Изобретение относится к электротехнике, а именно к кабельной арматуре для монтажа электрических кабелей,
В электроизоляционной и кабельной технике для изолирования, и герметизации мест соединения проводов и кабелей на различные классы напряжения широко используются термоусаживаемые изделия из полимерных материалов.
Цель изобретения - повышение надежности кабельной заделки и снижение ее стоимости.
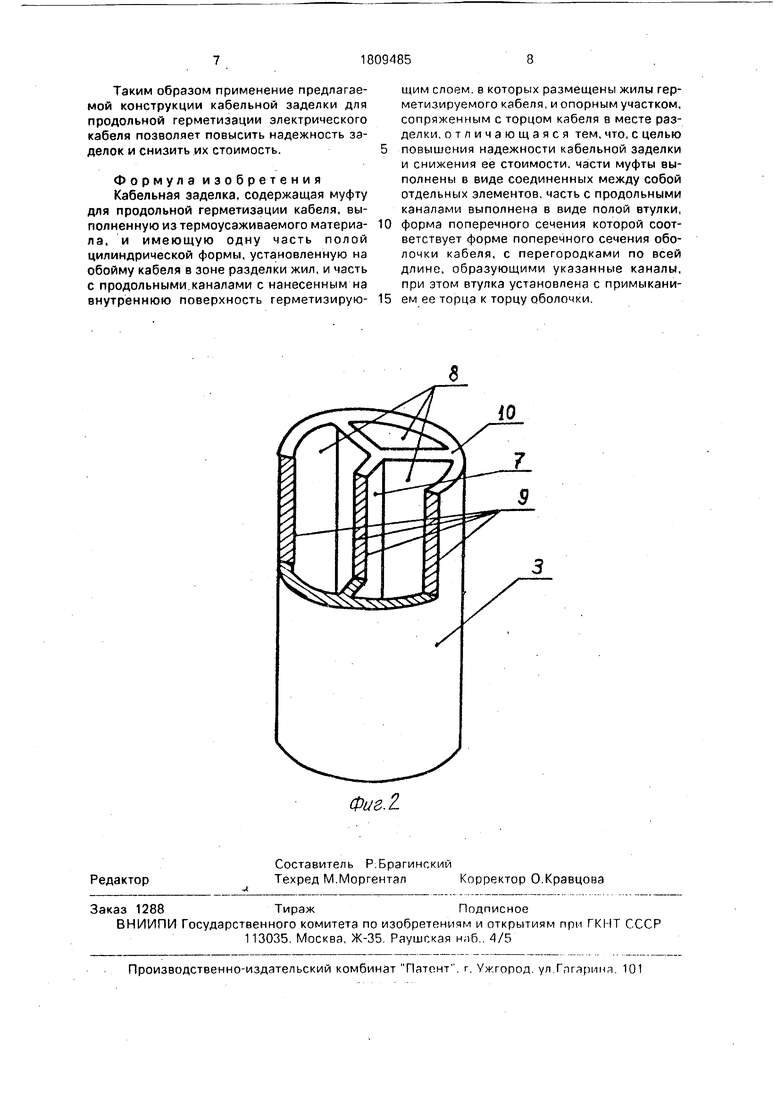
На фиг. 1 показана предлагаемая кабельная заделка; на фиг. 2 - часть муфты с продольными каналами для размещения жил герметизируемого кабеля.
Кабельная заделка содержит муфту для продольной герметизации кабеля, имеющую часть 1 полой цилиндрической формы, установленную на оболочку 2 кабеля в месте разделки, и часть 3 с продольными каналами, в которых размещены изолированные жилы 4 герметизируемого кабеля, и опорным участком, сопряженным с торцем 5 кабеля в месте разделки. При необходимости на внутреннюю поверхность части 1 муфты может быть нанесен герметизирующий слой б.
Часть 3 муфты выполнена в виде втулки, форма поперечного сечения которой соответствует форме поперечного сечения оболочки 2 кабеля, с перегородками 7 по всей длине, образующими каналы 8 для размещения жил герметизируемого кабеля. На внутреннюю поверхность каналов нанесен герметизирующий слой 9. Число и размеры продольных каналов определяются числом и размерами жил герметизируемого кабеля. Опорный участок 10 (торец части 3 муфты) предназначен для обеспечения сопряжения части 3 с торцем 5 кабеля. Кроме того, для увеличения надежности муфты на каждую изолированную жилу может быть дополнительно усажена термоусаживаемая втулка
11. на внутреннюю поверхность которой может быть нанесен герметизирующий слой
12.
