Изобретение относится кэлектротехнике, а именно к кабельной арматуре, и может быть использовано при монтаже силовых кабелей напряжением до 10 кВ. Известны концевые муфты в стальных воронках, заполняемых битуминозH.viH массами jОднако эти битуминозные массы отличаются значительной усадкой при их охлаждении после заливки и перехода из жидкого состояния в твердое что приводит к образованию зазоров между кабеля и отвердевшей массой ..через которые возможно попад ние влаги в корешок заделкн.Кроме т го,эти массы имеют недостаточную ад гезию к применяем лм в кабельной про мышпенности материалам; невысокую морозоустойчивость, что также может вызвать растрескивание отвердевшей битум;знозной массы и вследствие этого попадание влаги в корешок заделки. Известна также концевая згщелка кабеля с пропитанной изоляцией, содержащая корпус из эпоксидного компаунда с выведенными из него разделанными жилами заключенными fe эластичные трубки,герметично связанные с корпусом L2 , I Эпоксидные компаунды, применяемы в настоящее время, и особенно их от вердители токсичны. Кроме того, в процессе отверждения имеет место са моразогрев компаунда, х-имическая ре акция носит экзотермический характер. Это создает опасность, с одной стороны, перегрена кабеля в местах его соприкосновения с твердеющей эпоксидной муфтой, а с другой стороны, возможно образование свгацей в муфте вследствие того, что расширяю щийся из-за разогрева пропитывающий состав кабеля пробивает канал через еще не отвердевший эпоксидный компаунд. Для электроизоляционных свойств отвержденного эпоксидного компаунда большое значение имеет удаление из него воздушных и вакуум ных включений. Значительное количес во мельчайших частиц воздуха попадает в компаунд при введении в него н полнителя. Для их удаления необходи мо проводить вакуумирование или, в крайнем случае, отстой компаунда в подогретом виде. Воздух попадает в компаунд также и при eiO перемешивании. Таким образом, к недостаткам концевых заделок с использованием эпок сидных компаундов и битуминозных масс для. заполнения их герметизации корешка заделки относятся технологические трудности при монтаже, прак тическая невозможность обеспечения надежной х ерметичной изоляции и исключения пустот в корешке заделки. Наиболее близкой к г редлагаем;)й по технической сущности является разветвительная муфта, содержагцая выполненный из термоусаживаемого материала полый цилиндрический корпус с трубчатыми отводами на o/itiOM из его концов, и герметизирующий C3::j-,, нанесенный на внутреннюю поверхность корпуса и отводов. Преимущество кабельных заделок с использованием таких муфт из термоусаживаемого материала по сравнению с рассмотренными выше заделками состоит в повы1иенной надежности герметичной изоляции корешка заделки от попадания влаги, поскольку при нагреве надетой на корешок разделенного конца кабеля муфты герметизирующий клеюший слой, нанесенный на внутреннюю поверхность порпуса и отводов, расплавляется и силой усадки вдавливается по все выемки и неровности обжимаемых жил и оболочки кабеля из . Однако разветвительная муфта не может быть надвинута на корешок раз делки до соприкосновения нижней внутренней части отводов с мастом выхода жил кабеля из коренжа, поскольку жилы в кабеле соприкасаются фазными изоляциями и, следовательно, не имеют зазоров в месте выхода жил из корешка разделки, а зазор между отводами надвигаемой на них перчатки как минимум равен двойной толщине стенок отводов, что приводит к образованию пустоты внутри корешка заделки между разведенными жилами, корпусом перчатки и внутренней нижней частью отводов. Для заполнения этой пустоты в изве.