Изобретение касается подачи табака в машину для изготовления табачных изделий, а именно способа подачи табачного потока, питателя-дозатора, способного работать в соответствии с этим способом, и сигаретной машины, оборудованной таким питателем-дозатором.
В общем смысле, питатель-дозатор подает табак на участок машины, в котором табак формируется в жгут путем всасывания вдоль пористой форматной ленты с последующим формированием из него сигареты.
Предпочтительно, чтобы подача табака на этот участок машины от питателя-дозатора была абсолютно равномерной, то есть табак в табачном потоке, загружаемом в сигаретную машину, должен иметь равномерную плотность, и соответственно таким же равномерным должно быть распределение его компонентов, а именно распределение длинной и короткой стружки, а также равномерным должен быть расход табака, чтобы в табачном жгуте, формирующемся в основном под пористой форматной лентой, продольная плотность табака, а также распределение его компонентов были по возможности максимально равномерными. Учитывая, что загружаемая в питатель-дозатор табачная масса состоит из смеси различных компонентов: короткой и/или длинной стружки натурального табака, и/или восстановленного табака, и/или гомогенизированного табака, и/или расширенного табака, табачной пыли, жил, прожилок, стеблей толстого или тонкого сечения, а также всевозможных отходов, питатель-дозатор должен выполнять также функцию удаления некоторых из названных компонентов, а именно жил, прожилок и стеблей толстого сечения, а также отходов, учитывая, что при этом табачная пыль устраняется через приемную шахту питателя-дозатора, а также через пористую форматную ленту, на которой формируется табачный жгут.
Многочисленные известные до настоящего времени питатели-дозаторы не обеспечивают абсолютно равномерной подачи табака, совершенно необходимой для формирования табачного жгута. Другой недостаток известных питателей-дозаторов заключается в их сложности, а именно в сложности пути прохождения табачной стружки и/или ее переработки, а также в ухудшении качества табачной стружки, а именно в уменьшении ее средней длины, а также в потере влажности табачной стружки в случае, когда в средствах сепарации применяются струя или струи воздуха. С другой стороны, в практике отмечается, что известные устройства не позволяют осуществлять эффективное удаление ненужных компонентов, и в то же время способствуют одновременному удалению большого количества табачной стружки, вполне пригодной для производства табачных изделий. В крайнем случае, для рекуперации такой табачной стружки применяются дополнительные сложные и дорогостоящие средства, что приводит к прямым производственным потерям.
Первой задачей настоящего изобретения является разработка способа подачи табачного потока, позволяющего устранить перечисленные недостатки, то есть обеспечить равномерный поток табака с равномерным распределением его компонентов для изготовления табачного жгута.
Второй задачей изобретения является разработка способа, в котором применяются механические средства мягкого разрыхления табачного потока, позволяющие избежать образования пробок и закупоривания и не приводящие к ухудшению качества табачной стружки, а также к потере влажности табака.
Еще одной задачей изобретения является разработка способа, обеспечивающего эффективное удаление ненужных компонентов.
Следующая цель изобретения состоит в том, чтобы предложить питатель-дозатор, способный работать в соответствии с указанным способом.
И, наконец, еще одним объектом изобретения является установка для изготовления изделий табачной промышленности, в частности сигаретная машина, оборудованная таким питателем-дозатором.
Первая задача достигается путем применения способа, отвечающего пункту 1 формулы изобретения, тогда как другие задачи, а также варианты выполнения обеспечиваются путем применения способов, описанных в пунктах формулы изобретения, зависимых от пункта 1.
Питатель-дозатор в соответствии с настоящим изобретением отличается признаками, перечисленными в пункте 7 формулы изобретения; другие варианты или формы выполнения описаны в пунктах формулы изобретения, зависимых от этого пункта.
Сигаретная машина в соответствии с настоящим изобретением включает в себя признаки, указанные в пункте 23 формулы изобретения.
