Изобретение относится к упаковочной технике, в частности к способам упаковки прецизионных деталей в термопластичную пленку.
Аналогом заявляемого изобретения является способ упаковки изделий под вакуумом, заключающийся в размещении их на подложке, накрывании их термопластичной пленкой, нагревании пленки до температуры размягчения, вакуумировании полости между подложкой и пленкой, охлаждении полученной упаковки. В качестве подложки применяют полимерную термопластичную пленку или картон, ламинированный полимерной пленкой (патент США 3 303 628, кл. 53-22, 1967).
Существенные признаки аналога: "накрывание изделий термопластичной пленкой", "нагревание пленки до температуры размягчения", "вакуумирование полости под пленкой" и "охлаждение пленки" совпадают с существенными признаками заявляемого изобретения.
Известный способ оригинален и находит применение в различных отраслях промышленности, но при его использовании имеет место низкое качество соединения между подложкой и пленкой, так как при вакуумировании после нагрева происходит охлаждение верхней пленки, что отрицательно сказывается на качестве соединения верхней пленки с подложкой.
Наиболее близкий аналог изобретения по решаемой задаче и достигаемому техническому результату - способ упаковки изделий под вакуумом, включающий размещение изделий на перфорированном поддоне, накрывание их термопластичной пленкой, нагревание пленки до температуры размягчения, вакуумирование полости между поддоном и пленкой, охлаждение пленки, наложение отформованной пленки с изделиями на подложку, повторное нагревание пленки при одновременном вакуумировании полости между пленкой и подложкой и подаче давления на наружные поверхности последних (а. с. СССР 533 523, М. кл. В 65 В 31/00, 1976).
Существенные признаки прототипа: "размещение изделий на перфорированном поддоне", "накрывание их термопластичной пленкой", "нагревание пленки", "вакуумирование полости между поддоном и пленкой", "охлаждение пленки" и "соединение отформованной пленки с изделиями с подложкой" совпадают с существенными признаками заявляемого изобретения.
Этот способ позволяет получить герметичную упаковку с прочным соединением верхней пленки с подложкой. Благодаря положительной разнице давления сжатого воздуха на нижнюю пленку относительно верхней пленки и образующейся при этом воздушной подушке предотвращается прилипание пакета с упакованными изделиями к стенке пневмокамеры. Однако, в упаковке остается значительный паразитический объем воздуха, неблагоприятно влияющий на срок хранения изделий.
Задачей, на решение которой направлено предлагаемое изобретение, является увеличение сроков сохранности изделий за счет обеспечения минимального паразитического объема воздуха внутри контейнера. Другой вид технического результата, получение которого может обеспечить заявляемое изобретение по сравнению с наиболее близким аналогом, заключается в упрощении способа и расширении ассортимента используемой пленки.
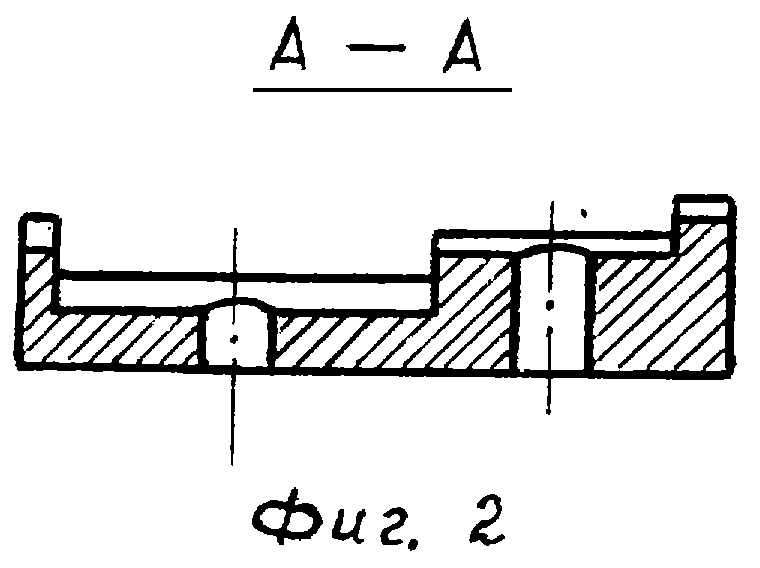
Для достижения указанного технического результата способ упаковки изделий предусматривает операции размещения изделий на перфорированном поддоне с использованием подставок, имеющих углубление в верхней части и вертикальные отверстия в центральной части основания, накрывания их термопластичной пленкой, нагревания пленки до температуры высокоэластичного состояния, вакуумирования полости между поддоном и пленкой через вертикальные отверстия в центральной части основания подставок, совмещенные с отверстиями поддона, охлаждения пленки и соединения отформованной пленки с изделиями с клейкой подложкой.
