Изобретение относится к способу получения пустотелых керамических фильтрующих элементов и может быть использовано при изготовлении секторного элемента дискового керамического фильтра.
В ряде технологических процессов черной, цветной и горно-обогатительной отраслей промышленности необходимо применение фильтрующих керамических элементов сложной и особосложной конфигурации с внутренними сквозными или тупиковыми полостями. При изготовлении таких изделий возникает комплекс технологических параметров, определяющих целостность и эксплуатационные характеристики изготовляемой продукции.
Известно формование литьем полых керамических фильтрующих элементов путем заполнения литейной массой гипсовой формы, набора толщины пористой стенки и отделения избытка литейной массы, при котором образуется пустотелое пространство простейшей формы (DЕ 3641057 С 2, кл. С 04 В 38/00; В 01 D 46/10, 1998 г.)
Пустотелое пространство для придания конструктивной прочности пористого носителя заполняют гранулированной массой, высушивают и обжигают. В результате получают керамический фильтр секторного типа для применения в вакуумно-сушильных устройствах.
Недостатком способа является зависимость толщины стенки и скорости ее набора от общей пористости гипсовой формы и ее распределением, что приводит к разнотолщинности фильтрующей стенки и изменению гидравлического сопротивления в локальных областях изделий.
В соотетствии с патентом Украины (патент 39564 А, заявка 2000105193 от 13.10.2000 г., МКИ С 04 В 38/00) известен способ изготовления керамического фильтрующего элемента, включающий гидравлическое прессование сплошного блока фильтрующего элемента дискового фильтра, где в качестве формовочного состава применены компоненты, мас.%:
Высокообожженный шамот - 75
Бентонит - 25
Влажность массы, сверх 100% - 8±1,5
Пластичную массу помещают в металлическую пресс-форму заданной конфигурации и размеров, прессуют сплошной блок пористого носителя, производят сушку, обжигают при температуре 1230-1250oС, поверхности блока обрабатывают способом алмазного шлифования, в теле блока по торцевой части сверлят каналы диаметром 10 мм для отвода фильтрата, которые перекрещиваются и каждый из которых соединен с отверстием отвода фильтрата, а для получения заданного распределения пор в блоке фильтрующую поверхность ангобируют шликерной массой, высушивают и обжигают.
Полученные при этом способе перекрещивающиеся тупиковые каналы отвода фильтрата имеют локальные "мертвые зоны", что приводит к неравномерному распределению осадка, повышению гидравлического сопротивления элемента, снижающие производительность фильтрационного процесса, и разрушаются при повышенных давлениях регенерации, особенно мелких фракций.
В патенте США ( 4821875, МКИ С 04, В 33/32, заявл. 27.01.86, опубл. 09.05.89 г. , НКИ 264/59) пустотелые, композиционные керамические изделия получают методом обратных реплик. Способ состоит в том, что металлическую заготовку в виде будущей полости помещают в слой наполнителя и нагревают в окислительной среде до температуры плавления металла и ниже температуры плавления продукта его окисления. Одновременно с плавлением и окислением происходит впитывание расплавленного металла и образование полости. Исходным металлом служит алюминий, а также Si, Ti, Zr, Hf. Наполнитель в виде порошка, волокон, нитевидных кристаллов и содержащий оксид алюминия, церия, гафния, скандия. Окислителями служат газы - воздух, смеси Н2/Н2О, СО/СO2 и др. Окисление производят при температуре 850-1450oС.
Способ позволяет получать пустотелые, керамические изделия с внутренним уплотненным слоем и неравномерным распределением компонентов, обусловленным нерегулируемыми капеллярными силами пропитки, приводящими к расклинивающим напряжениям внутри оболочки и деградации механических свойств изделий в процессе эксплуатации.
Наиболее близким по функциональному назначению и принципу решения проблемы является способ получения пустотелой керамики (заявка 1249677 Япония, МКИ С 04 В 38/06, заявл. 30.03.88 г., опубл. 04.01.89 г.).
В соответствии с формулой изобретения на сердцевину из пены выгорающей термопластичной смолы (например, стирола), имеющую конфигурацию будущего изделия, в виде суспензии наносят клеевую массу, в состав которой входят мелкие частицы стирола, керамического порошка и выгорающие природные или органические волокна, сушат, обжигают при температуре 600-900oС. В процессе обжига органические компоненты выгорают и удаляются. При этом получается пустотелое керамическое изделие.
