Изобретение относится к области электрохимической обработки поверхностей и может быть использовано для определения момента прекращения электролитно-плазменной обработки при удалении износостойких и жаропрочных покрытий, содержащих в своем составе вентильный металл, с поверхности сталей.
Известен способ определения конца удаления покрытия при реализации способа электролитического удаления слоев никеля, хрома или золота с поверхности медной подложки [1] по значению тока. При обработке потенциал наружного слоя отрицателен, а потенциал подложки - положителен по отношению к электролиту. Величину тока, протекающего через ванну при электролизе, контролируют и ток прерывают, когда величина его падает ниже установленного значения.
Наиболее близким по технической сущности является способ определения конечной точки удаления покрытия, реализуемый в способе электрохимической обработки поверхности металла [2] путем травления образца, включающем пропускание переменного асимметричного тока через электролитическую ванну с регистрацией скорости изменения тока и напряжения и завершение процесса при достижении этими параметрами минимальных постоянных значений.
Недостатком вышеуказанных способов является невозможность контролировать процесс удаления по величине тока, так как в электролитно-плазменном процессе ток определяет только тепловые процессы на аноде и не дает информации об окончании съема покрытия и степени полирования поверхности, в напряжение является постоянной величиной, определяющей процесс.
Задачей, решаемой заявляемым изобретением является повышение качества обрабатываемой поверхности за счет создания надежного способа контроля удаления покрытия при электролитно-плазменной обработке.
Поставленная задача решается таким образом, что в способе определения момента окончания процесса электролитно-плазменного удаления покрытия, в отличие от прототипа, в электрическую цепь включают измерительное сопротивление и переменную составляющую тока измеряют осциллографом по изменению напряжения на измерительном сопротивлении. Прерывание процесса производят, когда изменение амплитуды переменной составляющей тока на 2% происходит за время не менее 2 минут.
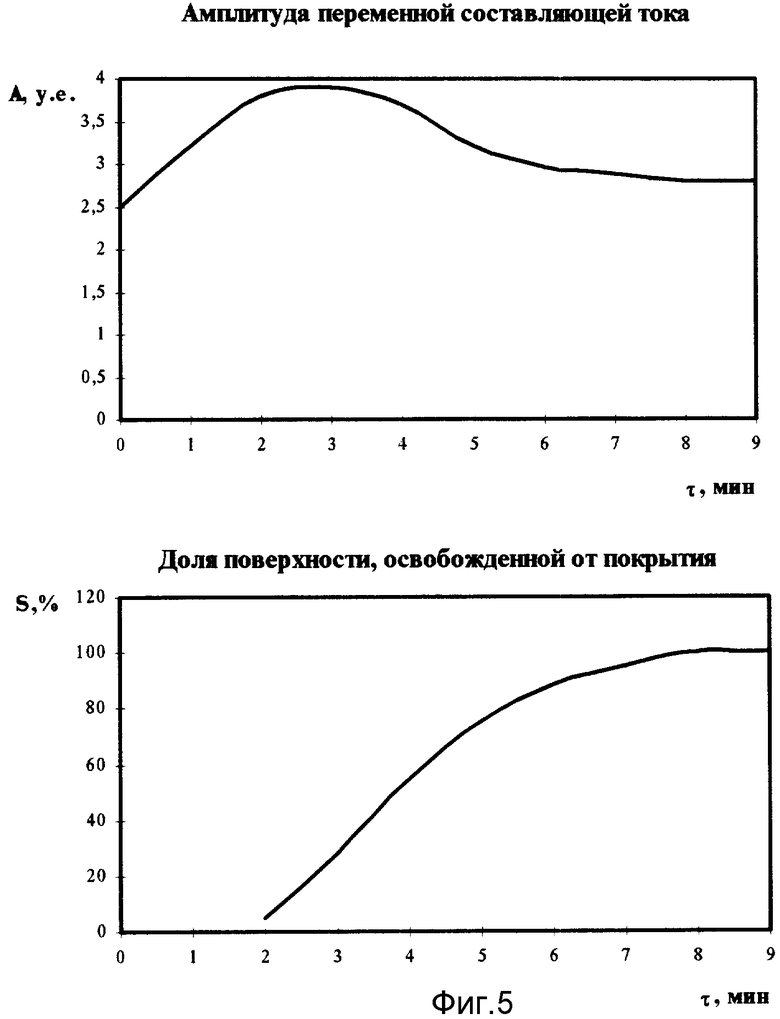
Существо способа поясняется чертежами. На фиг. 1 показано изменение среднего значения тока в ходе обработки. На фиг. 2 - 4 представлен вид переменной составляющей тока в различные периоды обработки. На фиг. 5 показано изменение амплитуды переменной составляющей тока и доля поверхности, освобожденной от покрытия в процессе обработки.
