Настоящее изобретение относится к устройству и способу для соединения табачных листов, особенно для использования при производстве курительных изделий.
В курительных изделиях с источником тепла, где табак скорее испаряется, а не сгорает, табачный штранг может быть изготовлен из табачного листа. Этот листовой материал является тяжелым, и размер катушки ограничен. Таким образом, при высокой скорости производства, новую катушку необходимо загружать каждые несколько минут или даже чаще. Это трудоемкий процесс, который может уменьшать скорость производства. В дополнение, некоторые этапы обработки в линии обработки табачного листа не предусматривают обычных способов соединения для двух последовательных табачных листов. Например, такой соединительный материал как клей может влиять на вкус конечного продукта, тогда как обмотка лентой или соединение скобами является неэффективным или добавляет дополнительный материал к листам; часто до такой степени, что, например, образование воронок или гофрирование соединенного листового материала будет затруднено или невозможно.
Таким образом, имеется потребность в устройстве и способе для надежного соединения табачных листов.
Согласно одной особенности настоящего изобретения предусмотрено устройство для соединения табачных листов. Устройство содержит первый вал для несения первой катушки табачного листа и второй вал для несения второй катушки табачного листа. Устройство дополнительно содержит блок сращивания для соединения конечной части табачного листа с первой катушки с передней частью табачного листа со второй катушки. Блок сращивания содержит режущее устройство для резания табачных листов таким образом, чтобы обеспечивать дополняющие срезы для табачных листов с первой катушки и со второй катушки. Блок сращивания содержит раздаточное устройство для раздачи воды на, по меньшей мере, один из табачных листов, и дополнительно содержит соединительное устройство для приложения силы к табачным листам, таким образом изготавливая сращенный табачный лист.
Благодаря предусмотренным двум валам вторая катушка с табачным листом может подаваться до того, как закончится первая катушка с табачным листом. Кроме того, табачные листы могут быть крепко соединены друг с другом, в то время как табачный лист непрерывно подают на производственную линию, например, в гофрирующий блок или устройство для образования стержня. Это является особенно выгодным на производственных линиях с высокой скоростью производства, например, линиях гофрирования табачного стержня, где замену катушки необходимо выполнять с высокой частотой, а производственная линия замедляться не должна.
Резание табачных листов предоставляет определенную конечную часть предыдущего табачного листа и определенную начальную часть последующего табачного листа, которые необходимо соединить, чтобы предоставить продолжающийся непрерывный табачный лист. Таким образом, также боковые расширения области, в которой соединяют табачные листы, определяются и могут быть ограничены в размере, что может уменьшать отходы, если области перекрытия удаляют.
Резание может быть выполнено для табачных листов последовательным образом. Предпочтительно резание выполняют для обоих табачных листов одновременно. Для процесса резания листы могут быть расположены друг за другом или могут перекрывать друг друга. Предпочтительно табачные листы выравнивают так, чтобы они лежали друг над другом центрированным образом вдоль продольной центральной оси табачных листов. Резание обеспечивает дополняющие срезы, которые обеспечивают ясно определенные области контакта, где два табачных листа могут контактировать друг с другом и могут быть соединены друг с другом. Это дополнительно поддерживает хорошее соединение между табачными листами. Резание также может быть выполнено под углом. С помощью этого грань среза на табачном листе может быть увеличена, таким образом дополнительно поддерживая соединение табачных листов. Кроме того, с помощью наклонных срезов табачные листы могут перекрывать друг друга без добавления какой-либо или какой-либо существенной толщины к соединенным листам в области перекрытия табачных листов. Предпочтительно два табачных листа перекрываются только своими гранями среза.
Добавление воды в, по меньшей мере, один из табачных листов увлажняет и смягчает материал табачного листа. Хотя материал табачного листа может иметь определенную толщину сам по себе, такая толщина может быть увеличена путем добавлением воды. Предпочтительно воду добавляют только на грань среза, предпочтительно - только одного табачного листа. Таким образом, добавленная вода может поддерживать процесс соединения табачных листов в области контакта листов без избыточной воды, которая может оказать негативное влияние на соединение.
Впоследствии прикладываемая к табачным листам сила, по меньшей мере, в области перекрытия, обеспечивает крепкое соединение между двумя табачными листами. Соединительное устройство может воздействовать на соединенный табачный лист, в то время как лист является неподвижным или в то время как он движется далее вдоль направления перемещения. Соединительное устройство может, например, содержать неподвижный пресс или, например, прижимные валики. Величину прикладываемой силы приспосабливают для обеспечения хорошего соединения, однако, предпочтительно без утончения или существенного утончения табачных листов в области перекрытия.
