Предлагаемое изобретение относится к машиностроению, к механообрабатывающему производству и может быть использовано для шлифования и полирования наружных поверхностей криволинейных труб различной конфигурации с несколькими радиусными изгибами.
Известны различные механизмы и устройства для полирования труб, например, по А. с. СССР N 483227, 1975 г. обеспечивается возвратно-вращательное движение детали при обработке цилиндрической поверхности. Для аналогичной цели предназначены устройства и способы по А.с. СССР N 224326, N 806372, N 1278185 и др. Однако эти устройства не обеспечивают обработку криволинейных труб.
Известно устройство для зачистки поверхности по А.с. N 1142262, МКЛ B 24 5/12, 1985 г. Устройство содержит две шлифовальные головки, кинематически связанных с приводными шкивами. Оно позволяет обрабатывать гладкие трубы. Криволинейные трубы этим устройством обрабатывать так же невозможно.
Целью предлагаемого изобретения "Шлифовально-полировальный станок для обработки криволинейных труб" является шлифование и отделка цилиндрических труб с изогнутой осью (криволинейных).
Эта цель достигается за счет того, что станок содержит станину со смонтированными на ней опорами, несущими связанный с приводом качательного движения полый вал, на котором установлена люлька с направляющими стойками и винтовыми передачами со сферическими гайками, связанными со шпиндельными головками, расположенными