Изобретение относится к области подготовки железорудного сырья для металлургических агрегатов, в частности конвейерными машинами окускования сыпучих материалов.
Наибольшее распространение получили агломерационные и обжиговые конвейерные машины, являющиеся основным агрегатом окускования железных руд и концентратов, подготавливающих высококачественное сырье для последующих переделов металлургических комбинатов.
Преимущества конвейерных машин, заключающиеся в непрерывности технологического процесса, наличии его математического описания и алгоритмов управления, позволяют использовать их в других отраслях промышленности, таких как обжиг хромитовых окатышей, получение цементного клинкера, переработка зольных отвалов в строительный материал, извлечение углеводородных фракций из горючих сланцев и др.
Предлагаемые решения автоматической паспортизации и диагностики тележек конвейерных машин окускования применимы для всех типов машин, работающих по следующей технологической схеме: загрузка сыпучего материала на непрерывную ленту движущихся тележек, термическая обработка сырого материала в тоннельных печах, принудительное или естественное охлаждение готового материала, разгрузка его и возврат тележек по обратной ветви ленты снова на загрузку.
Все элементы тележек: корпуса, колосники, борта, ролики работают в экстремальных условиях, характеризующихся циклическими высокотемпературными нагрузками и газовой коррозией, что обуславливает их повышенный износ и возникновение аварийных ситуаций.
Проведенные исследования [1] выявили зависимости срока службы тележки и возникновения аварийных ситуаций от общего числа циклов, проработанных тележкой на машине, и числа циклов работы с перегревом тележки. Кроме этого, возможно внезапное возникновение аварийной ситуации, например, при отказах автоматизированной системы защиты оборудования, при разрушении бортов или роликов колосниковых тележек.
Известны машины окускования, оснащенные различными типами датчиков, фиксирующих отклонение параметров тележек от заданных значений. К таким датчикам относятся: измерители прогиба корпусов тележек емкостного принципа действия типа УКВ-1 [2] и ИВО-1 [3] (разработка НПО "Днепрчерметавтоматики"); ультразвуковые FDU фирмы Endress+Hauser [4] ; температуры колосников и балок корпусов АПИР-С [5]; бесконтактные выключатели типа ВБИ [6] и др. Эти датчики выдают обезличенный относительно контролируемого объекта аналоговый или дискретный сигнал в устройства сигнализации или на самописцы.
Наиболее близким аналогом является машина окускования, оснащенная системой автоматизации, описанной в [7], которая принимается за прототип.
К причинам, препятствующим достижения указанного ниже результата при использовании известных датчиков, относится то, что не был решен вопрос определения принадлежности получаемой от датчиков информации (идентификации) конкретной тележке. Поэтому, чтобы определить - какая тележка является дефектной, надо или немедленно остановить машину, что приводит к нарушению непрерывности технологического процесса и потере производительности машины, или обслуживающему персоналу ждать прохождения еще одного цикла работы машины и в момент следующего прихода тележки в точку контроля параметра визуально определять инвентарный номер тележки. Но при этом теряется информация - какая тележка в предыдущем цикле была перегрета.
Более того, учитывая то обстоятельство, что датчики находятся в разных местах машины, все эти ручные и визуальные операции во много раз усложняются, если на машине имеются две или более тележек с разными видами дефектов.
Сущность изобретения состоит в следующем.
Предлагаемое решение позволяет повысить производительность машин окускования, сократить эксплуатационные расходы.
Указанный технический результат при осуществлении изобретения достигается тем, что на известных конвейерных машинах окускования:
- устанавливаются устройства, контролирующие отклонения конструктивных параметров колосниковых тележек сверхдопустимых пределов;
- устанавливаются дополнительные датчики положения тележек и циклов работы машины, и соединенные с ним циклическое стеккерное запоминающее устройство, оперативное запоминающее устройство, либо программируемый контроллер и персональный компьютер;
- вводятся алгоритмы, обеспечивающие идентификацию поступающей от датчиков информации с конкретной, имеющей инвентарный номер тележкой; сравнение параметров каждой тележки в текущем и предыдущем циклах работы машины, и автоматически вносят в паспорт тележки, определение параметров, имеющих сверхдопустимый предел, выявление и остановку дефектной тележки в зоне устройства замены тележек (УЗТ).