С помощью устройства согласно настоящему изобретению крепкое соединение может быть обеспечено без добавок или дополнительного материала, которые могут повлиять на вкус. Кроме того, может быть обеспечено соединение, которое не оказывает или оказывает сокращенное воздействие на процесс после процесса сращивания на производственной линии табачного листа. Такие последующие процессы могут, например, представлять собой последующий процесс гофрирования или процесс формирования стержня. С помощью устройства согласно настоящему изобретению производственную линию можно непрерывно эксплуатировать на высокой скорости с непрерывным постоянным качеством производимого продукта. Кроме того, любые возможно производимые отходы можно удерживать на минимальном уровне.
Формованный листовой табак - это форма восстановленного табака, который образован из суспензии, включающей частицы табака, частицы волокон, вещества для образования аэрозоля, ароматизаторы и связующие. Частицы табака могут иметь форму табачной пыли, имеющей размер частицы предпочтительно порядка от приблизительно 30-80 микрон до приблизительно 100-250 микрон, в зависимости от желаемой толщины листа и промежутка формования. Частицы волокна могут включать материалы ствола табака, стебли или другой табачный растительный материал и другие волокна на основе целлюлозы, такие как древесные волокна, имеющие низкое содержимое лигнина. Частицы волокна могут быть выбраны на основании желания создать достаточную прочность на разрыв для формованного листа по отношению к низкой доле включения, например доле, составляющей приблизительно 2-15%. Альтернативно или дополнительно волокна, такие как растительные волокна, могут быть использованы или с вышеуказанными волокнами, или, в другом случае, включая пеньку и бамбук.
Вещества для образования аэрозоля могут быть добавлены в суспензию, которая образует формованный листовой табак. Функционально вещество для образования аэрозоля должно быть способно испаряться в диапазоне температур, в котором, как полагается, формованный листовой табак будет использован в табачном продукте, и облегчает доставку никотина и/или ароматизатора в аэрозоле, когда вещество для образования аэрозоля нагревают выше его температуры испарения. Вещество для образования аэрозоля предпочтительно выбирают на основании его способности оставаться химически стабильным и по существу неподвижным в формованном листовом табаке при или около комнатной температуры, но которое способно испаряться при более высокой температуре, например, от 40 до 450°C.
Как используется в данном документе, термин "аэрозоль" относится к коллоиду, содержащему твердые или жидкие частицы и газообразную фазу. Аэрозоль может представлять собой аэрозоль твердых частиц, состоящий из твердых частиц и газообразной фазы, или аэрозоль жидких частиц, состоящий из жидких частиц и газообразной фазы. Аэрозоль может содержать и твердые, и жидкие частицы в газообразной фазе. Как используется в данном документе, и газ, и пар считаются газообразными.
Предпочтительно, вещество для образования аэрозоля является полярным и может функционировать как увлажнитель, который может помогать сохранять влажность в рамках желаемого диапазона в формованном листовом табаке.
Вещество для образования аэрозоля может быть выбрано из полиолов, гилколь эфиров, эфиров полиола, сложных эфиров и жирных кислот и может содержать один или несколько следующих соединений: глицерин, эритрит, 1,3-бутилен гликоль, тетраэтилен гликоль, триэтилен гликоль, триэтил цитрат, пропилен карбонат, этил лаурат, триацетин, мезо-эритритол, смесь диацетина, диэтил суберат, триэтил цитрат, бензил бензоат, бензил фенил ацетат, этил ваниллат, трибутирин, лаурил ацетат, лауриновая кислота, миристиновая кислота и пропиленгликоль.
Одно или несколько веществ для образования аэрозоля могут быть соединены, чтобы получать преимущество одного или нескольких свойств соединенных веществ для образования аэрозоля. Например, триацетин может быть соединен с глицерином и водой, чтобы получить преимущество способности триацетина передавать активные компоненты и увлажняющие свойства глицерина.
Согласно одной особенности устройства согласно настоящему изобретению режущее устройство содержит режущую кромку, которая расположена под режущим углом относительно опорной поверхности блока сращивания. Это позволяет разрезать табачные листы под углом относительно плоскости, покрываемой табачным листом. Табачные листы могут перекрываться своими гранями среза. Если грани среза точно перекрывают друг друга, толщина перекрывающихся табачных листов не превышает толщины одного табачного листа. Если табачные листы перекрываются поверхностями среза друг друга только частично, толщина сращенного табачного листа еще меньше, чем толщина двух табачных листов, уложенных друг на друга. Не ограничивая перекрытие точно поверхностями среза, можно увеличить площадь перекрытия без удвоения толщины сращенного табачного листа.
