Изобретение относится к области машиностроения, в частности к производству абразивного инструмента.
Известен способ изготовления абразивного инструмента, согласно которому для повышения твердости готовый спеченный инструмент пропитывают бакелитом (см. Ипполитов Г. М. Абразивные инструменты и их эксплуатация. М.: Машгиз, 1959. - 216 с.).
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа, относится то, что бакелит при пропитке полностью покрывает поверхность инструмента, что обусловливает проскальзывание абразивных зерен при резании металла и снижает качество инструмента.
Известен также способ изготовления абразивного инструмента, согласно которому для повышения прочностных свойств и твердости абразивный инструмент пропитывают фенолформальдегидной смолой (см. Худобин Л. В., Бердичевский Е. Г. Техника применения смазочно-охлаждающих средств в металлообработке. М.: Машиностроение, 1977. - 189 с.).
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа, относится то, что смола не только заполняет поры инструмента, но и покрывает абразивные зерна на его поверхности. Это приводит к проскальзыванию абразивных зерен по поверхности заготовки и снижению эффективности резания материала, что ухудшает качество инструмента.
Наиболее близким способом того же назначения к заявленному изобретению по совокупности признаков является способ изготовления абразивного инструмента, включающий пропитку готового абразивного инструмента, где для повышения износостойкости инструмента в качестве импрегнатора берут углеводородформальдегидную смолу (см. а.с. СССР 1000262, кл. В 24 D 17/00, 1983 г.), принятый за прототип.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа, принятого за прототип, относится то, что в известном способе погружение инструмента в раствор импрегнатора приводит не только к заполнению пор инструмента, но и покрытию смолой режущих кромок абразивных зерен, что ведет к снижению интенсивности резания при использовании инструмента при обработке, а соответственно, и уменьшает его качество.
Сущность изобретения заключается в следующем. Решается задача повышения прочности и твердости инструмента его импрегнированием при сохранении свободными рабочих поверхностей абразивных зерен.
Технический результат - улучшение качества инструмента и расширение его технологических возможностей при обработке.
Указанный технический результат при осуществлении изобретения достигается тем, что в известном способе изготовления абразивного инструмента готовый абразивный инструмент импрегнируют углеводородформальдегидной смолой.
Особенность заключается в том, что перед погружением в раствор импрегнатора абразивного инструмента абразивные зерна на его рабочей поверхности вдавливают в пластичную защитную планку путем нагружения нерабочей поверхности инструмента.
Нагружение нерабочей поверхности инструмента приводит к перераспределению нагрузки между абразивными зернами инструмента и введению их в контакт с пластичной защитной планкой. В связи с разновысотностью расположения абразивных зерен в инструменте в свободном состоянии нагружение способствует сильному увеличению числа контактирующих зерен и сохранению большего количества режущих кромок. Последующее погружение инструмента с планкой в раствор импрегнатора приводит к пропитке инструмента только с нерабочих сторон. Режущие кромки абразивных зерен, в связи с их вдавленностью в пластичную защитную планку, не контактируют с импрегнатором. После извлечения из импрегнатора и сушки инструмента защитная планка удаляется. В результате достигается получение высококачественного инструмента, характеризующегося высокой прочностью и твердостью при сохраненных свободными режущих кромках абразивных зерен на рабочей поверхности.
Проведенный заявителем анализ уровня техники, включающий поиск по патентным и научно-техническим источникам информации, и выявление источников, содержащих сведения об аналогах заявленного изобретения, позволил установить, что заявитель не обнаружил источник, характеризующийся признаками, тождественными всем существенным признакам заявленного изобретения. Определение из перечня выявленных аналогов прототипа, как наиболее близкого по совокупности признаков аналога, позволил установить совокупность существенных по отношению к усматриваемому заявителем техническому результату отличительных признаков в заявленном способе, изложенных в формуле изобретения.
Следовательно, заявленное изобретение соответствует условию "новизна".
Для проверки соответствия заявленного изобретения условию "изобретательский уровень" заявитель провел дополнительный поиск известных решений, чтобы выявить признаки, совпадающие с отличительными от прототипа признаками заявленного способа. Результаты поиска показали, что заявленное изобретение не вытекает для специалиста явным образом из известного уровня техники, поскольку из уровня техники, определенного заявителем, не выявлено влияние предусматриваемых существенными признаками заявленного изобретения преобразований для достижения технического результата. В частности, заявленным изобретением не предусматриваются следующие преобразования:
- дополнение известного средства какой-либо известной частью (частями), присоединяемой (присоединяемыми) к нему по известным правилам, для достижения технического результата, в отношении которого установлено влияние именно такого дополнения;
- замена какой-либо части (частей) известного средства другой известной частью для достижения технического результата, в отношении которого установлено влияние именно такой замены;
- исключение какой-либо части (элемента, действия) средства с одновременным исключением обусловленной ее наличием функции и достижением при этом обычного для такого исключения результата (упрощение, уменьшение массы, габаритов, материалоемкости, повышение надежности, сокращение продолжительности процесса и пр.);
- увеличение количества однотипных элементов, действий, для усиления технического результата, обусловленного наличием в средстве именно таких элементов, действий;
- выполнение известного средства или его части (частей) из известного материала для достижения технического результата, обусловленного известными свойствами этого материала;
- создание средства, состоящего из известных частей, выбор которых и связь между которыми осуществлены на основании известных правил, рекомендаций и достигаемый при этом технический результат обусловлен только известными свойствами частей этого средства и связей между ними.
