Область техники
Настоящее изобретение относится к области технологии металлообработки. В частности, изобретение относится к ленточно-полировальному станку для чистовой обработки.
Уровень техники
Полировальный станок для чистовой обработки изделий - это устройство, специально предназначенное для чистовой обработки поверхности изделий из металла, в том числе из стали, алюминия или меди, или труб. При использовании полировального станка для чистовой обработки изделий можно создавать текстурированный узор, графический узор, волнистый узор, матовые и зеркальные поверхности разной точности, и можно быстро устранить глубокие и мелкие царапины. Полировальный станок для чистовой обработки изделий можно использовать для снятия заусенцев и закругления, и для обработки декоративных металлов, в целях устранения теневых и переходных зон или неровных декоративных поверхностей при обработке. Учитывая все это, полировальный станок для чистовой обработки изделий является важным устройством для производства металлоизделий.
Ленточно-полировальный станок для чистовой обработки шлифует поверхность обрабатываемого изделия посредством приводной абразивной ленты, которая позволяет добиться гибкого шлифования и обеспечивает шлифовальное, полировальное и отделочное действия. По сравнению с полировальными станками для чистовой обработки изделий, в которых полировальная и отделочная обработка может непосредственно выполняться отделочными колесами, ленточно-полировальный станок для чистовой обработки безопаснее для обработки и создает меньше шума и пыли. После обработки поверхность обрабатываемого изделия имеет более высокое качество и более широкую область применения.
Однако обычные обрабатываемые изделия, как правило, имеют несколько криволинейных поверхностей, подлежащих чистовой обработке или отделке, и каждая из этих криволинейных поверхностей имеет отличающуюся кривизну. Если для чистовой обработки этих обрабатываемых изделий используются обычные ленточно-полировальные станки для чистовой обработки, чистовую обработку нельзя эффективно выполнить, используя плоскую абразивную ленту. Если другие отделочные колеса необходимо снимать или заменять, не только работа становится неудобной, но и снижается эффективность чистовой обработки.
При поиске был найден патентный документ под названием «A Belt Sander», который был выдан 21 ноября 2012 года под номером CN 202540094 U. В описании изобретения к этому патенту описывается устройство, имеющее основание и главный вал, находящийся на верхней поверхности основания, причем на основании установлен электродвигатель, вращающийся вал электродвигателя соединен с главным валом, и две концевые части главного вала последовательно соединены с жестко посаженными по меньшей мере двумя полировальными колесами. Кроме того, ленточно-шлифовальный станок содержит натяжные колеса и абразивные ленты, равные полировальным колесам, причем натяжные колеса один к одному соответствуют полировальным колесам и соединены с основанием через натяжной механизм; и количество песка на абразивных лентах не идентично. Этот станок не может решить вышеупомянутые проблемы.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Для того чтобы решить проблемы, существующие в известных технических решениях, целью изобретения является создание ленточно-полировального станка для чистовой обработки, который мог бы выполнять непрерывную полировальную обработку в случае нескольких разных искривленных поверхностей.
Предлагается ленточно-полировальный станок для чистовой обработки, содержащий механизм трансформации отделочных колес (далее именуется как «механизм изменения отделочных колес»). Механизм изменения отделочных колес содержит электродвигатель и соединительную опору. Центральная часть соединительной опоры жестко соединена с выходным валом электродвигателя. Вокруг соединительной опоры предусмотрены несколько самостоятельно вращающихся опорных отделочных колес. Криволинейная поверхность обода каждого из опорных отделочных колес имеет разную кривизну. Каждое опорное отделочное колесо распределено на одной окружности с центром на выходном валу электродвигателя. Соединительная опора приводится электродвигателем во вращение для прижатия одного из опорных отделочных колес к обратной стороне абразивной ленты в полировальном станке с целью чистовой обработки и расположения его в таком положении.
При использовании механизма изменения отделочных колес ленточно-полировального станка для чистовой обработки он закреплен у обратной стороны абразивной ленты в полировальном станке для чистовой обработки. Оператор может управлять приводным устройством полировального станка для чистовой обработки с целью приведения абразивной ленты в движение. При необходимости полировки криволинейных поверхностей на обрабатываемом изделии разной кривизны электродвигатель служит для приведения соединительной опоры и опорных отделочных колес, присоединенных вокруг соединительной опоры, во вращение относительно выходного вала электродвигателя. Когда опорное отделочное колесо соответствующей кривизны поворачивается к обратной стороне абразивной ленты, подлежащей расположению, наружная окружность опорного отделочного колеса находится дальше первоначального положения абразивной ленты, и абразивная лента прижимается к ободу опорного отделочного колеса для образования криволинейной поверхности такой же кривизны, как и кривизна обода опорного отделочного колеса на ее передней поверхности. Обрабатываемое изделие предусмотрено для чистовой обработки криволинейной поверхности соответствующей кривизны. В процессе чистовой обработки опорное отделочное колесо вращается относительно своей собственной оси вращения, что может уменьшить истирание, вызываемое трением между абразивной лентой и ободом опорного отделочного колеса. Если необходимо выполнить чистовую обработку криволинейных поверхностей разной кривизны, электродвигатель может запускаться снова для приведения опорного отделочного колеса соответствующей кривизны к обратной стороне абразивной ленты.
В ленточно-полировальном станке для чистовой обработки опорное отделочное колесо имеет колесообразный корпус и кольцевое отделочное покрытие, надетое снаружи корпуса. Обратная сторона отделочного покрытия жестко соединена с корпусом, и на наружной стороне отделочного покрытия предусмотрена отделочная криволинейная поверхность в контакте с обратной стороной абразивной ленты.
В ленточно-полировальном станке для чистовой обработки отделочное покрытие изготовлено из резиновых материалов.
В соответствии с первым аспектом соединительной опоры, в ленточно-полировальном станке для чистовой обработки соединительная опора содержит соединительную часть, жестко соединенную с наружным концом выходного вала электродвигателя, и несколько стержнеобразных опорных частей, расположенных в радиальном направлении от выходного вала электродвигателя. Число опорных частей такое же, что и число опорных отделочных колес. Наружные концы опорных частей соответственно соединены с опорными отделочными колесами.
В ленточно-полировальном станке для чистовой обработки опорные части равномерно распределены вокруг выходного вала электродвигателя. Ось опорного отделочного колеса идентична оси выходного вала электродвигателя. Опорные отделочные колеса жестко соединены с наружными концами опорных частей посредством соединительных деталей, открытых вдоль оси опорных отделочных колес. Соединительной деталью является винт.
В ленточно-полировальном станке для чистовой обработки указанный механизм изменения отделочных колес дополнительно содержит контроллер и модуль обнаружения, подключенный к контроллеру. Модуль обнаружения предусмотрен в электродвигателе и соединительной опоре и может обнаруживать, что в контроллер послан сигнал остановки, когда опорные отделочные колеса вместе с соединительной опорой поворачиваются к обратной стороне абразивной ленты. После получения сигнала остановки контроллер из модуля обнаружения контроллер может скомандовать электродвигателю остановить работу и оставаться в этом положении. Модуль обнаружения обнаруживает, повернулось ли опорное отделочное колесо в заданное положение, и электродвигатель автоматически управляется контроллером, что обеспечивает удобную работу и высокую точность управления.
В ленточно-полировальном станке для чистовой обработки модуль обнаружения содержит неконтактный переключатель и сенсорные блоки, расположенные снаружи электродвигателя, в том же количестве, что и количество опорных отделочных колес. Каждый из трех сенсорных блоков соответственно жестко соединен с опорной стойкой, соединенной с опорным отделочным колесом, и может перемещаться в положение напротив неконтактного переключателя, когда вместе с опорным отделочным колесом поворачивается к обратной стороне абразивной ленты. Неконтактный переключатель расположен снаружи электродвигателя и перемещаться не будет. Одна сторона неконтактного переключателя, которая может обнаруживать объект, обращена к обратной стороне абразивной ленты, и неконтактный переключатель может обнаруживать приближение объекта, и посылать сигнал остановки в контроллер, когда сенсорный блок перемещается в соответствующее положение.
В другом случае в ленточно-полировальном станке для чистовой обработки модуль обнаружения содержит инфракрасные приемники, жестко соединенные с наружной стороной электродвигателя, и инфракрасные излучатели в таком же количестве, что и количество опорных отделочных колес. Инфракрасные излучатели соответствуют опорным частям и перемещаются в положения, соответствующие инфракрасным приемникам, когда вместе с соединительной опорой они поворачиваются к обратной стороне абразивной ленты.
В соответствии с первым вариантом позиционирования соединительной опоры в ленточно-полировальном станке для чистовой обработки электродвигатель представляет собой тормозной электродвигатель. Электромагнитный тормоз расположен на заднем конце тормозного электродвигателя. Когда электродвигатель будет получать питание, будет получать питание и электромагнитный тормоз, который при этом будет втянут и не будет осуществлять торможение электродвигателя. Когда электродвигатель выключен, выключен и электромагнитный тормоз. При этом тормоз под действием пружины осуществляет торможение электродвигателя, его выходной вал больше не вращается и останется в этом положении.
В соответствии со вторым вариантом позиционирования соединительной опоры в ленточно-полировальном станке для чистовой обработки механизм изменения дополнительно содержит клапан с электромагнитным управлением на соединительной опоре и несколько сквозных отверстий на соединительной опоре. Обмотки клапана с электромагнитным управлением подсоединены к контуру подачи питания электродвигателя. Когда указанные опорные отделочные колеса поворачиваются к обратной стороне абразивной ленты, контур подачи питания прекращает подавать питание на электродвигатель и начинает подавать питание клапану с электромагнитным управлением для выдвижения наружного конца штока клапана с электромагнитным управлением в одно из нескольких сквозных отверстий.
Большое количество пространства зоны, окруженной абразивной лентой, будет занято, когда соединительная опора будет находиться в зоне, окруженной абразивной лентой станка для чистовой обработки. Иными словами, соединительной опорой и опорными отделочными колесами будет занято относительно больше пространства снаружи станка для чистовой обработки. Угол и положение манипулятора для удерживания обрабатываемого изделия должны время от времени изменяться для обеспечения равномерной полировки на обрабатываемом изделии в процессе полировки и чистовой обработки. При этом, когда манипулятор находится в станке для чистовой обработки рядом с обратной стороной абразивной ленты, он может сталкиваться с соединительной опорой и опорными отделочными колесами, что снижает надежность полировки и чистовой обработки обрабатываемого изделия.
Для того чтобы решить вышеупомянутую проблему, в качестве усовершенствования ленточно-полировального станка для чистовой обработки он дополнительно содержит раму, приводное колесо и ведомое колесо, предусмотренные на раме, и абразивную ленту, надетую на приводное колесо и ведомое колесо. Кроме того, на раме предусмотрен приводной механизм, соединенный с механизмом изменения отделочных колес. Соединительная опора в механизме изменения отделочных колес может перемещаться между первым положением и вторым положением по оси опорных отделочных колес. В первом положении приводной механизм приводит соединительную опору в движение для отсоединения опорных отделочных колес от абразивной ленты и помещения опорных отделочных колес вне зоны, окруженной абразивной лентой. Во втором положении приводной механизм приводит соединительную опору в движение в зону, окруженную абразивной лентой, и помещает опорные отделочные колеса прямо напротив обратной стороны абразивной ленты, при этом опорные отделочные колеса могут быть в контакте с абразивной лентой, приводимой механизмом изменения отделочных колес.
Приводное колесо приводит абразивную ленту во вращение для шлифования поверхности обрабатываемого изделия в контакте с абразивной лентой. Когда необходима полировка криволинейной поверхности обрабатываемого изделия, соединительная опора может приводиться приводным механизмом для перемещения во второе положение по оси опорного отделочного колеса на ней, и опорное отделочное колесо на соединительной опоре выбирают в соответствии с кривизной криволинейной поверхности, требуемой поверхностью обрабатываемого изделия. На поверхности абразивной ленты образуется форма, идентичная форме обода выбранного опорного отделочного колеса. Как результат, криволинейная поверхность может полироваться, когда обрабатываемое изделие находится в контакте с поверхностью абразивной ленты.
Когда в использовании опорного отделочного колеса на соединительной опоре нет необходимости, соединительная опора может быть осторожно перемещена в первое положение просто путем управления приводным механизмом. Соединительная опора отходит от обратной стороны абразивной ленты и возвращается в свое первоначальное положение. Поскольку соединительная опора может перемещаться по оси опорного отделочного колеса с помощью приводного механизма, соединительная опора отводится от обратной стороны абразивной ленты, когда в ее использовании нет необходимости, и пространство с обратной стороны абразивной ленты на раме может быть полностью освобожденным. Такая конструкция может значительно экономить пространство и обеспечивать работу манипулятора, позволяя достичь лучшей полировки обрабатываемого изделия.
В ленточно-полировальном станке для чистовой обработки в зоне, окруженной абразивной лентой, дополнительно предусмотрены отделочные колеса на соединительных штоках, перемещающиеся между положением полирования и отведенным положением. В положении полирования соединительная опора перемещается в первое положение для отсоединения опорных отделочных колес от абразивной ленты и помещения опорных отделочных колес вне зоны, окруженной абразивной лентой, и отделочные колеса на соединительных штоках перемещаются к обратной стороне абразивной ленты и контактируют с абразивной лентой. В отведенном положении отделочные колеса на соединительных штоках отсоединяются от обратной стороны абразивной ленты для возвращения в зону, окруженную абразивной лентой.