Кроме того, путем включения угла разреза, под которым режут табачные листы, грань среза на табачном листе может быть увеличена по сравнению с прямым разрезом, перпендикулярным плоскости, занимаемой табачным листом. Выравнивание двух срезанных табачных листов так, что две грани среза лежат друг на друге, увеличивает область контакта между двумя табачными листам и, таким образом, поддерживает процесс сращивания. Это является особенно выгодным, если перекрывающиеся, но еще не крепко сращенные табачные листы, перемещают, например, в соединяющее устройство.
Предпочтительно, табачный лист располагают горизонтально и направляют вдоль опорной поверхности блока сращивания.
В некоторых предпочтительных вариантах осуществления устройства согласно настоящему изобретению угол резания находится в диапазоне между приблизительно 20 градусами и 50 градусами, предпочтительно в диапазоне от приблизительно 25 градусов до приблизительно 40 градусов, например, 30 градусов. Такие углы резания удобно срезать, например, режущим ножом. Они также обеспечивают большие грани среза, которые предусматривают большую площадь перекрытия, при этом позволяя удерживать толщину сращенного табачного листа предпочтительно по существу соответствующей толщине одного табачного листа.
Согласно другой особенности устройства согласно настоящему изобретению соединительное устройство может прикладывать давление больше приблизительно 200 Н, предпочтительно больше примерно 250 Н на табачные листы. Силы в этих диапазонах, прикладываемые к двум перекрывающимся табачным листам, обеспечивают стабильные соединения между табачными листами без повреждения листов без существенного или без утончения табачных листов в области перекрытия. Специалисту в данной области техники становится ясно, что минимальная прикладываемая сила может также быть зависимой от скорости табачного листа, который необходимо срастить, и, таким образом, может быть приспособлена к скорости процесса сращивания. Соединительное устройство может, например, быть реализовано как один или два валика, через которые проходят соединенные табачные листы. С помощью валиков соединение может быть выполнено в то время, как соединенные табачные листы перемещаются далее в направлении обработки. Кроме того, с помощью валиков сдвигающие силы во время процесса соединения могут быть сведены к минимуму или устранены.
Согласно еще одной особенности устройства согласно настоящему изобретению устройство дополнительно содержит держатель катушки, содержащий первый и второй вал, причем первый и второй вал на держателе катушки могут перемещаться так, что положения первого и второго вала являются взаимозаменяемыми друг с другом. Валы могут быть расположены с возможностью перемещения на держателе катушки или они могут быть неподвижно расположены на держателе катушки. В последнем случае держатель катушки является подвижным, например, вращающимся, так что вторая катушка может быть расположена в бывшем положении первой катушки и vice versa. Таким образом, табачный лист может быть подан через блок сращивания после сращивания под тем же углом. Кроме того, первая катушка может быть заменена, пока подача табачного листа все еще осуществляется. Более того, табачный лист с новой катушки, заменяющей первую катушку, может быть приведен в положение для сращивания, пока подача все еще осуществляется. Держатель катушки также может поддерживать повторяемость процесса замены катушки, делая возможным предоставление нового табачного листа (для сращивания с используемым табачным листом) идентичным образом. Например, направление подачи нового табачного листа можно удерживать одинаковым, а также скорость процесса сращивания можно удерживать идентичной. Кроме того, если положение загрузки новой катушки всегда идентично, загрузка новых катушек может быть автоматизирована или поддержана, например, зажимами и подъемниками, удаляющими использованную катушку и поднимающими новую катушку для загрузки в держатель катушки.
Хотя устройство было описано с предусмотренными двумя валами для двух катушек, держатель катушки также может быть предусмотрен с одним или несколькими дополнительными валами для одной или нескольких дополнительных катушек табачного листа. Хотя осуществимы и другие заменяющие механизмы для валов, положения нескольких валов предпочтительно приводят в положение друг друга после вращения держателя катушки или путем вращения валов на держателе катушки, соответственно.
Устройство согласно настоящему изобретению может также содержать датчик для обнаружения подходящего конца катушки. Соответствующий сигнал может быть послан на блок управления, который затем инициирует процесс сращивания.
