Изобретение относится к резьбовым соединениям обсадных, насосно-компрессорных и нефтегазопроводных труб и может найти применение в нефтяной и газовой промышленности.
Известны конические трубные резьбовые соединения, содержащие охватывающий элемент (муфтовую часть), имеющий внутреннюю коническую резьбу, и трубу (ниппель), имеющую на конце соответственную наружную коническую резьбу и расположенный за ней индикатор относительного положения наружной и внутренней резьб при их свинчивании, выполненный в виде нанесенного на поверхность трубы знака ≪Δ≫, основание которого имеет фиксированную осевую координату A1 относительно торца трубы (Std.5B: Specification for Threading, Gaging, and Thread Inspection of Casing, Tubing, and Line Pipe Threads. American Petroleum Institute. Резьбовое соединение "Buttress" для обсадных труб, фиг.2.2).
Их недостатком является невозможность постоянного контроля оператором положения индикатора (основания знака ≪Δ≫) относительно торца муфты при сборке, так как при вращении трубы в процессе свинчивания в полевых условиях индикатор по большей части находится вне поля зрения оператора. Кроме того, указанный индикатор плохо различим на поверхности трубы. Отмеченное в сочетании приводит к ошибкам в сборке резьбовых соединений или, как минимум, к вынужденному увеличению допусков на осевой (а соответственно, и радиальный) натяг, что существенно снижает эксплуатационную надежность резьбовых соединений.
Наиболее близким к заявляемому по технической сути является коническое трубное резьбовое соединение, содержащее охватывающий элемент (муфтовую часть), имеющий внутреннюю коническую резьбу, и трубу (ниппель), имеющую на конце соответственную наружную коническую резьбу и последовательно расположенный за ней индикатор относительного положения наружной и внутренней резьб при их свинчивании, выполненный в виде точки пересечения сбега резьбы с наружной поверхностью трубы, имеющей фиксированную осевую координату L относительно торца трубы (ГОСТ 632-80. Трубы обсадные и муфты к ним. Технические условия. Резьбовое соединение ОТТМ, черт. 9).
Недостатками этого соединения являются:
- невозможность постоянного контроля оператором положения индикатора (точки сбега резьбы) относительно торца муфты при сборке, так как указанный индикатор, так же как и знак ≪Δ≫, является локальным и не охватывает всей поверхности трубы по ее окружности;
- вынужденное исключение из зацепления резьбовых витков у торца муфтовой части (путем их полного или частичного удаления) на длине не менее длины сбега резьбы на трубе (п.4 на черт. 9 ГОСТ 632-80) для предотвращения нарушения резьбового соединения при его допускаемом ГОСТ свинчивании до совпадения торца муфты с точкой сбега резьбы (индикатором).
Отмеченные недостатки снижают прочность и эксплуатационную надежность резьбового соединения.
Целью изобретения является повышение эксплуатационных характеристик резьбового соединения.
Указанная цель достигается за счет увеличения количества витков резьбы, находящихся в зацеплении, и повышения качества сборки резьбового соединения.
Сущность изобретения заключается в том, что индикатор на трубе выполнен в виде сопряженной с впадиной последнего витка резьбы и являющейся ее продолжением зарезьбовой канавки, дно которой располагается на образующей конуса впадин резьбы, боковые поверхности идентичны соответственным боковым поверхностям профиля впадины резьбы, а ширина соответствует допуску на осевое положение резьб в затянутом (свинченном) состоянии.
Выполнение индикатора в виде канавки с указанными выше параметрами:
1) позволяет заменить неработоспособные витки сбега резьбы на трубе рабочими витками неполного профиля, введение которых в зацепление с резьбой муфты не сопровождается расстройством резьбового соединения. Это обеспечивает увеличение толщины стенки трубы под резьбой в опасном сечении, что в сочетании с возможностью увеличения при той же длине муфты количества витков резьбы, находящихся в зацеплении, позволяет повысить прочность резьбового соединения на растяжение;
2) обеспечивает возможность непрерывного контроля оператором взаимного положения свинчиваемых деталей, что позволяет снизить вероятность ошибок при их сборке.
Одновременно возникает возможность уменьшения допуска на относительное осевое положение сопрягаемых деталей в затянутом состоянии и в этой связи стабилизации эксплуатационных характеристик соединений;
3) всегда обеспечивает более высокую прочность на растяжение в сечении канавки-индикатора по сравнению с опасным сечением резьбы на трубе независимо от фактической конусности последней;
4) упрощает технологию изготовления индикатора, обеспечивая возможность проточки канавки резьбонарезным инструментом в ходе единого процесса.
