ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к термоэлектрическим элементам из термоэлектрических полупроводников типа P и типа N, которые могут непосредственно подключаться к электродам для создания модуля или схемы термоэлектрического нагревателя/охладителя или термоэлектрического генератора, и, в частности, к таким термоэлектрическим элементам, которые обладают повышенной прочностью сцепления с электродами.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
В японском патенте N 4-249385 предложен прототип термоэлектрического элемента, в состав которого входит термоэлектрический полупроводник, с двух противолежащих сторон которого нанесены никелевые слои для припайки соответствующих электродов. Выбор пал на никель потому, что он блокирует взаимную диффузию между одним или большим числом элементов термоэлектрического полупроводника и материалом припоя, что позволяет избежать снижения термоэлектрических характеристик на протяжении длительного времени эксплуатации устройства. Однако применение никелевого слоя снижает прочность сцепления с термоэлектрическим полупроводником, что может привести к отключению схемы и снижению надежности термоэлектрического устройства.
РАСКРЫТИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
Описанная выше проблема была решена в настоящем изобретении, которое предлагает термоэлектрический элемент, способный повысить прочность сцепления между диффузионным слоем и полупроводниковой матрицей, эффективно блокировать диффузию одного или большего числа элементов термоэлектрического полупроводника для сохранения надежных термоэлектрических характеристик на весь срок эксплуатации устройства.
Термоэлектрический элемент по настоящему изобретению состоит из термоэлектрического полупроводника Bi-Sb-Te или Bi-Te-Se с гранями, лежащими с разных сторон полупроводника, оловянного слоя, нанесенного на каждую грань полупроводника, и слоя диффузионного барьера, нанесенного на каждый оловянный слой, слой диффузионного барьера выполнен по крайней мере из одного элемента, подобранного из группы элементов, в которую входят Mo, W, Nb и Ni, и служит для блокирования диффузии элементов термоэлектрического полупроводника и/или материала припоя, применяемого для выполнения соединения названного термоэлектрического полупроводника с внешней электрической схемой. В состав оловянного слоя входит олово как основной металл, при этом между оловом и по крайней мере одним элементом полупроводника происходит диффузия, в результате чего образуется хотя бы один сплав олова, этот элемент выбирается из группы, в состав которой входит Sn-Bi сплав, Sn-Te сплав, Sn-Sb сплав, Sn-Se сплав, Sn-Bi-Te сплав, Sn-Bi-Sb сплав, Sn-Bi-Se сплав, Sn-Te-Se сплав и Sn-Te-Sb сплав в виде либо твердого раствора, интерметаллического соединения или их сочетаний. При наличии слоя олова между термоэлектрическим полупроводником и слоем диффузионного барьера слой диффузионного барьера может приобретать повышенную прочность сцепления с полупроводниковой матрицей, что вызывается диффузионным сцеплением на границе раздела с полупроводниковой матрицей в результате взаимодиффузии и еще из-за сплавления слоя из сплава олова и диффузионного барьера данного элемента. Было обнаружено, что олово не снижает термоэлектрические характеристики во время диффузии в полупроводниковую матрицу и обеспечивает достаточную прочность сцепления с металлическими элементами диффузионного слоя.
Слой сплава может образовываться из слоя олова с массой атомов олова не менее 90%. Слой олова может обеспечить хорошую основу для сцепления со слоем диффузионного барьера из Mo, W, Nb и Ni.
В предпочтительном варианте изобретения слой на основе сплава олова, масса атомов олова в котором составляет 10% или более, должен иметь толщину от 0,1 до 3,0 мкм. Предпочтительно, чтобы толщина слоя олова была менее 2,0 мкм, а толщина слоя диффузионного барьера составляла от 01 до 5,0 мкм.
Настоящее изобретение содержит также описание способа изготовления термоэлектрического элемента, который включает следующие этапы:
а) подготовка термоэлектрического полупроводника из Bi-Sb-Te или Bi-Te-Se с противолежащими гранями;
b) нанесение слоя олова на каждую из противолежащих граней термоэлектрического полупроводника;
c) взаимодиффузия олова и по крайней мере одного элемента термоэлектрического полупроводника для образования слоя из сплава олова на каждой из противолежащих граней термоэлектрического полупроводника;
d) нанесение слоя диффузионного барьера на каждый из названных слоев из сплава олова, при этом слой изготавливается по крайней мере из одного элемента, выбранного из группы элементов, в которую входят: Mo, W, Nb и Ni.