В ленточно-полировальном станке для чистовой обработки отделочные колеса на соединительных штоках расположены соответственно выше и ниже соединительной опоры, и положение отделочных колес на соединительных штоках в контакте с абразивной лентой после перемещения идентично положению опорных отделочных колес в контакте с абразивной лентой после перемещения соединительной опоры.
В частности, в ленточно-полировальном станке для чистовой обработки на раме предусмотрены первый соединительный шток и первый приводной цилиндр. Первый соединительный шток и первый приводной цилиндр расположены выше соединительной опоры и вне зоны, окруженной абразивной лентой. Один конец первого соединительного штока шарнирно соединен с рамой, а другой его конец соединен с отделочным колесом на соединительном штоке в зоне, окруженной абразивной лентой. Конец поршневого штока первого приводного цилиндра шарнирно соединен с первым соединительным штоком, а конец корпуса первого приводного цилиндра шарнирно соединен с рамой. Поскольку отделочное колесо на соединительном штоке закреплено лишь на первом соединительном штоке, и как отделочное колесо на соединительном штоке, так и соединительный шток расположены вне зоны, окруженной абразивной лентой, отделочное колесо на соединительном штоке не будет мешать работе манипулятора, и при этом отделочное колесо на соединительном штоке прижато к обратной стороне абразивной ленты, и может быть отполирована криволинейная поверхность обрабатываемого изделия. Кроме того, поршневой шток приводного цилиндра может приводить первый соединительный шток для отвода вовнутрь к верхней части одной стороны рамы. При этом на раме не будет занято много пространства, а функциональность повысится.
Могут быть предусмотрены несколько отделочных колес на соединительных штоках. В ленточно-полировальном станке для чистовой обработки рама оснащена вторым соединительным штоком и вторым приводным цилиндром. Второй соединительный шток и второй приводной цилиндр расположены ниже соединительной опоры и вне зоны, окруженной абразивной лентой. Один конец второго соединительного штока шарнирно соединен с рамой, а другой его конец соединен с отделочным колесом на соединительном штоке в зоне, окруженной абразивной лентой. Конец поршневого штока второго приводного цилиндра шарнирно соединен со вторым соединительным штоком. Криволинейная поверхность обода отделочного колеса на первом соединительном штоке имеет кривизну, отличную от кривизны отделочного колеса на втором соединительном штоке.
При использовании отделочных колес на соединительных штоках объем применения ленточно-полировального станка может быть расширен. Кривизна криволинейной поверхности обода отделочного колеса на первом соединительном штоке задана отличной от кривизны отделочного колеса на втором соединительном штоке, так что когда соединительная опора мешает работе манипулятора, может быть выбрано отделочное колесо на первом соединительном штоке или отделочное колесо на втором соединительном штоке в соответствии с кривизной криволинейной поверхности, требуемой поверхностью обрабатываемого изделия. Когда одно отделочное колесо на соединительном штоке выдвинуто, другое отделочное колесо на соединительном штоке находится во втянутом состоянии.
В ленточно-полировальном станке для чистовой обработки соединительная опора расположена в центральной части рамы. Приводной механизм содержит телескопический цилиндр на раме. Корпус телескопического цилиндра жестко закреплен на раме. В телескопическом цилиндре предусмотрен телескопический поршень. Телескопический поршень проходит через сторону рамы и соединен с соединительной опорой. Когда соединительную опору необходимо вытолкнуть наружу, в корпус телескопического цилиндра из источника воздуха подается воздух, и под действием давления воздуха телескопический поршень выталкивается наружу из корпуса цилиндра. Поскольку телескопический поршень проходит через сторону рамы и соединен с соединительной опорой, когда телескопический поршень вытолкнут наружу, соединительная опора может быть вытолкнута в намеченное положение на обратной стороне абразивной ленты. Если соединительную опору использовать не требуется, или соединительная опора препятствует деформации манипулятора, телескопический поршень отводится вовнутрь, чтобы отвести с собой вовнутрь и соединительную опору, и при этом соединительная опора находится в стороне от обратной стороны абразивной ленты.
В ленточно-полировальном станке для чистовой обработки корпус цилиндра телескопического цилиндра и телескопический поршень оба имеют цилиндрическую форму. Телескопический поршень имеет внутреннюю полость. В телескопическом поршне закреплен поворотный электродвигатель, причем выходной вал поворотного электродвигателя выступает наружу изнутри телескопического поршня и соединен с соединительной опорой. Поскольку поворотный электродвигатель находится в телескопическом поршне, может экономиться установочное пространство на раме, и обеспечивается более простая конструкция. Когда телескопический цилиндр вытолкнут наружу для помещения соединительной опоры на обратной стороне абразивной ленты, поворот соединительной опоры может управляться просто путем управления вращением выходного вала поворотного электродвигателя, для прижатия к обратной стороне абразивной ленты будет выбрано требуемое опорное колесо.
Кроме того, в ленточно-полировальном станке для чистовой обработки в телескопическом поршне закреплен установочный цилиндр. На соединительной опоре равномерно распределены несколько установочных отверстий на одной и той же окружности с использованием центра вращения как центра окружности. Поршневой шток указанного установочного цилиндра может выступать наружу изнутри телескопического поршня и входить в установочные отверстия. Когда телескопический цилиндр вытолкнут наружу для помещения соединительной опоры на обратной стороне абразивной ленты, соединительная опора может управляться поворотным электродвигателем для поворота, пока отделочное колесо на ней не прижмется к обратной стороне абразивной ленты. Чтобы гарантировать надежность при работе и предотвратить столкновение с соединительной опорой и влияние на нее, поршневой шток установочного цилиндра в телескопическом поршне управляется таким образом, что выталкивается наружу и вставляется в установочное отверстие на указанной соединительной опоре, соответствующее положению поршневого штока установочного цилиндра, после чего соединительная опора будет удерживаться неподвижной.
В ленточно-полировальном станке для чистовой обработки корпус указанного телескопического цилиндра имеет желобок, открытый с конца до средины на его стороне. Сторона телескопического поршня соединена с язычком, который может скользить по желобку. Язычок находится в желобке, а часть язычка выступает из желобка. Когда язычок прижат к концу желобка, соединительная опора располагается на обратной стороне абразивной ленты. В корпус телескопического цилиндра из источника воздуха подается воздух. Под действием давления воздуха телескопический поршень в корпусе цилиндра выталкивается наружу. Язычок, соединенный со стороной телескопического поршня, переместится по желобку на стороне корпуса цилиндра. Когда язычок переместится и прижмется к концу желобка, соединительная опора будет точно расположена на внутренней стороне абразивной ленты. Тем самым обеспечивается, точное выталкивание соединительной опоры в назначенное положение, и вместе с тем достигается эффект ограничения положения, предотвращающий выпадение телескопического поршня из корпуса цилиндра.
В ленточно-полировальном станке для чистовой обработки на стороне рамы, напротив соединительной опоры, закреплен корпус. Приводной механизм имеет электродвигатель для придания вращения, прикрепленный на конце корпуса. На стороне рамы предусмотрено сквозное отверстие, соответствующее соединительной опоре. Установочная втулка, имеющая внутреннюю полость, имеет резьбу со сквозным отверстием. Установочная втулка находится внутри корпуса, а выходной вал электродвигателя для придания вращения соединен с одним концом установочной втулки. Внутри установочной втулки предусмотрен поворотный электродвигатель. Выходной вал поворотного электродвигателя выступает из другого конца установочной втулки и соединен с соединительной опорой. Выходной вал электродвигателя для приведения во вращение управляется таким образом, чтобы поворачиваться вперед. Поскольку выходной вал электродвигателя для приведения во вращение соединен с установочной втулкой, а установочная втулка имеет сквозное отверстие с резьбой, вращение вперед выходного вала электродвигателя для приведения во вращение приведет к тому, что установочная втулка выступит наружу по резьбовой части изнутри корпуса и приведет соединительную опору в положение на внутренней стороне абразивной ленты. После этого выходной вал поворотного электродвигателя управляется таким образом, чтобы привести соединительную опору во вращение, для прижатия опорного отделочного колеса на соединительной опоре к внутренней стороне абразивной ленты. Если соединительную опору использовать не требуется, или соединительная опора препятствует деформации манипулятора, установочная втулка может быть просто отведена в корпус путем управления выходным валом электродвигателя для приведения во вращение таким образом, чтобы он поворачивался в направлении против часовой стрелки.
В ленточно-полировальном станке для чистовой обработки на стороне рамы, напротив соединительной опоры, закреплен корпус. Приводной механизм имеет электродвигатель для приведения во вращение, прикрепленный на конце корпуса. На стороне рамы предусмотрено сквозное отверстие, соответствующее соединительной опоре. Установочная втулка, имеющая внутреннюю полость, имеет сквозное отверстие с резьбой. Конец выходного вала электродвигателя для приведения во вращение жестко соединен с первым зубчатым колесом передачи. Установочная втулка находится в корпусе, и на одном конце установочной втулки закреплен зубчатый венец с внутренним зацеплением. Кроме того, между первым зубчатым колесом передачи и зубчатым венцом с внутренним зацеплением предусмотрены несколько вторых зубчатых колес передачи. В установочной втулке предусмотрен поворотный электродвигатель. Выходной вал поворотного электродвигателя выступает из другого конца установочной втулки и соединен с соединительной опорой.
В соответствии со вторым аспектом соединительной опоры в ленточно-полировальном станке для чистовой обработки соединительная опора имеет форму круглого диска, и на соединительной опоре расположены установочные детали Z-образной формы. Нижние части установочных деталей жестко закреплены на соединительной опоре, а с верхними частями установочных деталей соединены опорные отделочные колеса. Установочные детали Z-образной формы могут увеличить расстояние от соединительной опоры до обратной стороны абразивной ленты и уменьшить занимаемое пространство и сократить расстояние, на которое перемещается соединительная опора в аксиальном направлении, что обеспечивает надежность конструкции.
В ленточно-полировальном станке для чистовой обработки через нижнюю часть установочной детали открыты установочные канавки удлиненной формы. На краю соединительной опоры предусмотрены несколько опорных стоек, расположенных в радиальном направлении соединительной опоры и выполненных как одно целое с соединительной опорой. На опорной стойке и соединительной опоре, соответственно, предусмотрены несколько линейно расположенных установочных отверстий. Установочные детали соединены с опорными стойками посредством крепежных деталей, которые могут проходить через установочные канавки и входить в установочные отверстия.
Благодаря использованию установочных канавок в нижней части установочной детали и установочных отверстий, линейно расположенных на опорной стойке, положение установочной детали в направлении опорной стойки может регулироваться. При этом если после длительной работы отделочного колеса, установленного на установочной детали, обод отделочного колеса износится в небольшой степени, установочную деталь можно передвинуть для компенсации износа.
В нижней части установочной детали расположена выпуклая направляющая полоска, а на опорной стойке соединительной опоры соответственно открыта направляющая канавка. Направляющая полоска и направляющая канавка предусмотрены для удобного и быстрого соединения установочной детали с опорной стойкой.
По сравнению с известными техническими решениями, при использовании механизма изменения отделочных колес предлагаемого ленточно-полировального станка для чистовой обработки криволинейная поверхность разной кривизны на обрабатываемом изделии может полироваться с высоким качеством. Механизм изменения отделочных колес имеет широкую область применения, отличается удобством в работе и обладает высокой эксплуатационной эффективностью. При этом в ленточно-полировальном станке для чистовой обработки используется приводной механизм для достижения перемещения соединительной опоры на отделочном колесе относительно оси. Соединительная опора удалена от внутренней стороны абразивной ленты, когда не используется, что значительно экономит пространство рамы на внутренней стороне абразивной ленты при полировке и обеспечивает отсутствие помех манипулятору, когда он находится рядом с рамой с обратной стороны абразивной ленты. Кроме того, работа манипулятора может переключаться рядом с рамой абразивной ленты, что обеспечивает надежность полировки и однородность точности полировки в любом месте на поверхности обрабатываемого изделия. В ленточно-полировальном станке для чистовой обработки первый соединительный шток и второй соединительный шток шарнирно соединены, соответственно, с верхней и нижней частями на одной стороне. Пространство на этой стороне рамы не будет заниматься независимо от того, должны ли использоваться первый соединительный шток и второй соединительный шток. Пространство рамы с внутренней стороны абразивной ленты экономится, но при этом может полироваться криволинейная поверхность обрабатываемого изделия, что обеспечивает повышенную функциональность.