В отличие от обычного электрохимического процесса при электролитно-плазменной обработке используются высокие напряжения порядка 150 - 600 В. На электроде меньшей площади вследствие большего выделения тепла возникает парогазовая оболочка. В условиях большой напряженности поля в парогазовой оболочке происходят многочисленные разряды, определяющиеся природой и концентрацией электролита, толщиной парогазовой оболочки и состоянием поверхности. Под действием этих разрядов происходит съем покрытия и дальнейшее полирование поверхности.
Начальный период обработки характеризуется высоким значением тока (фиг. 1), что свидетельствует о тонкой парогазовой оболочке, облегчающей замыкание электролита на поверхности рабочего электрода и окисление покрытия. Выделение тепла в парогазовой оболочке, обладающей большим сопротивлением, приводит к возрастанию ее толщины и падению тока. При достижении определенного времени устанавливается тепловое равновесие и далее в течение всего времени обработки при удалении покрытия величина тока остается практически неизменной.
Информация об изменении топографии поверхности может быть получена при анализе переменной составляющей тока и, в частности, амплитудной характеристики. В начальный период обработки разряды характеризуют электрохимическое окисление поверхности и имеют малые значения амплитуды (фиг. 2). В дальнейшем они локализуются преимущественно по неровностям рыхлого оксидного слоя и отдельные разряды характеризуются большей мощностью (фиг. 3). По мере удаления покрытия разряды распределяются по большей площади, их количество возрастает, а мощность уменьшается (фиг. 4).
При достижении определенной степени шероховатости подложки, амплитудный спектр разрядов перестает изменяться, что совпадает со временем удаления покрытия со всей поверхности (фиг. 5).
Примеры конкретной реализации способа.
Пример 1. Лопатку из стали ЭИ-961Ш с вакуумно-плазменным покрытием TiN толщиной 5 - 7 мкм обрабатывали электролитно-плазменным методом в 5% растворе сульфата аммония при напряжении 220 В. В процессе обработки осциллографом регистрировалась переменная составляющая тока. При достижении условия, когда изменение переменной составляющей тока на 2% происходит за время не менее 2 минут, обработку прекращали.
После обработки на поверхности полностью отсутствует покрытие. Шероховатость поверхности составляет Ra = 0,11 - 0,16 мкм. Профиль лопатки не изменен.
Таким образом, заявляемое изобретение позволяет осуществить способ контролируемого удаления покрытий со стали с получением качественной поверхности. Предлагаемый способ имеет простое техническое исполнение и может применяться в производственных условиях.
Источники информации.
1. Патент США N 4539087, кл. C 25 F 5/00, 7/00. Устройство и способ электрохимического снятия осадков никеля, хрома и золота с меди и ее сплавов. Публ. 03.09.85.