При применении этой технологии на термоэлектрический полупроводник для обеспечения лучшего сцепления между термоэлектрическим полупроводником и слоем диффузионного барьера может быть легко нанесен слой из сплава олова.
В случае, если слой диффузионного барьера выполнен из Mo, W или Nb, на каждом из слоев диффузионного барьера из Mo, W, Nb может быть образован дополнительный слой диффузионного барьера из Ni и последний слой образуется на дополнительном слое диффузионного барьера из Ni.
Последний слой выполнен из элемента, который выбирается из группы элементов, в состав которой входят Cu, Au, Bi-Sn и Sn для обеспечения спайки с электродом. Диффузия материала припоя дополнительно блокируется введением еще одного слоя диффузионного барьера из никеля, в то время как последний слой повышает смачиваемость припоя и поэтому обеспечивает надежность паяного соединения термоэлектрического полупроводника с электродом.
В предпочтительном варианте изобретения слой олова и слой диффузионного барьера так же, как и дополнительный диффузионный слой, создаются путем напыления или другим способом осаждения из паровой фазы.
После нанесения на полупроводник слой олова может нагреваться от 120 до 300oC в течение времени от 1 минуты до 60 минут, что позволяет ускорить образование слоя из сплава олова и повысить сцепление сплава в этом слое со слоем диффузионного барьера. Нагрев может выполняться либо после осаждения слоя диффузионного барьера, либо после нанесения дополнительного слоя диффузионного барьера, в этом случае предполагается повышенная прочность сцепления между слоем из сплава олова и слоем диффузионного барьера и между слоем диффузионного барьера и дополнительным слоем диффузионного барьера.
В предпочтительном варианте изобретения перед нанесением слоя олова термоэлектрический полупроводник проходит предварительную обработку. Предварительная обработка включает этапы механического шлифования противолежащих граней во влажной среде, ультразвуковой чистки названных граней и плазменного травления противолежащих граней для получения поверхностных микронеровностей. Эта предварительная обработка может улучшить последующее нанесение слоев и повысить прочность сцепления диффузионного слоя с термоэлектрическим полупроводником.
Слой олова, слой диффузионного барьера, дополнительный слой диффузионного барьера и последний слой наносятся непрерывно в вакууме, что позволяет избежать возможности окисления промежуточных слоев и повысить прочность сцепления.
Эти и другие цели и преимущественные свойства настоящего изобретения станут очевидными после описания предпочтительных вариантов изобретения, которое иллюстрируется прилагаемыми рисунками
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ:
На фиг. 1 частично показано сечение по термоэлектрическому элементу, подключенному к соответствующим электродам по предпочтительному варианту настоящего изобретения.
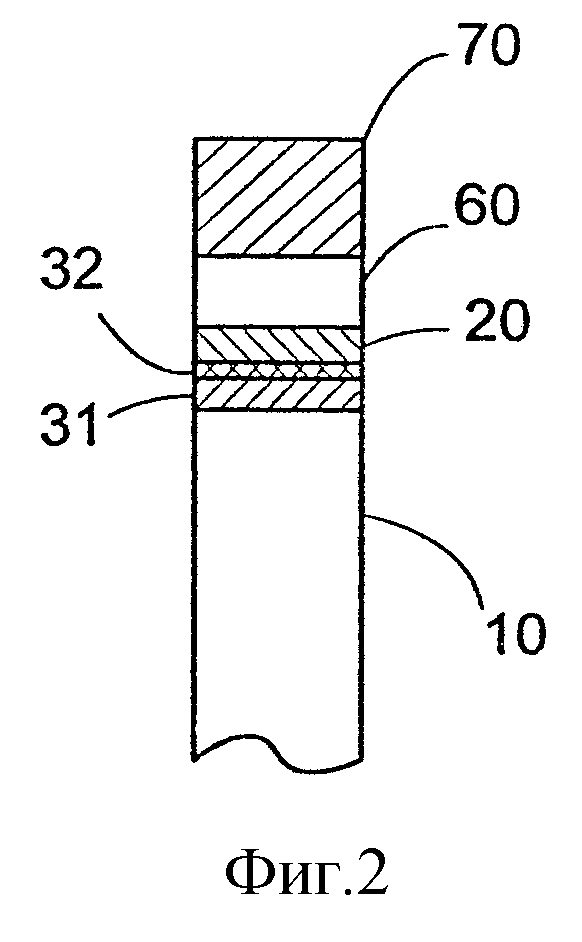
На фиг. 2 показан участок X сечения по фиг. 1 в увеличенном масштабе.