симметрично относительно обрабатываемой трубы с возможностью качания вокруг ее оси, совмещенной в зоне обработки с осью полого вала, при этом в опорах и полом валу выполнены сквозные вдоль оси пазы для прохождения обрабатываемой трубы, а также за счет того, что он снабжен закрепленными на раме шпиндельных головок полыми скалками и размещенными в них механизмами упругого отжатия шпиндельных узлов, установленных на скалках, с возможностью относительного перемещения, равного величине упругого отжатия.
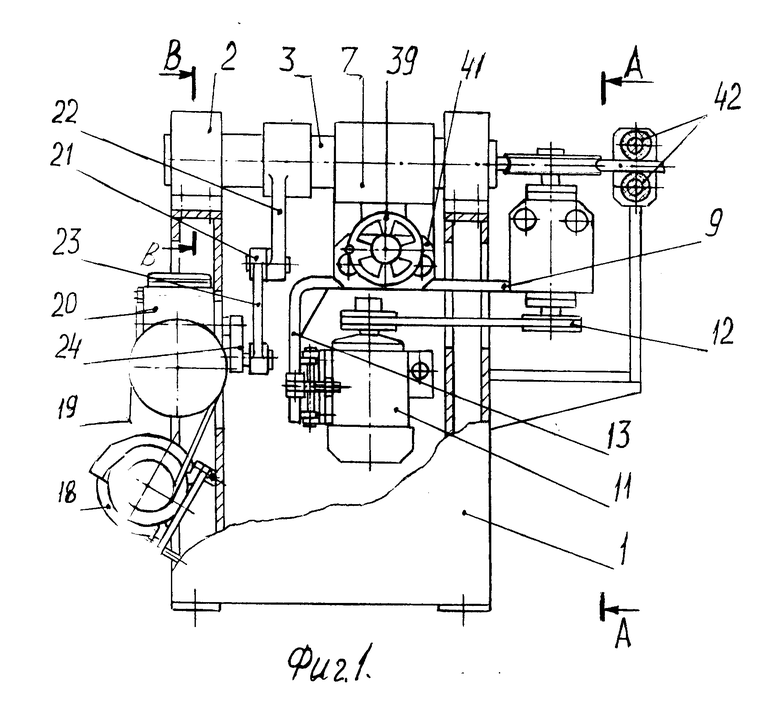
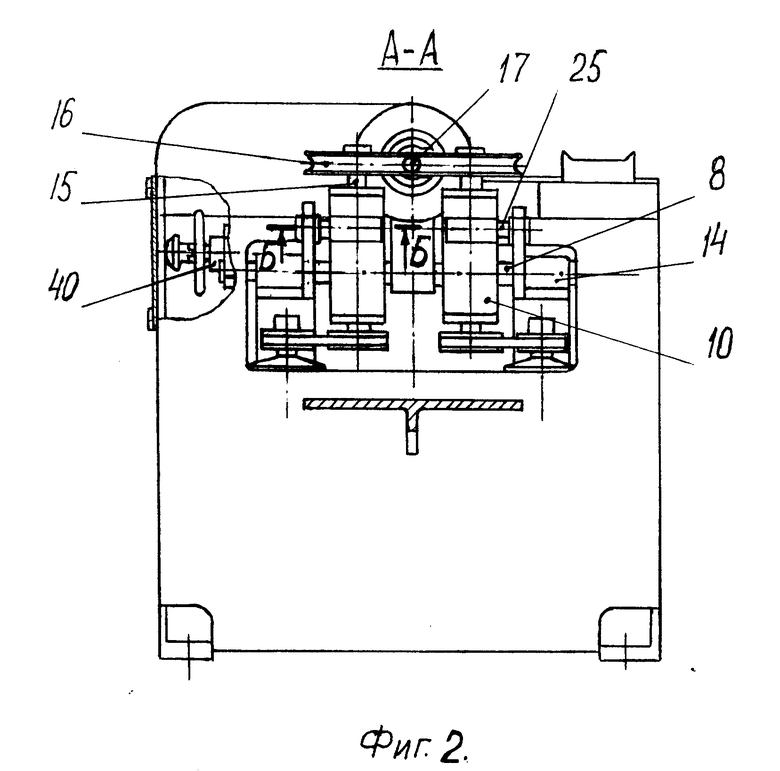
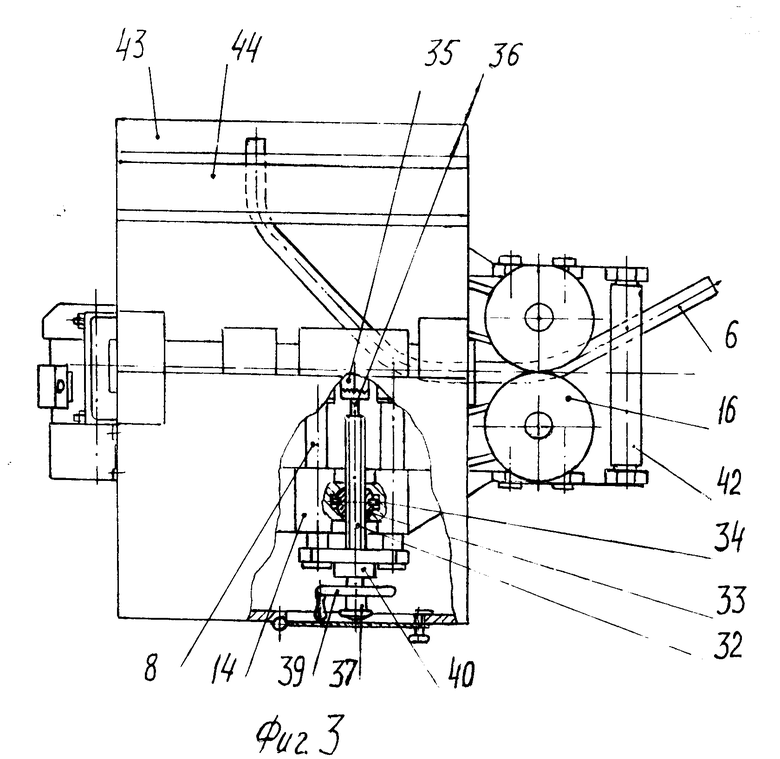
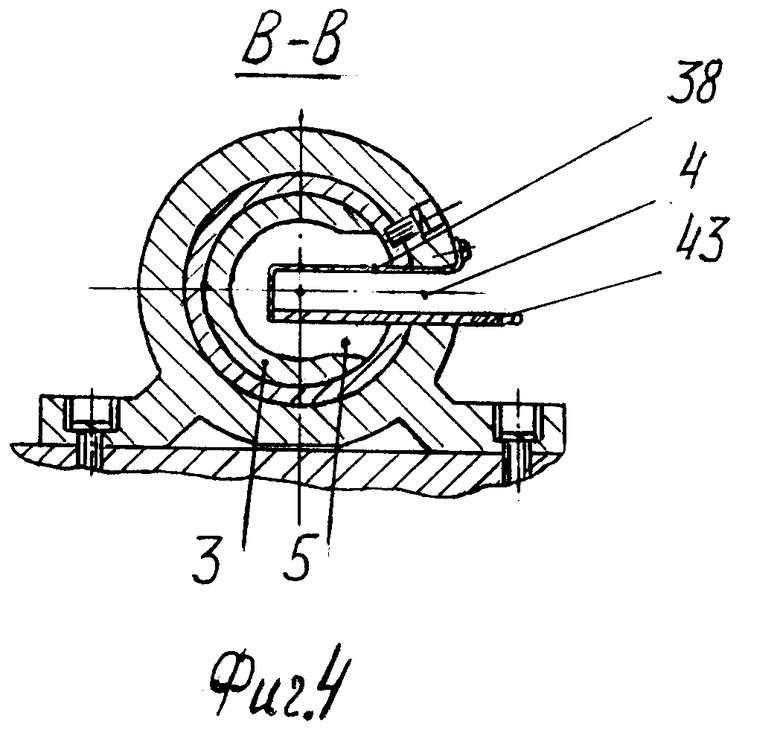
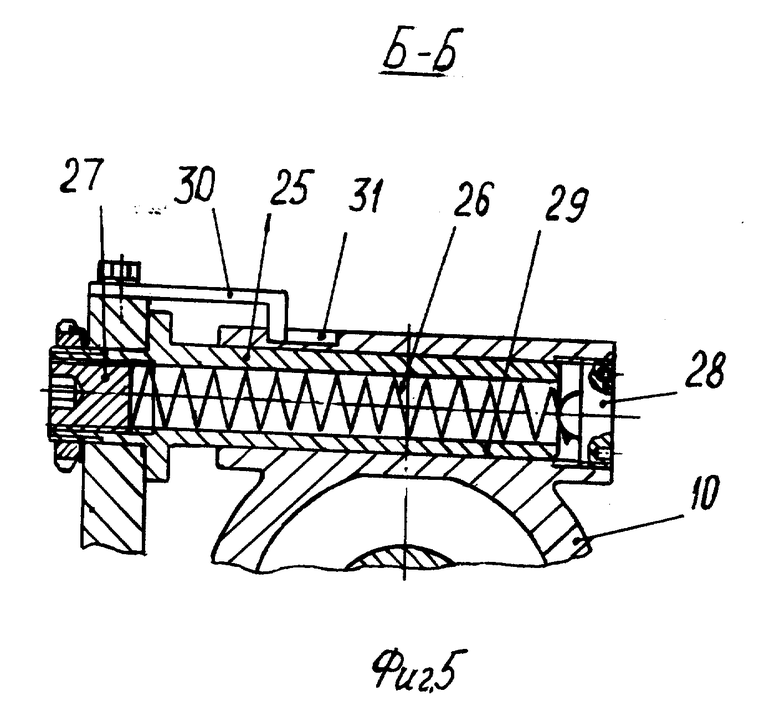
На фиг. 1 изображен шлифовально-полировальный станок вид спереди, на фиг. 2 вид сбоку по разрезу А-А, на фиг. 3 вид сверху, на фиг. 4 - вертикальный разрез В-В по опоре на фиг. 1 и на фиг. 5 разрез Б-Б по механизму упругого отжима на фиг. 2.
Шлифовально-полировальный станок оснащен коробчатой станиной 1, на которой закреплены две опоры 2, в которых установлен полый вал 3. Опоры 2 и вал 3 имеют вдоль оси сквозные пазы, соответственно 4 и 5, предназначенные для прохождения обрабатываемой заготовки трубы (прутка) 6. При этом паз 5 вала 3 выполнен такой ширины, чтобы при качании вала 3, не задевать заготовки трубы 6.
