Изобретение относится к машиностроению, в частности к способам управления процессом электролитно-плазменной обработки, и может быть использовано в ремонтной технологии для съема дефектных покрытий.
Известен способ управления процессом электрохимической обработки вращающимся электрод-инструментом. В ходе процесса измеряют амплитуду составляющей высокочастотных колебаний напряжения и регулируют величину межэлектродного зазора в зависимости от частоты вращения электрод-инструмента, свойств электролита и геометрии электродов. Основными блоками системы управления являются два датчика: высокочастотных колебаний и резкого падения напряжения dU/dt. Информация с датчиков поступает на блок управления, определяющего частоту вращения электрод-инструмента [а.с. СССР 1646730, МКИ5 В 23 Н 7/18, 1991].
Известен способ управления процессом размерной электрохимической обработки, при котором в качестве параметра управления используют рассогласование между текущим значением дисперсии высокочастотных колебаний технологического напряжения, характеризующей минимальный локальный межэлектродный зазор, и опорным напряжением, величину которого изменяют в соответствии с величиной активного сопротивления, характеризующего интегральный межэлектродный зазор. Вначале обработка ведется на минимально допустимом зазоре, а затем при последующем уменьшении рассогласования между локальным и интегральным зазорами обработку ведут до момента их равенства, что свидетельствует о достижении заданной формы детали [а.с. СССР 1278137, МКИ4 В 23 Н 7/18, 1986] .
Недостатком вышеуказанных способов является невозможность использования высокочастотных колебаний напряжения в силу необходимости применения стабилизированного напряжения, обеспечивающего поддержание электролитной плазмы для удаления покрытия.
Наиболее близким по технической сущности является способ определения момента окончания процесса электролитно-плазменного удаления покрытия, включающий измерение переменной составляющей тока и анализ ее изменения во времени. Момент окончания процесса устанавливают при изменении амплитуды переменной составляющей тока на 2% за время не менее 2 минут [Патент Россия 2119975, МПК6 С 25 F 5/00, 1998].
Недостатком прототипа является ограниченная управляемость процессом, поскольку система управления, построенная на основе указанного способа, будет относиться к классу дискретных систем с двумя состояниями и не сможет обеспечить непрерывное управление процессом в пространстве состояний.
Задачей, решаемой заявляемым изобретением, является повышение производительности процесса и улучшение качества обрабатываемой поверхности за счет создания интеллектуальной системы управления процессом электролитно-плазменного удаления покрытия и полирования поверхности.
Поставленная задача решается таким образом, что в способе управления процессом удаления дефектного покрытия электролитно-плазменным методом, включающем измерение переменной составляющей плотности тока и анализ ее измерения во времени, в отличие от прототипа, дополнительно измеряют среднее значение плотности тока и обработку поверхности ведут с использованием интеллектуального регулятора сначала при напряжении 150-200 В и температуре электролита 50-70oС в течение 3 минут, затем при напряжении 350-400 В и температуре электролита 70-90oС в течение 4 минут и далее при напряжении 180-200 В и температуре электролита 85-95oС в течение 5 минут. Сигнал экспертной системы задания траектории управления и сигнал обратной связи формируют в виде векторов, составленных из среднего значения плотности тока, амплитуды и частоты характеристических колебаний плотности тока, и подают на элемент сравнения, с выхода которого сигнал рассогласования поступает на нечеткий интеллектуальный регулятор, который вырабатывает сигнал управления для источника технологического напряжения.
Выбор приведенных интервалов напряжений и температур электролита объясняется механизмом воздействия на поверхность обрабатываемой детали парогазовой оболочки, возникающей вокруг детали при электролитно-плазменной обработке. Съем покрытия происходит через стадии окисления покрытия, удаления рыхлого оксидного слоя и полирования освобожденной поверхности. Образование рыхлого оксидного слоя связано с действием неустойчивой парогазовой пленки, появляющейся при температуре электролита 50-70oС и напряжении 150-200 В. Удаление рыхлого оксидного слоя наиболее эффективно происходит в условиях действия промежуточного типа кипения парогазовой оболочки, сочетающего в себе гидродинамическое воздействие кипящего пузырькового слоя и окислительное воздействие неустойчивой парогазовой пленки. Такие условия достигаются при напряжении 350-400 В и температуре электролита 70-90oС. Полирование поверхности наиболее качественно происходит в режиме пузырькового кипения при напряжении 180-200 В и температуре раствора 85-95oС.