Нижеследующее описание предпочтительного варианта осуществления настоящего изобретения приводится с чертежами, на которых:
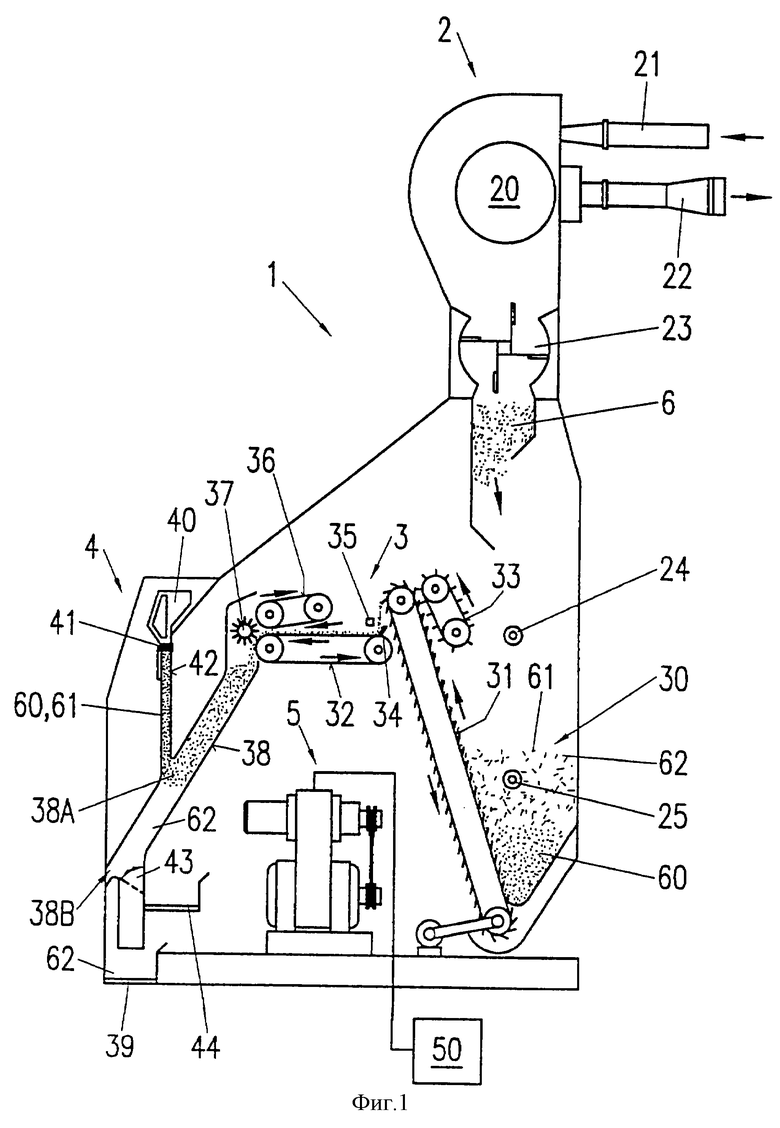
фиг. 1 - фронтальное изображение в разрезе машины для изготовления табачных изделий.
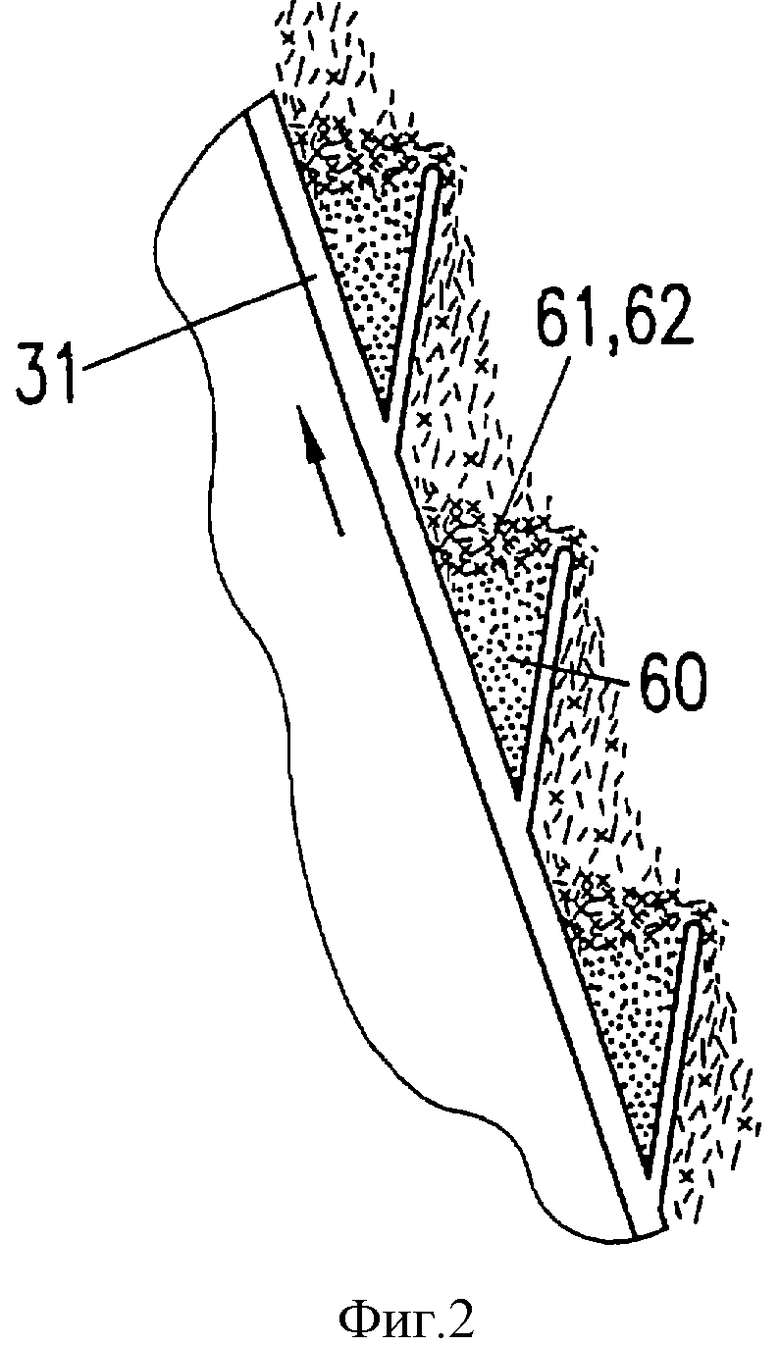
Фиг.2 - изображение в увеличенном масштабе распределения табачного потока на