Изобретение относится к волокнам, формованным из расплава, сополимеров, образованных из мономеров тетрафторэтилена и перфторвинила. В способе этого изобретения волокна, показывающие высокую прочность и низкую усадку, вытягивают из расплава при коэффициентах вытягивания формования, по меньшей мере, 500 раз.
Hartig и др. (патент США 3770711) описывают волокна, изготовленные из сополимеров на основе тетрафторэтилена (TFE) и 1-7 мас.% перфторпропилвинилового эфира (PPVE). Также описаны сомономеры метил-, этил-, бутил- и амилвинилового эфиров. Волокно формуют из расплава при помощи малого вытягивания или без него, за которым следует стадия вытягивания, выполненная при температуре ниже температуры плавления. Так, изготовленные волокна имеют диаметр приблизительно 500 мкм, показывая термическую усадку 15% при 250oС.
Vita и др. (патент США 5460882) описывают многоволоконные нити, содержащие волокна, изготовленные двухстадийным способом из сополимеров на основе TFE и 2-20 мол.% перфторолефинов, имеющих от 3 до 8 углеродных атомов, или 1-5 мол. % перфторвинилалкиловых эфиров, причем сополимеры имеют индекс текучести расплава 6-18 г/10 мин согласно ASTM D3307. На первой стадии волокно формуют из расплава с коэффициентом вытягивания формования в диапазоне от 50 до 250, предпочтительно от 50 до 150; показан на примере коэффициент вытягивания формования 75 с формованием при 12-18 м/мин. На второй стадии формованное волокно подвергают последующему вытягиванию при 200oС для изготовления конечного продукта. Волокно непосредственно после формования показывает прочность от 50 до 80 МПа при 23oC и менее 10% усадки. На второй стадии волокно непосредственно после формования вытягивают при температуре ниже температуры плавления для получение волокна с прочностью на разрыв 140-220 МПа. Описаны диаметры волокна от 10 до 150 мкм (от 1,7 до 380•10-7 кг/м).
В способе Umezawa (JP 63-245259) первая стадия включает образование смеси фторированной смолы, которую можно обработать в расплаве, с углеводородной смолой, которую можно обработать в расплаве, в которой фторированная смола занимает меньше, чем 50% объема смеси, и образует там дисперсную фазу, диспергированную внутри углеводородной дисперсионной среды. На второй стадии волокно формуют из расплава смеси без вытягивания, и на третьей стадии таким образом формованное волокно вытягивают при температуре ниже температуры плавления фторированной смолы. На четвертой стадии углеводородный компонент растворяют, оставляя волокно фторсодержащего полимера с хорошей линейной плотностью. Показано на примере волокно TFE/HFP с линейной плотностью 2,2•10-9 кг/м и прочностью приблизительно 400 МПа. Описано без пояснения примером волокно с приблизительно 3,5•10-8 кг/м TFE/перфторалкоксиэтилена с прочностью 190 МПа.
Nishiyama и др. (JF 63-219616) описывают способ для формования и вытягивания волокон из Teflon® PFA 34О-J (Mitsui-DuPont), которые сохраняют форму поперечного сечения отверстия фильеры. Волокно (приблизительно 80 мкм), имеющее 110•10-7 кг/м, с прочностью 190 МПа и относительным удлинением при разрыве 17%, производят при помощи формования из расплава без вытягивания при 10 м/мин, за которым следует последующее пятикратное вытягивание.
Bonigk (Р41-31-746 Аl - Германия) описывает волокно, изготовленное из сополимеров на основе этилен/тетрафторэтилен/перфторпропилвинилового эфира (E/TFE/PPVE), в котором компонент TFE не превышает 60 мол.%. Описана скорость формования более 800 м/мин, но коэффициент вытягивания формования ограничен приблизительно 100:1. Использование термопластичного сополимера, имеющего индекс расплава, по меньшей мере, 50 г/10 мин (DIN Standard 53 735), характеризует волокна.
Кронфельд и др. (Химические волокна, 1, с. 13-14, 1982) описывают волокна диаметром 30-60 мкм, изготовленные при помощи формования из расплава сополимера на основе ТFЕ/перфторалкилвинилового эфира при вытягивании головки 3500% (соответствующем коэффициенту вытягивания формования, а именно SSF, 36), за которым следует горячее вытягивание с коэффициентом 2, 2 раза. Так, изготовленное волокно показало прочность 14,6 сН/текс (соответствующую приблизительно 315 МПа), усадку в кипящей воде, равную 12-15%, и двойное лучепреломление 0,050.
Кронфельд и др. (Химические волокна, 2, с. 28-30, 1986) описывают волокна диаметром 18 мкм и более сополимера на основе ТFЕ/перфторалкилвинилового эфира, содержащего 3-5 мол.% винилового эфира. Описан максимально доступный коэффициент вытягивания формования 850 раз при температуре формования 400oС для полимера с МFR 7,8-18 с производством волокна с максимальной прочностью на разрыв 180 МПа.
Согласно известным методикам, которые ограничены коэффициентами вытягивания формования 850 раз или меньше, обычно меньше, чем 500 раз, волокна с низкой линейной плотностью (в частности, волокна с линейной плотностью меньше, чем 11•10-7 кг/м) можно приготовить только при помощи экструзии через узкую головку экструзии при низкой производительности с большими экономическими затратами. Более высокая скорость экструзии, более согласующаяся со скоростями дешевой коммерческой продукции, приводит к излому расплава и обрыву волокна. И для достижения прочности на разрыв больше, чем приблизительно 190 МПа, требуются дополнительные затраты и усложнение вытягивания формованного волокна на второй стадии.
