб и прилегание к обрабатываемой поверхности. Так устройство возвращается в положение, показанное на фиг. 4.
В рассматриваемом варианте комплектации устройство позволяет обрабатывать не только выпуклые и вогнутые цилиндрические, но и конические поверхности благодаря тому, что нить 21 имеет возможность перекатываться через ролики 20, распределяя длину своих четырех ветвей, а значит и удаление роликов 17 рычагов 13 от центра диска независимо друг от друга по мере необходимости, обусловленной формой и кривизной обрабатываемой поверхности.
Заявляемое устройство в случае обработки криволинейных поверхностей эксплуатирует свойства листового абразивного или полировального нерастяжимого материала изгибаться вокруг одной оси, условно говоря, сворачиваться в трубку, что позволяет обрабатывать поверхности с прямыми образующими. Но если обрабатываемая поверхность имеет значительную кривизну образующих, также хорошо охватить ее, как правильную, плоский листовой абразивный или полировальный материал не в состоянии, так как это требует одновременного сворачивания вокруг двух перпендикулярных осей. Так что с появлением значительной кривизны образующих обрабатываемых поверхностей эффективность устройства в рассмотренной комплектации плоским диском 1 падает. Для решения задачи качественной обработки криволинейных поверхностей с криволинейными образующими предлагается комплектация заявляемого устройства не плоским гибким диском, а сменными, гибкими чашечными дисками конической формы, показанными на фиг. 2. Для вогнутых поверхностей - диском с рабочей поверхностью, на которой закрепляется абразивный или полировальный инструмент в виде наружной поверхности конуса. Для выпуклых поверхностей - диском с рабочей поверхностью в виде внутренней поверхности конуса. При этом в качестве абразивного инструмента используется круг абразивного материала конической формы. То есть либо специально изготовленный гибкий абразивный диск конической формы на тканевой или бумажной основе, либо нарезанная из листового, гибкого абразивного материала заготовка круглой формы, соответственно диаметру диска, имеющая центральное отверстие для закрепления, слегка завернутая в форме кулька с абразивом внутри или снаружи и зафиксированная в таком положении, например, клейкой лентой с нерабочей стороны. Это же относится и к полировальным инструментам. Описанные здесь конусообразные, гибкие абразивные и полировальные инструменты показаны на фиг. 3. Величина их конусности определяется конусностью конкретного сменного, гибкого чашечного диска конической формы. В свою очередь величина конусности этого диска определяется из следующих соображений. Главная задача в решении этого вопроса - обеспечение обработки поверхности именно периферией диска, т.е. при максимальном его контакте с поверхностью. Значит, в случае обработки вогнутых поверхностей конусность изогнутого по обрабатываемой поверхности диска должна быть равной или чуть меньшей, чем у вписанного в эту поверхность аналогично диску конуса. А в случае обработки выпуклых поверхностей конусность изогнутого по обрабатываемой поверхности диска должна быть равной или чуть большей, чем у описанного вокруг этой поверхности аналогично диску конуса. Это обстоятельство исключает случай тесного контакта центра диска с поверхностью без контакта его периферии с ней, который является недопустимым для решения поставленных технических задач. Рассматривается спектр возможных обрабатываемых поверхностей для конкретной проектируемой модели заявляемого устройства и принимается решение о конусности гибкого чашечного диска, либо о наличии нескольких сменных, гибких чашечных дисков различной конусности для нескольких групп обрабатываемых поверхностей. Процессы работы устройства, взаимных перемещений его деталей в различных фазах его вращения вокруг оси вала 8 аналогичны рассмотренным ранее случаям обработки вогнутых и выпуклых поверхностей с прямолинейными образующими. Случай обработки поверхности выпуклого тора рассмотрен на фиг. 9, 10, 11 и 12 в разных фазах вращения устройства. Следует отметить, что в этих различных показанных положениях длина нити 21 и высота по оси вала 8 от верхней точки тора до каретки 11 остались неизменными, т.е. плавность работы обеспечена. В случае обработки сильно искривленных выпуклых поверхностей с криволинейными образующими, применение дополнительной пружины 22 аналогично описанному выше случаю предпочтительно. С увеличением конусности дисков длина сменных нитей уменьшается. Для быстрой ее замены предусмотрено расположение роликов 20 на осях вилок 18, проушины которых направлены от оси вала 8. Упругие держатели нити 23 переводятся в нерабочее положение, т. е. направляются к оси вала 8, затем рычаги 13 сжимаются рукой к центру диска 1, деформируя его. Нить легко заменяется. Упругие держатели нити 23 возвращаются в исходное положение.