Информация об изменении физико-химического состояния поверхности содержится в сигнале тока, протекающего через систему. Среднее значение тока отражает тепловые процессы в системе. Колебания тока вокруг среднего значения характеризуют колебания парогазовой оболочки, зависящие в том числе и от состояния поверхности. Интенсивное окисление поверхности характеризуется значительным размахом колебаний на некоторой характеристической частоте, а удаление оксидного слоя сопровождается возрастанием частоты и снижением амплитуды характеристических колебаний. Полирование поверхности сопровождается снижением амплитуды и частоты колебаний и приближением амплитудно-частотного спектра сигнала к спектру белого шума. Указанные параметры формируют вектор сигнала обратной связи.
Способ управления процессом осуществляется системой управления, блок-схема которой представлена на чертеже и содержит экспертную систему задания траектории управления 1, соединенную с элементом сравнения 2, который подключен к интеллектуальному регулятору 3, присоединенному к источнику технологического напряжения 4, связанными с электролизной ванной 5 и датчиком тока 6, который через блок преобразования сигнала 7 соединен с элементом сравнения 2.
Сигнал с экспертной системы задания траектории управления 1 через элемент сравнения 2 поступает на интеллектуальный регулятор 3, вырабатывающий сигнал управления для источника технологического напряжения 4, подаваемого на электролизную ванну 5, в которой производится удаление покрытия и полирование поверхности, освобожденной от покрытия. Сигналом, характеризующим состояние поверхности, является значение тока, снимаемого с датчика тока 6 и поступающего в блок преобразования сигнала 7. Преобразованная информация о среднем значении тока, амплитуде и частоте характеристических колебаний сравнивается с вектором заданных величин на элементе сравнения 2 и поступает в интеллектуальный регулятор 3. Нечеткий интеллектуальный регулятор обеспечивает многомерное управление с учетом перекрещивающихся взаимосвязей между характеристиками тока и состоянием поверхности [В.Н. Захаров, С.В. Ульянов. Нечеткие модели интеллектуальных промышленных регуляторов и систем управления // Известия РАН. Техническая кибернетика, 1994, 5. - 168-210], а также улучшает качество регулирования в условиях неопределенности состояния поверхности детали, изменения состава электролита и т.д.
Пример конкретной реализации способа.
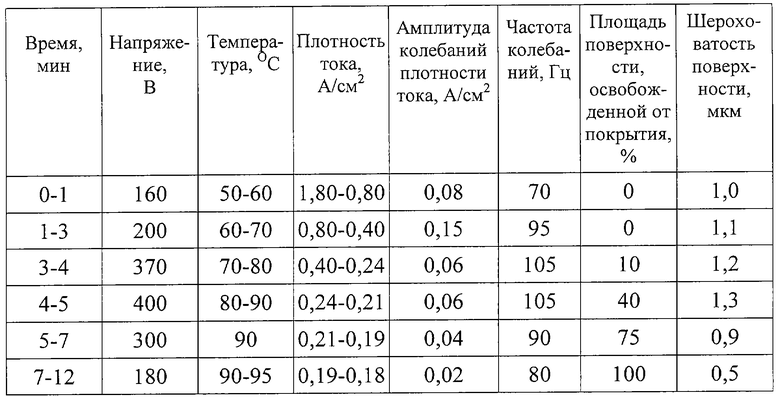
Согласно условиям обработки и значениям вектора обратной связи, приведенным в таблице, образцы из стали ЭИ-961Ш с вакуумно-плазменным покрытием из нитрида титана толщиной 5-7 мкм обрабатывали электролитно-плазменным методом в 5%-ном растворе сульфата аммония. После обработки в течение 12 минут на поверхности полностью отсутствует покрытие, шероховатость поверхности составляет 50% от исходной, составлявшей Ra=l мкм. Подобный образец был обработан согласно условиям, предложенным в прототипе [Патент Россия 2119975, МПК6 С 25 F 5/00, 1998]. Время полного удаления покрытия составило 15 минут с уменьшением шероховатости поверхности на 30%. Таким образом, заявляемое изобретение позволяет осуществить управление процессом съема дефектного покрытия электролитно-плазменным методом, добиться повышения производительности процесса на 20% и снизить шероховатость поверхности на 40%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОПРЕДЕЛЕНИЯ МОМЕНТА ОКОНЧАНИЯ ПРОЦЕССА ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОГО УДАЛЕНИЯ ПОКРЫТИЯ | 1996 |
|
RU2119975C1 |
| СПОСОБ УДАЛЕНИЯ ПОКРЫТИЯ С МЕТАЛЛИЧЕСКОЙ ПОДЛОЖКИ | 1995 |
|