2. А.с. СССР N 986973, кл. C 25 F 3/00. Способ электрохимической обработки поверхности металла. Публ. 07.01.83.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОПРЕДЕЛЕНИЯ МОМЕНТА ОКОНЧАНИЯ ПРОЦЕССА ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОГО УДАЛЕНИЯ ПОКРЫТИЯ | 2003 |
|
RU2227181C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ УДАЛЕНИЯ ДЕФЕКТНОГО ПОКРЫТИЯ ЭЛЕКТРОЛИТНО-ПЛАЗМЕННЫМ МЕТОДОМ | 2000 |
|
RU2202451C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ МОМЕНТА ОКОНЧАНИЯ ПРОЦЕССА ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОГО УДАЛЕНИЯ ПОКРЫТИЯ | 2007 |
|
RU2360045C1 |
| СПОСОБ УДАЛЕНИЯ ПОКРЫТИЯ С МЕТАЛЛИЧЕСКОЙ ПОДЛОЖКИ | 1995 |
|
RU2094546C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ МОМЕНТА ОКОНЧАНИЯ ПРОЦЕССА ПЛАЗМЕННО-ЭЛЕКТРОЛИТИЧЕСКОГО ОКСИДИРОВАНИЯ | 2008 |
|
RU2366765C1 |
| СПОСОБ ИЗМЕРЕНИЯ ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ | 1997 |
|
RU2133943C1 |
| СПОСОБ ИЗМЕРЕНИЯ ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ | 2003 |
|
RU2240500C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ НАЛИЧИЯ ИМПЛАНТИРОВАННОГО СЛОЯ | 1998 |
|
RU2148811C1 |
| СПОСОБ ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОГО ПОЛИРОВАНИЯ ДЕТАЛИ | 2019 |
|
RU2734802C1 |
| СПОСОБ ИЗМЕРЕНИЯ ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ В ПРОЦЕССЕ ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОЙ ОБРАБОТКИ | 2011 |
|
RU2475700C1 |


Изобретение относится к области электрохимической обработки поверхностей и может быть использовано для определения момента прекращения электролитно-плазменной обработки при удалении износостойких и жаропрочных покрытий, содержащих в своем составе вентильный металл, с поверхности сталей. Задача: повышение качества обрабатываемой поверхности. Сущность изобретения: способ определения момента окончания процесса электролитно-плазменного удаления покрытия, включающий измерение переменной составляющей тока и анализ ее изменения во времени. В электрическую цепь включают измерительное сопротивление, переменную составляющую тока измеряют осциллографом по изменению напряжения на измерительном сопротивлении, а момент окончания процесса устанавливают при изменении амплитуды переменной составляющей тока на 2% за время не менее 2 мин. 5 ил.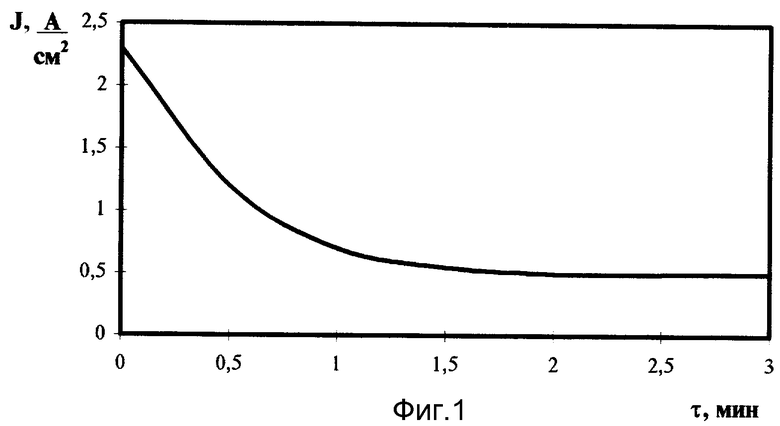
Способ определения момента окончания процесса электролитно-плазменного удаления покрытия, включающий измерение переменной составляющей тока и анализ ее изменения во времени, отличающийся тем, что в электрическую цепь включают измерительное сопротивление, переменную составляющую тока измеряют осциллографом по изменению напряжения на измерительном сопротивлении, а момент окончания процесса устанавливают при изменении амплитуды переменной составляющей тока на 2% за время не менее 2 мин.
| Способ электрохимической обработки поверхности металла | 1981 |
|
SU986973A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ | 1991 |
|
RU2034937C1 |
| СПОСОБ УДАЛЕНИЯ ПЛЕНКИ НИТРИДА ТИТАНА С ПОВЕРХНОСТИ ИЗДЕЛИЙ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ | 1992 |
|
RU2039851C1 |
| Пюпитр для работы на пишущих машинах | 1922 |
|
SU86A1 |
| EP, N 0005877, A2, 1979 | |||
| СПОСОБ СТЕРИЛИЗАЦИИ КОМПОТА ИЗ ЧЕРНИКИ | 2011 |
|
RU2468663C1 |
| СПОСОБ СНИЖЕНИЯ ВЫДЕЛЕНИЙ CO И ПОВЫШЕНИЯ ВЫХОДА СПИРТА В ПРОЦЕССЕ ФЕРМЕНТАЦИИ СИН-ГАЗА | 2013 |
|
RU2636349C2 |
| US N 3943043, A, 1976. | |||