Существенные отличительные от прототипа признаки предлагаемого способа - "размещение изделий на подставках с углублением в верхней части", "нагревание пленки до температуры высокоэластичного состояния", "вакуумирование полости между поддоном и пленкой через вертикальные отверстия в центральной части основания подставок, совмещенные с отверстиями поддона" и "соединение отформованной пленки с изделиями с клейкой подложкой".
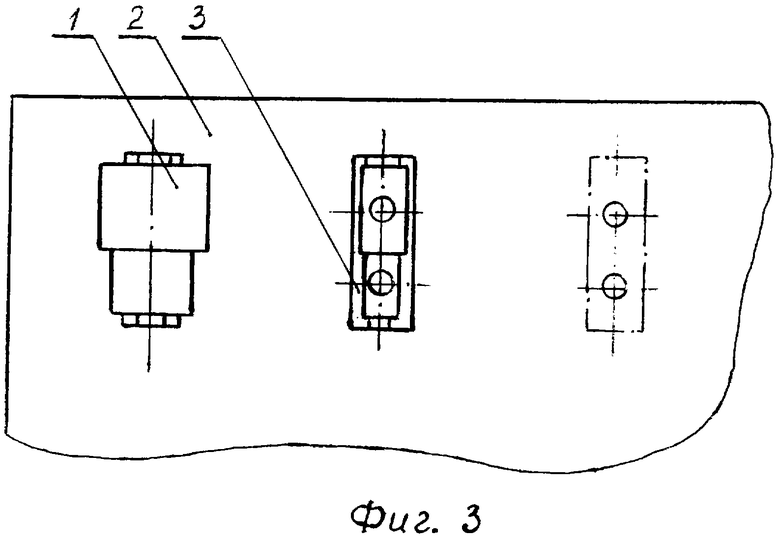
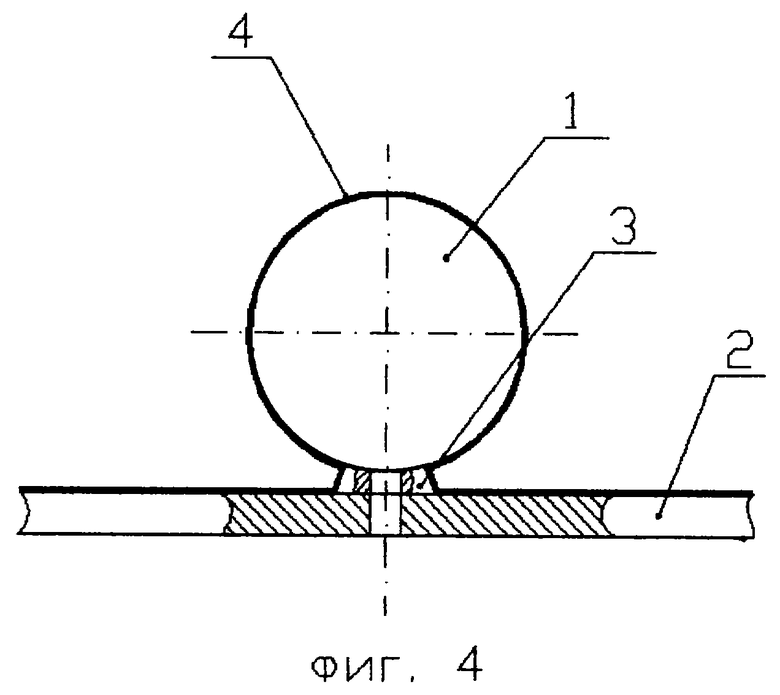
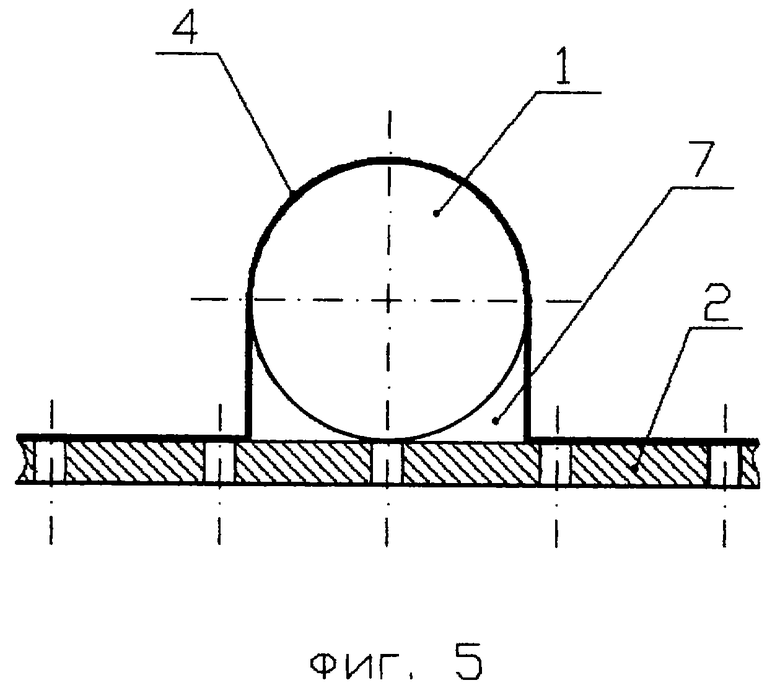
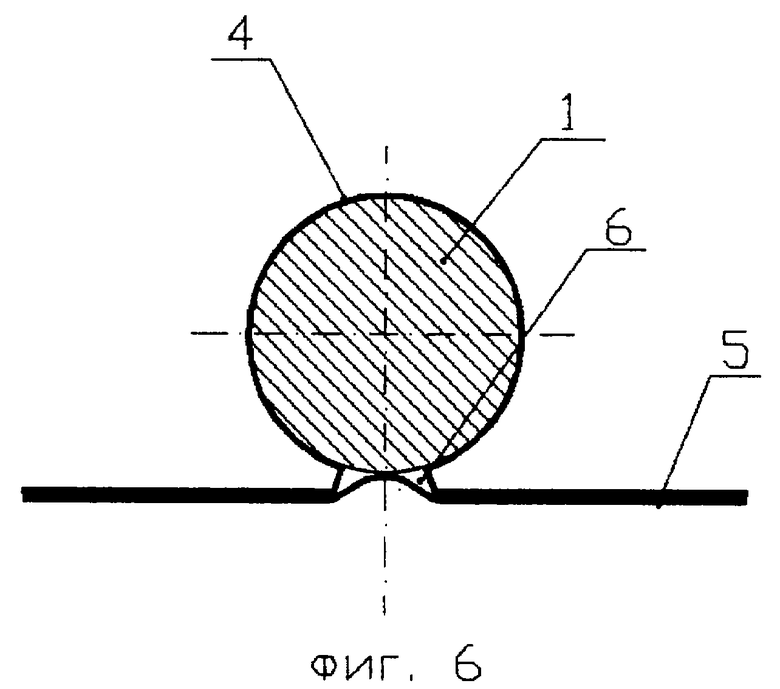
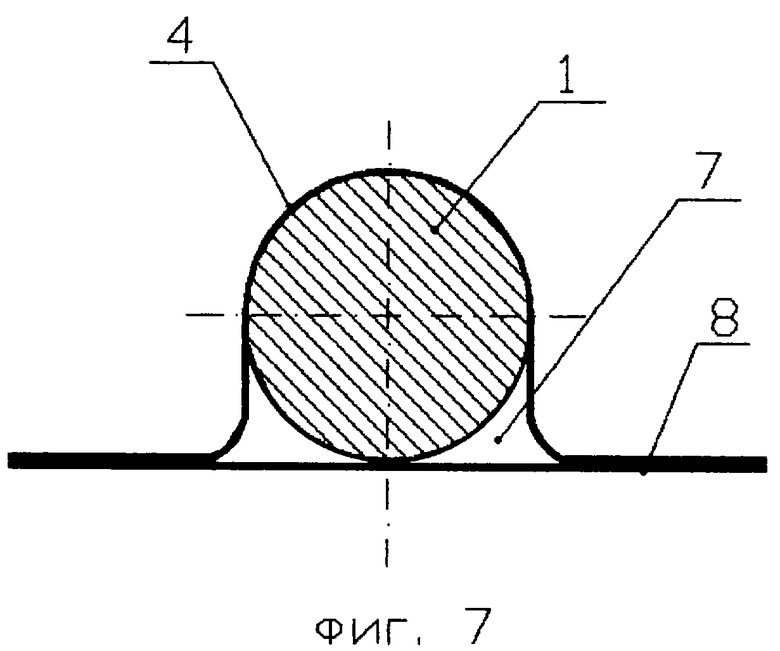
На фиг. 1 изображена подставка с двумя вертикальными отверстиями, вид в плане; на фиг.2 - разрез А-А на фиг.1; на фиг.3 - перфорированный поддон с участками: без подставки, с подставкой и с изделием, размещенным