На валу 3 закреплена люлька 7 с прикрепленными к ней направляющими стойками 8, на которых подвижно и симметрично относительно оси вала 3 установлены две шпиндельные головки 9, состоящие из шпиндельного узла 10, двигателя 11, ременной передачи 12, рамы 13 и цилиндрических направляющих 14, в которые вставлены стойки 8.
На шпинделях 15 закреплен инструмент 16, который вместе со шпиндельной головкой 9 имеет возможность совершать качательное движение подачи вокруг оси 17 трубы 6.
Привод качательного движения состоит из двигателя 18, ременной передачи 19 и червячного редуктора 20.
Для преобразования вращательного движения выходного вала редуктора 20 служит кривошипно-коромысловый механизм 21, состоящий из коромысла 22, закрепленного на валу 3, шатуна 23 и кривошипа 24, посаженного на выходной вал редуктора 20.
Шпиндельные узлы 10 установлены на двух скалках 25, в которых размещен механизм упругого отжима, включающий пружину 26, винт 27, служащий для регулировки силы сжатия пружины 26, опорно-фиксирующий винт 28, цилиндрическую направляющую 29, удерживающую лапку 30, входящую в паз 31 корпуса шпиндельного узла 10. Скалки 25 в свою очередь неподвижно закреплены на раме 13.
Механизм упругого отжима предназначен для компенсации неравномерного контакта инструмента 16 с обрабатываемой поверхностью, возникающего из-за неровностей профиля поперечного сечения обрабатываемой трубы 6, и демпфирования вибраций, возникающих при качании инструментов 16.