Недостатком данного способа является растрескивание изделий при спекании за счет различного теплового расширения вкладыша и изделия, а также образование газообразных продуктов горения, создающих внутреннее давление, приводящее к деформации стенок изделия, образованию микротрещин, что в условиях фильтрации мелкодисперсных пульп недопустимо. Кроме того, при деструкции стирола выделяются токсичные компоненты, загрязняющие при выбросе окружающую среду.
Задачей авторов является разработка способа получения фильтрующего элемента, обеспечивающего достижение цели изобретения - повышение качества пустотелого, керамического фильтра секторного типа.
Поставленная цель достигается, в отличие от известного способа, тем, что реплику изготавливают из смеси углеводородов парафинового ряда, в разъемную пресс-форму помещают половину расчетного количества шихты, вставляют в пресс-форму центрирующий шаблон, производят оттиск контура реплики, извлекают шаблон, помещают реплику, загружают вторую половину расчетного количества шихты, прессуют пористый блок заданной конфигурации и размеров путем наложения давления на верхний пуансон пресс-формы, перемещают верхний пуансон на расчетную величину, на верхний и нижний пуансоны пресс-формы подают вибронагрузку в течение 10-15 с, извлекают заготовку, перемещают ее на сушку, удаляют материал реплики при температурах ниже температуры воспламенения углеводородов парафинового ряда, перемещают его на этап повторного использования, проводят процесс сушки и обжигают при температурах достижения необходимых физико-механических характеристик керамического наполнителя.
Сущность заявляемого технического решения состоит в комплексе операций, позволяющих достичь цели, и последовательности их реализации:
- изготовление реплики из смеси углеводородов парафинового ряда позволяет получить материал, состоящий из компонентов, имеющих разную температуру плавления, и тем самым уменьшить влияние увеличения объема реплики при сушке на деформацию пористой заготовки;
- первоначальная загрузка 1/2 расчетного количества шихты необходима для нанесения оттиска контура реплики на глубину, равную половине высоты реплики, что позволяет строго по центру установить реплику в объеме засыпанной шихты и исключить неравномерность деформационных нагрузок при прессовании пористого блока;
- перемещение верхнего пуансона пресс-формы на расчетную величину позволяет зафиксировать форму заготовки с определенной пористостью и возможностью перемещения частиц керамического наполнителя под действием вибронагрузок;
- воздействие вибронагрузки на верхний и нижний пуансоны обеспечивает перераспределение частиц керамического наполнителя таким образом, что при обжиге формируются пористые стенки с увеличивающимся размером пор в направлении выхода фильтрата и с минимальным размером пор на фильтрующей поверхности, а оптимальное время воздействия вибронагрузки 10-15 с определено экспериментально;
- процесс сушки обеспечивает на первых этапах удаление материала реплики путем выплавления углеводородных компонентов при разных температурах, практически в интервале 30-80oС, что приводит к постепенной релаксации напряжений, вызванных упругим последействием, на втором этапе удаляется влага из связующего компонента шихты, а под действием давления образующегося пара в порах удаляются оставшиеся компоненты матрицы(~2-3 мас.%). Выплавленные компоненты материала матрицы нагреваются, смешиваются и поступают на вторичное изготовление матрицы, что приводит к экономии исходных материалов и отсутствию загрязнения окружающей среды.
Процесс обжига обеспечивает получение пустотелого, пористого керамического изделия с необходимыми эксплуатационными характеристиками, а оптимальные температуры термообработки определяются дисперсностью и химическими ингредиентами керамического наполнителя.
Пример осуществления способа
1. Предлагаемый способ был использован для изготовления пустотелых, керамических фильтрующих элементов секторного типа с выходным патрубком.
2. Для реализации процесса использовались материалы:
2.1. Электрокорунд Ml, М3, М5, М20, М40.
2.2. Бентонит.
2.3. Сульфитно-спиртовая бражка (ССБ).
2.4. Воск пчелиный, технический парафин, озокерит.
3. Углеводородный материал реплики изготавливали из 10 мас.% воска, 70 мас.% парафина и 20 мас.% озокерита
Компоненты расплавляли в водяной ванне до температуры 80-85oС и тщательно перемешивали в течение 40 мин. Изготавливали плоскую матрицу путем заливки гипсовой формы, внутренняя полость которой предварительно смачивалась водой. Заливку производили через литник до полного заполнения всего объема. Аналогично отливалась цилиндрическая матрица выходного патрубка с винтовой нарезкой. После охлаждения заготовки извлекались, приливы и литники удалялись. Отлитую плоскую матрицу, имеющую форму кругового сектора, укладывали на полированную металлическую плиту, накладывали трафарет и специальным инструментом вырабатывали фигуры перфорации по геометрии и размерам согласно чертежу.