стном устройстве-прототипе используют эпоксидный компаунд, который вводят путем шприцевания через специально выполненное для этой операции отверстие в корпусе перчатки. Таким образом, данному техническому решению свойственны все рассмот ренные выше недостатки, связанные с применением в качестве заполнителя эпоксидного компаунда. Поскольку эпоксидный кo mayнд имеет усадку при затвердевании это приводит к образованию пустоты между поверхностью затвердевшего компаунда и нижней внутренней частью отводов перчатки, в которой может конденсироваться влага и осаждаться пыль из окружающего воздуха, попадающего через проделанное отверстие, чтг) уменьшает электрическую прочность заделки. Кроме того, дополнительная операция по заполнению муфты компаундом услож.няет монтажные работы при разделке кабелей, поскольку требуется применение специального инструмента-шприца, который необходимо разбирать и очишать от эпоксидного компаунда сразу носле применения во избежание отвердевания остатков эпоксидного компаунда и порчи инструмента, а также выполнение отверстия под шприц. Цель изобретения - повышение надежности кабельной э.сделки и упрощение монтажных работ. Поставленная цель достигается тем что разветвительная муфта из термоусажизаемого материала для кабельной заделки, содержащая полый цилиндрический KOpiiyc с трубчатыми отвода ми на одном из его концов и герметизирующий слой, нанесенный на внутреннюю поверхность корпуса и отводов, выполнена с расположенным внутри копуса между отводи; и клиновидным выступом, сужающимся в направлении, противоположном отводам и имеющим ориентированные вдоль него радиальные перепонки. На фиг. 1 показана заготовка разветвительной муфты, до растяжения j на фиг. 2 - то же после растяжения; на фиг. 3 - корешок кабельной заделки с использованием известной разветвительной муфты; на фиг. 4 - растянутая муфта, вид сверху; на фиг.5схема корешка разделки кабеля с раз веденными жилами; на фиг. 6 и 7 два варианта формы заготовок предлагаемой муфты; на фиг. 8 - корешок кабельной заделки с использованием предлагаемой муфты до усадки; на фиг. 9 - то же, после усадки. Как известно, технологический процесс изготовления изделий из тер моусаживаемых материалов состоит из следующих основных операций: формов ка заготовки (литье под давлением, .прессование, экструзия и т.д.); облучение заготовок для придания мате риалу эластичной памяти формы;ор е нтация. (растяжение) облученных заготовок для придания изделию необходимой формы; нанесение при необходимости герметизирующего клеющего слоя на внутреннюю поверхность изделия . Поэтому в предложенной муфте фор ма и размеры клиновидного выступа с радиальными перепонками заложены еще в заготовке (фиг. 1). Разветвительная муфта из термоус живаемого материала для кабельной заделки состоит из полого цилиндрического корпуса 1, трубчатых отводо 2 и клиновидного выступа 3 с радиальными перепонками 4.