Согласно дополнительной особенности устройства согласно настоящему изобретению устройство содержит сушильный блок для высушивания сращенного табачного листа. Предпочтительно, высушивание предусмотрено в, по меньшей мере, области перекрытия или в области, где вода была наложена на табачные листы. Высушивание может поддерживать процесс сращивания путем увеличения скорости процесса удаления любой воды, которая была распределена на табачный лист перед соединением листов. Предпочтительно сушильный блок содержит нагревательное устройство, например, на основе горячего воздуха или на основе инфракрасного нагревания.
Согласно дополнительной особенности устройства согласно настоящему изобретению устройство дополнительно содержит буферный блок, расположенный ниже по потоку относительно блока сращивания, буферный блок для хранения некоторого количества сращенного табачного листа. Буферный блок может компенсировать изменение скорости перемещения табачного листа. Такое изменение скорости перемещения может быть вызвано в производственной линии на стороне начальной подачи табачного листа, в блоке сращивания или еще дальше ниже по потоку, например, в процессе гофрирования или формирования стержня. Табачный лист, хранящийся в буферном блоке, например, компенсирует изменение скорости, если подачу табачного листа было нужно остановить или замедлить для выполнения процесса сращивания.
Области перекрытия в табачном листе могут не соответствовать требованиям к табачному листовому материалу для использования в продукте, таком, как, например, табачный штранг в курительном изделии. Таким образом, часть стержня, содержащая область перекрытия (например, соединение двух соединенных листов), может быть отвергнута и удалена из последующего изготовления продукта. Это может, например, быть осуществлено путем предоставления устройства выбраковки далее ниже по потоку в производственной линии табачного листа, как, например, в положении после того, как стержень был сформирован и его режут на отдельные табачные сегменты. Идентификация областей перекрытия может быть осуществлена с помощью соответствующих управляющих или опознавательных устройств, например, систем оптического обнаружения. Например, можно обнаруживать и сохранять положение области перекрытия в табачном листе в блоке управления. Это может, например, быть положение, где образовано соединение, например, в элементе сращивания. Часть табачного листа, содержащую область перекрытия, которая прошла расстояние от блока сращивания до положения нарезки стержня, затем удаляют.
Согласно дополнительной особенности настоящего изобретения предусмотрен способ для соединения табачных листов. Способ включает этапы предоставления первого табачного листа и предоставления второго табачного листа и выравнивания и резания первого и второго табачных листов так, чтобы предоставить первый и второй табачные листы с дополняющими срезами. Способ дополнительно включает этапы раздачи воды на, по меньшей мере, первый или второй табачный лист и выравнивания дополняющих срезов первого и второго табачного листа так, что дополняющие срезы лежат друг на друге. Кроме того, способ включает этап приложения давления к первому и второму табачным листам в области среза, таким образом, соединяя первый и второй табачные листы и образуя сращенный табачный лист.
Согласно одной особенности способа согласно настоящему изобретению этап резания первого и второго табачного листа включает резание табачных листов под углом резания в диапазоне от приблизительно 20 градусов до приблизительно 50 градусов, предпочтительно в диапазоне от приблизительно 25 градусов до приблизительно 40 градусов, например, под углом резания 30 градусов.
Несколько особенностей и преимуществ способа были описаны относительно устройства согласно настоящему изобретению. Таким образом, они повторяться не будут.
Согласно дополнительной особенности способа согласно настоящему изобретению способ дополнительно включает этап перекрытия первого и второго табачного листа на более чем 4 миллиметра, предпочтительно более чем 6 миллиметров, например, 8 миллиметров, перед выполнением этапа приложения давления. Предпочтительно, это перекрытие ограничено областью среза, то есть полным или частичным перекрытием дополняющих срезов. Благодаря этому толщина двух табачных листов становится не больше или несущественно больше толщины одного табачного листа и является меньшей, чем толщина обоих табачных листов, покрывающих друг друга, на участке за пределами области среза.
Согласно еще одной особенности способа согласно настоящему изобретению этап раздачи воды включает наложение воды только на нижний лежащий табачный лист, предпочтительно только на грань среза нижнего лежащего табачного листа. Количество накладываемой воды может быть минимальным и может быть ограниченным местом, где она нужна для образования соединения. Вода также может быть наложена с применением силы тяжести. Кроме того, вода, наложенная на нижний лежащий табачный лист, не склонна стекать или спадать с листа.
