Изобретение относится к области защиты от коррозии в технике, а более конкретно к защите от коррозии в машинах и механизмах, в частности в жидкостных ракетных двигателях (ЖРД).
Изобретение может применяться также в объектах техники, содержащих разъемные соединения магистралей текучей среды и электрических цепей, которые подвергаются воздействию такой коррозионной среды, как влажный морской воздух.
Предшествующий уровень техники
Из анализа уровня техники известны различные способы защиты от коррозии и соответствующие устройства.
"Способ защиты oт коррозии пароводяных трактов турбоустановки и установка для его осуществления" известны из международной заявки PCT/SU 91/00182; международная публикация W 093/06260 по МКИ C 23 F 11/00, дата международной публикации 1.4.1993. Этот материал принимаем в качестве аналога изобретения. Способ заключается в том, что в готовое изделие-турбоустановку, т.е. устройство (как известно, турбоустановки обычно содержит разъемные соединения), вводят газовую смесь, содержащую материал для защитного покрытия поверхностей деталей. Недостаток аналога в том, что в нем нанесение покрытия осуществляется со стороны внутренних полостей машины. К такому покрытию необходимо предъявлять требование взрывобезопасности в химически активных средах, каковыми являются ракетные топлива, например жидкий кислород - широко распространенный компонент ракетного топлива. Кроме того, сложно, в том числе визуально, проверить качество нанесения покрытия во внутренних полостях устройства и соответственно во внутренней полости разъемного соединения. Еще один недостаток аналога заключается в том, что в нем для нанесения покрытия необходимо вращение ротора турбины и необходимо аминосодержащее соединение для подачи во внутреннюю полость устройства, что неприемлемо для предлагаемого изобретения ввиду нецелесообразности, а во многих случаях и недопустимости подачи каких-либо сред в стерильно чистые магистрали ЖРД.
Кроме того, этот способ не обеспечивает защиту наружных поверхностей соединений от контакта с внешней средой и соответственно от коррозии разъемных соединений с внешней стороны.
Известна технология применения микровосковых составов на поверхности изделий для антикоррозионной защиты (справочник Р.А. Игнатьев и А.А. Михайлова. Защита техники от коррозии, старения и биоповреждений. - М.: Россельхозиздат, 1987, с. 218). Это техническое решение также выбираем в качестве аналога изобретения. В этом способе восковой состав ИВВС наносится на защищаемые поверхности методом распыления. Недостаток этого аналога во взрывоопасности покрытия по этому способу в условиях контакта с парами жидкого кислорода. Кроме того, технология этого покрытия не обеспечивает его надежное проникание в узкие щели величиной в десятые доли мм (например, 0,3 мм) и соответственно защиту таких мест от коррозии.
В США на автомобильных заводах Форда известна многоступенчатая антикоррозионная обработка нижних поверхностей автомобилей и скрытых внутренних поверхностей, а также нанесение воскового покрытия на открытые участки нижней части автомобилей, а также распыление воска по всей нижней поверхности кузова после сварки (Белорусский НИИ научно-технической информации. В.Л. Кныш и И. В. Матюшко. Опыт применения водоразбавляемых лакокрасочных материалов для защиты изделий от коррозии. - Минск, 1981, с.21). Этот способ принимаем в качестве прототипа изобретения.
Недостаток прототипа в том, что покрытие по этому техническому решению не является взрывобезопасным при контакте с парами жидкого кислорода, что не может быть допущено при эксплуатации ЖРД, т.к. возможно возгорание покрытия в среде кислорода.
Следует также отметить, что применительно для ЖРД в сочетании со стойкостью в средах ракетных топлив, прочностью и температуростойкостью при простоте технологии защиты от коррозии и биоповреждений требуется высокая проникающая способность лакокрасочного покрытия в узкие щели (до десятых долей мм). Сочетанием этих свойств не обладает покрытие, полученное по способу-прототипу.
Сущность изобретения
Задача, которая стояла перед создателями изобретения, состояла в том, чтобы обеспечить защиту от коррозии разъемных соединений магистралей текучей среды и/или электротехнических цепей устройства, например ЖРД, в условиях воздействия такой коррозионной среды, как влажный морской воздух в течение до года и более. При этом необходимо, чтобы средства, обеспечивающие выполнение этой задачи, были просты и не были технологически проблематичными.