На всю внутре нюю поверхность муфты нанесен герме тизирующий слой 5. После растяжения муфта приобретает вид, показанныйн фиг. 2. Форма клиновилного выступа с адиальными перепонками определяется внутренним объемом пустоты в корешке заделки (фиг. 3) между разведенными жилами кабеля б, корпусом 1 ус женной перчатки и нижней внутренней частью отводов 2. Поскольку один типоразмер муфты предназначается для оконцевания кабелей нескольких сечений, соотношение размеров клиновидного выступа дается в зависимости от сечения кабелей, а именно: минимальная высота клиновидного выступа с ращиальными перепонками в заготовке равна высоте треугольника, образованного двумя жилами кабеля большего сечения из выбранных для оконцевания данным типоразмером муфты и разведенных с нор мированным радиусом изгТ1ба (R) , основание которого равно двойной-заданной толщине стейок отводов растянутой муфты, а минимальная ширина основания клиновидного выступа равна основанию треугольника, двумя сторонами которого являются разведённые с нормированным ращиусом изгиба ;;(илы кабеля меньшего сечения, а высота равна высоте клиновидного выступа. При этом у кабелей разных сечений на равни.ч высотах Н (фиг. 3) от места выхода жил из коре.шка разделки расстояние а между фазными изоляциями жил больше у кабеля меньшего сечения, и обратно, при равных расстояних а между фазными изоляциями жил, высота Н будет больше у кабеля большего сечения. Поэтому при выбранных, как было показано ранее, высоте и ширине кли новидного выступа с радиальными перепонками у раэветвительной муфты, предназначенной для оконцевания кабелей нескольких сеЧений, при усадке муфты на кабель происходит полное заполнение пустоты в корешке заделки как у кабелей больших, так и меньших сечений. Разработаны две формы заготовок предлагаемой разветвительной муфты (фиг. 6 и 7). Отличие их друг от друга заключается в разном расположении отводов относительно корпуса. На фиг. 6 показана заготовка, в которой при заданной толщине стенок отводов 2 максимальный внутренний диаметр отводов зависит от внутреннего диаметра корпуса 1, так как три окружности вписаны в одну. На фиг. 7 показана заготовка, в которой внутреннийдиаметр отводов 2 не зависит от внутрен него диаметра корпуса 1. Такая форма заготовки предпочтительнее, так как независимое расположение отводов позволяет при заданном внут Ланнем диамет ре корпуса заготовки и максимальном внутреннем диаметре отводов получать максимальную ширину основания клиновидного выступа с радиальными перепонками. При ориентации облученной заготовки предложенной муфты радиальные перепонки удлиняются при растяжении корпуса, изменяя свою форму и форму клиновидного выступа, при этом клиновидный выступ с радиальными перепонками уменьшается по высоте. При растяжении отводов происходит уменьшение ширины радиальных перепонок и размеров основания клиновидного выступа.
Монтаж кабельной заделки с использованием предлагаемой муфты осуществляется следующим образом.
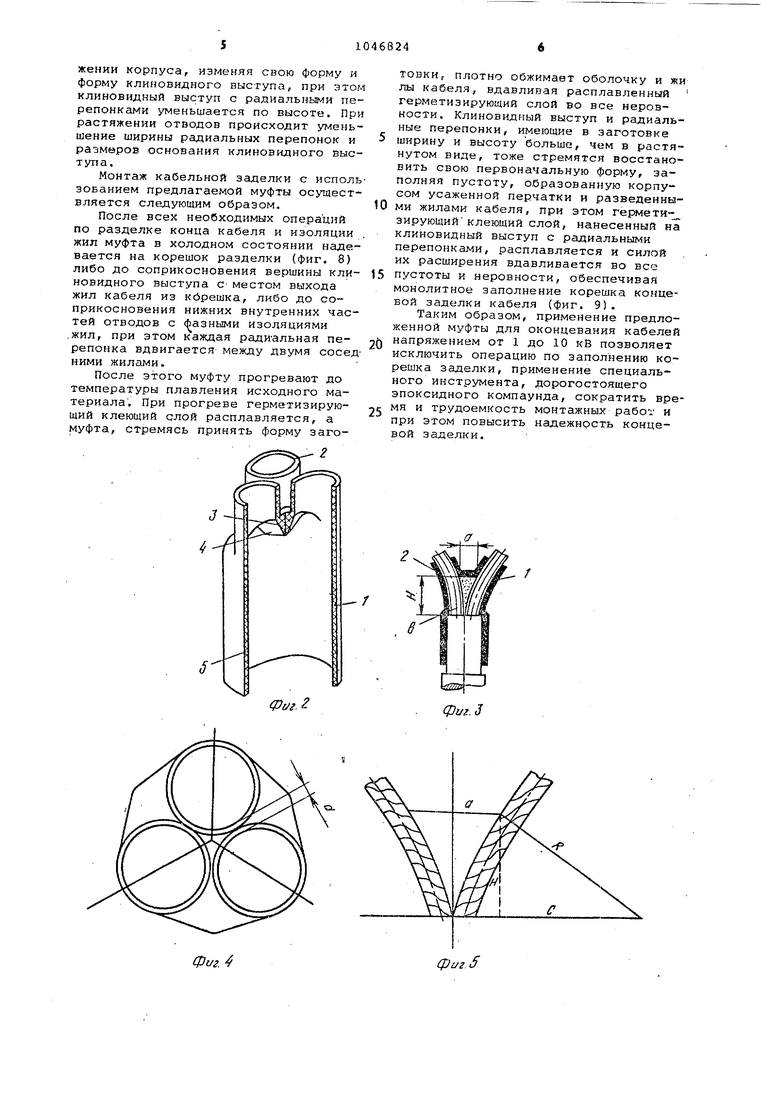
После всех необходимых операций по разделке конца кабеля и изоляции жил муфта в холодном состоянии надевается на корешок разделки (фиг. 8) либо до соприкосновения вершины клиновидного выступа с- местом выхода жил кабеля из кбрешка, либо до соприкосновения нижних внутренних частей отводов с фазными изоляциями .жил, при этом каждая ради-альная перепонка вдвигается между двумя сосеД ними жилами.