на подставке; на фиг. 4 и 5 схематично изображено изделие цилиндрической формы, вид сбоку, упакованное, соответственно, заявляемым и известным способами; на фиг. 6 и 7 показано упакованное изделие, поперечный разрез, соответственно заявляемым и известным способами.
Сущность изобретения поясняется следующим описанием способа его осуществления.
Упаковываемые изделия 1 размещают на расположенных на перфорированном поддоне 2 подставках 3 с углублением в верхней части, накрывают их термопластичной пленкой, которую нагревают до температуры высокоэластичного состояния. Эта температура различна для каждого типа пленки и колеблется в пределах от 85 до 180oС. После этого вакуумируют полость между поддоном 2 и пленкой через вертикальные отверстия в центральной части основания подставок 3, совмещенные с отверстиями поддона 2, в результате чего размягченная пленка плотно обтягивает упаковываемые изделия 1. Затем охлаждают пленку, время охлаждения зависит от материала и толщины пленки. На этом формование пленки заканчивается. Отформованную пленку с изделиями 1 соединяют с клейкой подложкой, закрывая образовавшиеся при формировании упаковки щели.
По известному способу (фиг. 5) пленка 4 покрывает лишь верхнюю часть изделия 1 и опускается на поддон 2 с равномерно расположенными в нем отверстиями, оставляя незащищенной нижнюю часть изделия. При сваривании верхней 4 и нижней 8 пленок (фиг.7) свободный (паразитный) объем 7 воздуха внутри ячейки контейнера достигает в идеале 13,7% от объема изделия 1, по факту ~15%. Кроме того, на первой стадии упаковывания (вакуумирования) происходит залипание пленки в отверстиях поддона, затрудняющее отделение пленки с изделиями от поддона.