Дополнительная сфера применимости настоящего изобретения станет очевидной из приведенного далее подробного описания. Следует, однако, понимать, что подробное описание и конкретные примеры, хотя и указывающие предпочтительные варианты осуществления изобретения, приведены лишь для иллюстрации, поскольку из этого подробного описания специалистам станут очевидными различные изменения и модификации в пределах сущности и объема изобретения.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
Настоящее изобретение станет более понятным из подробного описания, приведенного в настоящем документе исключительно в иллюстративных целях, и, таким образом, не ограничивающего объем настоящего изобретения, и при этом:
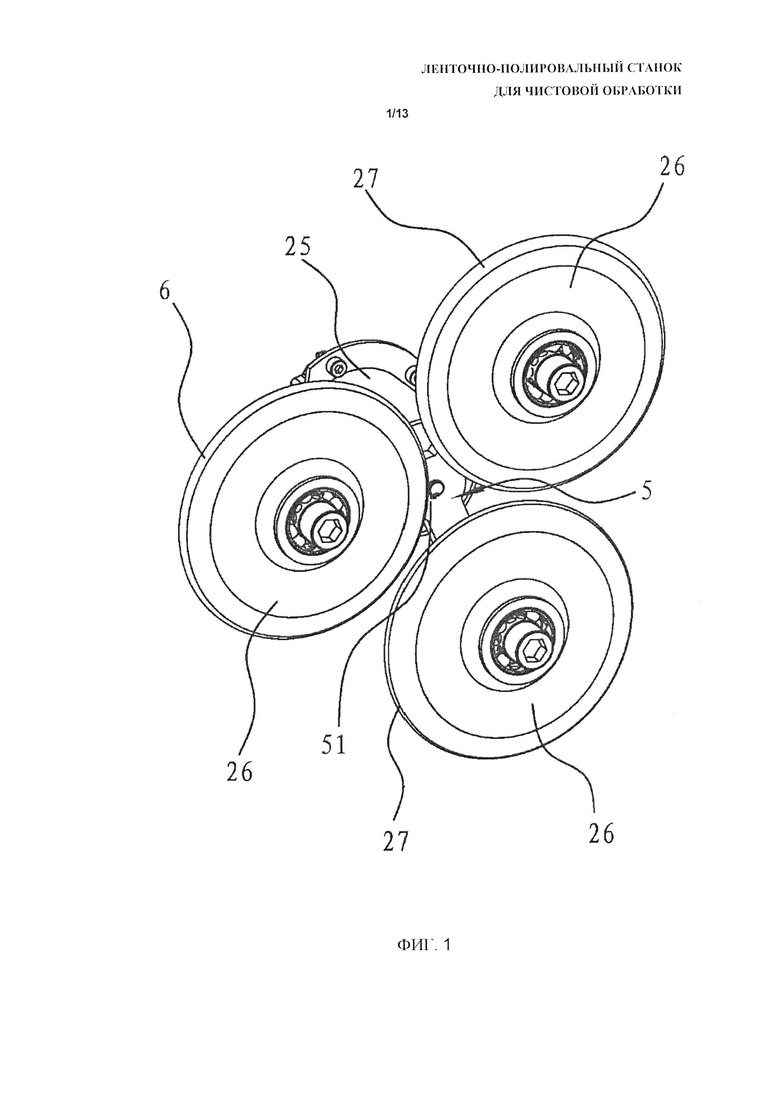
ФИГ. 1 представляет собой схему конструкции механизма изменения отделочных колес предлагаемого ленточно-полировального станка для чистовой обработки;
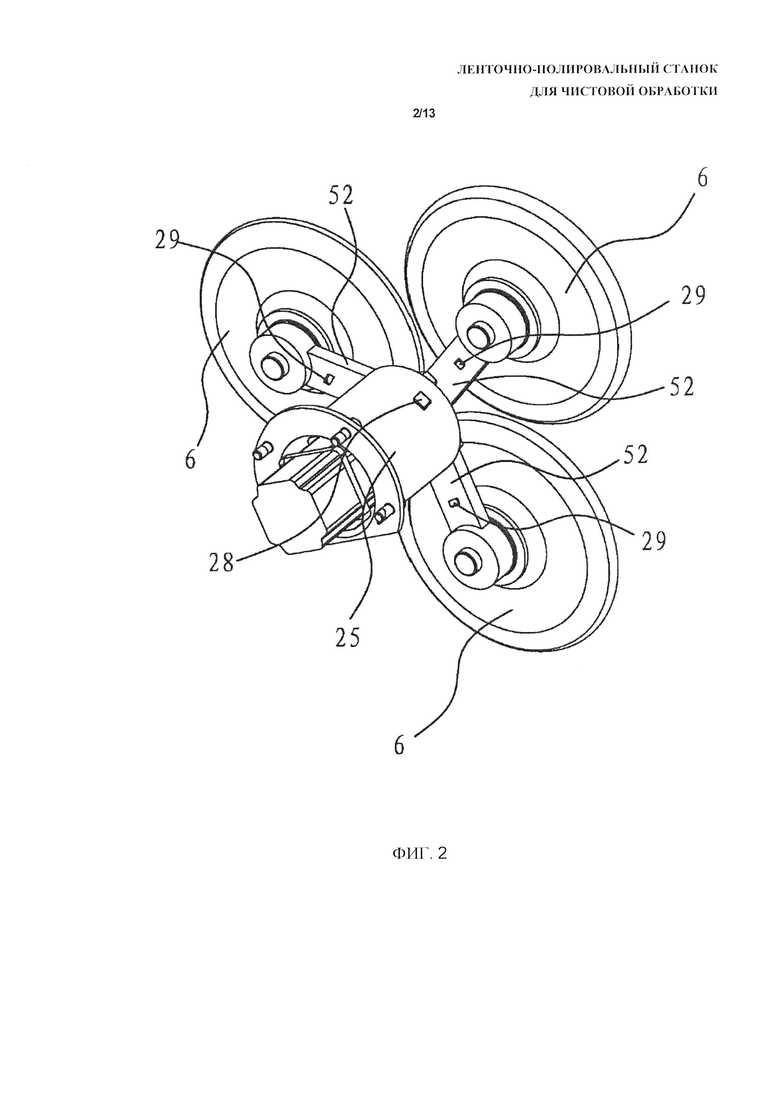
ФИГ. 2 представляет собой схему конструкции механизма изменения отделочных колес предлагаемого ленточно-полировального станка для чистовой обработки под другим углом зрения;
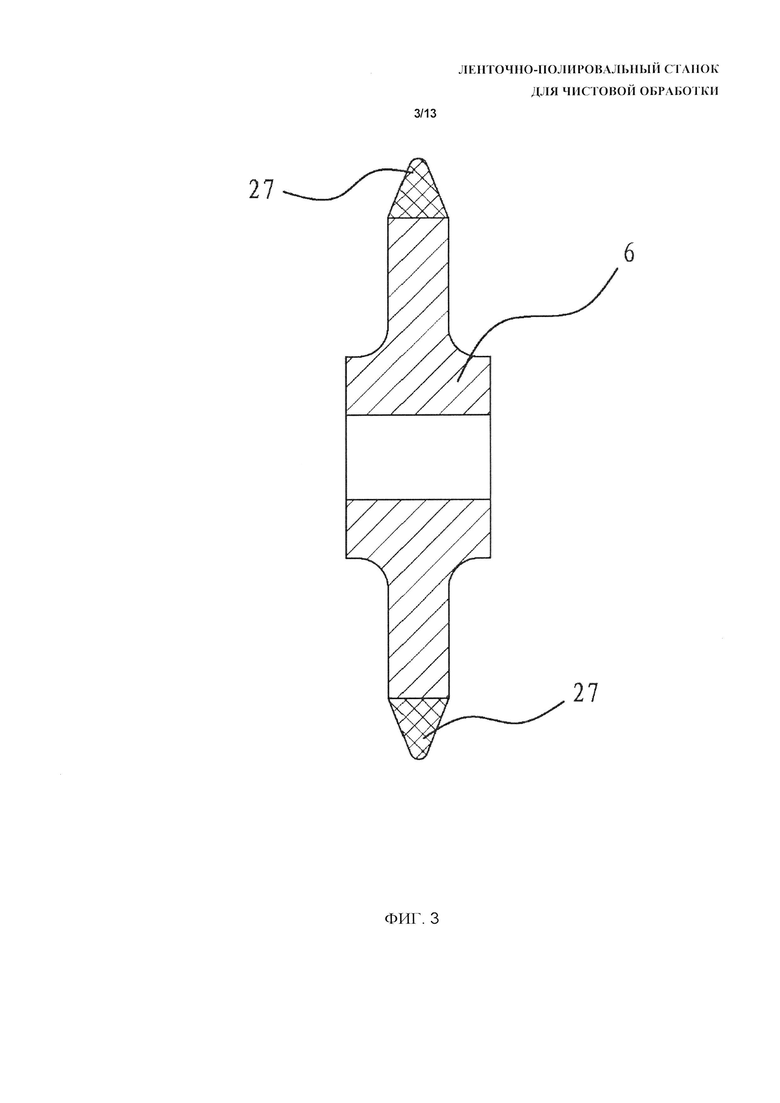
ФИГ. 3 представляет собой вид в разрезе отделочного колеса в механизме изменения отделочных колес предлагаемого ленточно-полировального станка для чистовой обработки;
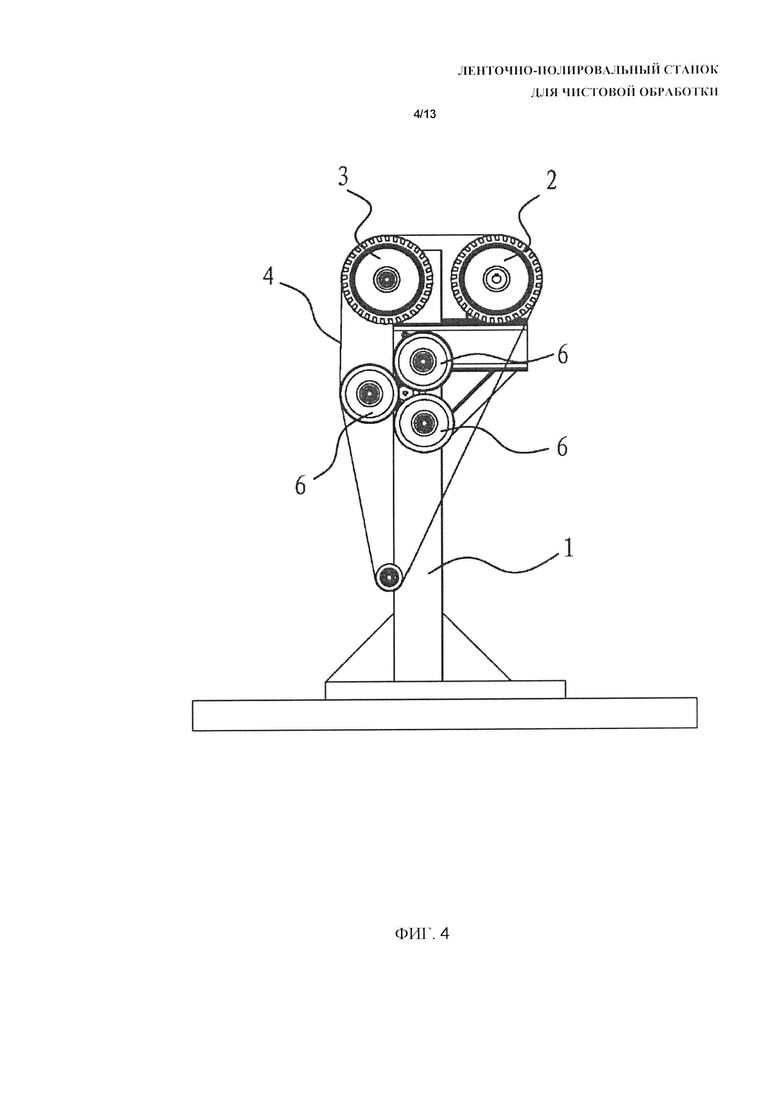
ФИГ. 4 представляет собой схему конструкции механизма изменения отделочных колес предлагаемого ленточно-полировального станка для чистовой обработки, установленного на ленточно-полировальном станке для чистовой обработки;
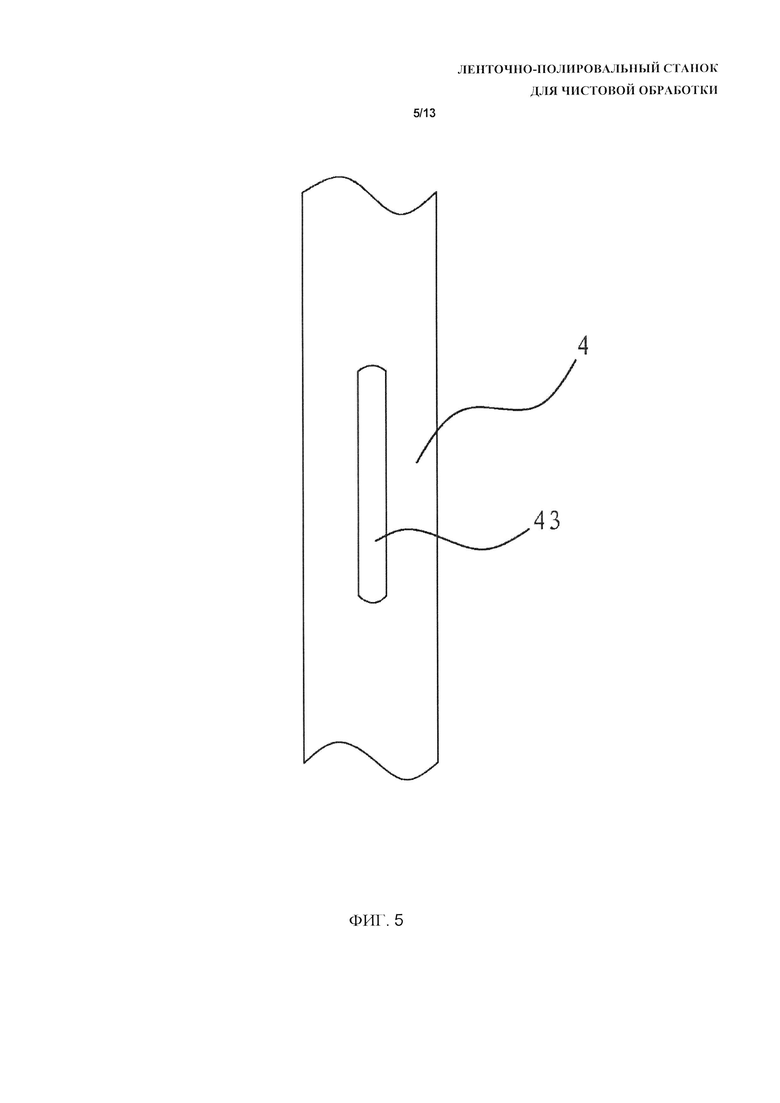
ФИГ. 5 представляет собой схему конструкции передней поверхности абразивной ленты, когда отделочное колесо механизма изменения отделочных колес предлагаемого ленточно-полировального станка для чистовой обработки прижато к обратной стороне абразивной ленты;
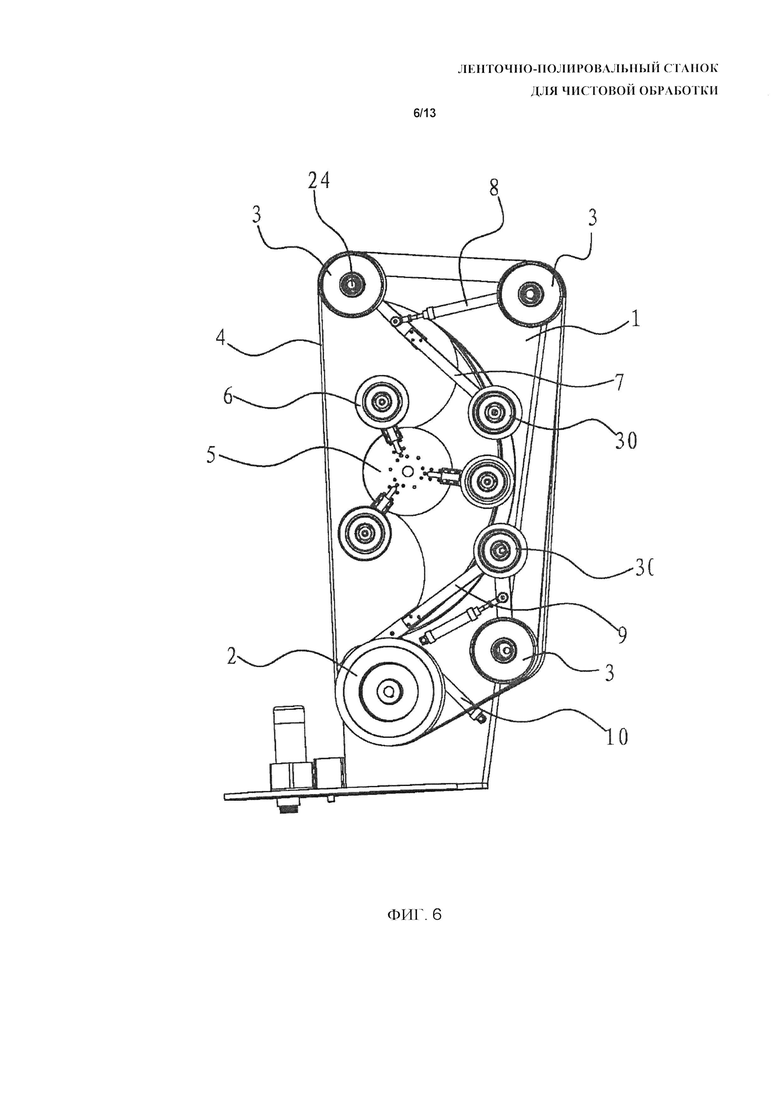
ФИГ. 6 представляет собой схему, показывающую соединительную опору, первый соединительный шток и второй соединительный шток, все в отведенном состоянии в ленточно-полировальном станке;
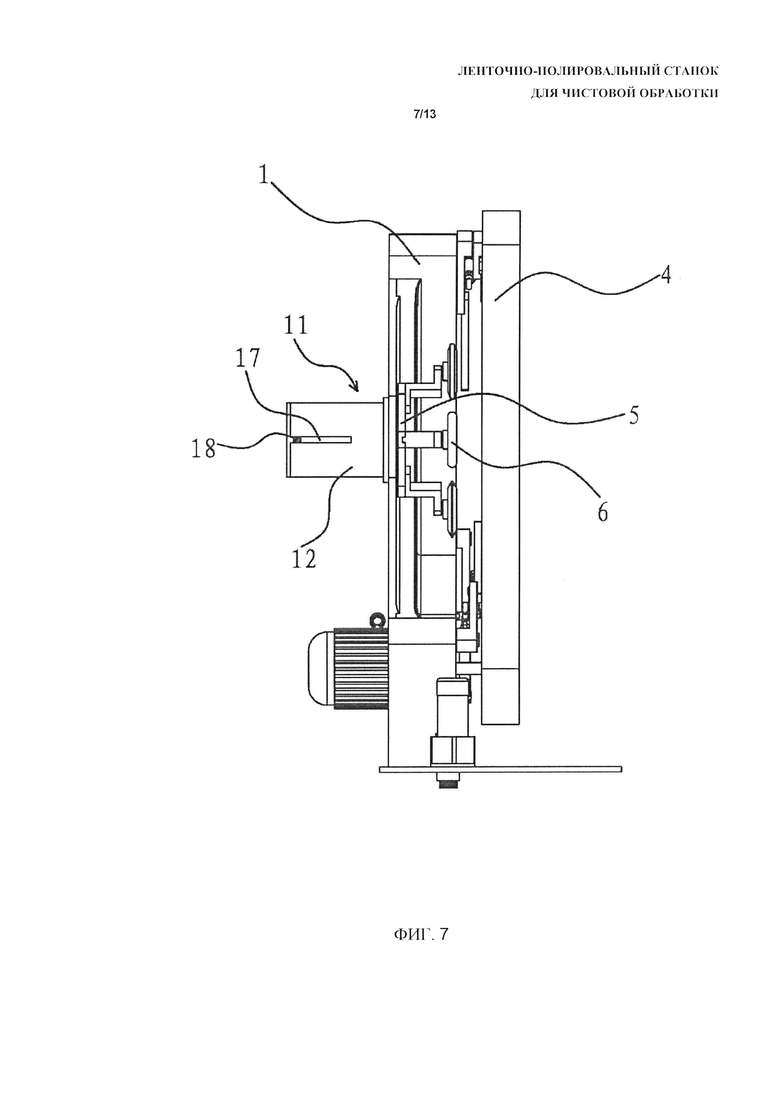
ФИГ. 7 представляет собой вид сбоку согласно фиг. 6;
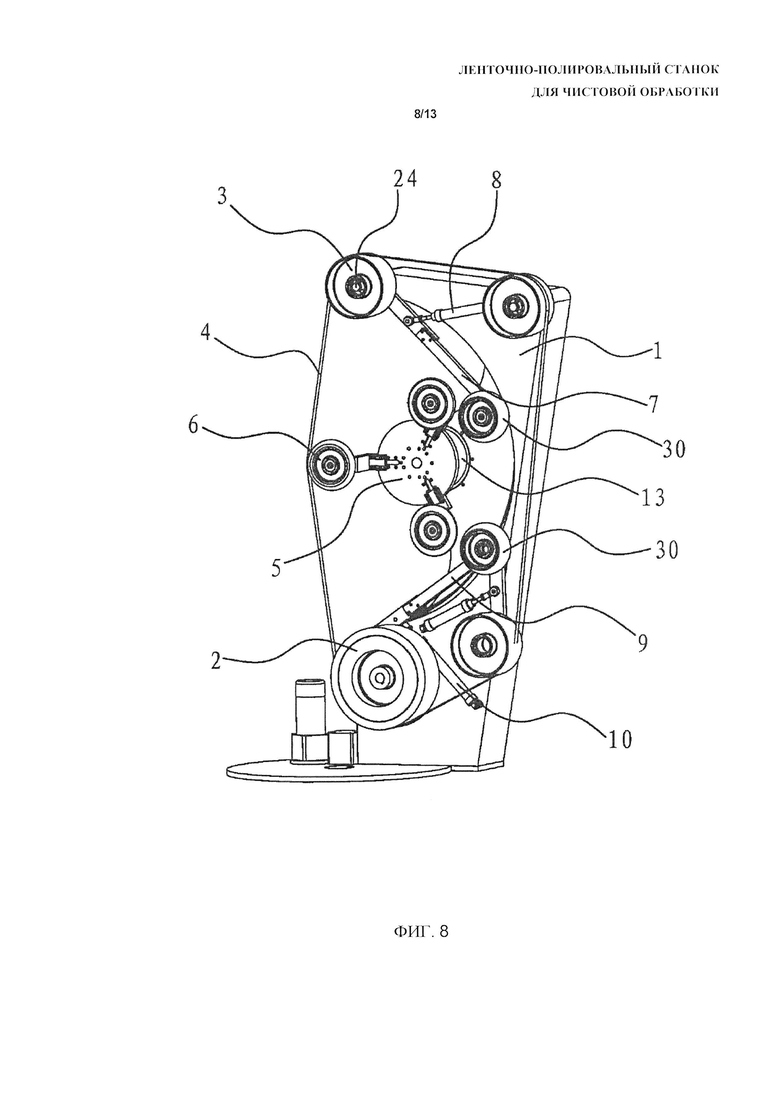
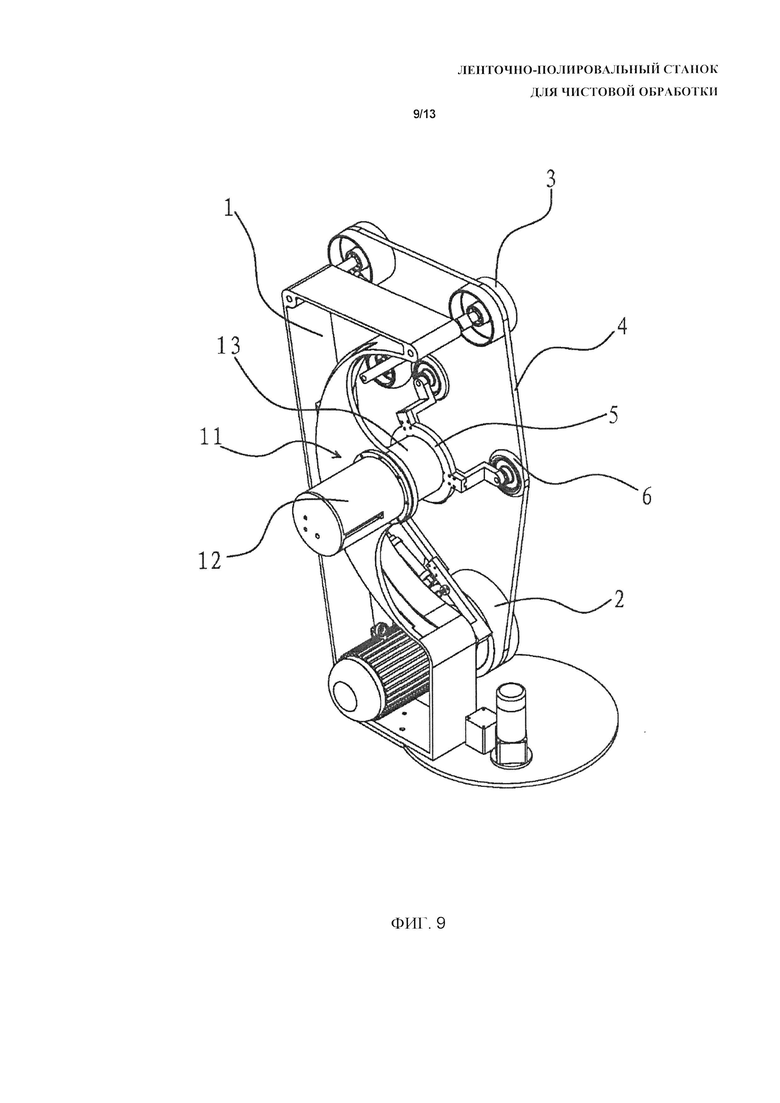