После этого муфту прогревают до температуры плавления исходного материала. При прогреве герметизирующий клеющий слой расплавляется, а муфта, стремясь принять форму заготовкИг плотно обжимает оболочку и жи лы кабеля, вдавливая расплавленный герметизирующий слой во все неровности. Клиновидный выступ и радиальные перепонки, имеющие в заготовке ширину и высоту больше, чем в растянутом виде, тоже стремятся восстановить свою первоначальную форму, заполняя пустоту, образованную корпусом усаженной перчатки и разведенны0 ми жилами кабеля, при этом герметизирующийклеющий слой, нанесенный н клиновидный выступ с радиальными перепонками, расплавляется и силой их расширения вдавливается во все
5 пустоты и неровности, обеспечивая монолитное заполнение корешка концевой заделки кабеля (фиг. 9).
Таким образом, применение предложенной муфты для оконцевания кабелей
h напряжением от 1 до 10 кВ позволяет исключить операцию по заполнению корешка заделки, применение специального инструмента, дорогостоящего эпоксидного компаунда, сократить время и трудоемкость монтажных рабог и
при этом повысить надежность концевой заделки.
фиг.З
фиг. 4
фиг 1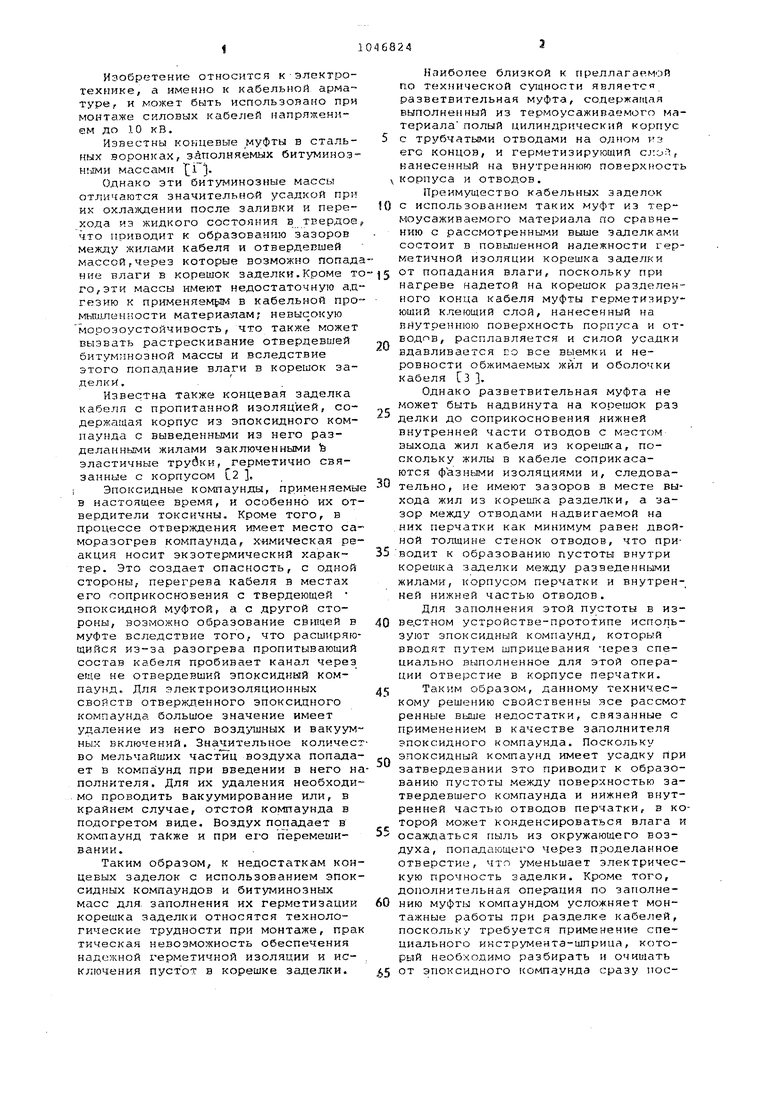

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНЦЕВОЙ ЗАДЕЛКИ МНОГОЖИЛЬНОГО КАБЕЛЯ | 2005 |
|
RU2364014C2 |
| СОЕДИНИТЕЛЬНАЯ КАБЕЛЬНАЯ МУФТА И СПОСОБ ЕЕ МОНТАЖА | 2005 |
|
RU2284620C1 |
| Кабельная заделка | 1989 |
|
SU1809485A1 |