Предпочтительно табачные листы обрабатывают и сращивают путем подачи табачных листов, пока они лежат друг на друге. Резание, смачивание и соединение, таким образом, может быть выполнено без необходимости перемещения какого-либо из двух табачных листов. В некоторых из этих вариантов осуществления, после резания, срезанные отходы конечной части первого табачного листа удаляют и срезанные отходы начальной части второго табачного листа удаляют перед выполнением этапа приложения давления. После резания двух накладывающихся табачных листов, отходную конечную часть «подлежащего замене» табачного листа и отходную начальную часть «свежего» табачного листа срезают. Удаление этих отходных срезанных частей облегчает приложение силы к двум срезанным областям конечной и начальной частей двух табачных листов, подлежащих соединению. Кроме того, путем удаления этих отходных частей, начальная и конечная часть могут автоматически быть расположены друг за другом, не требуя никакого дополнительного выравнивания.
Согласно еще одной особенности способа согласно настоящему изобретению способ дополнительно включает этапы смены положения второй катушки со вторым табачным листом в положение первой катушки с первым табачным листом и vice versa после соединения первого и второго табачного листа, замены первой катушки следующей катушкой и подачи табачного листа со следующей катушки для соединения со вторым табачным листом. Предпочтительно смену положений выполняют в том же направлении, предпочтительно путем вращения катушек.
Согласно еще одной особенности способа согласно настоящему изобретению способ дополнительно включает этап введения соединенного табачного листа в устройство гофрирования для гофрирования сращенного табачного листа.
Предпочтительно, устройство и способ согласно настоящему изобретению применяют в производстве курительных изделий, таких как курительные изделия, содержащие источник тепла и табачный штранг, причем табак скорее испаряется, а не сгорает.
Специалисту в данной области техники становится понятно, что минимальные перекрытие и прилагаемая сила также могут быть зависимыми от скорости, с которой будет обрабатываться соединенный табачный лист, и, следовательно, от скорости процесса сращивания.
Далее изобретение описано применительно к вариантам осуществления, которые иллюстрируются с помощью следующих графических материалов, на которых:
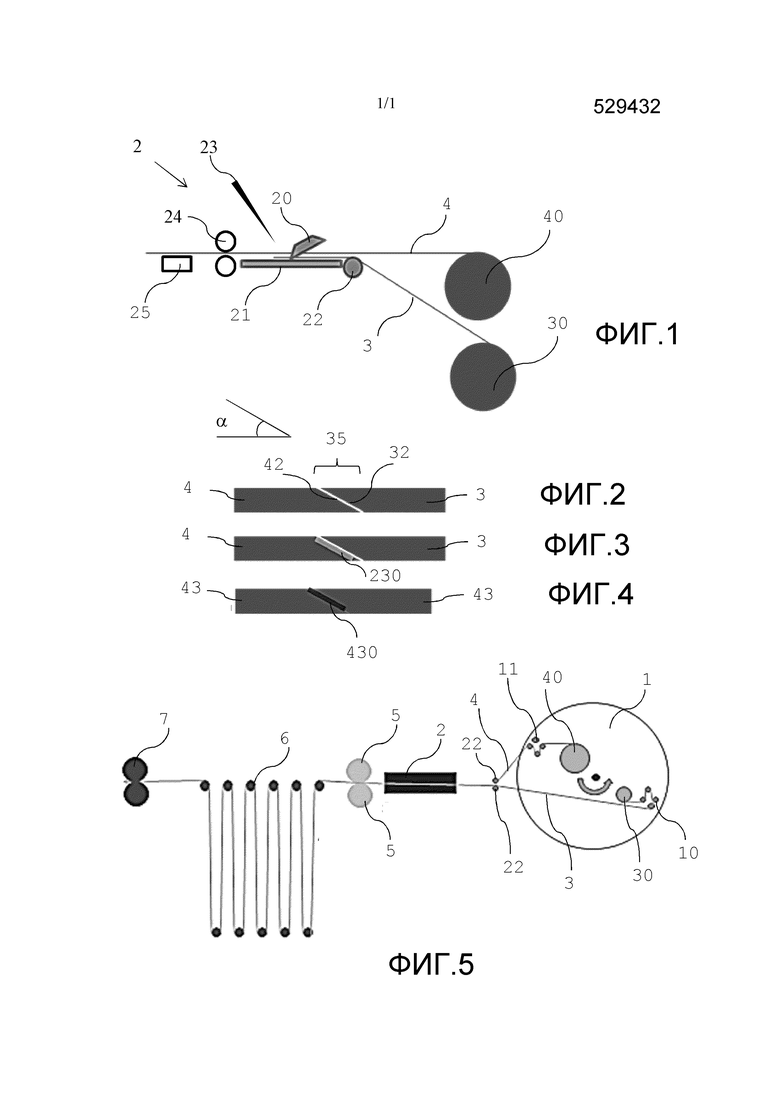
на фиг. 1 изображен вариант осуществления способа сращивания;
на фиг. 2-4 изображен этап способа сращивания с выровненными табачными листами (фиг. 2); наложенной водой (фиг. 3) и сращенными табачными листами (фиг. 4);
на фиг. 5 изображен вариант осуществления устройства, включающего держатель катушки и буферный элемент.