гребенчатой ленте, являющейся частью конструкции питателя-дозатора в соответствии с настоящим изобретением.
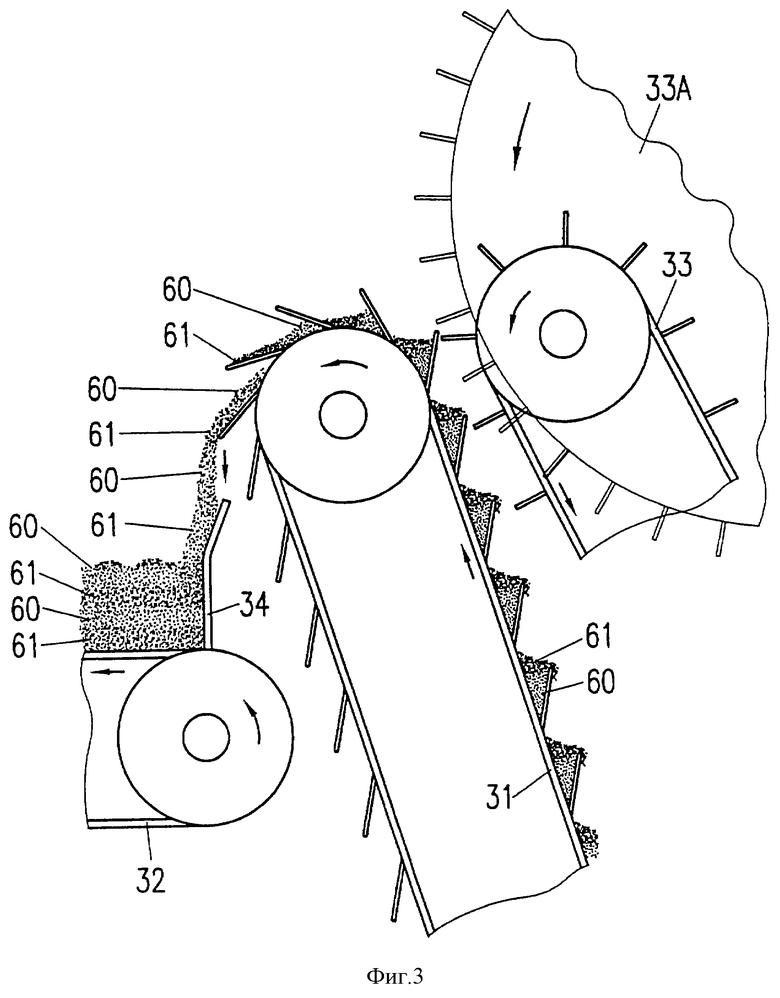
Фиг. 3 - изображение в другом, тоже увеличенном масштабе прохождения табачного потока от гребенчатой ленты на промежуточный транспортер, являющийся частью конструкции питателя-дозатора в соответствии с настоящим изобретением.