ФИГ. 8 представляет собой схему конструкции, показывающую отделочное колесо на соединительной опоре, прижатое к обратной стороне абразивной ленты в ленточно-полировальном станке;
ФИГ. 9 представляет собой вид сзади согласно фиг. 8;
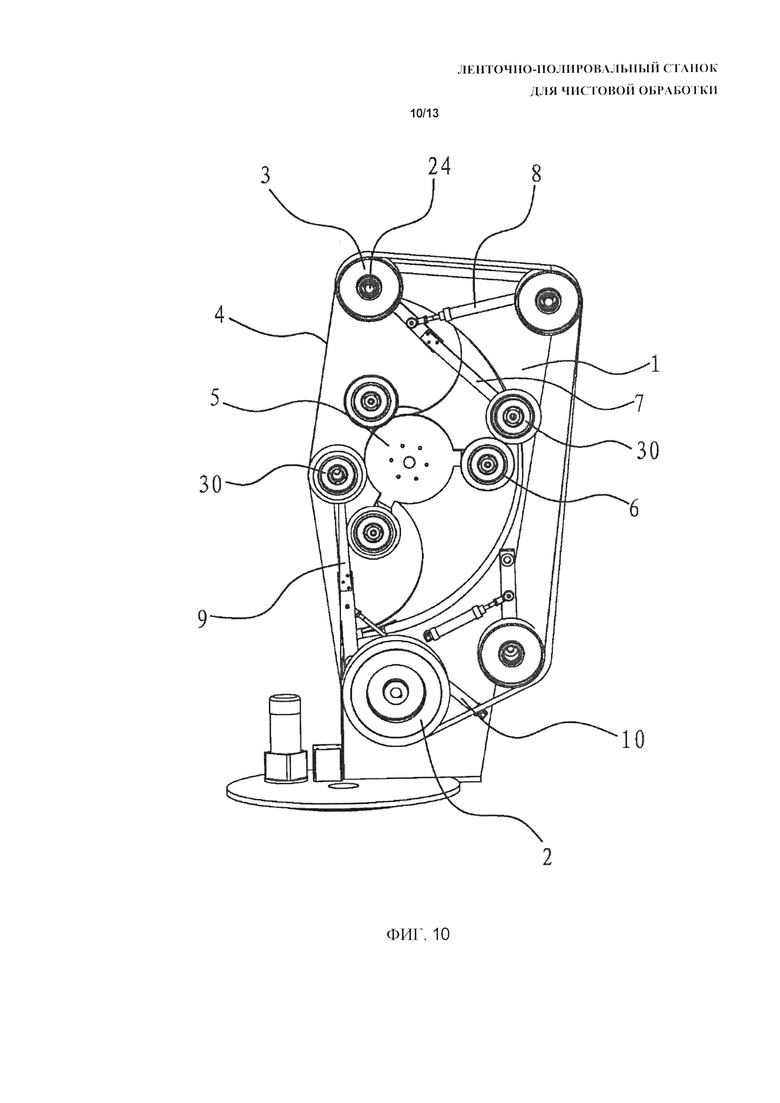
ФИГ. 10 представляет собой схему, показывающую отделочное колесо на первом соединительном штоке, прижатое к обратной стороне абразивной ленты в ленточно-полировальном станке;
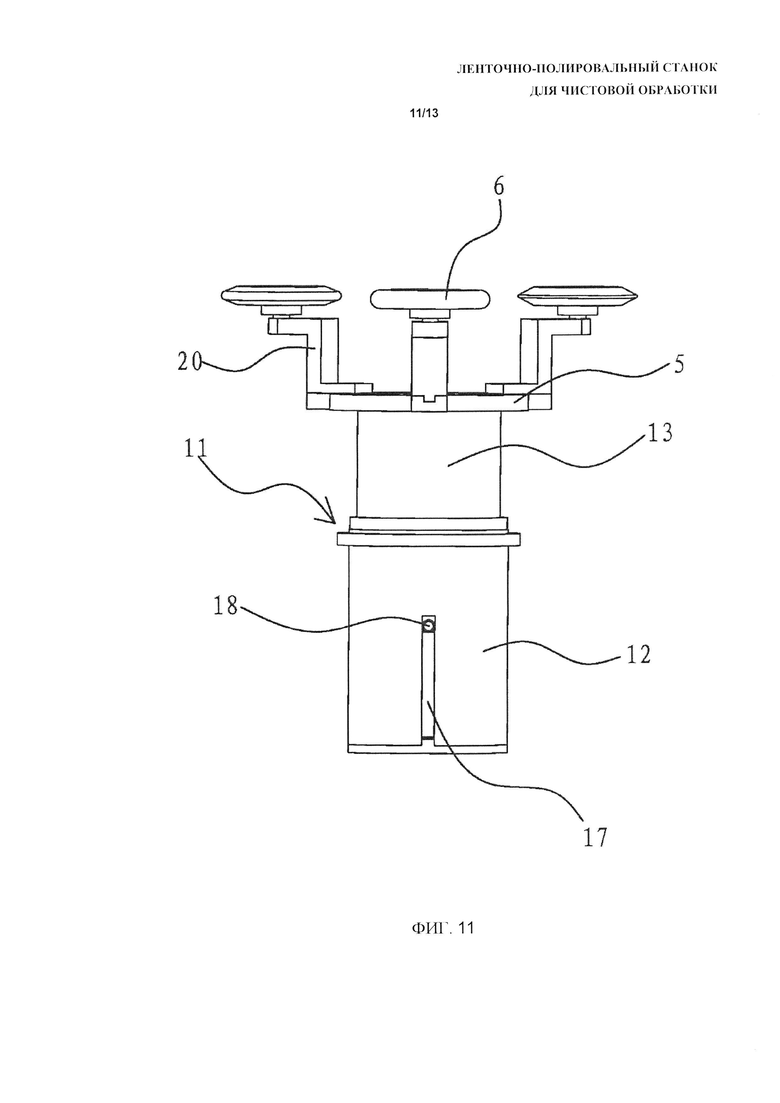
ФИГ. 11 представляет собой схему, показывающую соединение соединительной опоры с телескопическим цилиндром в ленточно-полировальном станке;
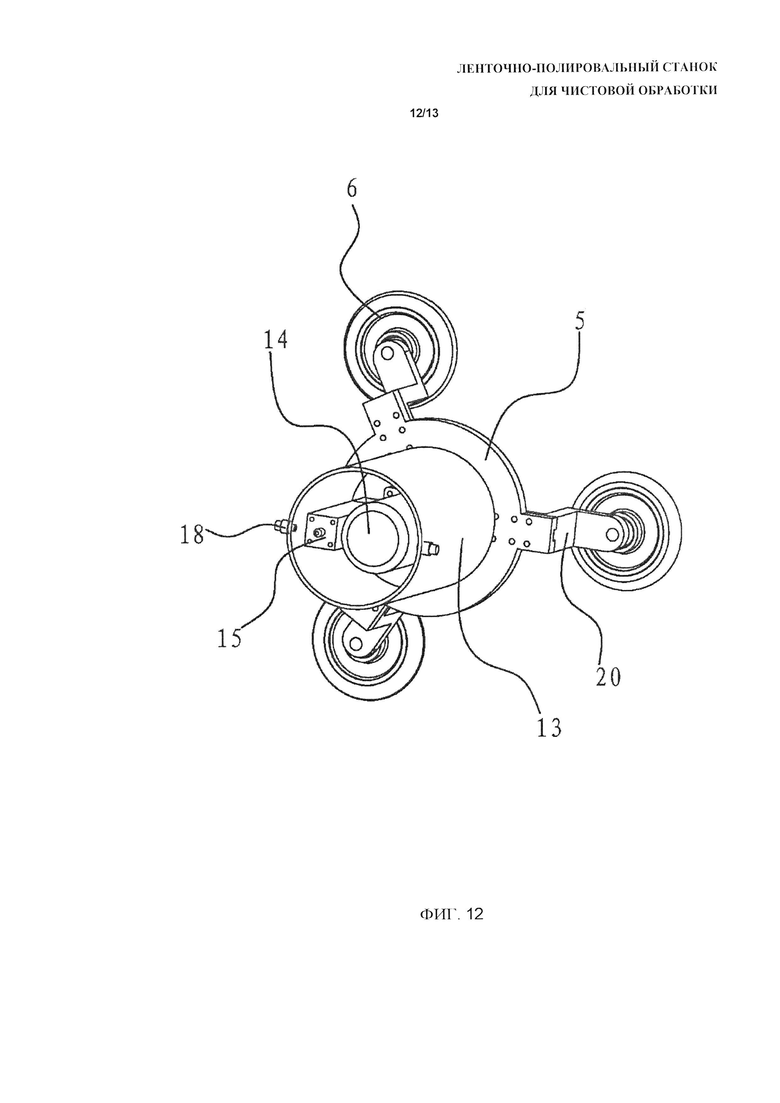
ФИГ. 12 представляет собой вид сзади, показывающий соединение соединительной опоры с телескопическим поршнем в ленточно-полировальном станке; и
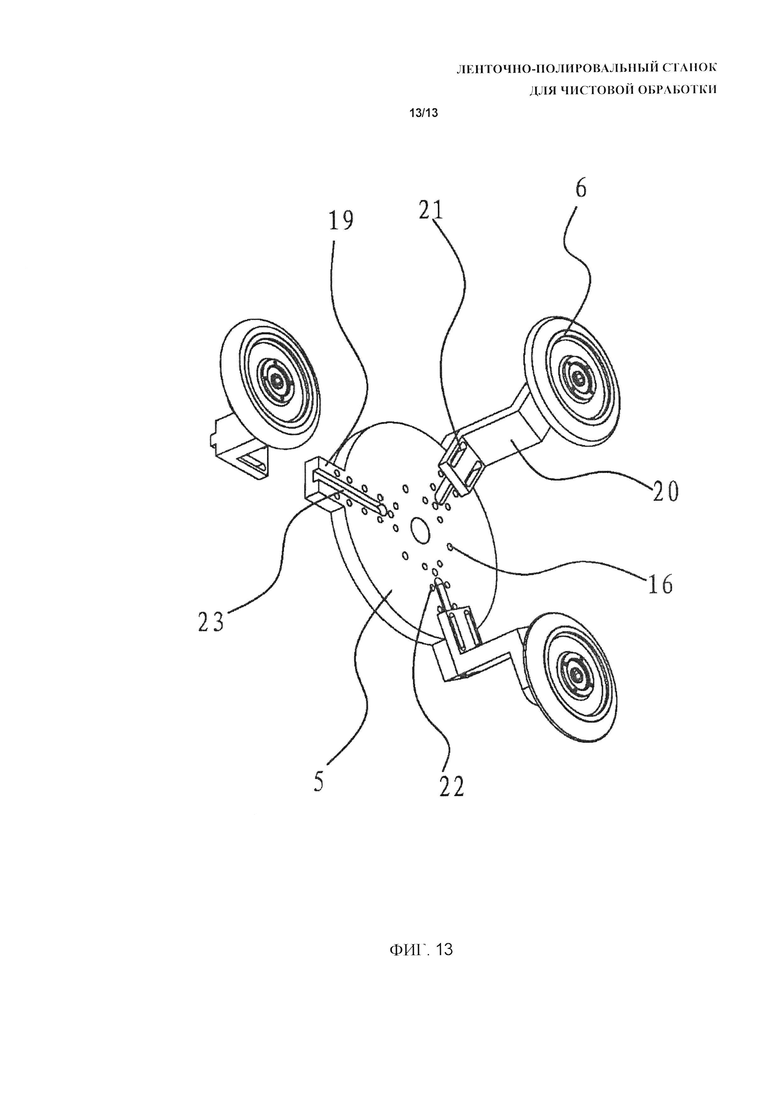
ФИГ. 13 представляет собой схему конструкции соединительной опоры в ленточно-полировальном станке.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Ниже приводится описание вариантов осуществления изобретения, и технические решения будут дополнительно проиллюстрированы с помощью прилагаемых фигур. Однако настоящее изобретение не ограничивается этими вариантами осуществления.
Первый вариант осуществления
Как показано на фиг. 1, 2 и 4, предлагаемый ленточно-полировальный станок для чистовой обработки имеет раму 1, приводное колесо 2 и ведомое колесо 3, предусмотренные на раме 1, и абразивную ленту 4, надетую на приводное колесо 2 и ведомое колесо 3. Механизм изменения отделочных колес на раме 1 включает электродвигатель 25, соединительную опору 5, жестко соединенную с выходным валом электродвигателя 25 в центральной части, и три опорных отделочных колеса 6, присоединенных вокруг соединительной опоры 5. Число опорных отделочных колес 6 может быть 2, 4, 5 или более, по мере необходимости. Соединительная опора 5 содержит кольцевую соединительную часть 51 и стержнеобразные опорные части 52 в таком же числе, что и число опорных отделочных колес 6. Соединительная часть 51 охватывает снаружи выходной вал электродвигателя 25 и жестко соединена с ним. Внутренние концы опорных частей 52 выполнены как одно целое с наружной стороной соединительной части 51, а их наружные концы соответственно соединены с