Таким образом, из уровня техники известен ряд проблем в этой области техники. Первая проблема возникает при производстве волокна с линейной плотностью ниже приблизительно 100•10-7 кг/м, особенно меньше, чем приблизительно 40•10-7 кг/м, при коммерчески пригодных скоростях. Вторая проблема возникает при производстве волокна с прочностью на разрыв больше, чем приблизительно 190 МПа. Третья проблема возникает в случае обеспечения более дешевого способа, чем способы формования с низкой скоростью и многостадийные способы, известные из уровня техники. Волокна, произведенные по известным методикам, также показывают нежелательно высокую усадку, по меньшей мере, 15% при 250oС, ограничивая их полезность.
Многие из недостатков данной области техники преодолевают способом представленного изобретения, в котором коэффициент вытягивания формования равен, по меньшей мере, 500. Используя способ представленного изобретения, можно произвести волокна с высокой прочностью, низкой усадкой, низкой линейной плотностью, содержащие перфорированные термопластичные сополимеры на основе TFE широкого диапазона индексов текучести расплава при очень высоких скоростях формования в одностадийной операции, таким образом увеличивая производительность и уменьшая производственные затраты.
Предметом настоящего изобретения является волокно фторсодержащего полимера, содержащее перфорированный термопластичный сополимер тетрафторэтилена (TFE), имеющий скорость истечения расплава (MFR) приблизительно от 1 до 30 г/10 мин, причем волокно показывает прочность на разрыв, по меньшей мере 190 МПа, и линейную усадку меньше, чем 15%, при температуре в диапазоне на 40-60oС ниже температуры плавления сополимера. Сополимеры здесь являются сополимерами на основе TFE и, по меньшей мере, одного сомономера, выбранного из группы, состоящей из перфторолефинов, имеющих, по меньшей мере, три углеродных атома, перфторалкилвиниловых эфиров и их смесей.
Другим объектом изобретения является способ производства волокна фторсодержащего полимера. Способ предусматривает плавление и экструдирование перфорированного термопластичного сополимера на основе TFE и сомономера, выбранного из группы, состоящей из перфторолефинов, имеющих, по меньшей мере, три углеродных атома, перфторалкилвиниловых эфиров и их смесей, который имеет MFR приблизительно от 1 до 30 г/10 мин, через отверстие для формования одного или более волокон, направляя таким образом экструдированное волокно или волокна через зону охлаждения и одновременно увеличивая линейную скорость продвижения волокна или волокон до величины, по меньшей мере в 1000 раз больше, чем линейная скорость их экструзии, позволяя экструдату затвердеть в пути между отверстием экструзии и устройством для сообщения указанного ускорения.
Другим объектом изобретения является способ производства волокна фторсодержащего полимера, причем способ предусматривает плавление и экструдирование перфорированного термопластичного сополимера на основе TFE и сомономера, выбранного из группы, состоящей из перфторолефинов, имеющих, по меньшей мере, три углеродных атома, перфторалкилвиниловых эфиров и их смесей, который имеет MFR приблизительно от 1 до 6 г/10 мин, через отверстие для формования одного или более волокон, направляя таким образом экструдированное волокно или волокна через зону охлаждения и одновременно увеличивая линейную скорость продвижения волокна или волокон до величины, по меньшей мере в 500 раз больше, чем линейная скорость их экструзии, позволяя экструдату затвердеть в пути между отверстием экструзии и устройством для сообщения указанного ускорения.
Другим объектом изобретения является волокно фторсодержащего полимера, показывающее прочность на разрыв, по меньшей мере 190 МПа, и линейную уcадку меньше, чем 15%, при температуре в диапазоне на 40-60oС ниже температуры плавления сополимера, полученного способом, предусматривающим плавление и экструдирование перфорированного термопластичного сополимера на основе TFE, и сомономера, выбранного из группы, состоящей из перфторолефинов, имеющих, по меньшей мере, три углеродных атома, перфторалкилвиниловых эфиров и их смесей, который имеет скорость истечения расплава приблизительно от 1 до 30 г/10 мин, через отверстие для формования одного или более волокон, направляя таким образом экструдированное волокно или волокна через зону охлаждения и увеличивая линейную скорость продвижения волокна или волокон до величины, по меньшей мере в 1000 раз больше, чем линейная скорость их экструзии, и позволяя экструдату затвердеть в пути между отверстием экструзии и устройством для сообщения указанного ускорения.
Представленное изобретение дополнительно обеспечивает волокно фторсодержащего полимера, показывающее прочность на разрыв, по меньшей мере 190 МПа, и линейную усадку меньше, чем 15%, при температуре в диапазоне на 40-60oС ниже температуры плавления сополимера, полученного по способу, предусматривающему плавление и экструдирование перфорированного термопластичного сополимера на основе тетрафторэтилена и сомономера, выбранного из группы, состоящей из перфторолефинов, имеющих, по меньшей мере, три углеродных атома, перфторалкилвиниловых эфиров и их смесей, который имеет скорость истечения расплава приблизительно 1-6 г/10 мин, через отверстие для формования одного или более волокон, направляя таким образом экструдированное волокно или волокна через зону охлаждения и одновременно увеличивая линейную скорость продвижения волокна или волокон до величины, по меньшей мере в 5О0 раз больше, чем линейная скорость их экструзии, позволяя экструдату затвердеть в пути между отверстием экструзии и устройством для сообщения указанного ускорения.
Фиг. 1 показывает устройство, пригодное для использования в предпочтительном варианте осуществления способа представленного изобретения.