Части 1 и 3 муфты выполняют изтермо- усаживаемого полимерного материала, на- из композиций на основе полиэтилена или поливинилхлсГрида путем экструдирования заготовок постоянного профиля непрерывной длины, что снижает стоимость предлагаемой заделки по сравнению с известной. Затем заготовки разрезают на элементы необходимой длины.
Возможны различные варианты исполнения части 3 муфты. Например, в случае четырехжильного кабеля все четыре канала
выполняют секторными, а в случае, плоского трехжильного кабеля сечение центрального канала представляет собой прямоугольный четырехугольник или квадрат, а два боковых канала также выполнены секторными. Сечения каналов выбирают таким образом, чтобы обеспечить эффективное обжатие жил кабеля, что решается либо созданием формы сечения канала, подобной форме сечения жилы кабеля (секторная жила - секторный канал), либо созданием формы части 3, которая обеспечивает возможность эффективной термоориентации (она обеспечивается
равноценностью всех перегородок между каналами, при этом толщина наружных стенок каналов может отличаться от толщины их перегородок, но при этом стенки каналов также должны быть преимущественно оцинкованной толщины. При отсутствии подобия между формой сечения канала и формой сечения жилы размер канала выбирают таким образом, чтобы эффективный диаметр канала (Дэф) соответствовал диаметру круглой
жилы или эффективному диаметру секторной или плоской жилы (для канала с сечением в форме квадрата со стороной а Дэф
Asп , ; для канала с секторным сечением Дзф
30 (4 4 тг) т
, где г - радиус сектора).
Один типоразмер муфт может быть использован при выполнении кабельных заделок на кабелях нескольких сечений.
Форма поперечного сечения части 3 муфты до ее предварительного ориентирования соответствует форме поперечного сечения оболочки герметизируемого кабеля. Монтаж предлагаемой кабельной заделки осуществляют следующим образом.
После преимущественно радиальной термоориентирования части 3 муфты методом раздува на 200 -300% на внутреннюю поверхность-продольных каналов наносят
герметизирующий слой. По окончании всех необходимых операций по разделке конца кабеля и изоляции токопроводящих жи/i, часть 3 муфты в холодном состоянии надевают на изолированные жилы кабеля, при
этом один из ее торцев (опорный участок) вплотную примыкает к торцу оболочки кабеля в месте разделки. Затем часть 3 муфты прогревают до температуры термоусадки, вследствие чего она плотно обжимает изолированные жилы кабеля, а герметизирующий слой расплавляется и заполняет все пустоты в местах сопряжения муфты с жилами и оболочкой кабеля, После этого на участок сопряжения части 3 муфты и оболочки кабеля надвигают предварительно надетую
на кабель часть 1 муфты и термоусаживают ее.
При этом обеспечивается герметизация участка сопряжения муфты и кабеля.
Ниже приведены примеры кабельных заделок предлагаемой конструкции с использованием муфт, выполненных из полиэтилена марки ФБ-1 (ТУ 301-05-83-90) и поливинилхлоридного (ПВХ) пластиката
марки СБ-1 (ТУ 602-67-91). . ..
П р и м 1. Кабельная заделка для трехжильного кабеля марки АВБВНГ сечением 3 х 70 мм2, с пластмассовой изоляцией на напряжение 6 кВ с секторными жилами.
Конструктивные размеры частей муфты из полиэтилена марки ФБ-1 определяются размерами элементов кабеля, наружный диаметр части 3 муфты составляет 35 мм и соответствует наружному диаметру оболочки кабеля.