| ТЕРМОУСАЖИВАЕМАЯ СОЕДИНИТЕЛЬНАЯ КАБЕЛЬНАЯ МУФТА С РАДИОМЕТКОЙ | 2024 |
|
RU2831524C1 |
| Коробка выводов | 1977 |
|
SU690582A1 |
| Вводное устройство электрических машин | 1985 |
|
SU1334286A1 |
| КОНЦЕВАЯ ЗАДЕЛКА КАБЕЛЯ С ПРОПИТАННОЙ ИЗОЛЯЦИЕЙ | 1968 |
|
SU221101A1 |
| ГЕРМЕТИЗИРУЮЩЕЕ ИЗДЕЛИЕ И СПОСОБ ГЕРМЕТИЗАЦИИ КАБЕЛЕЙ, СОДЕРЖАЩИХ ЖИДКОСТЬ | 2008 |
|
RU2464686C2 |
| Электрическая машина | 1982 |
|
SU1262639A1 |
| ТУПИКОВАЯ МУФТА ДЛЯ ОПТИЧЕСКОГО КАБЕЛЯ С ГЕРМЕТИЗИРОВАННЫМИ ШТУЦЕРАМИ ДЛЯ ВВОДА И ДОВВОДА ОПТИЧЕСКИХ КАБЕЛЕЙ И С ГЕРМЕТИЗИРОВАННЫМИ ПРОВОДНИКАМИ - ВЫВОДАМИ ОТ БРОНИ К ЗАЗЕМЛИТЕЛЯМ | 1999 |
|
RU2174250C2 |
РАЗВЕТВИТЕЛЬНАЯ МУФТА ИЗ ТЕРМОУСАЖИВАЕМОГО МАТЕРИАЛА ДЛЯ КАБЕЛЬНОЙ ЗАДЕЛКИ, содержащая полый цилиндрический корпус с трубчатыми отводами на одном из его концов и герметизирующий слой, нанесенный на внутреннюю поверхность корпуса и отводов, отличающаяся тем, что, с целью повышения надежности (сабельной заделки и упрощения монтажных работ, она выполнена с расположенным внутри корпуса между отвода- ми.клиновидным выступом, сужающимся в направлении, противоположном отводам, и имеющим ориентированные вдоль него радиальные перепонки. (Л N о 00 
У
у
./
Фиг. 7
Фш.д
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Бранзбург Е.З | |||
| и др | |||
| Скоропечатный станок для печатания со стеклянных пластинок | 1922 |
|
SU35A1 |
| Способ модулирования для радиотелефона | 1921 |
|
SU251A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