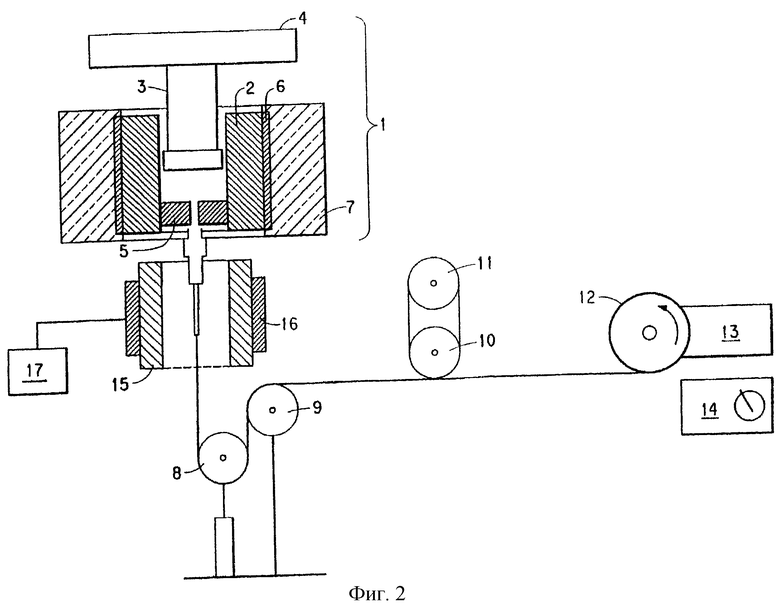
Фиг. 2 показывает устройство, используемое при представлении конкретных вариантов осуществления изобретения, описанного ниже.
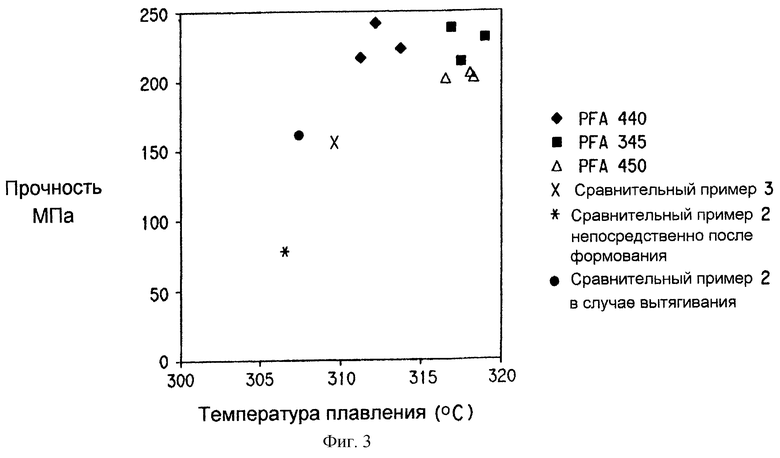
Фиг. 3 представляет графическое изображение зависимости прочности от температуры плавления для одиночных волокон элементарного волокна представленного изобретения и одиночных волокон элементарного волокна, произведенных в сравнительных примерах 2 и 3.
Это изобретение обеспечивает новое волокно фторсодержащего полимера с высокой прочностью на разрыв и низкой усадкой. Продукт этого изобретения возможно представить в форме моноволокна или многоволоконной нити.
Фторсодержащими полимерами, пригодными для использования в представленном изобретении, являются перфорированные сополимеры, которые можно обработать в расплаве на основе TFE, многие из которых известны в данной области технике, и некоторые из них находят широкое коммерческое использование. Сомономеры с TFE выбраны из группы, состоящей из перфторолефинов, имеющих, по меньшей мере, три углеродных атома, например перфторвинилалкиловые вещества; перфторалкилвиниловые эфиры и их смеси. Предпочтительными являются сополимеры на основе ТFЕ и приблизительно от 1 до 20 мол.% перфторвинилалкилового сомономера, более предпочтительно приблизительно от 3 до 10 мол.% перфторвинилалкилового сомономера. Гексафторпропилен является предпочтительным перфторвинилалкиловым сомономером, и гексафторпропилен при приблизительно от 3 до 10 мол.% является наиболее предпочтительным. Сополимеры на основе TFE и приблизительно от 0,5 до 10 мол.% перфторалкилвинилового эфира являются предпочтительными, и приблизительно от 0,5 до 3 мол.% перфторалкилвиниловых эфиров являются наиболее предпочтительными. PPVE или перфторэтилвиниловый эфир (PEVE) являются предпочтительными перфторалкилвиниловыми эфирами для осуществления этого изобретения, и PPVE или PEVE при приблизительно от 0,5 до 3 мол.% являются наиболее предпочтительными. Термин "сополимер" для целей этого изобретения включает полимеры, содержащие два или более сомономеров в отдельном полимере. Таким образом, также пригодными для осуществления этого изобретения являются смеси сомономеров, упоминаемые выше. Термины перфторпропилвиниловый эфир и перфторэтилвиниловый эфир будут представлены в виде "PPVE" и "PEVE" соответственно.
Полимеры, пригодные для осуществления этого изобретения показывают скорость истечения расплава (MFR) приблизительно от 1 до 30 г/10 мин, как определено при 372oС согласно ASTM D2116, D3307, предпочтительно MFR равна приблизительно от 1 до 6 г/10 мин.
Волокна этого изобретения являютcя необычными с точки зрения сочетания высокой прочности и низкой усадки. Волокна согласно изобретению характеризуются прочностью на разрыв, по меньшей мере, 190 МПа при комнатной температуре, как определено при помощи ASTM D3822, и усадка меньше, чем 15%, как определено при температуре на 40-60oС ниже температуры плавления сополимера согласно ASTM D5104.
Волокна представленного изобретения можно дополнительно характеризовать при помощи температуры плавления выше 310oС, как определено при помощи дифференциальной сканирующей калориметрии (DSC). Это показано на фиг.3 вместе с прочностью на разрыв ряда волокон, формованных согласно способам, указанным здесь и сравненных с волокнами сравнительных примеров 2 и 3. Более высокая температура плавления, по-видимому, коррелирует с прочностью на разрыв. Следует отметить, что точки данных на фиг.3 выше 190 МПа имеют также температуру плавления выше 310oС и являются волокнами представленного изобретения. В дополнение к температуре плавления выше 330oС волокна представленного изобретения можно дополнительно характеризовать при помощи двойного лучепреломления больше, чем приблизительно 0,037.
В одном варианте осуществления прочность на разрыв, по меньшей мере, 190 МПа, при комнатной температуре, линейная плотность приблизительно от 1•10-7 до 250•10-7 кг/м, предпочтительно приблизительно от 1•10-7 до 12•10-7 кг/м, и усадка меньше, чем 10%, как определено при температуре на 40-60oС ниже температуры плавления полимера согласно ASTM D5104, характеризуют волокна представленного изобретения.