На фиг. 1 первый и второй табачный лист 3, 4 подают из соответствующих катушек 30, 40 на устройство 2 сращивания. Первый табачный лист 4 находится в использовании и проходит, по существу, в прямом направлении через блок 2 сращивания. Его далее перемещают на блоки обработки табачного листа, расположенные далее ниже по потоку (не показано). Такие блоки обработки могут, например, представлять собой блок гофрирования или блок формирования стержня. До того как табачный лист 4 на катушке 40 подойдет к концу, табачный лист 3 со второй катушки 30 направляют через направляющий шкив 22 и подают на блок 2 сращивания (здесь из-под используемого табачного листа 4). Оба табачных листа 3, 4 располагают друг на друге и выравнивают на опорной поверхности 21 блока сращивания. Затем их режут под углом резанияα режущим ножом 20. С помощью этого среза обеспечивают четко определенную конечную часть первого табачного листа 3 и четко определенную переднюю часть второго табачного листа 4. Отходная конечная часть и отходная передняя части могут быть удалены после резания табачных листов 3, 4. Хотя резание не обязательно нужно выполнять с выровненными табачными листами, процесс сращивания нужно. Как можно увидеть на фиг. 2-4, табачные листы 3, 4, которые были вырезаны, затем выравнивают друг над другом с лежащими друг на друге их гранями 42, 32 среза. Хотя направление резания, представленное на фиг. 2-4, является обратным относительно направления резания режущего ножа 20, представленного на фиг. 1, процесс сращивания является таким же. Угол резания α на обоих фигурах составляет приблизительно 30 градусов.
Дозирующим блоком 23 воду раздают только на нижний лежащий табачный лист 4 (табачный лист 3 на фиг. 1, вследствие другого направления резания) и на грань 42 среза, как представлено на фиг. 3. Тонким водным слоем 230, наложенным только на один табачный лист, вода может смягчать материал табачных листов 3, 4, по меньшей мере, в одной области граней 32, 42 среза, чтобы поддерживать хорошее соединение листов 3, 4 в области 35 перекрытия. Однако количество воды является достаточно малым, чтобы не разрушать табачные листы, что может усложнить или помешать образованию соединения.
Таким образом наложенные и увлажненные табачные листы 3, 4 затем направляют через сжимающие валики 24. Листы сжимают при прохождении между сжимающими валиками, что крепко прижимает две грани 42, 32 среза и два табачных листа 3, 4 друг к другу. Образуется короткое, но крепкое соединение 430, как показано на фиг. 4. Для поддержки образования соединения нагревательный элемент 25, например, источник горячего воздуха или источник излучения тепла, располагают ниже по потоку рядом с сжимающими валиками 24. Теплом соединение быстро высушивают, так что теперь сращенный табачный лист 43 можно продолжать поставлять на расположенные далее по потоку блоки обработки. Поскольку для сращивания не используют никакие добавки и поскольку, в зависимости от размера области 35 перекрытия, нет никакого существенного утолщения или утончения сращенного листа, сращенный табачный лист может быть использован полностью, включая соединение 430. Однако область 35 перекрытия с соединением 430 может на более позднем этапе также быть удалена, чтобы выполнить требования идентичности продукта.
С помощью процесса сращивания согласно настоящему изобретению сращивание табачных листов 3, 4 может быть выполнено быстрым и надежным образом, так что производственную линию табачного листа можно эксплуатировать непрерывно, предпочтительно с постоянной высокой скоростью, например, до 200 метров в секунду. Для дополнительной поддержки непрерывной высокой скорости работы процесс сращивания может дополнительно быть автоматизирован путем предоставления автоматического устройства смены катушек.