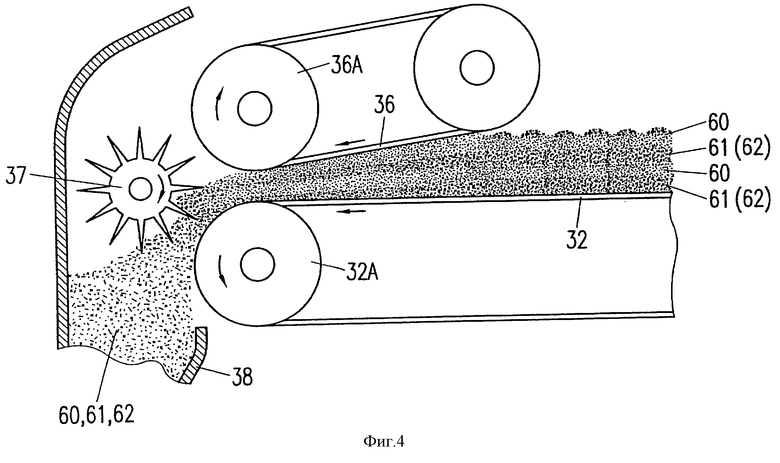
Фиг. 4 - изображение в масштабе предыдущей фигуры прохождения табачного потока от промежуточного транспортера в промежуточный трубопровод.
Машина для изготовления табачных изделий 1, показанная на фиг.1, в частности, включает в себя узел приема табака 2, узел дозирования или питатель-дозатор 3, узел формирования табачного жгута 4 и узел приводных устройств и устройств управления 5.
Узел приема табака 2 в основном предназначен для загрузки табака 6 из хранилища (не показанного на фигуре) в накопительную шахту 30 питателя-дозатора 3. Этот приемный узел 2 может представлять собой устройство любого известного типа, а именно устройство непрерывного типа, дискретного типа или другого типа. Тем не менее предпочтителен вариант приемного узла 2, представляющего собой тангенциальную шахту, например подобную описанным в документах ЕР-В-0.501.910 или ЕР-В-0.655.402. В основном такая тангенциальная шахта 2 состоит из всасывающего узла 20, который пневматически всасывает табачный поток через трубопровод 21 и разделяет воздух после подачи табачного потока, при этом воздух, содержащий часть табачной пыли, отводится через трубопровод 22, в то время как другие ранее перечисленные компоненты табачного потока проходят через шлюз 23 и последовательно подаются в накопительную шахту 30. Два датчика, предпочтительно фотоэлементы 24 и 25, управляют работой тангенциальной шахты 2 для обеспечения правильной загрузки накопительной шахты 30, чтобы избежать уплотнения табака в последней.
Питатель-дозатор 3 включает в себя бесконечную гребенчатую ленту 31, практически занимающую всю ширину машины, захватывающую табак из накопительной шахты 30 и доставляющую его на промежуточный транспортер 32. Первое средство выравнивания, например первая бесконечная выравнивающая лента 33, расположенная рядом с верхней частью гребенчатой ленты 31, обеспечивает первое выравнивание табачного потока, подаваемого лентой 31, то есть устраняет излишнюю толщину табачного потока на этом уровне. После этого отражатель 34 направляет табачный поток по первому заданному направлению на промежуточный транспортер 32. Датчик-фотоэлемент 35 контролирует количество табака, попадающего на промежуточный транспортер 32, и регулирует скорость ленты 31 и соответственно промежуточного транспортера 32 для того, чтобы поддерживать заданный минимальный табачный поток на промежуточном транспортере 32. Второе средство выравнивания, например вторая выравнивающая бесконечная лента 36, слегка уплотняет и выравнивает табачный поток и находится в конце пути прохождения табачного потока по промежуточному транспортеру 32. Средство разрыхления, предпочтительно зубчатый валик 37, расположено сразу же за промежуточным транспортером 32 и предназначено для разрыхления, перемешивания и расширения табачного потока до того, как последний попадет, в основном за счет силы тяжести, в промежуточный трубопровод 38.
Попадая в накопительную шахту 30, табак 6 стремится распределиться таким образом, что нижнюю часть шахты 30 занимает в основном короткая табачная стружка 60, а верхнюю часть шахты 30 занимает в основном длинная табачная стружка 61. Жилы, прожилки, стебли и отходы 62, находящиеся в табачном потоке, в основном остаются в верхней части вместе с длинной табачной стружкой 61.