Технический результат заявленного изобретения заключается в том, что изобретен способ защиты от коррозии разъемных соединений магистралей текучей среды и электротехнических цепей устройств, например ЖРД, при воздействии на них в течение до года и более морского влажного воздуха. Важнейшим обстоятельством является то, что предложенный способ защиты от коррозии позволяет нанести защитное покрытие, взрывобезопасное и невозгораемое при контакте с парами жидкого кислорода.
Изобретенный способ позволяет проводить визуальный контроль разъемного соединения в окончательно собранном виде. Это достигается тем, что полученное предлагаемым способом защитное покрытие прозрачно.
Способ обеспечивает также надежную защиту разъемных соединений от ряда химически активных паров, как, например, хлор, а также от ряда биологически активных сред, что подтверждается положительными результатами многолетнего хранения изделий, покрытых указанным в способе лаком, в условиях завода-изготовителя и в полевых условиях.
Кроме того, способ обеспечивает работоспособность защиты от коррозии при условиях работы в соответствующих временных интервалах в широком диапазоне температур от -180oС до +300oС.
Способ обеспечивает малую массу защитного покрытия, что особенно важно при использовании способа в летательных аппаратах и их элементах, особенно в ЖРД, где к тому же требуется и высокая стойкость защитного покрытия к виброперегрузкам, например 300g.
Следует отметить также, что применяемый по настоящему способу лак обеспечивает хорошее проникновение через узкие щели конструкции, например величиной 0,2 мм.
Сущность изобретения заключается в том, что в способе защиты от коррозии разъемных соединений магистралей текучей среды и/или электротехнических цепей устройства, включающем монтаж разъемных соединений на устройстве, контроль качества монтажа и нанесение защитного покрытия на разъемные соединения, защитное покрытие наносят толщиной 1-200 мкм лаком АК-593, представляющим собой раствор сополимера бутилметакрилата и метакриловой кислоты в смеси органических растворителей с добавлением пластификатора.
Краткое описание чертежей
На чертеже изображен фрагмент конструкции ЖРД с видом на камеру, газогенератор и их обвязку без электрического кабельного ствола и его жгутов за исключением кабельного разъема одного из датчиков давления.
Пример реализации изобретения
Заявляемый способ рассмотрим на примере ЖРД, фрагмент конструкции которого представлен на чертеже, где 1 - камера, 2 - газогенератор, 3 - разъемное соединение по газовому тракту камеры, 4 - разъемное соединение напорной магистрали жидкого кислорода, 5 - двигательный, штепсельный разъем датчика давления и электрического кабеля ЖРД (собственно кабель и датчик давления на чертеже не показаны), 6 - электрически соединяемые между собой штепсельным разъемом 5 кабельные концы. Штепсельный разъем 5 крепится на двигателе за счет крепления кабельных концов 6 с помощью привариваемых к трубопроводу хомутиков 7, 8 - колодки интерфейсных штепсельных разъемов двигателя.
На фрагменте конструкции ЖРД опущена разводка электрических кабельных стволов и их жгутов за исключением кабельных концов 6 двигательного штепсельного разъема 5, которые сохранены на чертеже для поясняющего способ примера.
Способы защиты от коррозии разъемных соединений (и их частей) магистралей текучей среды и электротехнических целей заключаются в следующем.
Вначале осуществляют сборку машины (рассматриваем на примере ЖРД) с установкой на машине разъемных соединений, например, разъемных соединений 3 и 4 в магистралях текучих сред и двигательного штепсельного разъема 5 электротехнической цепи.
Следует отметить, что разъемные соединения 3, 4, 5 взяты в качестве примеров, а вообще-то на современном мощном ЖРД, например, может быть сотня разъемных соединений текучих сред и пять сотен разъемных соединения электротехнических цепей.
Монтаж рассматриваемых разъемных соединений осуществляется за счет крепления их к стыкуемым с ними деталям и устройствам разъемного соединения 3 к камере 1, разъемного соединения 4, как видно из чертежа к трубопроводам, на которых оно установлено, штепсельного разъема 5 - к кабельным жгутам 6, закрепленным, как видно из чертежа, на трубопроводе с помощью хомутов 7.
Осуществляют визуальный контроль разъемных соединений 3, 4, 5.
Осуществляют контроль качества монтажа путем пневмоиспытаний подачей давления газообразного азота внутрь разъемных соединений 3 и 4.
Осуществляют контроль качества монтажа путем проверки целостности электрической цепи и сопротивления изоляции штепсельного разъема 5.
Производят технологические испытания разъемных соединений в составе ЖРД (машины), включая огневые испытания ЖРД.