опорными отделочными колесами 6. Предусмотрены три опорные части 52. Опорные части 52 расходятся наружу в радиальном направлении выходного вала электродвигателя 25. Три опорные части 52 равномерно распределены вокруг выходного вала электродвигателя 25, причем между каждыми двумя опорными частями 52 образован угол 120 градусов. Предусмотрены три опорных отделочных колеса 6, и ось опорного отделочного колеса 6 проходит в том же направлении, что и ось выходного вала электродвигателя 25. Опорное отделочное колесо 6 прикреплено к наружному концу опорной части 52 посредством винта, проходящего через ось. Три опорных отделочных колеса 6 распределены на той же окружности с центром на выходном валу электродвигателя 25.
Как показано на фиг. 3, опорное отделочное колесо 6 имеет колесообразный корпус 26 и кольцевое отделочное покрытие 27, надетое снаружи корпуса 26. Внутренняя сторона отделочного покрытия 27 жестко соединена с наружной стороной корпуса 26. На наружной стороне отделочного покрытия 27 предусмотрена отделочная криволинейная поверхность в контакте с обратной стороной абразивной ленты 4 полировального станка для чистовой обработки. Кривизна отделочных криволинейных поверхностей на указанных трех отделочных покрытиях 27 от колеса к колесу постепенно увеличивается. В этом варианте осуществления отделочное покрытие 27 изготовлено из резиновых материалов и жестко соединено с корпусом 26 литьем. Три опорные части 52 имеют одинаковую длину. Три опорных отделочных колеса 6 имеют одинаковый диаметр, и все осевые центры трех опорных отделочных колес 6 расположены на одной окружности с центром на выходном валу электродвигателя 25.
Кроме того, механизм изменения отделочных колес ленточно-полировального станка для чистовой обработки содержит контроллер и модуль обнаружения, подключенный к контроллеру. Модуль обнаружения соответственно расположен в электродвигателе 25 и соединительной опоре 5 и может обнаруживать, что в контроллер послан сигнал остановки, когда опорные отделочные колеса 6 вместе с соединительной опорой 5 поворачиваются к обратной стороне абразивной ленты 4 относительно выходного вала электродвигателя 25. После получения сигнала остановки контроллер может скомандовать электродвигателю 25 остановить работу и оставаться в этом положении.