Рассмотрим случай обработки плоских поверхностей, показанный на фиг. 5. Обрабатываемая плоскость показана на ней линией прерывистой с точкой. Устройство комплектуется плоским жестким диском, на рабочей поверхности которого закрепляется абразивный или полировальный инструмент, а в центре его нерабочей поверхности выполнены конструктивные элементы для его закрепления в насадке. Если ось вала 8 устройства занимает положение, перпендикулярное к обрабатываемой плоскости, то устройство работает нормально, плавно. Методы начертательной геометрии позволили установить, что в случае отклонения оси вала 8 от положения перпендикуляра к обрабатываемой плоскости при неизменной сумме длин ветвей нити 21 и неодинаковом расхождении роликов 17 противолежащих рычагов 13 от центра диска 1 высота расположения каретки 11 по оси вала 8 не остается постоянной. То есть каретка 11 передвигается по валу 8 в зависимости от фазы вращения устройства и угла отклонения оси вала 8 от нормального положения. Это делает необходимым приложение осевого усилия рабочего через привод не на каретку 11, а на ведущий вал 8. Для создания усилий, частично разгружающих при работе чашечную выемку 3 диска 1 от давления вала 8 и более эффективного распределения давления по периферии диска 1, следует использовать дополнительную пружину 22, с незначительным усилием зажатую на валу 8 между зажимным устройством привода и кареткой 11. При отклонении оси вала 8 от перпендикулярного к обрабатываемой плоскости, пружина 9 растягивается, пружина 22 сжимается вследствие перемещения каретки 11 вверх по валу 8. На периферии диска 1 возникают усилия, создаваемые роликами 17, стремящиеся вернуть диск в нормальное положение. Это делает насадку безопасной даже при случайном включении привода вне контакта с обрабатываемой поверхностью. Это относится ко всем случаям комплектации насадки. Так как вертикальные перемещения каретки 11 по валу 8 не влекут за собой осевого биения привода, то относительная плавность работы устройства обеспечена.