При введении идентификации колосниковых тележек становится возможной диагностика конструктивных параметров и их паспортизация, а также автоматическая остановка дефектной тележки в зоне замены, что приводит к сокращению времени простоев, т.е. позволяет увеличить производительность технологической линии. Эксплуатационные расходы сокращаются за счет исключения трудоемких ручных замеров, снижения объемов послеаварийных работ, а кроме того, своевременный заказ оптимального количества запасных частей и оборудования позволяет сократить складские расходы.
Заявляемое техническое решение соответствуют критерию изобретательного уровня, т.е. введенные признаки придают техническому решению новые свойства:
- идентификация информации, получаемой о состоянии механической части тележек, установленных на машине, относительно каждой тележки;
- автоматическая остановка и ее отмена по команде эксплуатационного персонала дефектной тележки в зоне замены;
- прогнозирование состояния механической части тележек, определение времени очередной замены тележек, отработавших свой ресурс, и планирование объемов ремонтных работ.
Техническое решение поясняется следующими схемами:
- фиг. 1 - расположение датчиков контроля параметров состояния механической части тележек;
- фиг.2 - блок-схема устройства диагностики тележек машин окускования.
Диагностирование и паспортизация тележек осуществляются по следующим параметрам:
- порядковый номер на машине;
- инвентарный номер;
- величина прогиба корпусов;
- общее количество отработанных циклов;
- количество циклов с перегревом;
- коэффициент термоусталости;
- коды неисправностей.
Кроме того, возможен ручной ввод других видов неисправностей (например: неисправность подшипников роликов тележек).
Для реализации предлагаемого технического решения установлены бесконтактные датчики измерителей температуры ДТ и прогиба ДП корпусов тележек, датчики наличия бортов ДБ и роликов ДР, которые установлены относительно датчика положения тележек (ДПТ) таким образом, что, в момент включения ДПТ от бортов очередной тележки, соблюдаются следующие условия:
- датчик ДП расположен в точке пересечения осей машины и контролируемой тележки, а датчики ДР - над роликами тележки;
- датчики ДТ и ДБ расположены по переднему краю очередной тележки;
- датчик циклов ДЦ расположен по оси тележки, на которой установлен индицирующий элемент, например, магнит постоянного тока.
Кроме того, вводится циклическое стеккерное запоминающее устройство (СЗУ) и оперативное запоминающее устройство (ОЗУ).
Особенности работы измерителей и датчиков состояния тележек:
- по заданному алгоритму информация с ДТ о температуре низа балок и колосников тележек анализируется, и определяется величина термоусталости в текущем цикле, а затем сравнивается с аналогичным параметром в предыдущем цикле работы машины;
- информация с ДП снимается в момент совпадения осей датчика и тележки, сравнивается с аналогичным параметром в предыдущем цикле и с величиной допустимого прогиба;
- дискретная информация 0/1 с датчиков целостности бортов ДБ и роликов ДР тележки поступает на логическую схему "И". Если отсутствует сигнал "1" от одного из датчиков (2 сигнала от бортов и 4 сигнала от роликов тележки), формируется сигнал на остановку дефектной тележки в зоне замены.
Эксплуатационному персоналу предоставляется возможность:
- дать команду на запрет остановки дефектной техники в зоне замены в любое время, независимо от ее положения на машине;
- с рабочего места оператора РМА ввести код любой неисправности тележки, например, неисправность подшипников роликов, выпадание колосников и др.;
- просмотреть на дисплее и, при необходимости, распечатать данные о состоянии любой тележки, находящейся в любой части машины;
- прогнозировать срок службы тележек и объемы ремонтных работ.