В способе представленного изобретения расплавленный сополимер, пригодный для осуществления изобретения, экструдируют через отверстие для формования непрерывного волокна или волокон, которые направляют через зону охлаждения к устройству для аккумулирования формованного волокна, причем экструдированное волокно подвергают вытягиванию между отверстием и средством аккумулирования. Для целей этого изобретения отношение линейной скорости аккумулирования волокна к линейной скорости экструзии называют коэффициентом вытягивания формования (SSF). В способе этого изобретения SSF равен, по меньшей мере, 500, предпочтительно, по меньшей мере, 1000. Как использовано здесь, и как понятно специалисту в данной области техники, линейная скорость аккумулирования волокна, линейная скорость продвижения, скорость формования, скорость наматывания и скорость приемного устройства являются синонимами.
Любые, известные в данной области техники средства для приготовления волокна из расплава, являются пригодными для применения в способе этого изобретения. В предпочтительном варианте осуществления способа этого изобретения червячный экструдер используют для подачи полимера, пригодного для осуществления изобретения в форме расплава к головке с одним или многими отверстиями для волокна для формования соответственно моноволоконного или многоволоконного продукта волокна.
На фиг.1 одночервячный экструдер 1 подает перфорированную смолу, пригодную для осуществления этого изобретения, к головке 2 с одним отверстием для волокна, причем головку конфигурируют так, что волокно экструдируют в вертикальном направлении вниз. Волокно экструдата 3 направляют через зону 9 охлаждения к направляющему колесу 4 и оттуда к паре приемных валков 5 и 6, по меньшей мере один из которых приводится в действие приводом высокоскоростного двигателя, управляемым при помощи высокоскоростного контроллера 8 и от приемных валков к высокоскоростному устройству 7 наматывания, контролируемому натяжением. Колесо 4 и валки 5 и 6 установлены на подшипниках с низким трением. Цилиндр и червяк экструдера и головка предпочтительно изготовлены из легированной стали с высокими коррозионной стойкостью и содержанием никеля. Многие пригодные экструдеры, включая червячный тип и поршневой тип, известны в данной области техники и коммерчески доступны.
В способе изобретения сополимер, пригодный для осуществления этого изобретения, плавят и подают к отверстию экструзии при помощи любого устройства, известного в данной области техники, причем особое внимание обращено на избежание разрушения полимера. Было найдено удовлетворительным загружать нагретый цилиндр полимером, в котором полимер сначала плавят и затем подают к головке экструзии с использованием поршня, приводимого в действие при помощи червяка.
Скорости экструзии, пригодные для способа изобретения, зависят от размера рабочего интервала, определенного верхней критической скоростью сдвига для начала излома расплава и нижней критической скоростью сдвига для начала резонанса вытягивания. Верхнюю критическую скорость сдвига для начала излома расплава в свою очередь определяют при помощи температуры, скорости истечения полимерного расплава и размеров головки. "Изломом расплава" является нестабильность течения, которая производит неровную поверхность на волокне. "Резонанс вытягивания" является изменением поперечного сечения по длине вытянутого волокна. На резонанс вытягивания влияет температура зоны охлаждения в дополнение к вышеупомянутым параметрам. При использовании полимеров, предпочтительных для осуществления этого изобретения, было найдено, что удовлетворительные результаты с любым данным полимером были получены в диапазоне скоростей сдвига, который был относительно узким и зависел от конкретного полимера в способе. Так как критическая скорость сдвига для начала излома расплава изменяется обратно пропорционально увеличению вязкости расплава, рабочий интервал становится постепенно более узким при уменьшении MFR. Рабочий интервал можно расширить при помощи увеличения температуры, но следует принять меры предосторожности во избежание разрушения полимера.
Отверстие экструзии не требует конкретной формы. Форма отверстия может иметь желаемое поперечное сечение, причем круглое поперечное сечение является предпочтительным. Найдено, что поперечное сечение pезультирующего волокна точно воспроизводит форму поперечного сечения отверстия, через которое полимер был экструдирован. Диаметр отверстия круглого поперечного сечения, найденный пригодным для использования в способе этого изобретения, находится в диапазоне приблизительно от 0,5 до 4,0 мм, но практика этого изобретения не ограничена этим диапазоном. Отношение длины к диаметру отверстия головки находится предпочтительно в диапазоне приблизительно от 1:1 до 8:1. Головки и фильеры волокна стандартной конструкции, известные в данной области техники, и одноволоконные и многоволоконные, являются пригодными для осуществления этого изобретения.
В способе представленного изобретения экструдат в форме одного или более волокон проходит через зону охлаждения к устройству для накопления формованного волокна. Экструдату дают затвердеть в пути между отверстием и устройством для аккумулирования формованного волокна или устройством для сообщения ускорения линейной скорости продвижения. Такие устройства известны специалистам в данной области техники. Зона охлаждения, возможно, находится при температуре окружающей среды, или ее нагревают или охлаждают, в зависимости от требований используемого конкретного вида способа. Самую низкую усадку достигают, если зона охлаждения находится при температуре окружающего воздуха или ниже.
Было найдено, что волокна в диапазоне линейной плотности приблизительно от 1•10-7 до 5•10-7 кг/м, приготовленные из полимера с MFR меньше, чем приблизительно 20, предпочтительно получают при помощи прохождения экструдата через нагретую трубу, прилегающую к струе, направленной вниз из отверстия экструзии, причем нагретую трубу поддерживают при температуре в диапазоне от температуры плавления полимера до температуры на 100oС ниже температуры его плавления. Вообще для данного сополимера и данных условий экструзии более высокие SSF можно достичь, чем выше температура зоны охлаждения и дольше время пребывания в зоне охлаждения, таким образом, давая возможность достижения волокнами постепенно более низких линейных плотностей. Формование многоволоконных нитей волокна, возможно, требует, чтобы зону охлаждения поддерживали при более низкой температуре, чем температура, требуемая для производства одиночного волокна или моноволокна.