| название | год | авторы | номер документа |
|---|---|---|---|
| НАСАДКА ШЛИФОВАЛЬНАЯ, ПОЛИРОВАЛЬНАЯ С ДИСКОВЫМ РАБОЧИМ ОРГАНОМ (ВАРИАНТЫ) | 2004 |
|
RU2289501C2 |
| АБРАЗИВНЫЙ ШЛИФОВАЛЬНО-ПОЛИРОВАЛЬНЫЙ ИНСТРУМЕНТ | 2002 |
|
RU2250159C2 |
| Устройство для шлифования и полирования поверхностей тел вращения переменной кривизны | 1986 |
|
SU1346398A2 |
| УПРОЧНЯЮЩЕ-ПОЛИРОВАЛЬНЫЙ КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ С ПАРАМЕТРИЧЕСКОЙ ОСЦИЛЛЯЦИЕЙ | 2005 |
|
RU2283745C1 |
| Шлифовальный инструмент | 1989 |
|
SU1705055A1 |
| Шлифовально-полировальный станок | 1978 |
|
SU691280A2 |
| ШЛИФОВАЛЬНО-ПОЛИРОВАЛЬНЫЙ АБРАЗИВ НА ГИБКОЙ ОСНОВЕ | 2003 |
|
RU2281852C2 |
| ЛЕНТОЧНО-ПОЛИРОВАЛЬНЫЙ СТАНОК ДЛЯ ЧИСТОВОЙ ОБРАБОТКИ | 2014 |
|
RU2598409C2 |
| Устройство для шлифования и полирования поверхностей тел вращения переменной кривизны | 1985 |
|
SU1234164A2 |
| ШЛИФОВАЛЬНО-ПОЛИРОВАЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ КРИВОЛИНЕЙНЫХ ТУРБ | 1995 |
|
RU2093340C1 |

Изобретение позволяет производить абразивную и полировальную обработку поверхностей произвольной формы. Конструкция насадки обеспечивает перераспределение давления с более нагруженных во время обработки областей обрабатываемой поверхности в менее нагруженные, что ведет к приближению интенсивности обработки поверхности к равномерной на всей площади контакта инструмента с ней. Технический результат состоит в повышении качества обработанных поверхностей, усовершенствовании не только микрогеометрии, но и макрогеометрии, в меньшей степени относительно изделий - аналогов зависящей от мастерства рабочего, производящего обработку. 6 с. и 4 з.п.ф-лы, 13 ил.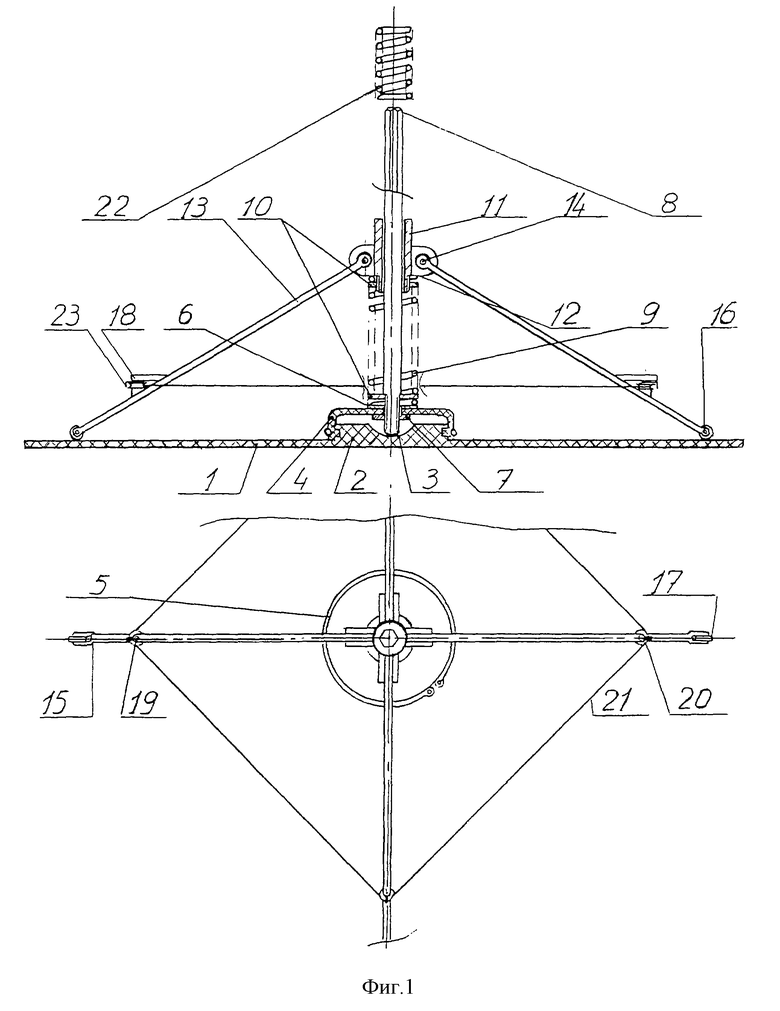
| US 5403231, 04.04.1995 | |||
| Ручная машина | 1973 |
|
SU495192A1 |
| РУЧНАЯ МАШИНА ДЛЯ ШЛИФОВАНИЯ ИЛИ ПОЛИРОВАНИЯ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 0 |
|
SU204169A1 |
| УСТРОЙСТВО ДЛЯ ПРИТИРКИ КЛАПАНОВвсессюзнАя /ттт--1т1шЫ^БИЕЛИОТЕ^СА [" •" '•'•«" 1»11М«1«>&Д | 0 |
|
SU327039A1 |