Осуществляют контроль, в том числе визуальный, состояния разъемных соединений. Производят пневмоиспытания путем подачи давления газообразного азота внутрь разъемных соединений 3 и 4.
Производят контроль путем проверки целостности цепей и электрического сопротивления изоляции штепсельного разъема 5.
При необходимости надевают технологические заглушки, например, на колодки 8 интерфейсных штепсельных разъемов и на другие поверхности и элементы, не допускающие попадания на них защитного покрытия.
Покрывают лаком с внешней стороны разъемные соединения магистралей текучей среды (в частности, разъемное соединение 3 по газовому тракту камеры и разъемное соединение 4 напорной магистрали жидкого кислорода), а также разъемы электротехнических цепей (в частности, штепсельный разъем 5 одного из датчиков давления и электрического кабели ЖРД), распыливая лак пульверизатором и направляя его с внешней стороны в места расположения разъемных соединений.
В качестве лака используют лак АК-593, представляющий собой раствор сополимера бутилметакрилата и метакриловой кислоты в смеси органических растворителей с добавлением пластификатора.
Лак АК-593 изготавливается согласно отечественным ТУ 6-10-1053-75.
Толщина защитного слоя 8÷15 мкм.
Сушка покрытия в цеховых условиях в течение 1 часа ± 15 мин.
Повторяют предыдущую операцию покрытия ладом (уже вторым слоем) с последующей сушкой покрытия в цеховых условиях в течение 1 часа ± 15 мин.
Третий раз повторяют операцию покрытия лаком (уже третьим слоем) с последующей сушкой покрытия в цеховых условиях в течение 1 часа ± 15 мин.
Осуществляют визуальный контроль разъемных соединений.
При необходимости снимают технологические заглушки, например, с интерфейсных штепсельных разъемов.
При хранении изготовленного ЖРД, имеющего разъемные соединения магистралей текучей среды и (или) электротехнических цепей, в условиях воздействия на двигатель окружающего влажного морского воздуха к разъемным соединениям с внешней стороны подходит влажный морской воздух. Наличие защитного покрытия на поверхностях разъемного соединения препятствует коррозии этого разъемного соединения.
Промышленное применение
Заявленный способ защиты от коррозии разъемных соединений применим в машинах и механизмах на морских и океанских атмосферных просторах. Этот способ найдет свое применение в ракетной технике на ЖРД, используемых на морях и океанах Земли или в прибрежной их полосе.
Возможно применение этого способа на летательных аппаратах, предназначенных для использования в условиях планеты Венера или других планет.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗАГЛУШКА КАМЕРЫ ЖРД | 1999 |