Эффективный диаметр из трех продольных каналов секторного сечения для размещения жил кабеля определяют по вышеприведенной формуле.,
Заготовки для получения частей 1 и 3 муфты получают методом экструзии, Технологический инструмент изготавливают с учетом конструктивных размеров муфты и усадочных процессов при охлаждении полимера. Экструдирование заготовок осуществляют на экструзионной линии МЕ-1-60 с диаметром шнека 60 мм. Температурный режим по зонам экструдера составляет 140 - 150- 160- 170°С, Скоростьэкструдирова- ния составляет3 - 5 м/мин. После экструди- рования заготовок осуществляют термоориентирование непрерывным способом методом раздува (вакуумирования) с фиксацией размеров охлаждением в ванне с проточной водой. Температура нагрева заготовок при термоориентации составляет 120°С, теплоноситель - глицерин,скорость ор иентирования - 5 м/мин, Из ориентированных заготовок нарезают отрезки длиной 150 - 200 мм, затем на внутреннюю поверхность части наносят герметизирующий слой клея на основе сэвилена (сополимера этилена с винилацетатом); часть 3 муфты надевают на жилы кабеля и вплотную продвигают до плотного примыкания одного из ее тор- цев - опорного участка к торцу оболочки кабеля в месте разделки жил, после чего проводят термоусадку нагревом пламенем газовой горелки до температуры усадки, начиная прогрев со стороны торца оболочки кабеля и одновременно прижимая опорный участок части 3 муфты к торцу оболочки кабеля во время усадки. По мере усадки пламя горелки постепенно перемещают по поверхности части 3 муфты до полной усадки.
Качество монтажа проверяют визуально по выделению сплошной расплавленной массы герметизирующего слоя в месте стыка части 3 муфты с оболочкой кабеля и с жил- ами. После этого на участок сопряжения надвигают предварительно надетую на кабель часть 1 муфты с нанесенным на ее внутреннюю поверхность герметизирующим слоем клея на основе сэвилена и термоусаживают
0 ее.
П р и м е р 2. Аналогичен примеру 1 и отличается от него тем, что части 1 и 3 муфты выполнены из ПВХ-пластиката марки СБ-1, а температурный режим по зонам экструде5 ра составляет 125 - 135 - 145- 150°С.
Прим е р 3. Кабельная заделка для трехжильного кабеля марки ААШВ сечением 3 х 95 мм2 с бумажной пропитанной изоляцией на напряжение 6 кВ с секторными
0 жилами. Расчет конструктивных размеров частей 1 и 3 муфты, изготовление и монтаж проводят аналогично примеру 1.
П р и м е р 4. Аналогичен примеру 3 и отличается от него тем, что части 1 и 3 муфты
5 выполнены из ПВХ марки СБ-1 по режимам, указанным в примере 2.
Для сравнения для тех же кабелей изготовлены кабельные заделки известной конструкции с муфтами из термоусаживаемых
0 материалов, использованных в примере 1 - .. 4. ...
Испытания на надежность кабельных заделок, выполненных согласно изобретению, проводят на образцах кабеля марки
5 АВБВНГ сечением 3 х 70 мм2 с пластмассовой изоляцией на напряжение 6 кВ. При испытаниях определяют величину напряжения частичных разрядов по ГОСТ 20074-83. Она составляет 5-10 пКл (меньшие значе0 ния относятся к муфтам из полиэтилена,
большие - к муфтам из поливинилхлорида).
Аналогичные испытания проводят для
кабельных заделок известной конструкции.
Для этих заделок величина напряжения ча5 стичных разрядов составила соответственно 20 - 40 пКл.
Испытания предлагаемых кабельных заделок в соляной ванне на 100 циклов нагрев-охлаждение по ГОСТ 7006-72 показы0 вают, что проникновение влаги через концевые заделки внутрь образцов кабеля отсутствует.
При вскрытии 100 кабельных заделок предлагаемой конструкции пустоты в мес5 тах сопряжения муфт с каб.елем отсутствуют. При вскрытии 100 кабельных заделок известной конструкции у 7 обнаружены пустоты в области сопряжения элемента в виде клиновидного выступа (опорного участка) с жилами кабеля.
Таким образом применение предлагаемой конструкции кабельной заделки для продольной герметизации электрического кабеля позволяет повысить надежность заделок и снизить их стоимость.