В этом варианте осуществления модуль обнаружения содержит неконтактный переключатель 28 и три сенсорных блока 29, расположенные снаружи электродвигателя 25. Одна сторона неконтактного переключателя 28, предназначенная для обнаружения соседних объектов, обращена к обратной стороне абразивной ленты 4. Каждый из трех сенсорных блоков 29 жестко соединен с опорной частью 52 и расположен с одной стороны электродвигателя 25 соответственно, и сенсорные блоки 29 могут перемещаться в положение напротив неконтактного переключателя 28, когда поворачиваются к обратной стороне абразивной ленты 4 вместе с опорными отделочными колесами 6. Электродвигатель 25 может быть тормозным электродвигателем 25, в котором «тормозной» обычно означает электромагнитное механическое тормозное устройство на заднем конце следящего электродвигателя 25, которое установлено на заднем конце электродвигателя 25. Электродвигатель 25 заторможен, и главный вал электродвигателя 25 заперт в требуемом положении тормозным листом, действующим на главный вал электродвигателя 25 при работе.
Как показано на фиг. 4, когда механизм изменения отделочных колес предлагаемого ленточно-полировального станка для чистовой обработки используется, механизм изменения отделочных колес установлен на обратной стороне абразивной ленты 4 в полировальном станке для чистовой обработки для управления приводным устройством полировального станка для чистовой обработки с целью приведения абразивной ленты 4 в движение, при которой может отделываться лишь обычная поверхность обрабатываемого изделия. В отношении подлежащих отделке специальных криволинейных поверхностей, оператор может выбирать соответствующие опорные отделочные колеса 6, исходя из кривизны подлежащей полировке поверхности обрабатываемого изделия. Работа электродвигателя 25 может управляться таким образом, чтобы приводить соединительную опору 5 и опорные отделочные колеса 6 вокруг соединительной опоры 5 для поворота к абразивной ленте 4 вокруг выходного вала электродвигателя 25.
Когда опорное отделочное колесо 6 поворачивается к обратной стороне абразивной ленты 4, сенсорный блок 29, присоединенный к опорной части 52, соответственно соединенной с опорным отделочным колесом 6, перемещается в положение напротив неконтактного переключателя 28. Когда неконтактный переключатель 28 обнаруживает, что объект рядом, в контроллер посылается сигнал остановки. Контроллер командует тормозному электродвигателю 25 остановить работу и запирает главный вал. При этом (см. фиг. 5) наружная сторона опорного отделочного колеса 6, прижатая к абразивной ленте 4, находится на расстоянии от первоначального положения абразивной ленты 5. Абразивная лента 4 плотно прижата на отделочном покрытии 27 на наружной стороне опорного отделочного колеса 6, и на передней поверхности абразивной ленты 4 образуется форма 43, идентичная отделанной криволинейной поверхности снаружи отделочного покрытия 27. Таким образом, поверхность обрабатываемого изделия может проходить чистовую обработку абразивной лентой 5 в движении. Опорное отделочное колесо 6 самостоятельно вращается, когда абразивная лента 4 находится в движении, и при этом для уменьшения истирания между отделочным покрытием 27 и обратной стороной абразивной ленты 4 создается трение качения.
После того как чистовая обработка завершена, если требуются опорные отделочные колеса 6 с другой кривизной, контроллер нова скомандовать электродвигателю 25 отпустить тормоз и запуститься. Электродвигатель 25 может поворачиваться на 120 или 240 градусов, чтобы повернуть соответствующее опорное отделочное колесо 6 к обратной стороне абразивной ленты 4. Принцип работы является таким же, как описанный выше. Если использовать все три опорных отделочных колеса 6 больше не требуется, контроллер может скомандовать электродвигателю 25 повернуть соединительную часть 51 на 60 градусов. При этом два соседних опорных отделочных колеса 6 оба находятся близко к обратной стороне абразивной ленты 4, но не касаются ее, и абразивная лента может находиться в нормальной работе. Управление контроллера может задаваться, как требуется. Соответствующие управляющие команды могут предусматриваться в контроллер путем добавления рабочих кнопок, или же может выполняться автоматическое управление программой, реализованной программно, заранее введенной в контроллер.
Второй вариант осуществления
Второй вариант осуществления, по существу, идентичен первому варианту осуществления, за исключением расположения модуля обнаружения и соединительной опоры. Модуль обнаружения включает инфракрасные приемники, жестко соединенные с наружной стороной электродвигателя 25, и инфракрасные излучатели в таком же количестве, что и количество опорных отделочных колес 6. Инфракрасные излучатели соответствуют трем опорным частям 52 соответственно и перемещаются в положения, соответствующие инфракрасным приемникам, когда вместе с соединительной опорой 5 поворачиваются к обратной стороне абразивной ленты 4. В данном случае, чтобы пренебречь временем отклика для управления, положение обнаружения может быть перенесено вперед на некоторое расстояние, и это конкретное расстояние определяться, как требуется. Альтернативно, для точного управления операцией позиционирования может использоваться следящий электродвигатель или шаговый электродвигатель. Для управления точным позиционированием опорных отделочных колес 6 контроллером может точно задаваться угол поворота. Позиционирование соединительной опоры 5 может достигаться путем использования клапана с электромагнитным управлением и нескольких сквозных отверстий на соединительной опоре 5. Обмотки клапана с электромагнитным управлением подсоединены к контуру подачи питания электродвигателя 25. Когда указанные опорные отделочные колеса 6 поворачиваются к обратной стороне абразивной ленты, контур подачи питания прекращает подавать питание на электродвигатель и начинает подавать питание клапану с электромагнитным управлением, чтобы выдвинуть наружный конец штока клапана с электромагнитным управлением в одно из нескольких сквозных отверстий.
Третий вариант осуществления
Как показано на фиг. 6, 8 и 10, ленточно-полировальный станок для чистовой обработки представляет собой усовершенствование станка для числовой обработки в соответствии с первым вариантом осуществления. Ленточно-полировальный станок для чистовой обработки имеет раму 1 и приводное колесо 2 и ведомые колеса 3, предусмотренные на раме 1, и абразивную ленту 4, надетую на приводное колесо 2 и ведомые колеса 3. Кроме того, на раме 1 дополнительно предусмотрен приводной механизм, соединенный с механизмом изменения отделочных колес в соответствии с первым вариантом осуществления. Соединительная опора 5 в механизме изменения отделочных колес может перемещаться между первым положением и вторым положением по оси опорных отделочных колес 6. В первом положении приводной механизм приводит соединительную опору 5 в движение для отсоединения опорных отделочных колес 6 от абразивной ленты и помещения опорных отделочных колес вне зоны, окруженной абразивной лентой. Во втором положении приводной механизм приводит соединительную опору в движение в зону, окруженную абразивной лентой, и помещает опорные отделочные колеса 6 прямо напротив обратной стороны абразивной ленты, и опорные отделочные колеса 6 могут быть в контакте с абразивной лентой, приводимой механизмом изменения отделочных колес. Кроме того, в зоне, окруженной абразивной лентой, предусмотрены отделочные колеса 30 на соединительных штоках, перемещающиеся между положением полирования и отведенным положением. В положении полирования соединительная опора перемещается в первое положение для отсоединения опорных отделочных колес 6 от абразивной ленты и помещения опорных отделочных колес 6 вне зоны, окруженной абразивной лентой. Отделочные колеса на соединительных штоках перемещаются к обратной стороне абразивной ленты и контактируют с абразивной лентой. В отведенном положении отделочные колеса на соединительных штоках отсоединяются от обратной стороны абразивной ленты, чтобы вернуться в зону, окруженную абразивной лентой. Отделочные колеса на соединительных штоках расположены соответственно выше и ниже соединительной опоры. Положение отделочных колес на соединительных штоках в контакте с абразивной лентой после перемещения идентично положению опорных отделочных колес 6 в контакте с абразивной лентой после перемещения соединительной опоры.
В частности, в центральной части на одной стороне рамы 1 предусмотрена соединительная опора 5. Несколько опорных отделочных колес 6, равномерно распределенных с использованием центра вращения соединительной опоры 5 как центра окружности, соединены с наружной стороной соединительной опоры 5. Обод каждого из опорных отделочных колес 6 имеет криволинейную поверхность разной кривизны. Верхняя часть этой стороны рамы 1, на которой предусмотрена соединительная опора 5, имеет установочную стойку 24, близкую к обратной стороне абразивной ленты 4. С установочной стойкой 24 соединено ведомое колесо 3, и с установочной стойкой 24 соединен первый соединительный шток 7. Первый соединительный шток 7 соединен между ведомым колесом 3 и стороной рамы 1. Конец первого соединительного штока 7 соединен с отделочным колесом 30 на соединительном штоке. В верхней части рамы 1 предусмотрен первый приводной цилиндр 8. Конец поршневого штока первого приводного цилиндра 8 шарнирно соединен с первым соединительным штоком 7.
В нижней части рамы 1, имеющей соединительную опору 5, близкую к обратной стороне абразивной ленты 4, расположено приводное колесо 2. Рядом с приводным колесом 2 с рамой 1 шарнирно соединен второй соединительный шток 9. Конец второго соединительного штока 9 соединен с отделочным колесом 30 на соединительном штоке. В нижней части на указанной стороне рамы 1 предусмотрен второй приводной цилиндр 10. Конец поршневого штока второго приводного цилиндра 10 шарнирно соединен со вторым соединительным штоком 9. Отделочное колесо 30 на первом соединительном штоке 7 имеет кривизну, отличную от кривизны криволинейной поверхности обода отделочного колеса на втором соединительном штоке 9.
Как показано на фиг. 13, соединительная опора 5 имеет форму круглого диска. На ободе соединительной опоры 5 предусмотрены несколько опорных стоек 19, расходящихся наружу с использованием центра вращения соединительной опоры 5 как центр окружности. Опорная стойка 19 соединена с установочной деталью 20 Z-образной формы. В нижней части установочной детали 20 расположена выпуклая направляющая полоска. На опорной стойке 19 соединительной опоры 5 соответственно открыта направляющая канавка 23. Направляющая полоска может проскальзывать в направляющую канавку 23. В нижней части установочной детали 20 открыты установочные канавки 21 удлиненной формы. На опорной стойке 19 соответственно предусмотрены несколько линейно расположенных установочных отверстий 22. Установочная деталь 20 прикреплена к опорной стойке 19 с помощью болтов, проходящих через установочные канавки 21 и входящих в установочные отверстия 22. Положение установочной детали 20 в направлении прохождения опорной стойки 19 может регулироваться с помощью установочных канавок 21.
Как показано на фиг. 1-7, на раме 1 дополнительно предусмотрен приводной механизм. Приводной механизм имеет телескопический цилиндр 11 на другой стороне рамы 1 напротив соединительной опоры 5. Корпус 12 телескопического цилиндра 11 прикреплен на раме 1. В корпусе 12 телескопического цилиндра 11 предусмотрен телескопический поршень 13. Телескопический поршень 13 проходит через сторону рамы 1 и соединен с соединительной опорой 5. Соединительная опора 5 может перемещаться по оси опорного отделочного колеса 6 к внутренней стороне абразивной ленты 4, приводимой приводным механизмом, и при этом обод опорного отделочного колеса 6 на ней находится противоположно внутренней стороне абразивной ленты 4.
Как показано на фиг. 6 и 7, корпус 12 телескопического цилиндра 11 и телескопический поршень 13 оба имеют цилиндрическую форму. Корпус 12 телескопического цилиндра 11 имеет желобок 17, открытый с конца до средины на его стороне. Сторона телескопического поршня 13 соединена с язычком 18. Язычок находится в желобке 17, и часть язычка 18 выступает из желобка 17. Когда язычок 18 прижат к концу желобка 17, соединительная опора 5 перемещается к внутренней стороне абразивной ленты 4 по оси опорных отделочных колес 6 на ней.
Как показано на фиг. 7, телескопический поршень 13 имеет внутреннюю полость. В телескопическом поршне 13 прикреплен поворотный электродвигатель 254. Выходной вал поворотного электродвигателя 254 выступает из внутренней части телескопического поршня 13 и соединен с соединительной опорой 5. Выходной вал поворотного электродвигателя 254 приводит соединительную опору 5 во вращение. Выходной вал поворотного электродвигателя 254 является центром вращения соединительной опоры 5.
Кроме того, в телескопическом поршне 13 прикреплен установочный цилиндр 15. На соединительной опоре 5 на той же окружности с использованием центра вращения как центр окружности равномерно распределены несколько установочных отверстий 16 (фиг. 13). После того как опорные отделочные колеса 6 на соединительной опоре 5 повернутся к внутренней стороне абразивной ленты 4 и прижмутся к ней, поршневой шток установочного цилиндра 15 выступит из внутренней части телескопического поршня 13 и войдет в установочное отверстие 16, соответствующее поршневому штоку установочного цилиндра 15 на указанной соединительной опоре 5.
Как показано на фиг. 1 и 2, абразивная лента 4 надета на приводное колесо 2 и ведомое колесо 3. Приводное колесо 2 вращается для привода абразивной ленты 4 во вращение вместе с ним. Когда криволинейную поверхность на поверхности обрабатываемого изделия полировать не требуется, соединительная опора 5 находится в положении, отстоящем от внутренней стороны абразивной ленты 4, первый соединительный шток 7 и второй соединительный шток 9 находятся в выдвинутом состоянии, и обрабатываемое изделие удерживается манипулятором во взаимодействии с абразивной лентой 4 полировочного станка в контакте с абразивной лентой 4 во вращении.