4. Шихту изготавливали из электрокорундовых порошков размером M1, M3, М5, М20, М40 при весовом соотношении 20:20:20:20:20 соответственно. Из смеси корундовых порошков, бентонита и ССБ, при весовом соотношении 70:23:7 соответственно, изготавливали шихту путем смешивания в Z-образной мешалке в течение 30 мин.
Полученную шихту коагулировали путем просева через сито с ячейкой 1-1,5 мм.
5. Половину расчетного количества шихты (3,5 кг) помещали в пресс-форму, выравнивали по поверхности и центрирующим шаблоном производили оттиск контура перфорированной реплики и выходного патрубка. Глубина оттиска соответствовала половине высоты перфорированной реплики и половине диаметра реплики выходного патрубка.
6. В полученные углубления закладывали реплики и засыпали вторую половину шихты. Шихту выравнивали по поверхности, прикладывали нагрузку на верхний пуансон и перемещали его до момента соприкосновения с засыпкой и производили ступенчатое вибропрессование таким образом, что в первоначальный момент давали усилие прессования 20-30% от конечного (~10-15 кг/см2), подавали вибронагрузку ни нижний и верхний пуансоны в течение 10-15 с, а после полного затухания остаточных вибрационных колебаний доводили удельное давление прессования до 50 кг/см2. В результате перемещения пуансона на фиксируемую величину получали монолитный блок полуфабриката секторной формы.
7. Полученные блоки выдерживали при комнатной температуре в течение суток и производили низкотемпературную термообработку в 2 стадии.
На первой стадии в температурном интервале 55-70oС удаляли материал матрицы при скорости подъема температуры 5oс/ч и изотермическими выдержками по 15-20 мин при 55, 63oС и 3 часа при 70oС. Затем вели подъем температуры до 85oС и делали выдержку 12 часов для удаления влаги.
При низкотемпературной термообработке заготовки устанавливали в поддон под углом 70-80o к вертикали. Выплавленные компоненты собирали в протвень для дальнейшего использования в производстве.
8. Высушенные заготовки с остаточной влажностью 0,1÷0,2% помещали на карборундовые плиты и проводили обжиг при температуре 1250±50oС с изотермической выдержкой 2 часа.
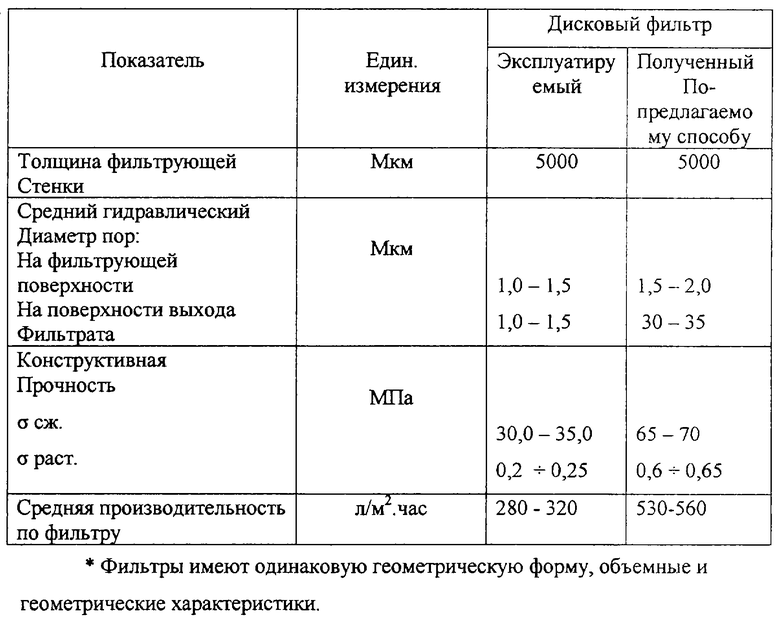
9. Полученные пустотелые, пористые, керамические фильтрующие элементы секторного типа подвергали визуальному контролю и испытаниям по стандартным и разработанным методикам. Визуальный контроль не выявил деформаций, искажений в геометрической форме, на фильтрующих поверхностях не обнаружены дефекты в виде трещин, вмятин или вздутий.
Характеристики дисковых фильтров с фильтрующими элементами секторного типа представлены в таблице.