Нагревание возможно выполнить при помощи использования нагреваемой трубы, соприкосновения горячего воздуха или излучательного нагрева. Охлаждение возможно выполнить при помощи использования охлаждаемой трубы, соприкосновения охлажденного воздуха или воздуха при комнатной температуре или излучательного охлаждения.
В практике представленного изобретения существует компромисс между более высокими SSF и, таким образом, волокнами с более низкой линейной плотностью, которые можно достичь при помощи использования нагреваемой зоны охлаждения и усадкой таким образом полученного волокна. Таким образом, например, в предпочтительном варианте осуществления представленного изобретения волокна с приблизительно 1-5•10-7 кг/м преимущественно формуют из полимера с MFR меньше приблизительно 20 путем направления экструдата через нагреваемую зону охлаждения. Усадка этих волокон при 250oС находится обычно в диапазоне 5-15%. Волокна с линейной плотностью больше 5•10-7 кг/м, формованные при температуре окружающего воздуха, показывают термическую усадку 6% или меньше.
Любое средство для аккумулирования вытянутого волокна или увеличения линейной скорости продвижения является подходящим для осуществления изобретения. Такое средство содержит вращающийся барабан, бобину или устройство наматывания, предпочтительно с продольной подачей, все из которых известны в данной области техники. Другие средства включают способ разрубания или разрезания непрерывного волокна, вытянутого и формованного, для целей производства жгута штапельного волокна или волокнисто-пленочного связующего. Кроме того, другие средства содержат прямое неавтономное введение формованного и вытянутого волокна в структуру ткани или структуру композита. Одним из средств, пригодных в вариантах осуществления, описанных ниже, является высокоскоростное устройство наматывания текстильного типа, представляющее вид, коммерчески доступный от Leesona Co. (Burlington, NC).
По практическим причинам желательно, чтобы самая высокая возможная скорость приемного устройства согласовывалась со свойствами волокна. Максимальная скорость приемного устройства, которую можно достичь, зависит от скорости истечения расплава полимера и температуры работы для любой данной конфигурации формования. При осуществлении этого изобретения было найдено, что скорость 30 м/мин приемного устройства является удовлетворительной. Однако линейная скорость продвижения выше 200 м/мин и равная 625 м/мин были достигнуты. Никакого верхнего предела скорости формования не было определено. Линейная скорость продвижения волокна, по меньшей мере, 200 м/мин является предпочтительной.
Для осуществления перемещения волокна можно использовать любые средства, известные в данной области техники формования-волокна. Такими средствами являются использование направляющих шкивов полированных приемных валков пневматических бобин, сепараторов и т.п.
Вытягивание формования (вытягивание расплавленного волокна) выполняют при помощи любых подходящих средств. В одном варианте осуществления представленного изобретения формованное волокно перемещают к устройству полированных металлических приемных валков, которые работают для перемещения волокна при линейной скорости продвижения в 500 раз, предпочтительно в 1000 раз, больше, чем линейная скорость его экструзии. В другом варианте осуществления представленного изобретения формованное волокно направляют к зазору, образованному двумя валками, установленными на фиксированном расстоянии друг от друга и вращающимися при линейной скорости продвижения в 500 раз, предпочтительно в 1000 раз, больше, чем линейная скорость его экструзии. Кроме того, в другом варианте осуществления волокно перемещают непосредственно к высокоскоростному устройству наматывания, работающему при линейной скорости в 500 раз, предпочтительно в 1000 раз, больше, чем линейная скорость его экструзии.
Максимальный SSF, который можно достичь, является функцией вязкости расплава полимера, которая, в свою очередь, является функцией температуры и МFB полимера. Получение SSF больше, чем 1000 может быть проблематичным при использовании низких температур и/или веществ с низким MFR из-за обрыва волокна в течение формования. Однако при таких условиях было найдено, что SSF меньше, чем 1000, являются достаточными для получения высокой прочности и низкой усадки.
В особенно неожиданном аспекте способа изобретения найдено, что температура плавления волокна зависит от коэффициента формования Fs, определенного согласно формуле
Fs = скорость сдвига•(SSF)2,
где скорость сдвига является реальной скоростью сдвига, которой подвержен расплавленный полимер в отверстии экструзии, и SSF является реальным использованным SSF.
Формование волокон с MFR приблизительно от 1 до 6 г/10 мин может представлять конкретную проблему, т. к. может быть трудно достигнуть SSF больше, чем 1000, при температуре ниже начала термического разрушения (приблизительно 400oС для наиболее предпочтительных полимеров). Однако при осуществлении данного изобретения неожиданно было найдено, что желательные свойства низкой линейной плотности, высокой прочности и низкой усадки можно достигнуть полимерами с MFR приблизительно от 1 до 6 г/10 мин при помощи использования SSF в предпочтительном диапазоне приблизительно от 500 до 1000.
В то время, как никакого конкретного нижнего предела комбинации MFR и линейной плотности формованного волокна не было определено, полагают, что для полимера с MFR приблизительно от 1 до 6 самая низкая линейная плотность d, достижимая способом этого изобретения, приблизительно ограничена уравнением
d=[12-(2•MFR)]•10-7
Высокие SSF и высокие скорости формования, связанные со способом представленного изобретения, делают его особенно чувствительным к нарушению в результате загрязнения, изменений в свойствах расплава полимера и изменений в температуре или скорости формования. Эти факторы, комбинированные с низкими линейными плотностями производимых волокон, приводят к высокой чувствительности к обрыву. Для достижения стабильного формования в течение длительных периодов времени желательно использовать гомогенную смолу, поддерживать короткие периоды пребывания при высокой температуре в коррозионно-стойком устройстве во избежание разложения, подвергать смолу фильтрованию до формования и использовать высокоточные контроллеры для скорости червяка, температуры и скорости формования. Также было найдено, что сушка полимера до обработки, возможно, улучшает характеристики формования.