RU2094546C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ МОМЕНТА ОКОНЧАНИЯ ПРОЦЕССА ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОГО УДАЛЕНИЯ ПОКРЫТИЯ | 2003 |
|
RU2227181C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ МОМЕНТА ОКОНЧАНИЯ ПРОЦЕССА ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОГО УДАЛЕНИЯ ПОКРЫТИЯ | 2007 |
|
RU2360045C1 |
| СПОСОБ ИЗМЕРЕНИЯ ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ | 1997 |
|
RU2133943C1 |
| СПОСОБ ЭЛЕКТРОПОЛИРОВАНИЯ ДЕТАЛИ | 2019 |
|
RU2715398C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ НАЛИЧИЯ ИМПЛАНТИРОВАННОГО СЛОЯ | 1998 |
|
RU2148811C1 |
| СПОСОБ ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОГО ПОЛИРОВАНИЯ ДЕТАЛИ | 2019 |
|
RU2734802C1 |
| СПОСОБ ЭЛЕКТРОПОЛИРОВАНИЯ ЛОПАТОК БЛИСКА И РАБОЧИЙ КОНТЕЙНЕР ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2018 |
|
RU2694941C1 |
| СПОСОБ МОДИФИКАЦИИ ПОВЕРХНОСТНЫХ СЛОЕВ ДЕТАЛЕЙ ИЗ СПЛАВОВ НА ОСНОВЕ ТИТАНА | 1996 |
|
RU2116378C1 |
Изобретение относится к машиностроению, в частности к способам управления процессом электролитно-плазменной обработки, и может быть использовано в ремонтной технологии для съема дефектных покрытий. Технический результат - повышение производительности процесса и улучшение качества обрабатываемой поверхности. Сущность изобретения: способ управления процессом удаления дефектного покрытия электролитно-плазменным методом включает измерение переменной составляющей плотности тока и анализ ее изменения во времени. Дополнительно измеряют среднее значение плотности тока и обработку поверхности ведут с использованием нечеткого интеллектуального регулятора сначала при напряжении 150-200 В и температуре электролита 50-70oС в течение 3 мин, затем при напряжении 350-400 В и температуре электролита 70-90oС в течение 4 мин и далее при напряжении 180-200 В и температуре электролита 85-95oС в течение 5 мин. Сигнал экспертной системы задания траектории управления и сигнал обратной связи формируют в виде векторов, составленных из среднего значения плотности тока, амплитуды и частоты характеристических колебаний плотности тока, и подают на элемент сравнения, с выхода которого сигнал рассогласования поступает на нечеткий интеллектуальный регулятор, который вырабатывает сигнал управления для источника технологического напряжения. 1 ил., 1 табл.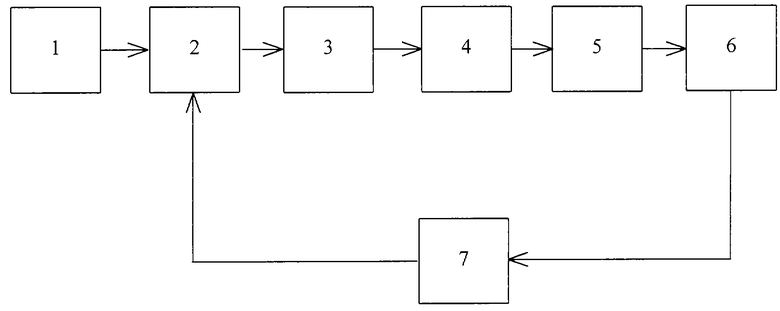
Способ управления процессом удаления дефектного покрытия электролитно-плазменным методом, включающий измерение переменной составляющей плотности тока и анализ ее изменения во времени, отличающийся тем, что дополнительно измеряют среднее значение плотности тока и обработку поверхности ведут с использованием нечеткого интеллектуального регулятора сначала при напряжении 150-200 В и температуре электролита 50-70oС в течение 3 мин, затем при напряжении 350-400 В и температуре электролита 70-90oС в течение 4 мин и далее при напряжении 180-200 В и температуре электролита 85-95oС в течение 5 мин, при этом сигнал экспертной системы задания траектории управления и сигнал обратной связи формируют в виде векторов, составленных из среднего значения плотности тока, амплитуды и частоты характеристических колебаний плотности тока, и подают их на элемент сравнения, с выхода которого сигнал рассогласования подают на интеллектуальный регулятор, выполненный на основе нечеткой логики, сигнал управления с которого подают на источник технологического напряжения.
| СПОСОБ ОПРЕДЕЛЕНИЯ МОМЕНТА ОКОНЧАНИЯ ПРОЦЕССА ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОГО УДАЛЕНИЯ ПОКРЫТИЯ | 1996 |
|
RU2119975C1 |
| US 5216218 А, 01.06.1993 | |||
| Способ измерения внутриглазного давления у пациентов, перенесших радиальную кератотомию | 2016 |
|
RU2610556C1 |
| DE 3930472 А1, 15.03.1990. | |||