Как показано на фиг. 3 и 4, когда криволинейную поверхность на поверхности обрабатываемого изделия требуется полировать, телескопический поршень 13 в телескопическом цилиндре 11 выталкивается наружу. Язычок 18 на боковой стороне телескопического поршня 13 скользит по желобку 17 на боковой стороне корпуса цилиндра 12 телескопического цилиндра 11. Когда язычок 18 прижат к концу желобка 17, телескопический поршень 13 выталкивает соединительную опору 5 в положение прямо на внутренней стороне абразивной ленты 4. При этом обод опорного отделочного колеса 6 соединительной опоры 5 находится противоположно внутренней стороне абразивной ленты 4. После этого выбираются опорные отделочные колеса на соединительной опоре 5 в соответствии с кривизной криволинейной поверхности, подлежащей полированию на поверхности обрабатываемого изделия. Поворотный электродвигатель 254 в телескопическом поршне 13 получает команду на поворот. Выходной вал поворотного электродвигателя 254 поворачивает соединительную опору 5. Когда опорное отделочное колесо 6, выбранное на соединительной опоре 5, прижимается к внутренней стороне абразивной ленты 4, поворотный электродвигатель 254 останавливает вращение. Опорное отделочное колесо 6, выбранное на соединительной опоре 5, создает на поверхности абразивной ленты 4 форму, идентичную ободу указанного опорного отделочного колеса 6. Обрабатываемое изделие удерживается манипулятором в контакте с абразивной лентой 4 в этом месте для полировки криволинейной поверхности требуемой кривизны.
Для того чтобы предотвратить самостоятельное проворачивание соединительной опоры 5 в результате ряда факторов, включая столкновение при полировке, после того как опорное отделочное колесо 6, выбранное на соединительной опоре 5, прижимается к внутренней стороне абразивной ленты 4, установочный цилиндр 15 в телескопическом поршне 13 получает команду действовать, и поршневой шток установочного цилиндра 15 выступает наружу и входит в установочное отверстие 16, соответствующее поршневому штоку установочного цилиндра 15 на указанной соединительной опоре 5, и при этом соединительная опора 5 запирается с возможностью поворота. Кроме того, когда на поверхности обрабатываемого изделия требуется полировать криволинейную поверхность другой кривизны, необходимо только, чтобы поршневой шток установочного цилиндра 15 вышел из установочного отверстия 16 на соединительной опоре 5. После этого выбирают опорные отделочные колеса 6 на соединительной опоре 5, и повторяют стадию поворота соединительной опоры 5.
Как показано на фиг. 5, когда манипулятор будет находиться рядом с рамой 1 на внутренней стороне абразивной ленты 4, манипулятор столкнется с соединительной опорой 5 на внутренней стороне абразивной ленты 4. Однако когда криволинейная поверхность на поверхности обрабатываемого изделия полируется, вначале отводится поршневой шток установочного цилиндра 15, затем выходной вал поворотного электродвигателя 25 поворачивается, чтобы отсоединить опорное отделочное колесо 6 на соединительной опоре 5 от внутренней стороны абразивной ленты 4, после чего телескопический поршень 13 втягивает соединительную опору 5 вовнутрь вместе с собой. Соединительная опора перемещается вовнутрь по оси опорного отделочного колеса бив сторону от обратной стороны абразивной ленты 4, для чего рама 1 на обратной стороне абразивной ленты 4 подвешена, и манипулятор не будет затронут. После этого для полировки криволинейной поверхности на поверхности обрабатываемого изделия может быть выбрано отделочное колесо 30 на первом соединительном штоке 7 и втором соединительном штоке 9 в соответствии с кривизной криволинейной поверхности. Например, если выбрано отделочное колесо 30 на первом соединительном штоке 7, второй соединительный шток 9 по-прежнему находится в отведенном состоянии. Поршневой шток первого приводного цилиндра 8 выталкивается наружу, и первый соединительный шток 7 под действием толкающей силы поворачивается наружу относительно установочной стойки 24, пока отделочное колесо 30 на соединительном штоке 30 на конце первого соединительного штока 7 не прижмется к обратной стороне абразивной ленты 4, чтобы криволинейная поверхность на обрабатываемом изделии снова могла полироваться. Поскольку и первый соединительный шток 7 и первый приводной цилиндр 8 расположены в верхней части одной стороны рамы 1, даже если первый соединительный шток 7 поворачивается наружу, пока отделочное колесо 30 на нем не прижмется к обратной стороне абразивной ленты 4, рама 1 на обратной стороне абразивной ленты 4 подвешена. Поэтому обрабатываемое изделие может полироваться, и манипулятор не будет затронут.
Если должно использоваться отделочное колесо 30 на втором соединительном штоке 9, поршневой шток первого приводного цилиндра 8 втягивает вместе с собой первый соединительный шток 7, отделочное колесо 30 на первом соединительном штоке 7 отделяется от обратной стороны абразивной ленты 4, и первый соединительный шток 7 поворачивается вовнутрь и возвращается в верхнюю часть одной стороны рамы 1. Затем поршневой шток второго приводного цилиндра 10 выталкивает второй соединительный шток 9 наружу для поворота наружу относительно точки поворота. Отделочное колесо 30 на втором соединительном штоке 9 прижимается к обратной стороне абразивной ленты 4 для полировки обрабатываемого изделия.
В ленточно-полировальном станке для перемещения соединительной опоры 5 по оси опорного отделочного колеса 6 на нем используется приводной механизм. Когда ленточно-полировальный станок не используется, может экономиться большое количество пространства рамы 1 на внутренней стороне абразивной ленты 4, что может обеспечить, что рама 1 не затрагивается, когда манипулятор близок к внутренней стороне абразивной ленты 4, и повысить надежность полировки обрабатываемого изделия и однородность точности полировки обрабатываемого изделия. Первый соединительный шток 7 и второй соединительный шток 9 соответственно шарнирно соединены с верхней и нижней частями одной стороны рамы 1. При этом на раме 1 на внутренней стороне абразивной ленты 4 остается много свободного пространства, и при этом может полироваться криволинейная поверхность на обрабатываемом изделие, тем самым обеспечивая лучшую применимость.
Четвертый вариант осуществления
Конструкция и принцип этого варианта осуществления по существу идентичны конструкции и принципу третьего варианта осуществления за исключением того, что на стороне рамы 1, напротив соединительной опоры 5, крепится корпус. Приводной механизм имеет электродвигатель для придания вращения, прикрепленный на конце корпуса. На стороне рамы 1 предусмотрено сквозное отверстие, соответствующее соединительной опоре 5. Установочная втулка, имеющая внутреннюю полость, имеет сквозное отверстие с резьбой. Установочная втулка находится внутри корпуса, а выходной вал электродвигателя для придания вращения соединен с одним концом установочной втулки. Внутри установочной втулки предусмотрен поворотный электродвигатель 25. Выходной вал поворотного электродвигателя 25 выступает из другого конца установочной втулки и соединен с соединительной опорой 5.
Выходной вал электродвигателя для приведения во вращение управляется таким образом, чтобы поворачиваться вперед. Поскольку выходной вал электродвигателя для придания вращения соединен с установочной втулкой, а установочная втулка через сквозное отверстие с резьбой, вращение вперед выходного вала электродвигателя для придания вращения приведет к тому, что установочная втулка выступит наружу по резьбовой части изнутри корпуса и приведет соединительную опору 5 в положение на внутренней стороне абразивной ленты 4. После этого выходной вал поворотного электродвигателя 25 управляется таким образом, чтобы привести соединительную опору во вращение, чтобы опорное отделочное колесо 6 на соединительной опоре 5 было прижато к внутренней стороне абразивной ленты 4. Если соединительную опору 5 использовать не требуется, или соединительная опора 5 препятствует деформации манипулятора, установочная втулка может быть просто отведена в корпус путем управления выходным валом электродвигателя для придания вращения таким образом, чтобы он повернулся в направлении против часовой стрелки.
Пятый вариант осуществления
Конструкция и принцип этого варианта осуществления по существу идентичны конструкции и принципу третьего варианта осуществления за исключением того, что на стороне рамы 1, напротив соединительной опоры 5, крепится корпус. Приводной механизм имеет электродвигатель для придания вращения, прикрепленный на конце корпуса. На стороне рамы 1 предусмотрено сквозное отверстие, соответствующее соединительной опоре 5. Установочная втулка, имеющая внутреннюю полость, сквозное отверстие с резьбой. Конец выходного вала электродвигателя для придания вращения жестко соединен с первым зубчатым колесом передачи. Установочная втулка находится в корпусе, и на одном конце установочной втулки закреплен зубчатый венец с внутренним зацеплением. Кроме того, между первым зубчатым колесом передачи и зубчатым венцом с внутренним зацеплением предусмотрены несколько вторых зубчатых колес передачи. В установочной втулке предусмотрен поворотный электродвигатель 25. Выходной вал поворотного электродвигателя 25 выступает из другого конца установочной втулки и соединен с соединительной опорой 5.
Когда выходной вал электродвигателя для приведения во вращения поворачивается вперед, первое зубчатое колесо передачи на его конце приводит вторые зубчатые колеса передачи, которые в свою очередь приводят во вращение зубчатый венец с внутренним зацеплением. Поскольку зубчатый венец с внутренним зацеплением жестко закреплен на конце установочной втулки, вторые зубчатые колеса передачи приводят во вращение установочную втулку. Установочная втулка сквозное отверстие с резьбой на стороне рамы 1. Как результат, установочная втулка будет перемещаться в аксиальном направлении относительно сквозного отверстия, и при этом установочная втулка выталкивается наружу изнутри корпуса, и соединительная опора 5 располагается на внутренней стороне абразивной ленты 4. После этого работает поворотный электродвигатель 25 в установочной втулке, который приводит во вращение соединительную опору 5, пока опорное отделочное колесо 6 на ней не прижмется к внутренней стороне абразивной ленты 4. Если соединительную опору 5 использовать не требуется, или деформация манипулятора затруднена соединительной опорой 5, установочная втулка может быть просто отведена в корпус путем управления выходным валом электродвигателя для придания таким образом, чтобы он повернулся в направлении против часовой стрелки.
Варианты осуществления, описанные в настоящем документе, просто иллюстрируют сущность изобретения. Специалистам очевидны различные модификации, дополнения этих вариантов осуществления или альтернативы им в пределах сущности изобретения или его объема, определенного прилагаемой формулой изобретения.
Перечень позиций
1 Рама
2 Приводное колесо
3 Ведомое колесо
4 Абразивная лента
43 Форма, соответствующая отделываемой криволинейной поверхности
5 Соединительная опора
6 Опорное отделочное колесо
30 Отделочное колесо на соединительном штоке
7 Первый соединительный шток
8 Первый приводной цилиндр
9 Второй соединительный шток
10 Второй приводной цилиндр
11 Телескопический цилиндр
12 Корпус цилиндра
13 Телескопический поршень
14 Поворотный электродвигатель
15 Установочный цилиндр
16 Установочное отверстие
17 Желобок
18 Язычок
19 Опорная стойка
20 Установочная деталь
21 Установочная канавка
22 Установочное отверстие
23 Направляющая канавка
24 Установочная стойка
25 Электродвигатель
51 Соединительная часть
52 Опорная часть
26 Корпус
27 Отделочное покрытие
28 Неконтактный переключатель
29 Сенсорный блок
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕОБРАЗОВАТЕЛЬНЫЙ МЕХАНИЗМ ОТДЕЛОЧНОГО КРУГА ДЛЯ ЛЕНТОЧНОЙ ПОЛИРОВАЛЬНОЙ МАШИНЫ | 2014 |
|
RU2590042C2 |
| ШЛИФОВАЛЬНЫЙ СТАНОК С МНОЖЕСТВОМ ПАРАЛЛЕЛЬНЫХ АБРАЗИВНЫХ ЛЕНТ ДЛЯ ОДНОВРЕМЕННОГО ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ ОБРАБАТЫВАЕМЫХ ДЕТАЛЕЙ | 1993 |
|
RU2116880C1 |
| Станок для шлифования и полирования металлических листов | 1965 |
|
SU440243A1 |
| СТОПОРНЫЙ МЕХАНИЗМ ДЛЯ МНОГОЛЕНТОЧНОГО ШЛИФОВАЛЬНОГО СТАНКА | 1993 |
|
RU2118586C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ПОЛУПРОВОДНИКОВЫХ ПЛАСТИН | 2001 |
|
RU2260872C2 |
| Ленточно-шлифовальный станок | 1979 |
|
SU880700A1 |
| Устройство для полирования трубчатых деталей | 1979 |
|
SU918043A1 |
| Устройство для ленточного шлифования криволинейных поверхностей | 1982 |
|
SU1013228A1 |
| Ленточно-шлифовальный станок | 1982 |
|
SU1324578A3 |
| Ленточно-шлифовальный станок | 1976 |
|
SU818826A1 |
Изобретение относится к машиностроению и может быть использовано для чистовой обработки на ленточно-полировальных станках криволинейных поверхностей разной кривизны. Станок содержит электродвигатель и соединительную опору. Центральная часть соединительной опоры жестко соединена с выходным валом электродвигателя. Вокруг соединительной опоры предусмотрены несколько самостоятельно вращающихся опорных отделочных колес, криволинейная поверхность обода каждого из которых имеет разную кривизну. Отделочные колеса на соединительной опоре распределены по одной окружности с центром на выходном валу электродвигателя. Соединительная опора приводится электродвигателем во вращение для прижатия одного из отделочных колес на соединительной опоре к обратной стороне абразивной ленты полировального станка. В результате обеспечивается эффективная непрерывная чистовая обработка детали с разными криволинейными поверхностями. 18 з.п. ф-лы, 13 ил.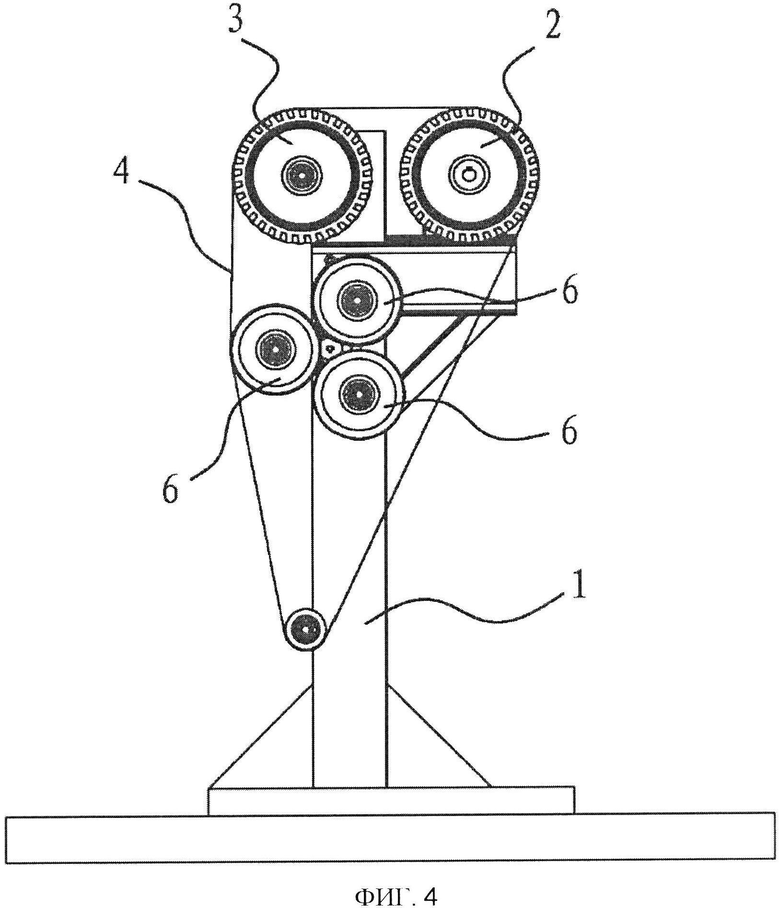
1. Ленточно-полировальный станок для чистовой обработки, содержащий абразивную ленту (4), надетую на приводное колесо (2) и ведомое колесо (3), и опорные отделочные колеса (6), отличающийся тем, что он снабжен механизмом изменения положения опорных отделочных колес, содержащим поворотный электродвигатель (25) и соединительную опору (5), центральная часть которой жестко соединена с выходным валом поворотного электродвигателя (25), при этом опорные отделочные колеса (6) расположены вокруг соединительной опоры (5) на одной окружности с центром на выходном валу поворотного электродвигателя (25) с возможностью самостоятельного вращения, причем криволинейная поверхность обода каждого из опорных отделочных колес (6) имеет разную кривизну, а соединительная опора (5) выполнена с возможностью приведения ее во вращение электродвигателем (25) с обеспечением прижатия одного из опорных отделочных колес (6) к обратной стороне абразивной ленты (4) и остановки его в таком положении.