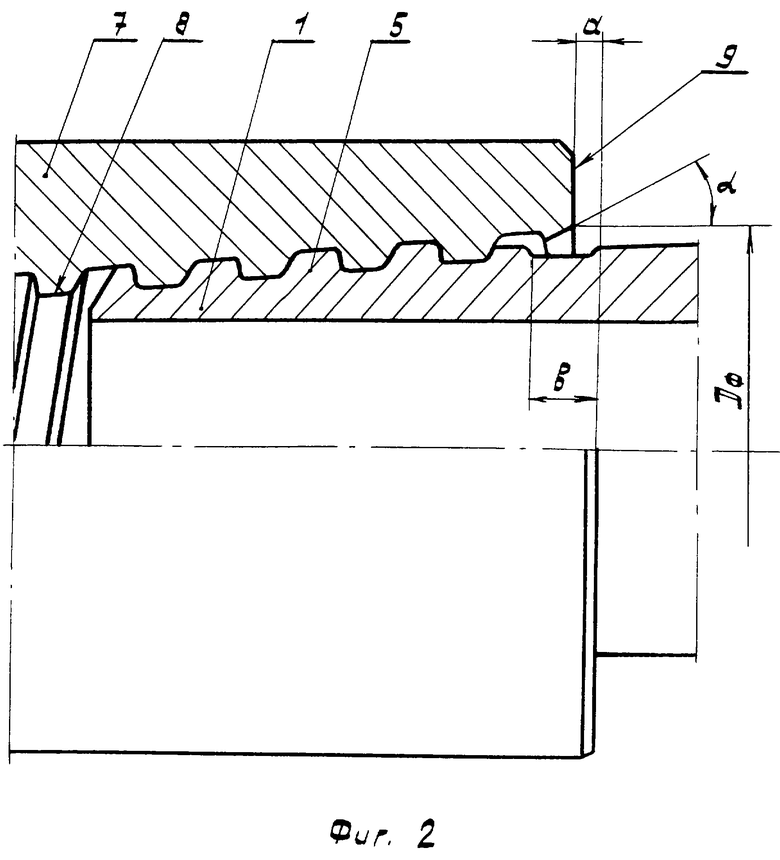
На фиг. 1 в качестве примера приведен частичный диаметральный разрез конца трубы с конической трапецеидальной резьбой и индикатором в виде зарезьбовой канавки.
На фиг.2 приведен частичный диаметральный разрез резьбового соединения в затянутом состоянии.
Труба 1 (фиг.1), имеющая наружный диаметр D и толщину стенки t, содержит на конце коническую резьбу 5, включающую в общем случае участок l1 с резьбой полного профиля и участок l2 с профилем, вершины которого ограничены наружным диаметром трубы. Впадины обеих участков l1 и l2 расположены на одном образующем их конусе 6. Непосредственно за конической резьбой выполнен индикатор свинчивания в виде кольцевой канавки. Передняя кромка канавки имеет фиксированную осевую координату L относительно торца трубы. Ширина b канавки соответствует допуску на осевое положение свинчиваемых элементов в затянутом состоянии. Дно канавки расположено на образующей 6 конуса впадин резьбы. Характеристики боковых поверхностей канавки (радиусы перехода R1 и R2 и углы α1 и α2) идентичны соответствующим характеристикам боковых поверхностей профиля впадин резьбы. Дно 2 канавки сопряжено с дном 4 впадины последнего витка резьбы. При этом, поскольку дно впадин резьбы и дно канавки расположены на одном образующем конусе, какие-либо ступени на линии перехода 3 отсутствуют независимо от того, с какой реальной точностью выполнен конус резьбы. По той же причине ввод при свинчивании витков сопрягаемой внутренней резьбы в область b расположения канавки не приводит к их взаимному повреждению.
При свинчивании трубы 1 (фиг.2), имеющей наружную резьбу 5, с муфтой 7, имеющей соответственную внутреннюю коническую резьбу 8, торец 9 муфты должен находиться на расстоянии а от передней кромки кольцевой канавки, величина которого может изменяться от нуля до величины b. При этом диаметр Dф и угол α кольцевой фаски, обычно выполняемой у заходного конца внутренней резьбы муфты, могут выбираться произвольно, так как параметры канавки обеспечивают возможность нормального сопряжения резьб даже при отсутствии фаски.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОНИЧЕСКОЕ ТРУБНОЕ РЕЗЬБОВОЕ СОЕДИНЕНИЕ | 2005 |
|
RU2300692C1 |
| БЕЗУПОРНОЕ КОНИЧЕСКОЕ ТРУБНОЕ РЕЗЬБОВОЕ СОЕДИНЕНИЕ | 2003 |
|
RU2244195C2 |
| СПОСОБ НАРЕЗАНИЯ ГЛУХИХ РЕЗЬБ ГРЕБЕНКОЙ | 2001 |
|
RU2215622C2 |
| КОНИЧЕСКОЕ ТРУБНОЕ РЕЗЬБОВОЕ СОЕДИНЕНИЕ | 2003 |
|
RU2236544C1 |