На фиг. 5 вращающийся держатель 1 катушки расположен выше по потоку от блока 2 сращивания для сращивания двух табачных листов 3, 4. Держатель 1 катушки снабжен двумя катушками 30, 40, несущими два табачных листа 3, 4. Табачный лист 3 непрерывно подают в и через блок 2 сращивания с катушки 30.
Первая катушка 30 практически израсходована и была повернута в направлении против часовой стрелки (указано стрелкой) держателем катушки в сторону от блока 2 сращивания. Этим же вращательным движением вторая катушка 40 была перемещена ближе к блоку 4 сращивания. Табачный лист 4 со второй катушки 40 направляют через направляющий шкив 22 в блок сращивания, где сращивание может быть выполнено. После вырезания в блоке сращивания уже тогда срезанный первый табачный лист 3 может быть удален вместе с катушкой 30 с держателя 1 катушки. Она может быть заменена новой катушкой. Как только катушка 40 подходит к концу, процесс может быть начат снова.
С помощью этого процесса новую катушку предоставляют и подготавливают для табачного листа на новой катушке для сращивания с используемым табачным листом, пока табачный лист непрерывно подается на производственную линию табака.
Ниже по потоку относительно блока 2 сращивания расположен блок ускорения в форме двух валиков 5 ускорения. Табачный лист, проводимый через блок 2 сращивания, может быть ускорен или замедлен блоком 5 ускорения. Табачный лист может непрерывно ускоряться при прохождении между двумя валиками 5 ускорения, чтобы обеспечивать непрерывную скорость табачного листа. Предпочтительно для процесса сращивания табачный лист может быть замедлен или остановлен валиками 5 ускорения. После процесса сращивания сращенный табачный лист может быть ускорен снова до скорости производства. Буферный блок 6 расположен далее ниже по потоку от блока 5 ускорения. Буферный блок 6 представляет собой ряд холостых шкивов, где табачный лист направляется вокруг и образует петли табачного листа. Некоторые из холостых шкивов расположены подвижным образом, так чтобы увеличивать или уменьшать петлю табачного листа, чтобы иметь возможность дополнительно подавать материал табачного листа в направлении ниже по потоку, даже когда подача из блока 2 сращивания или с катушки 30, 40 прерывается или уменьшается.
Ниже по потоку от буферного блока 6 тяговый блок 7 вытягивает табачный лист из буферного блока, чтобы проводить табачный лист предпочтительно с постоянной скоростью на расположенные далее ниже по потоку блоки обработки табачного листа.
Держатель катушки предпочтительно вращается так, что новый табачный лист может быть подан сверху. Это упрощает позиционирование нового табачного листа на верхней поверхности используемого табачного листа для соединения с ним.
Устройство механического компенсатора и блочных валиков 10, 11 предусмотрено на держателе 1 катушки. Они расположены вслед за каждой соответствующей катушкой 30, 40. Табачные листы 30, 40 направляются через валики 10, 11, до того как подаются в блок сращивания. Предусматривая механические компенсаторы и блоки 10, 11, можно добиться управляемого направления табачных листов, а так же постоянного натяжения табачного листа. Это особенно выгодно для табачного листа, который склонен раскалываться или разрываться под воздействием больших или нерегулярных отрывающих или тяговых сил. Особенно валики компенсируют изменяющиеся тяговые силы при вращении катушек на держателе катушки.
Устройство и процесс автоматизируют подачу табачного листа на линию обработки листового табака. Это не только позволяет предоставлять новую катушку, в то время как табачный лист непрерывно подают на производственную табачную линию. Это также позволяет сращивать два табачных листа, в то время как табачный лист может непрерывно подаваться на производственную табачную линию. Таким образом, скорость производства, например, линии обжатия табачного стержня можно удерживать на постоянном высоком уровне.
Группа изобретений относится к области производства курительных изделий. Устройство для соединения табачных листов содержит первый вал, второй вал и блок сращивания. На первом валу размещается первая катушка табачного листа. На втором валу размещается вторая катушка табачного листа. Блок сращивания выполнен с возможностью соединения конечной части табачного листа с первой катушки с передней частью табачного листа со второй катушки. Блок сращивания содержит режущее устройство, раздаточное устройство и соединительное устройство. Режущее устройство выполняет дополняющие срезы для табачных листов с первой катушки и со второй катушки. Раздаточное устройство раздает воду на табачные листы. Соединительное устройство прикладывает силу к табачным листам, производя сращенный табачный лист. Обеспечивается надежность соединения табачных листов. 3 н. и 12 з.п. ф-лы, 5 ил.