По предлагаемому способу (фиг.4) отверстия в поддоне 2 и подставках 3 совмещены и позволяют за счет направленного потока воздуха размягченной пленке 4 плотно обтягивать верхнюю и нижнюю части изделия 1. Незащищенной остается только сопряженная с подставкой 3 нижняя поверхность изделия 1, при этом свободный объем 6 воздуха ячейки составляет 7...9% от объема изделия 1 (в зависимости от формы изделия и толщины подставки), по факту - 5...6%, так как при соединении пленки 4 с клейкой подложкой 5 (фиг.6) последняя приклеивается и непосредственно к изделию 1, поэтому свободный объем воздуха внутри ячейки контейнера дополнительно уменьшается примерно на 30%, т.е. налицо при предлагаемом способе уменьшение паразитного объема 6 после двух операций в 2. ..3 раза по сравнению с известным способом, что обеспечивает надежность хранения прецизионных изделий топливной аппаратуры, по меньшей мере, в течение 5 лет в условиях хранения 2 (С) по ГОСТ 15150-69. Это подтверждают климатические испытания упаковки, изготовленной заявляемым способом, проведенные Испытательным Центром Калужского научно-исследовательского и экспериментально-конструкторского института тары и упаковки.
Конкретные примеры осуществления способа.
Пример 1
Распылители 1 размещают на подставках 3, накрывают их полиэтилентерефталевой аморфной пленкой толщиной 450 мкм (ТУ 2255-437-05761784-2000), нагревают ее до температуры 90-100oС, вакуумирование полости между поддоном 2 и пленкой осуществляют до 600 мм рт.ст. в течение 30-35 с, при этом нагрев пленки продолжается в течение 10 с с начала ваккумирования. Затем за 15с с охлаждают пленку и заклеивают щели упаковки поливинилхлоридной этикеткой с липким слоем (ТУ 6-00-04696843-08-93).
Пример 2
Упаковку плунжерных пар осуществляют аналогично примеру 1, только пленку используют толщиной 350 мкм (ТУ 6-49-576183-90), нагревают ее до температуры 85-95oС и после прекращения нагревания создают вакуум до 550 мм рт.ст. за 20-25 с. Для охлаждения пленки достаточно 10 с.
Итак, путем повышения температуры нагрева пленки до высокоэластичного состояния и вакуумирования пространства между поддоном и пленкой через отверстия в подставках предлагаемый способ позволяет уменьшить паразитический объем воздуха в упаковке и, следовательно, увеличить срок хранения изделий.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ упаковки изделий под вакуумом | 1975 |
|
SU593969A1 |
| Способ упаковки изделий под вакуумом | 1982 |
|
SU1118586A1 |
| СПОСОБ ТЕРМОУСАДКИ ПЛЕНКИ ПРИ УПАКОВКЕ ИЗДЕЛИЙ В ПАКЕТЫ | 2000 |
|
RU2175301C1 |
| СПОСОБ ТЕРМОУСАДКИ ПЛЕНКИ ПРИ УПАКОВКЕ ИЗДЕЛИЙ В ПАКЕТЫ | 2000 |