Следует отметить, что при заработке фторированных веществ при повышенных температурах очень рекомендуется использовать коррозионно-стойкие сплавы с высоким содержанием никеля в металлических частях, контактирующих с полимером.
Примеры
Устройство формования волокна, использованное в конкретных вариантах осуществления, описанных ниже, показано на фиг.2. Капиллярный реометр 1, содержащий нагреваемый цилиндр 2, поршень 3 и головку 5, использовали для экструдирования расплавленного полимера. Нагреваемый стальной цилиндр имел длину приблизительно 10 см и диаметр приблизительно 7,5 см. Цилиндрическая коррозионно-стойкая вставка цилиндра толщиной приблизительно 0,6 см, изготовленная из стеллита (Cabot Corp., Kokomo, IN), обеспечила внутренний диаметр канала 0,976 см. Цилиндр был окружен слоем 6,4 см керамической изоляции 7.
Зона 6 цилиндрического нагревателя 800 Вт длиной 10 см и диаметром приблизительно 7,5 см, изготовленная (I.H. Co. NY, NY), контролируемая терморегулятором модели 6414 ECS, изготовленным (ECS Engineering, Inc., Evansville, IN), поддерживала температуру цилиндра с точностью до 1oС от заданной температуры. Поршень, изготовленный из закаленной стали (Armco 17-4 RH) с диаметром 0,970 см на своем конце, был установлен на ползуне 4, приводимом в действие червяком тестового устройства модели Instron TТ-С, изготовленного Instru-met, Inc., Union, N.J.
Капиллярные головки круглого поперечного сечения были сконструированы из Hastelloy (Cabot Corp., Kokomo, IN). Капиллярные диаметры изменялись в пределах от 0,5 до 4,0 мм с отношениями длина/диаметр от 1 до 8.
При работе волокно экструдировали вертикально вниз к найлоновому направляющему колесу 8 диаметром 3,0 см, расположенному на 30 см ниже головки, за острием которой волокно затвердевало. Направляющее колесо 8 устанавливали на динамометрическом датчике (модель GM2 Scaime, продаваемая Burco, Centerville, ОН), использованном для измерения растяжения формования. Волокном схватывалось 180o вокруг направляющего колеса 8, и его направляли ко второму направляющему колесу 9 (диаметр 4,8 см) и оттуда к паре приемных валков 10 и 11. Волокно наматывалось один раз вокруг приемных валков и принималось валком 12 устройства наматывания. Валки 10, 11 и 12 имели диаметр 5 см; они были изготовлены из алюминия и покрыты клейкой лентой маскирования для лучшего сцепление. Валок 11 свободно вращался (на шарикоподшипниках), в то время как валки 10 и 12 приводились в движение в тандеме при помощи двигателя 13, имеющего максимальную скорость 3600 об/мин. Таким образом, максимальная скорость приемного устройства была приблизительно 600 м/мин. Скорость мотора контролировали при помощи регулируемого трансформатора 14. На практике волокно натягивали через устройство при низкой скорости (приблизительно 10 м/мин), затем скорость увеличивали постепенно до требуемой скорости приемного устройства.
Волокно примера 7 готовили при помощи добавления нагреваемой трубы 15 (алюминий, диаметр 5 см, длина 10 см) непосредственно ниже головки. Температуру трубы поддерживали при 305oС при помощи использования зонного нагревательного устройства 16, присоединенного к внешней поверхности трубы, управляемого при помощи терморегулятора 17 ECS.
Вся смола, использованная в следующих конкретных вариантах осуществления, была доступна от DuPont Company, Wilmington, DE под торговым названием "Teflon®".
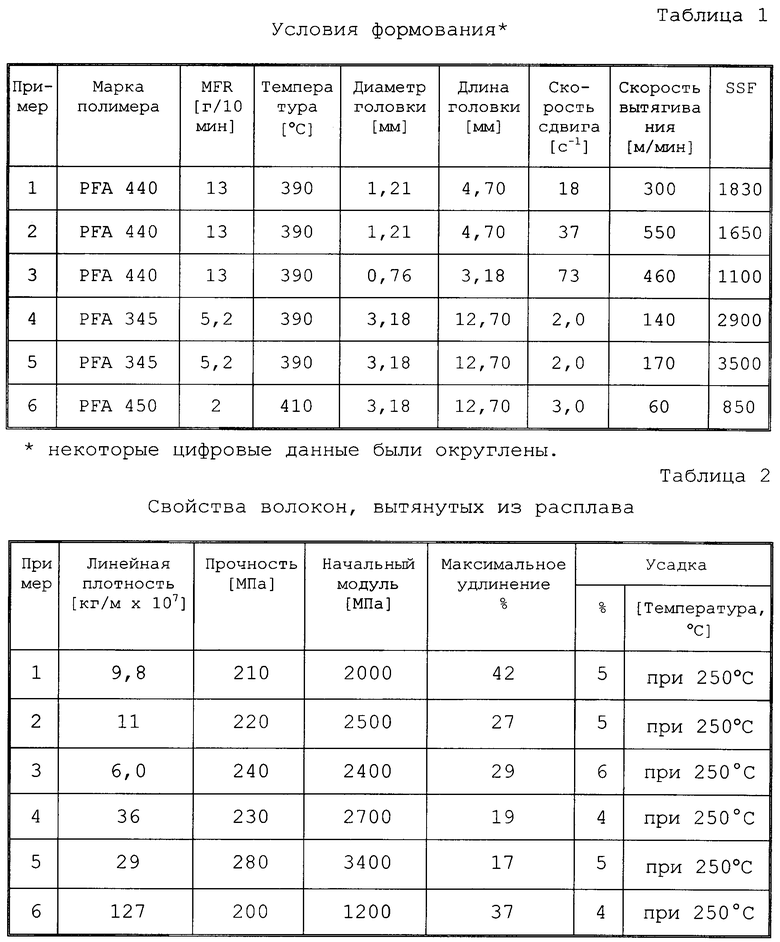
Примеры 1 - 6.