1. Устройство для соединения табачных листов, устройство содержит:
первый вал для несения первой катушки табачного листа и второй вал для несения второй катушки табачного листа;
блок сращивания для соединения конечной части табачного листа с первой катушки с передней частью табачного листа со второй катушки, причем блок сращивания содержит:
режущее устройство для резания табачных листов, так чтобы обеспечивать дополняющие срезы для табачных листов с первой катушки и со второй катушки,
раздаточное устройство для раздачи воды на по меньшей мере один из табачных листов и
соединительное устройство для приложения силы к табачным листам, тем самым производящее сращенный табачный лист.
2. Устройство по п. 1, отличающееся тем, что режущее устройство содержит режущую кромку, которая расположена под углом резания относительно опорной поверхности блока сращивания.
3. Устройство по п. 2, отличающееся тем, что угол резания находится в диапазоне от приблизительно 20° до приблизительно 50°, предпочтительно в диапазоне от приблизительно 25° до приблизительно 40°, например 30°.
4. Устройство по любому из пп. 1-3, отличающееся тем, что соединительное устройство может прикладывать давление больше приблизительно 200 Н, предпочтительно больше примерно 250 Н на табачные листы.
5. Устройство по любому из пп. 1-3, отличающееся тем, что дополнительно содержит держатель катушки, содержащий первый и второй валы, причем первый и второй валы на держателе катушки могут перемещаться так, что положения первого и второго валов являются взаимозаменяемыми друг с другом.
6. Устройство по любому из пп. 1-3, отличающееся тем, что дополнительно содержит сушильный блок для высушивания сращенного табачного листа.
7. Устройство по любому из пп. 1-3, отличающееся тем, что дополнительно содержит буферный блок, расположенный ниже по потоку относительно блока сращивания, буферный блок для хранения некоторого количества сращенного табачного листа.
8. Способ для соединения табачных листов, способ включает этапы:
предоставления первого табачного листа и предоставления второго табачного листа;
выравнивания и резания первого и второго табачных листов так, чтобы предоставить первый и второй табачные листы с дополняющими срезами;
раздачи воды на по меньшей мере первый или второй табачный лист,
выравнивания дополняющих срезов первого и второго табачных листов так, что дополняющие срезы лежат друг на друге, и
приложения давления к первому и второму табачным листам в срезанной области, таким образом соединяя первый и второй табачные листы и образуя сращенный табачный лист.
9. Способ по п. 8, отличающийся тем, что этап резания первого и второго табачных листов включает резание табачных листов под углом резания в диапазоне от приблизительно 20° до приблизительно 50°, предпочтительно в диапазоне от приблизительно 25° до приблизительно 40°, например под углом резания 30°.
10. Способ по п. 8 или 9, отличающийся тем, что дополнительно включает этап перекрытия первого и второго табачных листов на более чем 4 мм, предпочтительно более чем 6 мм, например 8 мм, перед выполнением этапа приложения давления.
11. Способ по п. 8 или 9, отличающийся тем, что этап раздачи воды включает наложение воды только на нижний лежащий табачный лист, предпочтительно только на грань среза нижнего лежащего табачного листа.
12. Способ по п. 8 или 9, отличающийся тем, что дополнительно включает этап удаления срезанных отходов конечной части первого табачного листа и удаления срезанных отходов начальной части второго табачного листа перед выполнением этапа приложения давления.
13. Способ по п. 8 или 9, отличающийся тем, что дополнительно включает этапы:
смены положения второй катушки со вторым табачным листом в положение первой катушки с первым табачным листом и vice versa после соединения первого и второго табачных листов;
замены первой катушки следующей катушкой и
подачи табачного листа со следующей катушки для соединения со вторым табачным листом.
14. Способ по п. 8 или 9, отличающийся тем, что дополнительно включает этап введения соединенного табачного листа в устройство гофрирования для гофрирования сращенного табачного листа.
15. Применение устройства по любому из пп. 1-7 и способа по любому из пп. 8-14 в производстве курительных изделий.
| CN102090713 A, 15.06.2011 | |||
| US 5018535 A, 28.05.1991 | |||
| Рельсозахватное устройство для непрерывного подъема железнодорожного пути | 1978 |
|
SU753965A1 |
| US 4371418 A, 01.02.1983 | |||
| УСТРОЙСТВО РАЗМОТКИ РУЛОНОВ ЛИСТОВОГО МАТЕРИАЛА | 2004 |
|
RU2372270C2 |