10. Данные таблицы показывают, что предлагаемое техническое решение позволяет получить конкурентно-способные изделия, а физико-механические показатели и конструкционная прочность обеспечивают эксплуатационную надежность при увеличенной производительности установок дискового типа в целом.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ФИЛЬТРУЮЩИХ ИЗДЕЛИЙ ИЗ ДВУОКИСИ КРЕМНИЯ | 2004 |
|
RU2255792C1 |
| СПОСОБ ПОЛУЧЕНИЯ КЕРАМИЧЕСКОГО ФИЛЬТРУЮЩЕГО ЭЛЕМЕНТА | 2001 |
|
RU2204542C1 |
| СПОСОБ ПОЛУЧЕНИЯ ФИЛЬТРУЮЩЕГО ЭЛЕМЕНТА РУКАВНОГО ФИЛЬТРА | 2010 |
|
RU2431518C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ МУЛЛИТСОДЕРЖАЩИХ ОГНЕУПОРОВ | 2002 |
|
RU2209797C1 |
| СПОСОБ ПОЛУЧЕНИЯ КЕРАМИЧЕСКИХ ФИЛЬТРУЮЩИХ ЭЛЕМЕНТОВ | 2000 |
|
RU2182893C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ФИЛЬТРУЮЩИХ ЭЛЕМЕНТОВ | 2003 |
|
RU2239614C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОГНЕУПОРНЫХ ИЗДЕЛИЙ | 2003 |
|
RU2245864C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФИЛЬТРУЮЩЕЙ ПЕНОКЕРАМИКИ | 2006 |
|
RU2304568C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ НАНОСТРУКТУРИРОВАННОЙ КОРУНДОВОЙ КЕРАМИКИ | 2007 |
|
RU2341493C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОГНЕУПОРНЫХ ИЗДЕЛИЙ ИЗ ОКСИДА ХРОМА | 2004 |
|
RU2265583C2 |
Изобретение относится к способу получения пустотелых, керамических фильтрующих элементов и может быть использовано при изготовлении секторного элемента дискового керамического фильтра. Технический результат - повышение качества керамического фильтра. Для изготовления керамического фильтра секторного типа изготавливают реплику из смеси углеводородов парафинового ряда, в разъемную пресс-форму помещают половину расчетного количества шихты, вставляют в пресс-форму центрирующий шаблон, производят оттиск контура реплики, извлекают шаблон. Помещают реплику, загружают вторую половину расчетного количества шихты, прессуют пористый блок заданной конфигурации и размеров путем наложения давления на верхний пуансон пресс-формы, перемещают верхний пуансон на расчетную величину, на верхний и нижний пуансоны пресс-формы подают вибронагрузку в течение 10-15 с. Заготовку извлекают, перемещают на сушку, удаляют материал реплики при температурах ниже температуры воспламенения углеводородов парафинового ряда и перемещают его на этап повторного использования. Проводят сушку полученного блока и обжигают при температуре 1200 - 1300oС. 1 табл.
Способ изготовления пустотелого, керамического фильтрующего элемента, включающий изготовление реплики пустотелого объема, подготовку шихты, содержащей фракционированный керамический наполнитель и связующее, формование пористой заготовки, сушку, удаление материала реплики и обжиг, отличающийся тем, что реплику изготавливают из смеси углеводородов парафинового ряда, а пористую заготовку формируют методом прессования, причем в разъемную пресс-форму помещают половину расчетного количества шихты, вставляют в пресс-форму центрирующий шаблон, имеющий форму реплики, производят оттиск на глубину половины толщины реплики , извлекают шаблон и в полученное углубление вставляют реплику, загружают вторую половину расчетного количества шихты, прессуют пористый блок заданной конфигурации и размеров путем давления на верхний пуансон пресс-формы и его перемещения на расчетную величину, осуществляют вибронагрузку на верхний и нижний пуансоны пресс-формы в течение 10-15 с и извлекают заготовку, перемещают ее на сушку, удаляют материал реплики при температурах ниже температуры воспламенения углеводороводов парафинового ряда и перемещают его на этап повторного использования, проводят сушку полученного блока и обжигают при температуре 1200-1300oС.
| Регулируемый преобразователь | 1984 |
|
SU1249677A1 |
| RU 97109140 A, 27.04.1999 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКОВЫХ ФОРМ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 1991 |
|
RU2033292C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ СЛОЖНОЙ КОНФИГУРАЦИИ ИЗ БЕТОНА | 0 |
|
SU185743A1 |