Одиночные волокна смол Teflon® PFA (температура плавления приблизительно 307oC), перечисленные в табл. 1, формовали в окружающем воздухе при условиях, указанных здесь. Свойства волокон, формованных таким образом, показаны в табл. 2.
Пример 7.
Teflon® PFA 440 (MFR 13 г/10 мин) формовали при 390oС через круглое отверстие, имеющее размеры: диаметр 0,61 мм на длину 0,66 мм. Трубу (диаметром 5 см, длиной 10 см), нагреваемую до 305oС, размещали непосредственно ниже головки так, что волокно проходило через ее центр. Скорость поршня составляла 0,51 мм/мин, и скорость приемного устройства была 410 м/мин, приводя к SSF 2900. Линейная плотность составила 1,7•10-7 кг/м, прочность 280 МПа, начальный модуль 2100 МПа, максимальное удлинение 23%. Усадка составила 7% при 250oС.
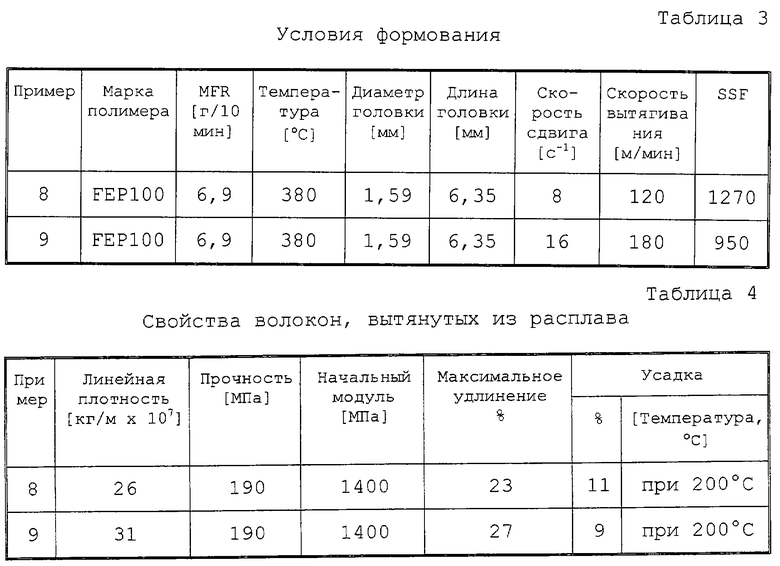
Примеры 8 и 9.
Teflon® FEP 100 (температура плавления приблизительно 258oС), как описано в табл. 3, формовали при условиях, указанных здесь. Свойства волокна, вытянутого из расплава, произведенного таким образом, показаны в табл. 4. Следует отметить, что температура, при которой определяли усадку, составила 200oС, а не 250oС - температура, используемая для тестирования волокон PFA.
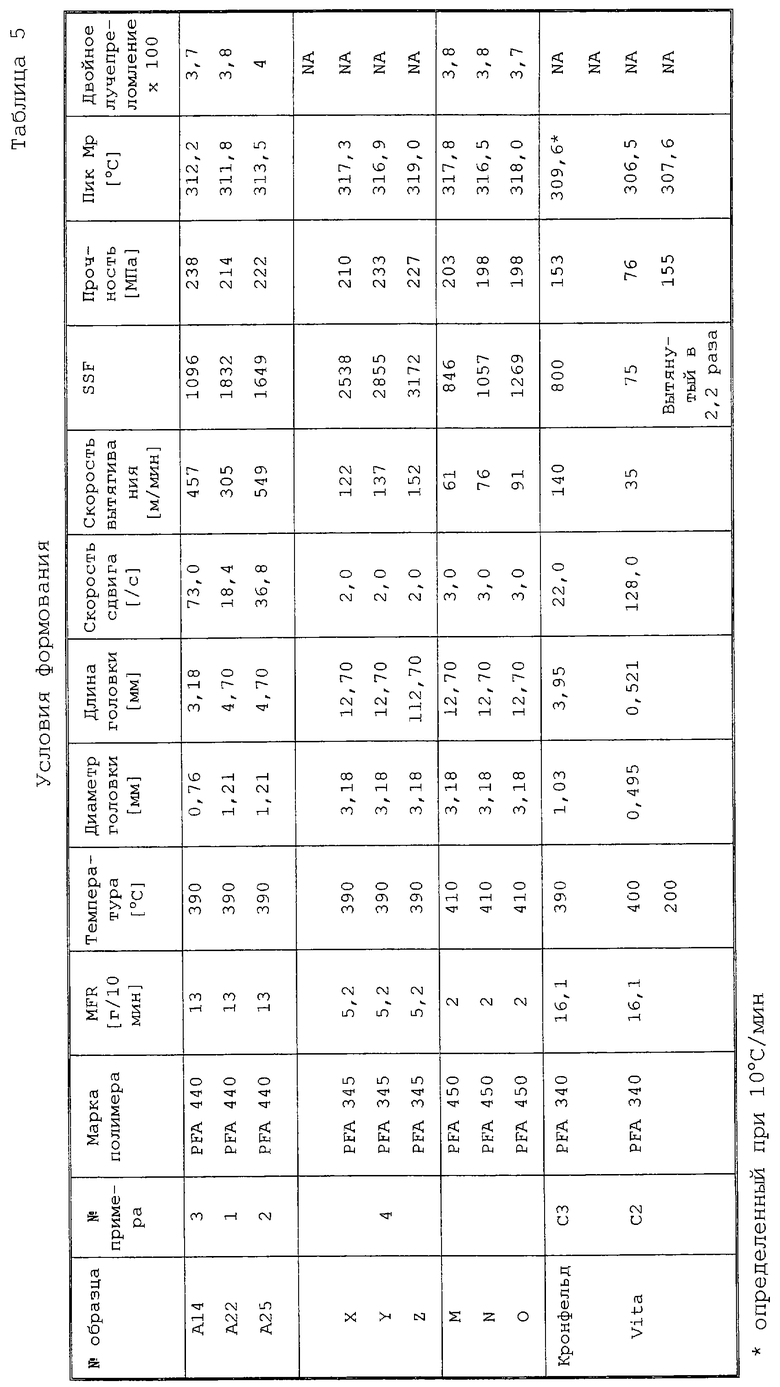
Фиг. 3 представляет графические изображения зависимости температуры плавления от прочности одиночных волокон элементарного волокна представленного изобретения и одиночных волокон элементарного волокна, произведенных в сравнительных примерах 2 и 3, описанных ниже. В табл. 5 приведены условия формования и точки данных, использованных на фиг.3.