На фиг.2, 3 и 4 фрагментарно проиллюстрирована работа описанных выше элементов питателя-дозатора 3. Гребенчатая лента 31 захватывает табак со дна шахты 30, заполняя при этом промежутки между двумя соседними гребнями. Учитывая вышеупомянутое распределение короткой стружки 60 и длинной стружки 61 в шахте и принимая во внимание клиновидное расположение каждого гребня по отношению к ленте 31, как видно из фиг.2, участок пространства, расположенный между двумя ветвями клина, заполняется в нижней части шахты 30, то есть в основном короткой стружкой 60, имеющей относительно высокую плотность, тогда как участок пространства, расположенный непосредственно за гребнем, заполняется в верхней части шахты 30, то есть в основном длинной стружкой 61. С другой стороны, учитывая длину табачной стружки и сцепление между полосками стружки, определенное количество длинной табачной стружки перекрывает верхние края гребней и заполняет, имея при этом относительно низкую плотность, участок пространства, находящийся непосредственно за предыдущим гребнем.
На фиг.3 показано первое средство выравнивания, которое представляет собой по первому варианту осуществления бесконечную ленту 33, включающую в себя гибкие пластины, закрепленные перпендикулярно и поперечно на внешней поверхности указанной ленты, и движущуюся в указанном стрелкой направлении, и предназначено для того, чтобы снимать избыточное количество табачной стружки с краев гребней и перемещать его в верхние, менее заполненные участки пространства между гребнями, или сбрасывать его в шахту 30. При этом высота гибких пластин 33 рассчитана таким образом, чтобы их концы наталкивались на края гребней гребенчатой ленты 31, сгибались после столкновения и выталкивали избыточную табачную стружку в сторону следующего гребня. В предпочтительном варианте пластинчатая лента 33 расположена под небольшим углом по отношению к гребенчатой ленте 31, при этом вершина угла направлена в сторону верхней части гребенчатой ленты 31 таким образом, чтобы каждый гребень ленты 31 встречал, по меньшей мере, одну гибкую пластину ленты 33 на совпадающем участке их пути.
Могут быть предусмотрены различные варианты выполнения первого средства выравнивания. Например, гибкие пластины могут быть расположены поперечно под определенным углом на бесконечной ленте 33 или заменены на гибкие клиновидные зубья или на любой другой элемент, способный чистить или скоблить верхние края гребней гребеночной ленты 31. Пунктиром на фигуре показан вариант выполнения, в соответствии с которым бесконечная лента 33 заменена на барабан 33А, имеющий гибкие пластины, как в предыдущем варианте или в соответствии с тем или другим из описанных вариантов.
Пройдя через верхнюю часть гребенчатой ленты 31, табак высыпается вдоль отражателя 34 преимущественно под действием силы тяжести и попадает на промежуточный транспортер 32. Отражатель 34 выполнен из жестяной пластины и служит для направления табачного потока и его подачи на промежуточный транспортер 32 в соответствии с первым направлением движения. Из фиг.3 видно, что при высыпании табачного потока с гребеночной ленты 31 и его прохождении вдоль отражателя 34 сохраняется ранее описанное для гребеночной ленты 31 расположение слоев порций табачного потока с большим содержанием короткой стружки 60, то есть стружки с высокой плотностью, и порций с большим содержанием длинной стружки, то есть стружки с более низкой плотностью, другими словами, эти порции чередуются продольно в направлении движения табачного слоя, а образование слоев происходит в основном перпендикулярно табачному потоку. В известных питателях-дозаторах такой тип распределения слоев сохраняется до самой фазы изготовления сигареты, и в таких сигаретах распределение между короткой стружкой 60 и длинной стружкой 61 не поддается точному контролю.
Как показано на фиг.3, после этого промежуточный транспортер 32 подает табачный поток во втором направлении, в основном перпендикулярном и соответственно в основном не параллельном по отношению к первому направлению движения табачного потока к промежуточному транспортеру. Угол между первым и вторым направлениями составляет от 90o до 120o, в предпочтительном варианте немного превышает 90o. С другой стороны, скорость движения промежуточного транспортера 32, то есть скорость подачи табачного потока указанным транспортером является достаточно низкой для того, чтобы табачный поток ложился на промежуточный транспортер 32 относительно толстым слоем. В представленном примере эта скорость движения выбирается таким образом, чтобы четыре вышеупомянутые последовательные порции табачного потока накладывались друг на друга при высыпании табачного потока на промежуточный транспортер 32. На фиг.3 показано, что, таким образом, наложение друг на друга порций с большим содержанием короткой табачной стружки 60 и соответственно порций с большим содержанием длинной табачной стружки 61 воспроизводится вдоль промежуточного транспортера 32, при этом расположение слоев между порциями, которое ранее было в основном поперечным по отношению к направлению движения табачного потока, теперь становится в основном параллельным по отношению к направлению движения табачного потока на промежуточном транспортере 32. На фиг.3 толщина каждой порции, то есть полного слоя табака на ленте транспортера, показана в увеличенном масштабе по сравнению с другими размерами системы для лучшего понимания искомого эффекта.
