(54) СПОСОБ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления абразивного инструмента | 1982 |
|
SU1057264A1 |
| Способ изготовления абразивного инструмента | 1986 |
|
SU1373551A1 |
| Способ пропитки ячеистобетонных изделий | 1978 |
|
SU688485A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 2001 |
|
RU2205738C2 |
| Состав для импрегнирования абразивных инструментов | 2022 |
|
RU2781936C1 |
| Способ изготовления графитового кристаллизатора | 1984 |
|
SU1219237A1 |
| Состав для пропитки абразивного инструмента | 1985 |
|
SU1315271A1 |
| Состав для пропитки абразивного инструмента | 1987 |
|
SU1454675A1 |
| Способ изготовления абразивного инструмента на керамической связке | 1982 |
|
SU1038215A1 |
| СПОСОБ ИМПРЕГНИРОВАНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 2004 |
|
RU2284895C2 |
Изобретение относится к производству абразивного инструмента.
Известен способ изготовления абразивного инструмента, согласно которому для повьпиения твердости готовый спеченньш инструмент пропитывают бакелитом 1.
Однако при его применении в качестве импрегиатора износостойкость абразивного инструмента невысокая.
Цель изобретения - повышение износостойкости абразивного инструмента.
Указанная цель достигается тем, что в качестве импрегнатора для пропитки готового абразивного инструмента берут ушеводородформальдегидную смолу в органическом растворителе (керосин, растворитель М 646 и
др.).
Углеводородформальдегидная смола - УФС (ТУ-6-129-76) получается при формальдегидной очистке нафталина путем конденсации нафталина и тионафтена и фор1 альдеп1дом. Она является отходом коксохимического прО изводства.
Импрегнатор на основе углеводородформальдегидной смолы готовят простым смешением УФС и растворителя.
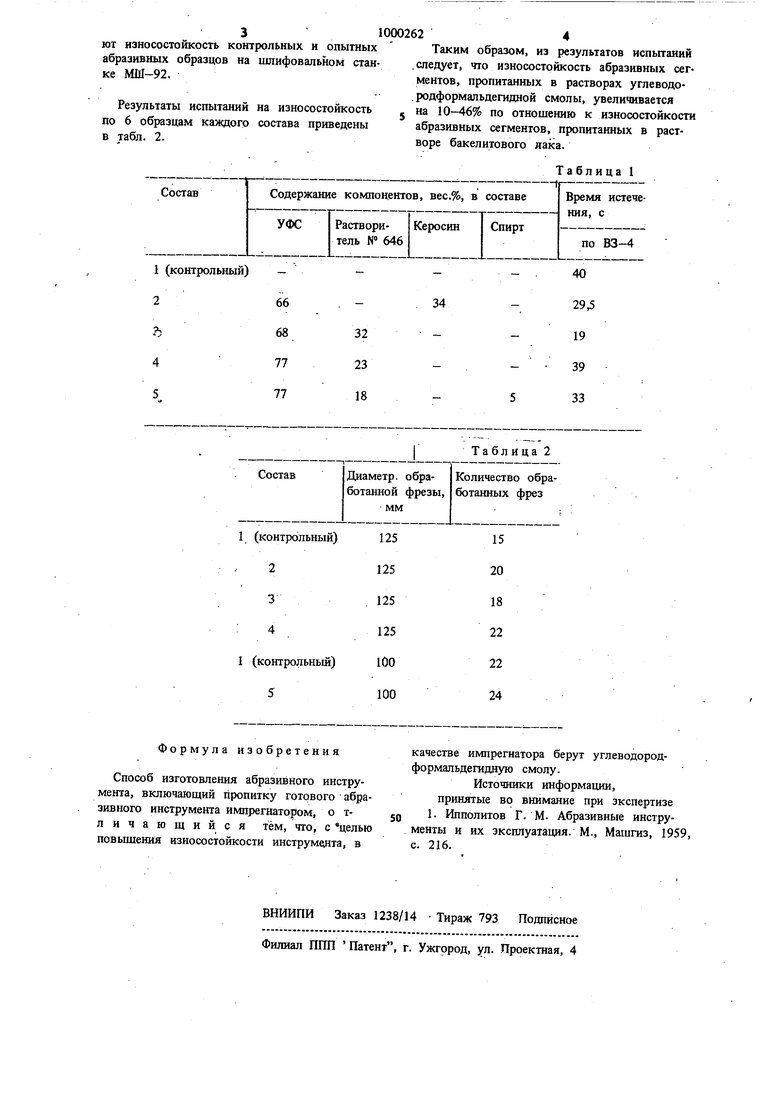
Составы импрегнаторов для пропитки абра. зивных инструментов приведены в табп. 1.
Пропитка абразивных инструментов осуществляется при комнатной температуре простьп л погружением их в раствор импрегнатора. Время пропитки составляет 30 мин. После проtoпитки абразивные образцы извлекают из раствора и ставят на решетку для стекания излишков пропиточного состава. Затем абразивный инструмент загружают в сушильный шкаф, где проводят сушку.
15
П р и м е р. В 500 МП раствора, содержащего 77 вес.% УФС и 23 вес.% растворителя Ff 646, погружают 6 абразивных образ-- цов (50x60x125 мм). После пропитки при комнатной температуре в течение 30 мин образцы извлекают и ставят на решетку для стекания излишков пропиточного состава. После сушки в сущильном ппсафу определя31ют износостойкость контрольных и опытных абразивных образцов на шлифовальном станке Mill-92, Результаты испытаний на износостойкость по 6 образцам каждого состава приведены в табл. 2.
1(контрольный)
2
)
4
5
40
29,5
34
19
39
33
Таблица 2 0002624 Таким образом, из результатов испытаний .следует, что износостойкость абразивных сегментов, пропитанных в растворах углеводородформальдегидной смолы, увеличивается на 10-46% по отношению к износостойкости абразивных сегментов, пропитанных в растворе бакелитового лака. Таблица