Сравнительные примеры.
Волокно PFA приготовили согласно способу патента США 5460882 Vita и др., за исключением того, что в Vita 3000 элементарных волокон формовали от одиночной головки и охлаждали при помощи радиального охлаждения, в то время как в этих сравнительных примерах одиночное элементарное волокно формовали в окружающем воздухе.
Сравнительный пример 1.
Сделали попытку произвести вытянутое волокно согласно способу, упоминаемому Vita в примере 1 патента США 5460882. Teflon® PFA 340, доступный от DuPont с MFR, 16,3 г/10 мин формовали в волокно при 400oС через круглое отверстие, имеющее размеры: диаметр 0,495 мм на длину 0,521 мм.
Скорость сдвига была 64 с-1, и скорость приемного устройства составляла 18 м/мин, приводя к SSF, равному 75. При этих условиях наблюдали сильный резонанс вытягивания или нестабильность диаметра вытягиваемого волокна.
Сравнительный пример 2.
Было найдено, что модификации условий Vita, как указаны в этом примере, являются удовлетворительными для производства волокна, вытянутого из расплава способом Vita. Смолу сравнительного примера 1 формовали в волокно при 400oС через круглое отверстие, имеющее размеры: диаметр 0,495 мм на длину 0,521 мм при скорости сдвига 128 с-1 (скорость поршня 1,27 мм/мин) и скорости приемного устройства 35 м/мин для получения желательного SSF, равного 75. Прочность волокна непосредственно после формования, как было измерено, составила 76 МПа (см. фиг.3, сравнительный пример 2 непосредственно после формования) по сравнению с 55 МПа, сообщенной Vita. Начальный модуль составил 320 МПа, максимальное удлинение 303%. Усадка при 250oС составила 1,6%.
Волокно непосредственно после формования дополнительно вытягивали в 2,2 раза при 200oС на тестовом устройстве Instron 1125 (Instron Corp., Canton, MA), оборудованном печью (модель VE3. 5-600, United Calibration Corp., Huntington Beach, CA). Начальную длину 10 см вытягивали до 22 см при скорости 10 см/мин. Вытянутый образец удерживали в зажимах, в то время как печь охлаждали до 50oС, затем освобождали. Прочность, как было измерено, составляла 155 МПа (см. фиг.3, сравнительный пример 2 в случае вытягивания) по сравнению с 180 МПа, сообщенной Vita. Начальный модуль составил 730 МПа, максимальное удлинение составило 79%. Усадка была 27% при 250oС.
Сравнительный пример 3.
Волокно изготовили согласно принципам Кронфельда и других (Химические волокна, 2, с. 28-30, 1986), в которых SSF (названный "вытягивание головки") составил приблизительно 800, как показано в табл. 5 для элемента, обозначенного "Кронфельд".
Изобретение относится к волокнам, формованным из расплава сополимеров, образованных из тетрафторэтилена и перфторвиниловых мономеров, и к способу их формования. В способе этого изобретения волокна, показывающие прочность по меньшей мере 190 МПа и усадку меньше 15%, вытягивают из расплава, имеющего скорость его истечения от 1 до 30 г/10 мин, по меньшей мере, 500 раз. 2 с. и 15 з.п. ф-лы, 5 табл., 3 ил.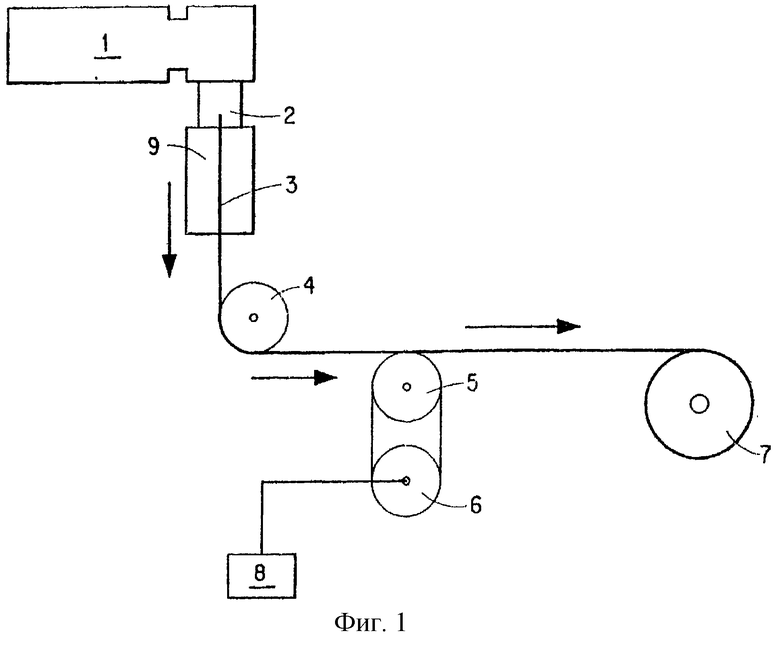
| US 5460882 А, 24.10.1995 | |||
| US 3770711 А, 06.11.1973 | |||
| Линия подготовки сырья для изготовления стружки | 1976 |
|
SU595147A1 |
| SU 759628 А, 30.08.1980. | |||