При оперативном прогнозировании на дисплей вызываются параметры текущего и предыдущего циклов работы машины, записанные в ОЗУ, что позволяет сравнить изменение параметров за один цикл. По окончании цикла по сигналу датчика цикла параметры предыдущего цикла стираются из оперативной памяти и в нее записываются параметры прошедшего цикла.
Для долгосрочного прогнозирования через заданное число циклов производится периодическая распечатка всей информации работы машины, записанной в СЗУ, и эксплуатационный персонал имеет возможность проанализировать тенденции изменения параметров тележек и сделать необходимые выводы.
На дисплее постоянно индицируются номера тележек, выработавших ресурс по числу циклов, числу циклов с перегревом и предельно-допустимым прогибам корпусов, имеющих потери роликов и бортов.
На фиг.2 показано устройство, реализующее предлагаемый способ.
На стеккерное запоминающее устройство СЗУ поступает следующая информация от датчиков, контролирующих отклонение параметров тележек от задания (фиг. 1):
- прогиб корпусов тележек;
- температура колосников и блок корпусов тележек;
- отсутствие бортов или роликов на тележке.
Сигнал датчика ДПТ определяет момент контроля параметров тележки и формирование достоверного сигнала для записи его в соответствующую ячейку памяти (ЯП) СЗУ. По сигналу датчика ДПТ производится перезапись информации в ячейках памяти СЗУ на одну позицию, а информация из последней ячейки переписывается в первую ячейку памяти.
Датчик ДЦ дает сигнал на добавление одной единицы во все ячейки памяти в позицию "число циклов". По окончании цикла работы машины по сигналу ДЦ стирается информация в ОЗУ и в него переписывается информация из СЗУ о прошедшем цикле.
Информация об очередном цикле с перегревом корпуса тележки поступает в момент нахождения тележки над датчиком ДТ в случае превышения текущего значения температуры корпуса тележки над заданной величиной.
В этот же момент производится вычисление степени термоусталости, которая вводится в оперативное запоминающее устройство.
С клавиатуры ППЭВМ производятся следующие операции:
- дается команда на автоматическую остановку дефектной тележки в зоне замены;
- вызывается на дисплей информация о параметрах тележки в текущем и предыдущем цикле;
- даются команды на распечатку интересующей эксплуатационный персонал информации на ПУ.
Источники информации
1. Исследование допустимых режимов обжига окатышей по критерию прочности обжиговых тележек. Сталь 2, 1989 г.
2. Устройство контроля высоты слоя шихтовых материалов УКВ-1. Приборы и системы управления, 1983 г. 2.
3. Индикатор высоты слоя шихты ИВО-1. Техническое описание, инструкция по эксплуатации Д175.00.000 ТО.
4. Ultrasonic: measurement prosonic FDU 80...85. Техническая информация Т1 189F/00/e.
5. Агрегатный комплекс АПИРС-С. Каталог 1.1 приборы и средства автоматизации. Информприбор. Москва, 1990 г.
6. Сенсор. Бесконтактные выключатели. Технический каталог 1998 г.
7. Автоматизация фабрик окускования железных руд и концентратов. Москва, "Металлургия" 1986 г. (с. 27, 31, 200).