Для одновременного подвода двух шпиндельных головок 9 служат две передачи винт-гайка 32, с левой резьбой, а другая, относящаяся к противоположной шпиндельной головке 9, с правой. Гайка 33 передачи выполнена сферической с пальцами 34, что обеспечивает возможность ее самоустанавливаемости в передаче.
Для перемещения одной шпиндельной головки 9 применена муфта 35, имеющая возможность размыкать передачи 32, посредством подпружиненной тяги 36, связанной с выдвижной ручкой 37.
Оба винта передач винт-гайка 32 имеют возможность вращения от маховичка 39.
Опоры 40 винтов передач 32 прикреплены к траверсам 41, закрепленным в свою очередь на концах стоек 8.
Для поддержания обрабатываемой трубы 6, служат ролики 42 и приемно-подающий стол 43, над которым закреплены ограждения 38 и 44.
Станок работает следующим образом. Изогнутую трубу вводят в пространство между роликами 42 и далее между вращающимися инструментами 16, которые предварительно настроены маховиками 39 на заданный размер обрабатываемой трубы. Включают привод качательного движения и, удерживая трубу в руках, продвигают ее между качающимися инструментами с необходимой подачей. По мере обработки труба выходит из зоны инструментов и перемещается вдоль пустотелого вала или в сторону, на приемный стол 43. Для удержания трубы при ее прохождении через инструментальную головку используется быстросъемная цанговая разжимная справка, которая устанавливается в отверстие трубы.
Качающаяся головка обеспечивает равномерную по окружности трубы обработку ее поверхности, а скорость продвижения трубы через инструменты устанавливается оператором в зависимости от качества исходной поверхности.
Таким образом обеспечивается эффективная финишная обработка) (шлифование, полирование) изогнутых труб, которые нельзя вращать. В качестве инструмента используются лепестковые абразивные круги или круги из специального упруго-абразивного материала. Эти круги профилируются под диаметр обрабатываемых труб. В дальнейшем, по мере износа инструмента, их сводят навстречу друг другу, а профилирование сохраняется, так как износ инструмента происходит равномерно по окружности профилирования.
Предлагаемый станок решает крупную народнохозяйственную проблему механизации финишной обработки криволинейных изогнутых труб. Ранее такие трубы обрабатывали только вручную, на шлифовально-полировальных бабках, что вызывало вредные условия труда, травматизм, включая трагические случаи гибели оператора. Предлагаемый станок снижает в 2oC3 раза трудоемкость обработки, исключает травматизм и резко улучшает условия труда.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФИНИШНОЙ ОБРАБОТКИ КРИВОЛИНЕЙНЫХ ДЕТАЛЕЙ ТИПА ТРУБ | 1995 |
|
RU2095223C1 |
| ШЛИФОВАЛЬНО-ПОЛИРОВАЛЬНЫЙ МОДУЛЬ | 1990 |
|
RU2022760C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2007 |
|
RU2364487C1 |
| СПОСОБ ФИНИШНОЙ ОБРАБОТКИ КРИВОЛИНЕЙНЫХ ДЕТАЛЕЙ ТИПА ТРУБ | 1998 |
|
RU2128570C1 |
| Шлифовальная бабка обдирочно-шлифовального станка | 1982 |
|
SU1038205A2 |
| Ленточно-шлифовальный станок | 1976 |
|
SU818826A1 |
| Роторный станок для шлифования отверстий деталей | 1989 |
|
SU1660940A1 |
| Станок для шлифования плоских поверхностей деталей | 1988 |
|
SU1602710A1 |
| СТАНОК ДЛЯ РУЧНОЙ ОГРАНКИ ДРАГОЦЕННЫХ КАМНЕЙ | 2000 |
|
RU2187420C1 |
| Станок для экструзионного хонингования | 1988 |
|
SU1650402A1 |
Использование: в машиностроении для шлифования и полирования наружных поверхностей криволинейных труб различной конфигурации с несколькими радиусными изгибами. Станок состоит из станины, привода качательного движения и шпиндельных головок, установленных симметрично относительно оси обрабатываемой трубы на направляющих стойках с винтовой передачей, имеющей сферическую гайку. Кроме того, станок снабжено порами и установленным в них полым валом, на котором прикреплена люлька, предназначенная для закрепления направляющих стоек с возможностью качательного движения шпиндельных головок вокруг оси обрабатываемой трубы. Упомянутые вал и опоры выполнены со сквозным пазом вдоль их оси, а ось вала и ось качания совмещены с осью трубы в зоне обработки. В станке предусмотрены полые скалки с расположенными в них механизмами упругого отжима шпиндельного узла головки, установленными на скалках с возможностью прямолинейного перемещения, равного величине упругого отжима. 1 з. п. ф-лы, 5 ил.