Формула изобретения Кабельная заделка, содержащая муфту для продольной герметизации кабеля, выполненную из термоусаживаемого материа- ла, и имеющую одну часть полой цилиндрической формы, установленную на обойму кабеля в зоне разделки жил, и часть с продольными.каналами с нанесенным на внутреннюю поверхность герметизирую0
5
щим слоем, в которых размещены жилы герметизируемого кабеля, и опорным участком, сопряженным с торцом кабеля в месте разделки, отличающаяся тем, что, с целью повышения надежности кабельной заделки и снижения ее стоимости, части муфты выполнены в виде соединенных между собой отдельных элементов, часть с продольными каналами выполнена в виде полой втулки, форма поперечного сечения которой соответствует форме поперечного сечения оболочки кабеля, с перегородками по всей длине, образующими указанные каналы, при этом втулка установлена с примыканием ее торца к торцу оболочки.

| название | год | авторы | номер документа |
|---|---|---|---|
| Разветвительная муфта из термоусаживаемого материала лдя кабельной заделки | 1982 |
|
SU1046824A1 |
| ТЕРМОУСАЖИВАЕМАЯ СОЕДИНИТЕЛЬНАЯ КАБЕЛЬНАЯ МУФТА С РАДИОМЕТКОЙ | 2024 |
|
RU2831524C1 |
| Вводное устройство электроустановок | 1980 |
|
SU957360A1 |
| УНИВЕРСАЛЬНАЯ ВОДОГАЗОНЕПРОНИЦАЕМАЯ МУФТА ДЛЯ ТЕЛЕФОННЫХ КАБЕЛЕЙ СВЯЗИ С ПЛАСТМАССОВОЙ ИЗОЛЯЦИЕЙ ЖИЛ | 2005 |
|
RU2284080C1 |
| СОЕДИНИТЕЛЬНАЯ КАБЕЛЬНАЯ МУФТА И СПОСОБ ЕЕ МОНТАЖА | 2005 |
|
RU2284620C1 |
| СПОСОБ КОНЦЕВОЙ ЗАДЕЛКИ МНОГОЖИЛЬНОГО КАБЕЛЯ | 2005 |
|
RU2364014C2 |
| КАБЕЛЬНЫЙ ВВОД ОПТИЧЕСКОЙ МУФТЫ И СПОСОБ ИСПОЛЬЗОВАНИЯ КАБЕЛЬНОГО ВВОДА | 2013 |
|
RU2537708C2 |
| ТУПИКОВАЯ МУФТА ДЛЯ ОПТИЧЕСКОГО КАБЕЛЯ С ГЕРМЕТИЗИРОВАННЫМИ ШТУЦЕРАМИ ДЛЯ ВВОДА И ДОВВОДА ОПТИЧЕСКИХ КАБЕЛЕЙ И С ГЕРМЕТИЗИРОВАННЫМИ ПРОВОДНИКАМИ - ВЫВОДАМИ ОТ БРОНИ К ЗАЗЕМЛИТЕЛЯМ | 1999 |
|
RU2174250C2 |
| Коробка выводов | 1977 |
|
SU690582A1 |
| СПОСОБ КОНЦЕВОЙ ЗАДЕЛКИ КАБЕЛЯ | 1992 |
|
RU2031505C1 |
Сущность изобретения: устройство содержит муфту для продольной герметизации, имеющую две части 1 и 3, выполненные в виде соединенных между собой отдельных элементов. Часть 1 устанавливается на оболочку 2 кабеля в месте разделки и имеет полую цилиндрическую форму. Часть 3 выполнена в виде втулки с перегородками 7 и по всей длине, образующими каналы для размещения жил герметизируемого кабеля. Опорный участок, сопряженный с торцем 5 кабеля в месте разделки, образован торцем втулки 3. 2 ил.
| Финкель Э | |||
| Э., Лещенко С | |||
| С., Брагинский Р | |||
| П | |||
| Радиационная химия и кабельная техника, - М.: Атомиздат, 1968, с | |||
| Приспособление с иглой для прочистки кухонь типа "Примус" | 1923 |
|
SU40A1 |
| Финкель Э | |||
| Э., Сучков В | |||
| Ф | |||
| Ионизирующие излучения и кабельная техника М.: Информэлектро, 1966, с | |||
| Ветряный много клапанный двигатель | 1921 |
|
SU220A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Разветвительная муфта из термоусаживаемого материала лдя кабельной заделки | 1982 |
|
SU1046824A1 |
| Устройство для видения на расстоянии | 1915 |
|
SU1982A1 |