| название | год | авторы | номер документа |
|---|---|---|---|
| КОНВЕЙЕРНАЯ МАШИНА ОКУСКОВАНИЯ И ЕЕ ДИАГНОСТИРОВАНИЕ | 2004 |
|
RU2280221C2 |
| ТЕЛЕЖКА КОНВЕЙЕРНОЙ ОБЖИГОВОЙ МАШИНЫ | 1993 |
|
RU2044244C1 |
| РАМА СПЕКАТЕЛЬНОЙ ТЕЛЕЖКИ | 2012 |
|
RU2499963C1 |
| МАШИНА ДЛЯ ПРАВКИ ЛИСТОВОГО ПРОКАТА | 2000 |
|
RU2201826C2 |
| ЗАГРУЗОЧНОЕ УСТРОЙСТВО АГЛОМЕРАЦИОННОЙ МАШИНЫ | 1995 |
|
RU2131570C1 |
| ЦЕПЬ | 1998 |
|
RU2154009C2 |
| СПЕКАТЕЛЬНАЯ ТЕЛЕЖКА АГЛОМЕРАЦИОННОЙ МАШИНЫ | 2001 |
|
RU2210708C2 |
| СПЕКАТЕЛЬНАЯ ТЕЛЕЖКА АГЛОМЕРАЦИОННОЙ МАШИНЫ | 2016 |
|
RU2633683C1 |
| Конвейерная машина | 1980 |
|
SU911108A1 |
| УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ ОБЖИГОВОЙ КОНВЕЙЕРНОЙ МАШИНЫ | 1994 |
|
RU2089806C1 |

Изобретение относится к области подготовки железорудного сырья для металлургических агрегатов, в частности, конвейерными машинами окускования сыпучих материалов. На конвейерной машине окускования установлены устройства, контролирующие отклонение конструктивных параметров тележек, а также дополнительно установлены датчик положения колосниковых тележек и датчик циклов работы конвейерной машины, соединенные с программируемым контроллером и персональным компьютером. Диагностирование конвейерной машины осуществляют следующим образом: автоматически идентифицируют поступающую от датчиков информацию с конкретной тележки, сравнивают измеренные в текущем цикле конструктивные параметры тележки с их параметрами в предыдущем цикле, автоматически заносят в паспорт тележки, выявляют дефектную тележку и останавливают ее в зоне замены тележек. Изобретение позволит повысить производительность машин окускования, сократить эксплуатационные расходы. 2 с.п.ф-лы, 2 ил.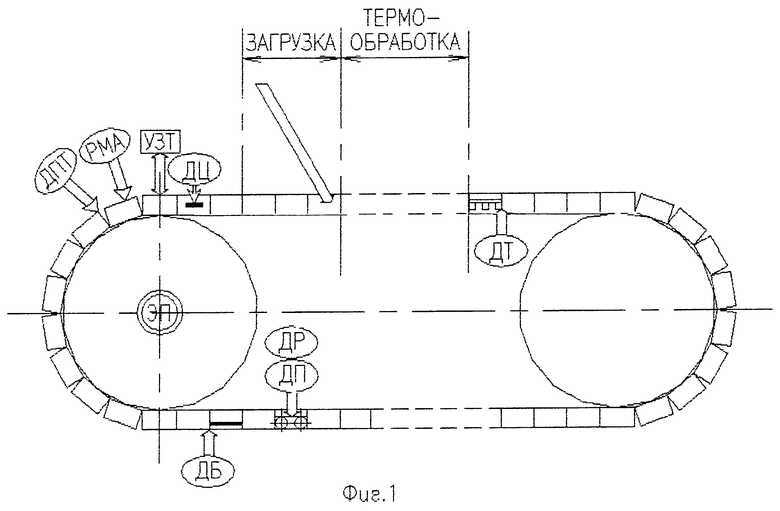
| СИГУА Р.И | |||
| Автоматизированное управление процессами обогащения и агломерации железных руд и концентратов | |||
| - М.: Недра, 1989, с.93-99 | |||
| DE 3410094 A1, 31.10.1985 | |||
| Способ передачи данных, терминальное устройство и сетевое устройство | 2017 |
|
RU2745659C1 |
| СИСТЕМА АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ДВУСЛОЙНОЙ ЗАГРУЗКОЙ ШИХТЫ НА АГЛОМАШИНУ | 1993 |
|
RU2035518C1 |