В соответствии с показанным предпочтительным вариантом скорость движения табачного потока на промежуточном транспортере выбирается таким образом, чтобы четыре последовательные порции табачного потока, откладывающиеся слоями на промежуточном транспортере, образовали толщину табачного потока на указанном транспортере. Скорость движения промежуточного транспортера 32 может также выбираться таким образом, чтобы количество слоев было отличным от 4. Главное, чтобы можно было получить необходимый эффект смешивания между порциями путем применения нижеописанных средств смешивания, и чтобы это число слоев было больше 1. Чем больше это число, тем лучше будет смешивание между порциями короткой стружки 60 и порциями длинной стружки 61. Вариант выполнения, соответствующий четырем слоям, является оптимальным для достижения качества получаемой смеси, соответствующего техническим возможностям питателя-дозатора. Преимущественным может быть также нечетное число слоев, например 3 или 5, в этом случае расположение слоев нарушается еще на промежуточном транспортере, при этом в каждом слое чередуется последовательность порций короткой стружки 60 и длинной стружки 61, причем последовательность указанных порций чередуется между двумя наложенными друг на друга слоями.
Промежуточный транспортер 32 перемещает табачный поток в направлении, указанном стрелкой. После прохождения по промежуточному транспортеру 32, как показано на фиг.4, табачный поток разрыхляется, перемешивается и расширяется зубчатым валиком 37. Для этого желательно, чтобы табачный поток имел определенную консистенцию. Эта консистенция достигается при помощи второго средства выравнивания, представляющего собой выравнивающую бесконечную ленту 36, полотно которой, находящееся в непосредственном контакте с табачным потоком, перемещается в одном с ним направлении. Полотно промежуточного транспортера 32 и полотно выравнивающей ленты 36 в предпочтительном варианте выполнены из одного и того же мягкого материала, имеют гладкую внешнюю поверхность, обладающую определенным сцеплением, в частности, с табаком. Степень сцепления внешней поверхности выравнивающей ленты 36 и внешней поверхности промежуточного транспортера может выбираться в зависимости от состава или смеси табака. Выравнивающая лента 36 и промежуточный транспортер 32 образуют между собой небольшой угол, вершина которого направлена к зубчатому валику 37, поэтому сечение табачного потока постепенно сужается к концу его прохождения по промежуточному транспортеру 32, то есть через узкое пространство, соответствующее заданному минимальному сечению прохода между двумя наиболее близкими друг к другу участками выравнивающей ленты 36 и промежуточного транспортера. В предпочтительном варианте этот участок минимального прохода может регулироваться в зависимости от состава или смеси табака путем изменения расстояния между осями двух барабанов 32А и 36А.
Кроме того, на фиг. 4 видно, что толщина слоя табака на промежуточном транспортере 32 не является абсолютно равномерной. Такие неровности появляются из-за неравномерности подачи табака от гребенчатой ленты 31. Если эти неровности толщины сохраняются, то они могут привести к нежелательным непредвиденным колебаниям плотности табака в готовых сигаретах. Для устранения этих неровностей толщины слоя табака не промежуточном транспортере 32 выравнивающей ленте 36 придают скорость движения, слегка отличающуюся от скорости движения промежуточного транспортера 32 и, следовательно, от скорости находящегося на нем табачного потока. Разница между скоростью промежуточного транспортера 32 и скоростью выравнивающей ленты 32 может быть положительной или отрицательной, то есть скорость движения выравнивающей ленты может быть выше или ниже скорости промежуточного транспортера 32, при этом разница в скорости может колебаться от +10% до -10% в зависимости от состава или смеси табака. Учитывая эту разницу в скорости и вышеуказанное сцепление между табаком и лентой 36, более толстые участки слоя табака, соприкасаясь с выравнивающей лентой 36, замедляют или ускоряют свое движение и заполняют участки с меньшей толщиной слоя.