Описываемое изобретение не основано на изменении количественного признака (признаков), предоставлении таких признаков во взаимосвязи, либо изменении ее вида. Имеется в виду случай, когда известен факт влияния каждого из указанных признаков на технический результат, и новые значения этих признаков или их взаимосвязь могли быть получены исходя из известных зависимостей, закономерностей.
Следовательно, заявленное изобретение соответствует условию "изобретательский уровень".
На чертеже изображена принципиальная схема реализации способа изготовления абразивного инструмента Абразивный инструмент 1 нагружают с нерабочей поверхности 2, вдавливая абразивные зерна 3 рабочей поверхности в пластичную защитную пленку 4. Инструмент с планкой погружают в раствор импрегпатора 5, заполняющего поры инструмента и пространство между абразивными зернами, что повышает после сушки и удаления планки прочность и твердость инструмента при сохранении свободными режущих кромок абразивных зерен.
Сведения, подтверждающие возможность осуществления изобретения с получением вышеуказанного технического результата. Так, например, эластичный шлифовальный инструмент в виде диска шлифовальной шкурки по ГОСТ 13344-79 с характеристикой 14А40П СФЖА нагружали с усилием 20Н со стороны нерабочей поверхности, вдавливая абразивные зерна рабочей поверхности в защитную планку из пластичного материала. Инструмент, вдавленный в планку, погружали в раствор импрегнатора, в качестве которого использовали углеводородформальдегидную смолу (ТУ-6-129-76) в органическом растворителе-керосине, пропитывали в течение 30 мин. После пропитки инструмент извлекали из раствора, проводили сушку и удаляли защитную пленку. В результате получали высококачественный инструмент.
Таким образом, изложенные сведения свидетельствуют о выполнении при использовании заявленного изобретения (способа) следующей совокупности условий:
- средство, воплощающее заявленный способ при его осуществлении, предназначено для использования в промышленности, а именно в машиностроении, при производстве абразивного инструмента;
- для заявленного способа в том виде, как он охарактеризован в независимом пункте изложенной формулы изобретения, подтверждена возможность его осуществления с помощью описанных в заявке или известных до даты приоритета средств и методов.
Следовательно, заявленное изобретение соответствует условию "промышленная применимость".
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2000 |
|
RU2171170C1 |
| СПОСОБ ПОЛИРОВАНИЯ | 2000 |
|
RU2182074C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ОТВЕРСТИЙ | 2000 |
|
RU2182075C1 |
| СПОСОБ ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2000 |
|
RU2171169C1 |
| СПОСОБ ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2000 |
|
RU2171168C1 |
| СПОСОБ ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2000 |
|
RU2171171C1 |
| СПОСОБ ПОЛИРОВАНИЯ | 2001 |
|
RU2186671C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ОТВЕРСТИЙ | 2000 |
|
RU2182532C1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ | 1999 |
|
RU2157309C1 |
| СПОСОБ ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2000 |
|
RU2171172C1 |
Изобретение относится к области машиностроения. Способ включает пропитку готового абразивного инструмента импрегнатором и его сушку. В качестве импрегнатора используют углеводородформальдегидную смолу. Перед пропиткой инструмент нагружают с нерабочей поверхности, вдавливая абразивные зерна на рабочей поверхности в пластичную защитную планку, удаляемую после сушки инструмента. Изобретение позволяет улучшить качество инструмента и повысить его технологические возможности. 1 ил.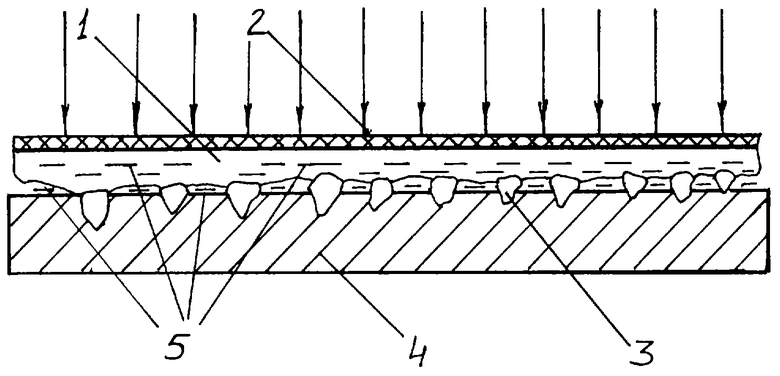
Способ изготовления абразивного инструмента, включающий пропитку готового абразивного инструмента импрегнатором и его сушку, при этом в качестве импрегнатора используют углеводородформальдегидную смолу, отличающийся тем, что перед пропиткой инструмент нагружают с нерабочей поверхности, вдавливая абразивные зерна на рабочей поверхности в пластичную защитную планку, которую удаляют после сушки инструмента.
| Способ изготовления абразивного инструмента | 1981 |
|
SU1000262A1 |
| US 4925457, 15.05.1990 | |||
| Когти для лазанья по мачтам | 1957 |
|
SU111765A1 |
| Бесколесный шариковый ход для железнодорожных вагонов | 1917 |
|
SU97A1 |