2. Ленточно-полировальный станок по п. 1, отличающийся тем, что соединительная опора (5) содержит соединительную часть (51), жестко соединенную с наружным концом выходного вала указанного электродвигателя (25), и несколько стержнеобразных опорных частей (52), расположенных в радиальном направлении от выходного вала поворотного электродвигателя (25), причем количество опорных частей (52) соответствует количеству опорных отделочных колес (6), а наружные концы опорных частей (52) соединены, соответственно, с опорными отделочными колесами (6) посредством соединительных деталей.
3. Ленточно-полировальный станок по п. 2, отличающийся тем, что механизм изменения положения отделочных колес дополнительно содержит контроллер и модуль обнаружения, подключенный к контроллеру, причем модуль обнаружения предусмотрен в поворотном электродвигателе (25) и соединительной опоре (5) и может обнаруживать посланный в контроллер сигнал остановки, когда опорные отделочные колеса (6) вместе с соединительной опорой (5) поворачиваются к обратной стороне абразивной ленты (4), а после получения сигнала остановки контроллер из модуля обнаружения может давать команду поворотному электродвигателю (25) остановить работу и оставаться в этом положении.
4. Ленточно-полировальный станок по п. 3, отличающийся тем, что модуль обнаружения содержит неконтактный переключатель (28) и сенсорные блоки (29) в количестве, соответствующем количеству опорных отделочных колес (6), расположенных снаружи поворотного электродвигателя (25), причем каждый из трех сенсорных блоков (29) жестко соединен с соответствующей опорной стойкой (19), соединенной с опорным отделочным колесом (6), и имеет возможность перемещения в положение напротив неконтактного переключателя (28) при повороте вместе с опорным отделочным колесом (6) к обратной стороне абразивной ленты (4).
5. Ленточно-полировальный станок по п. 4, отличающийся тем, что опорное отделочное колесо (6) имеет корпус (26) и кольцевое отделочное покрытие (27), надетое снаружи корпуса (26), причем задняя сторона отделочного покрытия (27) жестко соединена с указанным корпусом (26), а на наружной стороне отделочного покрытия (27) предусмотрена отделочная криволинейная поверхность для контакта с обратной стороной абразивной ленты (4).
6. Ленточно-полировальный станок по п. 2, отличающийся тем, что он дополнительно содержит раму (1), на которой расположены приводное колесо (2) и ведомое колесо (3) с надетой на них абразивной лентой (4), а также предусмотренный на раме (1) приводной механизм, соединенный с механизмом изменения положения отделочных колес, при этом соединительная опора (5) упомянутого механизма изменения положения имеет возможность перемещения между первым положением и вторым положением по оси опорных отделочных колес (6), при этом в первом положении приводной механизм приводит соединительную опору в движение для отсоединения опорных отделочных колес от абразивной ленты и помещения их вне зоны, окруженной абразивной лентой, а во втором положении приводной механизм приводит соединительную опору (5) в движение в зону, окруженную абразивной лентой (4), с обеспечением контакта опорных отделочных колес (6) с абразивной лентой, приводимой механизмом изменения положения отделочных колес.
7. Ленточно-полировальный станок по п. 6, отличающийся тем, что в зоне, окруженной абразивной лентой (4), дополнительно предусмотрены отделочные колеса (30) на соединительных штоках с возможностью перемещения их между положением полирования и отведенным положением, причем в положении полирования соединительная опора (5) перемещается в первое положение для отсоединения опорных отделочных колес (6) от абразивной ленты и помещения опорных отделочных колес (6) вне зоны, окруженной абразивной лентой, при этом отделочные колеса (30) на соединительных штоках перемещаются к обратной стороне абразивной ленты (4) и контактируют с абразивной лентой (4), а в отведенном положении отделочные колеса (30) на соединительных штоках отсоединяются от обратной стороны абразивной ленты (4) для возвращения в зону, окруженную абразивной лентой.
8. Ленточно-полировальный станок по п. 7, отличающийся тем, что отделочные колеса (30) на соединительных штоках расположены, соответственно, выше и ниже соединительной опоры (5), при этом положение отделочных колес (30) на соединительных штоках в контакте с абразивной лентой (4) после перемещения идентично положению опорных отделочных колес (6) в контакте с абразивной лентой (4) после перемещения соединительной опоры (5).
9. Ленточно-полировальный станок по п. 8, отличающийся тем, что на раме (1) предусмотрены первый соединительный шток (7) и первый приводной цилиндр (8), причем первый соединительный шток (7) и первый приводной цилиндр (8) расположены выше соединительной опоры (5) и вне зоны, окруженной абразивной лентой (4), причем один конец первого соединительного штока (7) шарнирно соединен с рамой (1), а другой его конец соединен с отделочным колесом (30) на соединительном штоке в зоне, окруженной абразивной лентой, при этом конец поршневого штока первого приводного цилиндра (8) шарнирно соединен с первым соединительным штоком (7), а конец корпуса первого приводного цилиндра (8) шарнирно соединен с рамой (1).
10. Ленточно-полировальный станок по п. 9, отличающийся тем, что рама (1) оснащена вторым соединительным штоком (9) и вторым приводным цилиндром (10), причем второй соединительный шток (9) и второй приводной цилиндр (10) расположены ниже соединительной опоры (5) и вне зоны, окруженной абразивной лентой (4), при этом один конец второго соединительного штока (9) шарнирно соединен с рамой (1), а другой его конец соединен с отделочным колесом (30) на соединительном штоке в зоне, окруженной абразивной лентой, при этом конец поршневого штока второго приводного цилиндра (10) шарнирно соединен со вторым соединительным штоком (9), а криволинейная поверхность обода отделочного колеса (30) на первом соединительном штоке (7) имеет кривизну, отличную от кривизны отделочного колеса (30) на втором соединительном штоке (9).
11. Ленточно-полировальный станок по п. 10, отличающийся тем, что соединительная опора (5) расположена в центральной части рамы (1), а упомянутый приводной механизм содержит телескопический цилиндр (11) на раме (1), причем корпус (12) телескопического цилиндра (11) жестко закреплен на раме (1), при этом в телескопическом цилиндре (11) предусмотрен телескопический поршень (13), который проходит через сторону рамы (1) и соединен с соединительной опорой (5).
12. Ленточно-полировальный станок по п. 11, отличающийся тем, что корпус цилиндра (12) телескопического цилиндра (11) и телескопический поршень (13) имеют цилиндрическую форму, а телескопический поршень (13) имеет внутреннюю полость, при этом в телескопическом поршне (13) закреплен поворотный электродвигатель (25), выходной вал которого выступает наружу изнутри телескопического поршня (13) и соединен с соединительной опорой (5).
13. Ленточно-полировальный станок по п. 12, отличающийся тем, что в телескопическом поршне (13) дополнительно закреплен установочный цилиндр (15), при этом на соединительной опоре (5) равномерно выполнены несколько установочных отверстий (16) на одной окружности с использованием центра вращения как центра окружности, причем поршневой шток установочного цилиндра (15) может выступать наружу изнутри телескопического поршня (13) и входить в установочные отверстия (16).
14. Ленточно-полировальный станок по п. 13, отличающийся тем, что корпус цилиндра (12) телескопического цилиндра (11) содержит желобок (17), открытый с конца до середины его стороны, причем сторона телескопического поршня (13) соединена с язычком (18), который может скользить по желобку (17), при этом язычок (18) находится в желобке (17), а часть язычка (18) выступает из желобка (17), и когда язычок (18) прижат к концу желобка (17), соединительная опора (5) расположена на обратной стороне абразивной ленты (4).
15. Ленточно-полировальный станок по п. 10, отличающийся тем, что на стороне рамы (1), напротив соединительной опоры (5), закреплен корпус и предусмотрено сквозное отверстие, соответствующее соединительной опоре (5), при этом упомянутый приводной механизм содержит поворотный электродвигатель для приведения во вращение, прикрепленный к корпусу, внутри которого расположена установочная втулка, имеющая внутреннюю полость и сквозное отверстие с резьбой, причем выходной вал электродвигателя для приведения во вращение соединен с одним концом установочной втулки, а внутри нее установлен упомянутый поворотный электродвигатель (25), выходной вал которого выступает из другого конца установочной втулки и соединен с соединительной опорой (5).
16. Ленточно-полировальный станок по п. 10, отличающийся тем, что на стороне рамы (1), напротив соединительной опоры (5), закреплен корпус и предусмотрено сквозное отверстие, соответствующее соединительной опоре (5), при этом упомянутый приводной механизм содержит электродвигатель для приведения во вращение, закрепленный на конце корпуса, внутри которого расположена установочная втулка, имеющая внутреннюю полость и сквозное отверстие с резьбой, при этом конец выходного вала электродвигателя для приведения во вращение жестко соединен с первым зубчатым колесом передачи, а на одном конце установочной втулки закреплен зубчатый венец с внутренним зацеплением, причем между первым зубчатым колесом передачи и зубчатым венцом с внутренним зацеплением предусмотрены несколько вторых зубчатых колес передачи, при этом в установочной втулке установлен упомянутый поворотный электродвигатель (25), выходной вал которого выступает из другого конца установочной втулки и соединен с соединительной опорой (5).
17. Ленточно-полировальный станок по п. 14, отличающийся тем, что соединительная опора (5) имеет форму круглого диска, и на соединительной опоре (5) расположены установочные детали (20) Z-образной формы, при этом нижние части установочных деталей (20) жестко закреплены на соединительной опоре (5), а с верхними частями установочных деталей (20) соединены опорные отделочные колеса (6).
18. Ленточно-полировальный станок по п. 17, отличающийся тем, что в нижней части установочной детали (20) выполнены установочные канавки (21) удлиненной формы, а на краю соединительной опоры (5) предусмотрены несколько опорных стоек (19), расположенных в радиальном направлении соединительной опоры (5) и выполненных как одно целое с соединительной опорой (5), при этом на опорной стойке (19) и соединительной опоре (5) предусмотрены несколько линейно расположенных установочных отверстий (22), а установочные детали (20) соединены с опорными стойками (19) посредством крепежных деталей, которые могут проходить через установочные канавки (21) и входить в установочные отверстия. (22).
19. Ленточно-полировальный станок по п. 18, отличающийся тем, что в нижней части установочной детали (20) расположена выпуклая направляющая полоска, а на опорной стойке (19) соединительной опоры (5), соответственно, выполнена направляющая канавка (23).
| CN 202540094 U, 21.11.2012 | |||
| Средство для обработки сосков вымени | 2019 |
|
RU2710220C1 |
| Ленточно-шлифовальный станок | 1981 |
|
SU1041269A1 |
| Ленточно-шлифовальный станок дляОдНОВРЕМЕННОй дВуХСТОРОННЕй ОбРАбОТКиКРупНОгАбАРиТНыХ лОпАТОК | 1979 |
|
SU795901A1 |