На выходе промежуточного транспортера 32 и выравнивающей ленты 36 расположение слоев между порциями или слоями табачного потока с высоким содержанием короткой стружки и порциями или слоями с высоким содержанием длинной стружки является в основном продольным и соответственно параллельным табачному потоку благодаря разнице между первым направлением, по которому табачный поток подается на промежуточный транспортер 32, и вторым направлением, по которому табачный поток перемещается промежуточным транспортером 32; толщина табачного потока состоит из нескольких порций или слоев с высоким содержанием длинной стружки, перемежающихся с порциями или слоями с высоким содержанием короткой стружки, благодаря разнице в скорости движения табачного потока по промежуточному транспортеру 32 и скорости, с которой табачный поток подается на указанный промежуточный транспортер. С другой стороны, табачный поток является относительно компактным благодаря его сжатию между выравнивающей лентой 36 и промежуточным транспортером 32 и имеет постоянную толщину и соответственно среднюю плотность благодаря разнице в скорости между выравнивающей лентой 36 и промежуточным транспортером 32.
В этом состоянии табачный поток проходит через средство разрыхления, в предпочтительном варианте зубчатый валик 37, расположенный поперечно и в плоскости табачного потока и вращающийся вокруг оси, перпендикулярной направлению движения табачного потока. Своим вращением на высокой скорости, предпочтительно примерно 1000 оборотов/мин, в направлении, указанном стрелкой на фиг.4, зубчатый валик 37 разрыхляет табачную стружку и производит первое отделение жил, прожилок, стеблей и отходов, до этого перемещавшихся внутри табачного потока; благодаря движению зубьев, осуществляемому поперечно потоку и поперечно вышеупомянутому расположению слоев между порциями или слоями табачного потока с высоким содержанием длинной табачной стружки 61 и порциями с высоким содержанием короткой стружки 60, происходит смешивание указанных порций и соответственно нарушение указанного расположения слоев, тем самым достигают равномерного распределения различных компонентов табачного потока и соответственно равномерного распределения длинной стружки и короткой стружки в табачном потоке, а после попадания табачного потока в верхний участок промежуточного трубопровода 38, имеющий гораздо большее сечение по сравнению с вышеупомянутым сечением прохода табачного потока между выравнивающей лентой 36 и промежуточным транспортером 32, происходит значительное расширение сечения табачного потока и соответственно значительное снижение плотности табака в указанном потоке. Отрегулированный таким образом табачный поток попадает предпочтительно под действием силы тяжести в промежуточный трубопровод 38.
Показанный на фиг. 1 участок формирования табачного жгута известен из уровня техники и в основном включает в себя камеру всасывания 40, всасывающую табак через форматную пористую ленту 41 вдоль всасывающей трубы 42, которая в описанном варианте выполнения питателя-дозатора сообщается с сепараторной камерой 38А, расположенной в центральном участке промежуточного трубопровода 38, при этом табак подходит к форматной пористой ленте 41 в виде жгута. Этот участок формирования табачного жгута обычно укомплектовывают средствами сжатия порций жгута, средствами разрезания и средствами укладки сигаретной бумаги вокруг жгута, не показанными на чертеже.
В нижней части промежуточного трубопровода 38 находится всасывающий люк 38В, через который проходит воздух, всасываемый всасывающей камерой 40, который смешивается с табачным потоком, пока еще содержащим жилы, прожилки, стебли и отходы всех размеров, попавшие из верхней части промежуточного трубопровода. Табачная стружка, а также относительно легкие жилы, прожилки и стебли засасываются циркулирующим воздухом, в сепараторной камере 38А промежуточного трубопровода 38 они отделяются от потока, затем движутся под воздействием всасывания вдоль всасывающей трубы 42. Напротив, жилы, прожилки и стебли большего сечения, а также отходы, содержащиеся в табачном потоке и попадающие из верхней части трубопровода 38, гораздо более тяжелые, чем табачная стружка, не всасываются в трубу 42, а продолжают падать под действием силы тяжести в сборный бак или на отводной транспортер 39.
Рядом с нижней частью промежуточного трубопровода предусмотрена подвижная заслонка 43 для того, чтобы при остановке машины, в частности при остановке форматной пористой ленты 41, что может привести к прекращению всасывания или закупорке всасывающей трубы 42, направить продолжающийся двигаться в верхней части промежуточного трубопровода табачный поток к средствам рекуперации 44, которые подадут табак обратно в накопительную шахту 30.
Машина 1 оборудована приводными средствами 5, схематически показанными на чертеже и обеспечивающими приведение в движение подвижных элементов машины. Схематически показанные средства управления 50, известные из уровня техники, служат для подачи команд, необходимых для регулирования скорости движения различных элементов, для управления подвижной заслонкой 43 и тангенциальной шахтой 2. В основном средства управления воздействуют на эти различные элементы для поддержания постоянного табачного потока в каждом участке питателя-дозатора. Они реагируют на сигналы различных датчиков, таких как вышеупомянутые датчики 24, 25 и 35.