|
RU2186010C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПУСТОТЕЛОГО, КЕРАМИЧЕСКОГО ФИЛЬТРУЮЩЕГО ЭЛЕМЕНТА | 2002 |
|
RU2208001C1 |
| ЛОВУШКА ДЛЯ ТАРАКАНОВ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2131188C1 |
| СПОСОБ ТЕРМОУСАДКИ ПЛЕНКИ ПРИ УПАКОВКЕ ИЗДЕЛИЙ В ПАКЕТЫ | 2003 |
|
RU2243137C2 |
| СПОСОБ ПЕРФОРИРОВАНИЯ ГЛАДКИХ ЗАКРЫТЫХ ПОВЕРХНОСТЕЙ ИЗДЕЛИЯ ИЗ ОТКРЫТОПОРИСТЫХ ПЕНОПЛАСТОВЫХ ЛИСТОВ | 1995 |
|
RU2106958C1 |
| ФОРМОВОЧНО-ЛИТЬЕВОЕ УСТРОЙСТВО И СПОСОБ ПРОИЗВОДСТВА ПРЕФОРМ И АРМИРОВАННЫХ ВОЛОКНОМ ПЛАСТМАСС С ПОМОЩЬЮ ФОРМОВОЧНО-ЛИТЬЕВОГО УСТРОЙСТВА | 2007 |
|
RU2443555C2 |
| УСТРОЙСТВО ДЛЯ МЕХАНИЗИРОВАННОЙ УПАКОВКИ ШТУЧНЫХ ИЗДЕЛИЙ В ТЕРМОУСАДОЧНУЮ ПЛЕНКУ | 2001 |
|
RU2203841C1 |
Изобретение относится к упаковочной технике и может быть использовано в автомобильной промышленности для хранения прецизионных деталей. Способ предусматривает размещение изделий 1 на перфорированном поддоне 2 с использованием подставок 3, имеющих углубление в верхней части и вертикальные отверстия в центральной части основания, накрывание их термопластичной пленкой, нагревание пленки до температуры высокоэластичного состояния, вакуумирование полости между поддоном и пленкой через вертикальные отверстия, совмещенные с отверстиями поддона, охлаждение пленки и соединение отформованной пленки с изделиями с клейкой подложкой. Способ позволяет увеличить срок хранения изделий путем обеспечения минимального паразитического объема воздуха внутри упаковки. 7 ил.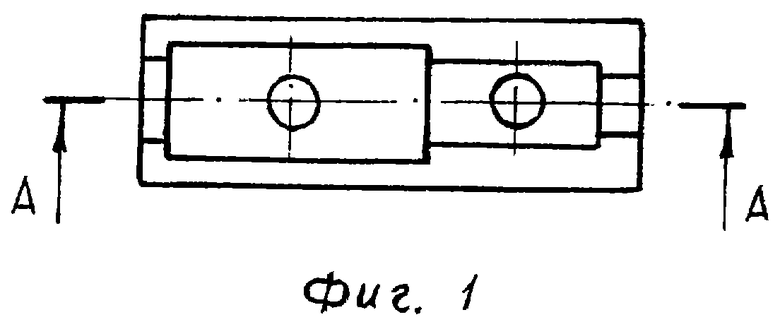
Способ упаковки изделий под вакуумом, предусматривающий размещение их на перфорированном поддоне, накрывание их термопластичной пленкой, нагревание пленки, вакуумирование полости между поддоном и пленкой, охлаждение пленки и соединение отформованной пленки с изделиями с подложкой, отличающийся тем, что изделия размещают на подставках с углублением в верхней части, пленку нагревают до температуры высокоэластичного состояния, вакуумирование осуществляют через вертикальные отверстия в центральной части основания подставок, совмещенные с отверстиями поддона, при этом отформованную пленку соединяют с клейкой подложкой.
| ГИДРАВЛИЧЕСКИЙ ТАРАН | 1921 |
|
SU533A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| МУСОРОСОЖИГАТЕЛЬНАЯ ШАХТНАЯ ПЕЧЬ | 1923 |
|
SU737A1 |
| АППАРАТ ДЛЯ ПРЕССОВАНИЯ И РАЗРЕЗАНИЯ ТОРФА НА КИРПИЧИ | 1923 |
|
SU740A1 |
| ПРИБОР ДЛЯ ТУШЕНИЯ ПОЖАРОВ ПЕНОЮ | 1923 |
|
SU749A1 |
| Прибор для определения скорости движения и пройденного пути вагонами, автомобилями и т.п. | 1915 |
|
SU863A1 |
| SU 12994701 А1, 07.03.1987. | |||