| СПОСОБ СБОРКИ КОНИЧЕСКИХ РЕЗЬБ МУФТ И ТРУБ | 2005 |
|
RU2300693C1 |
| Трубное резьбовое соединение | 2002 |
|
RU2220272C1 |
| СПОСОБ СВИНЧИВАНИЯ БЕЗУПОРНЫХ КОНИЧЕСКИХ ТРУБНЫХ РЕЗЬБОВЫХ СОЕДИНЕНИЙ | 2005 |
|
RU2294474C1 |
| ВЫСОКОГЕРМЕТИЧНОЕ КОНИЧЕСКОЕ ТРУБНОЕ РЕЗЬБОВОЕ СОЕДИНЕНИЕ | 2001 |
|
RU2206703C1 |
| СПОСОБ СБОРКИ КОЛОНН НАРЕЗНЫХ ТРУБ | 2001 |
|
RU2215119C2 |
| СПОСОБ ОБРАБОТКИ КОНИЧЕСКИХ РЕЗЬБ ТРУБНЫХ МУФТ | 2001 |
|
RU2214320C2 |
Соединение относится к области резьбовых соединений обсадных, насосно-компрессорных и нефтегазопроводных труб, применяемых в нефтяной и газовой промышленности. Устройство содержит охватывающий элемент, имеющий внутреннюю резьбу, и трубу, имеющую на конце соответственную наружную резьбу и последовательно расположенный за ней индикатор относительного положения резьб при свинчивании. Индикатор выполнен в виде зарезьбовой кольцевой канавки. Ее дно располагается на образующей конуса впадин резьбы и сопряжено с дном впадины ее последнего витка. Примыкающие к дну боковые поверхности канавки идентичны профилю впадин резьбы. Выполнение индикатора в виде кольцевой канавки позволяет оператору непрерывно контролировать процесс свинчивания и повысить качество сборки. 2 ил.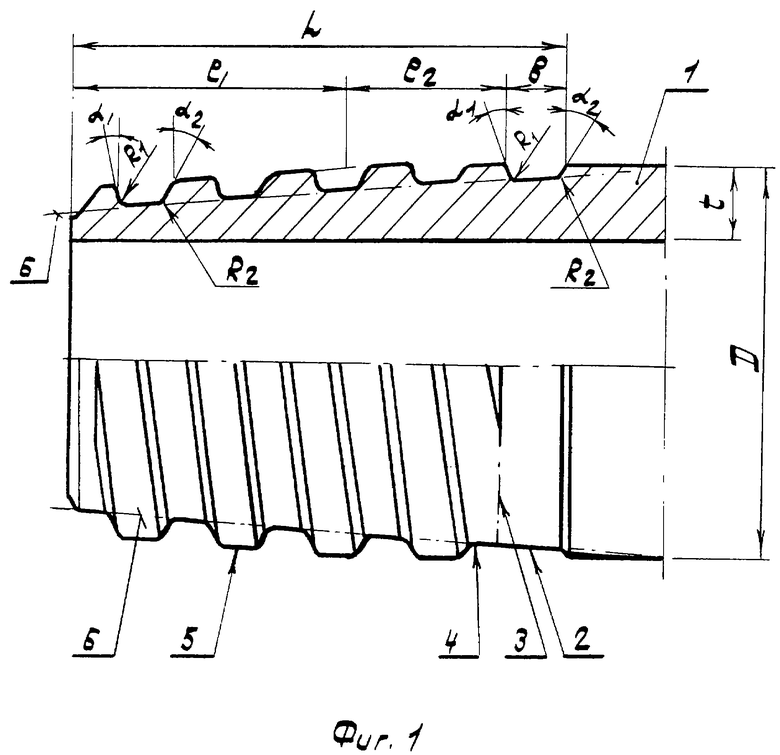
Коническое трубное резьбовое соединение, содержащее охватывающий элемент, имеющий внутреннюю коническую резьбу, и трубу, имеющую на конце соответственную наружную коническую резьбу и последовательно расположенный за ней индикатор относительного положения наружной и внутренней резьб при их свинчивании, имеющий фиксированную осевую координату, отличающееся тем, что индикатор выполнен в виде сопряженной с впадиной последнего витка резьбы и являющейся ее продолжением зарезьбовой кольцевой канавки, дно которой расположено на образующей впадин резьбы, а примыкающие к дну боковые поверхности идентичны соответствующим боковым поверхностям профиля впадин резьбы.
| ЭЛЕКТРИЧЕСКИЙ ПРИБОР ДЛЯ ВЫБРАСЫВАНИЯ ШАРИКОВ И УКАЗАНИЯ ЦИФР ПРИ ИГРЕ В ЛОТО | 1922 |
|
SU632A1 |
| Резьбовое соединение для обсадных труб | 1973 |
|
SU568380A3 |
| US 3854760 А, 17.12.1974 | |||
| Устройство для контроля параметров оконечной цифровой радиорелейной станции | 1988 |
|
SU1525928A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ АВТОКОРРЕЛЯЦИОННОЙ ФУНКЦИИ ЭЛЕКТРИЧЕСКОГО СИГНАЛА ПО ЕГО СПЕКТРАЛЬНОЙ ПЛОТНОСТИ МОЩНОСТИ | 2013 |
|
RU2538438C1 |
| US 3989284 А, 02.11.1976. | |||