Первым преимуществом такого питателя-дозатора является питание трубы 42 и соответственно табачного жгута под форматной пористой лентой 41 табачным потоком постоянной плотности с равномерным распределением компонентов, а именно короткой и длинной табачной стружки, при этом неравномерности подачи устраняются вышеуказанным способом при прохождении табачного потока в питателе-дозаторе.
Второе преимущество заключается в том, что способ позволяет избежать деформирующего воздействия на табачную стружку и ее повреждения. Действительно, для отделения жил, прожилок, стеблей и отходов табачная стружка не подвергается резким ударам о стенки, как это происходит в других известных питателях-дозаторах; отделение табачной стружки от жил, прожилок, стеблей и отходов происходит плавно, путем всасывания табачной стружки, в то время как жилы, прожилки, стебли и отходы, имеющие большее сечение и большую массу, отделяются от потока под действием силы тяжести. Для этой цели в питателе-дозаторе в соответствии с настоящим изобретением не используются струи воздуха, благодаря чему не нарушается влажность табачной стружки.
Еще одним преимуществом такого способа отделения является более эффективное отделение табачной стружки от жил, прожилок, стеблей и отходов, то есть в табачный жгут попадает меньше жил, прожилок, стеблей и отходов большого сечения, а в сборный бак попадает меньше табачной стружки, чем в питателях-дозаторах, известных из уровня техники.
Еще одним преимуществом такого питателя-дозатора является то, что он позволяет увеличить производительность машины для изготовления табачных изделий. Если предположить, что в момент укладки в сигаретную бумагу табачный жгут имеет толщину, принятую за 100 по определенной произвольной шкале, то известно, что для того, чтобы учитывать прессование порций жгута, которые должны стать концами сигареты, жгут необходимо обрезать по толщине, примерно равной 112 по той же шкале; следовательно, ни одна впадина на нижней поверхности жгута не должна иметь толщину менее 112. В сигаретных машинах, оборудованных известными из уровня техники питателями-дозаторами, подающими в трубу табачный поток, не отрегулированный по плотности, известно, что для того, чтобы гарантировать указанную минимальную толщину жгута в 112, необходимо подавать табачный поток таким, чтобы максимальные значения толщины концов жгута до разрезания доходили до 140. Следовательно, большое количество табака, соответствующее разнице между 112 и 140 по упомянутой шкале, приходится отрезать и использовать снова. Что же касается машины для изготовления табачных изделий, оборудованной питателем-дозатором в соответствии с настоящим изобретением, испытания показали, что для максимального значения толщины концов жгута до разрезания, равного 120, можно гарантировать минимальную толщину жгута, равную 112. Таким образом, значительно уменьшается отрезаемое и повторно используемое количество табака. Благодаря более эффективному использованию табачного потока достигается значительное повышение производительности машины.
Учитывая небольшие габариты и несложность конструкции, такой питатель-дозатор можно легко устанавливать в машину для изготовления табачных изделий, в частности в сигаретную машину. Такой питатель-дозатор можно легко установить вместо питателя-дозатора старого типа в уже существующую машину и, учитывая уже упомянутое эффективное использование табачного потока, таким образом можно повысить производительность машины для определенного табачного потока.
Изобретение относится к табачной промышленности. Способ предусматривает питатель-дозатор, соединенный с машиной для изготовления табачных изделий, включающей тангенциальную шахту, последовательно питающую накопительную шахту указанного питателя-дозатора. Распределение между порциями с большим содержанием короткой табачной стружки и порциями с большим содержанием длинной табачной стружки табачного потока, захватываемого из указанной накопительной шахты, осуществляется в основном в продольном направлении в момент попадания указанного потока на промежуточный транспортер указанного питателя-дозатора. Изменяя направление табачного потока и уменьшая скорость перемещения табачного потока, данное продольное распределение преобразуют в поперечное распределение. Расположенный поперек потока зубчатый валик гомогенизирует указанное распределение и обеспечивает равномерность указанного распределения между короткой и длинной табачными стружками в табачном потоке, подающемся для изготовления табачного жгута. Изобретение обеспечивает поток табака с равномерным распределением его компонентов для изготовления табачного жгута. 3 с. и 20 з.п. ф-лы, 4 ил.