|
RU2159350C1 |
| КОРПУС КАМЕРЫ ЖИДКОСТНОГО РАКЕТНОГО ДВИГАТЕЛЯ | 1999 |
|
RU2158840C2 |
| УЗЕЛ КАЧАНИЯ КАМЕРЫ ЖИДКОСТНОГО РАКЕТНОГО ДВИГАТЕЛЯ С ДОЖИГАНИЕМ | 1999 |
|
RU2159352C2 |
| ЖИДКОСТНЫЙ РАКЕТНЫЙ ДВИГАТЕЛЬ | 1999 |
|
RU2158838C2 |
| УЗЕЛ КАЧАНИЯ КАМЕРЫ ЖИДКОСТНОГО РАКЕТНОГО ДВИГАТЕЛЯ (ЖРД) | 1998 |
|
RU2160376C2 |
| РЕГУЛЯТОР РАСХОДА | 1999 |
|
RU2159377C1 |
| СПОСОБ ПОЛУЧЕНИЯ СВАРНОГО СОЕДИНЕНИЯ | 1999 |
|
RU2158668C2 |
| ЖИДКОСТНЫЙ РАКЕТНЫЙ ДВИГАТЕЛЬ С ДОЖИГАНИЕМ ТУРБОГАЗА | 1999 |
|
RU2158839C2 |
| МОДУЛЬ-ГАЗОГЕНЕРАТОР | 1999 |
|
RU2159349C1 |
| КАМЕРА ЖИДКОСТНОГО РАКЕТНОГО ДВИГАТЕЛЯ И ЕЕ КОРПУС | 1999 |
|
RU2158841C2 |
Изобретение относится к защите от коррозии в технике, в особенности защиты от коррозии разъемных соединений в машинах и механизмах, в частности в жидкостных ракетных двигателях (ЖРД), при воздействии влажного морского воздуха. Способ защиты от коррозии разъемных соединений магистралей текучей среды и/или электротехнических цепей устройства включает монтаж разъемных соединений на устройстве, контроль качества монтажа и нанесение защитного покрытия на разъемные соединения, при этом защитное покрытие наносят толщиной 1-200 мкм лаком АК-593, представляющим собой раствор сополимера бутилметакрилата и метакриловой кислоты в смеси органических растворителей с добавлением пластификатора. Технический результат заключается в том, что изобретен способ защиты от коррозии разъемных соединений магистралей текучей среды и электротехнических цепей устройств, например ЖРД, при воздействии на них в течение до года и более морского влажного воздуха. Способ позволяет нанести защитное покрытие, взрывобезопасное и невозгораемое при контакте с парами жидкого кислорода. 1 ил.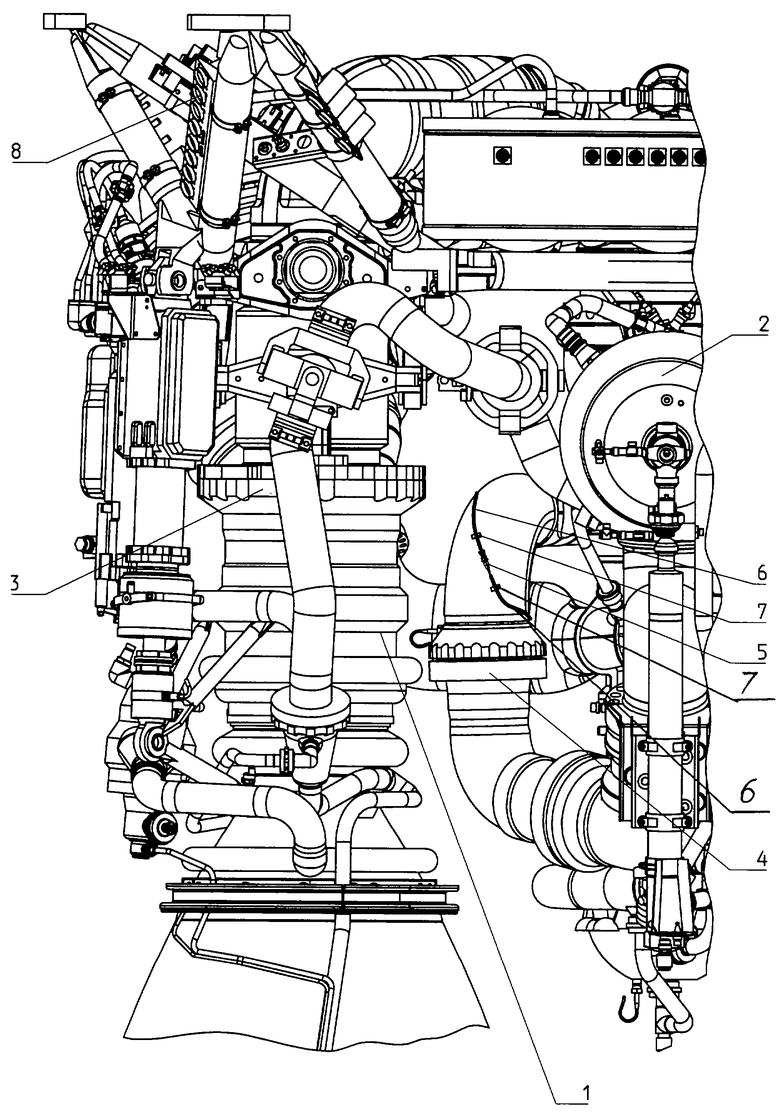
Способ защиты от коррозии разъемных соединений магистралей текучей среды и/или электротехнических цепей устройства, включающий монтаж разъемных соединений на устройстве, контроль качества монтажа и нанесение защитного покрытия на разъемные соединения, отличающийся тем, что защитное покрытие наносят толщиной 1-200 мкм лаком АК-593, представляющим собой раствор сополимера бутилметакрилата и метакриловой кислоты в смеси органических растворителей с добавлением пластификатора.
| КНЫШ В.А., МАТЮШКО И.В | |||
| Опыт применения водоразбавляемых лакокрасочных материалов для защиты изделий от коррозии.- Минск: Белорусский НИИ научно-технической информации, 1981, с.21 | |||
| Лакокрасочные материалы и их применение | |||
| - М: Химия, 1977, № 1, с.66-67 | |||
| Рукоятка трамвайного контроллера | 1938 |
|
SU54210A1 |