На фиг. 3 схематично изображен процесс изготовления термоэлектрического элемента и его подключения к соответствующим электродам:
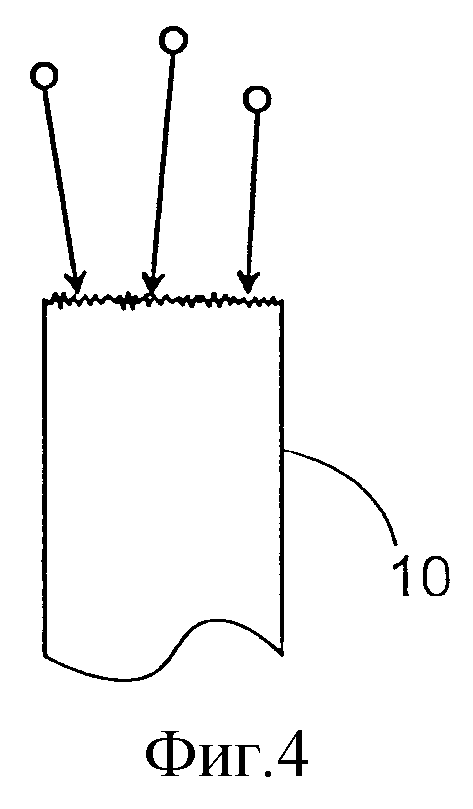
На фиг. 4 схематично изображен процесс обработки поверхности термоэлектрического элемента перед нанесением слоя олова;
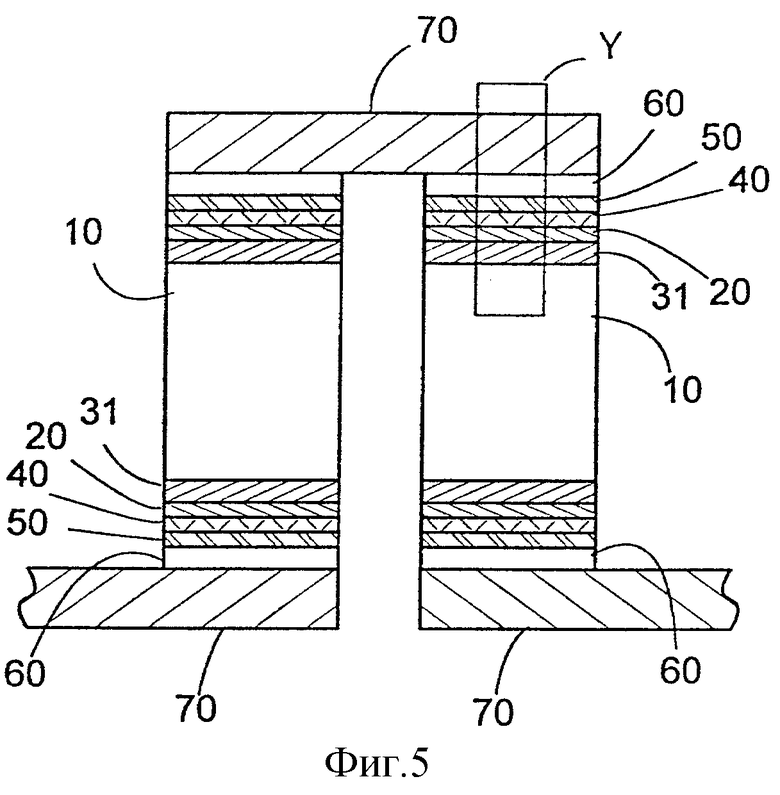
На фиг. 5 частично показано сечение по термоэлектрическому элементу, подключенному к соответствующим электродам по предпочтительному варианту настоящего изобретения;
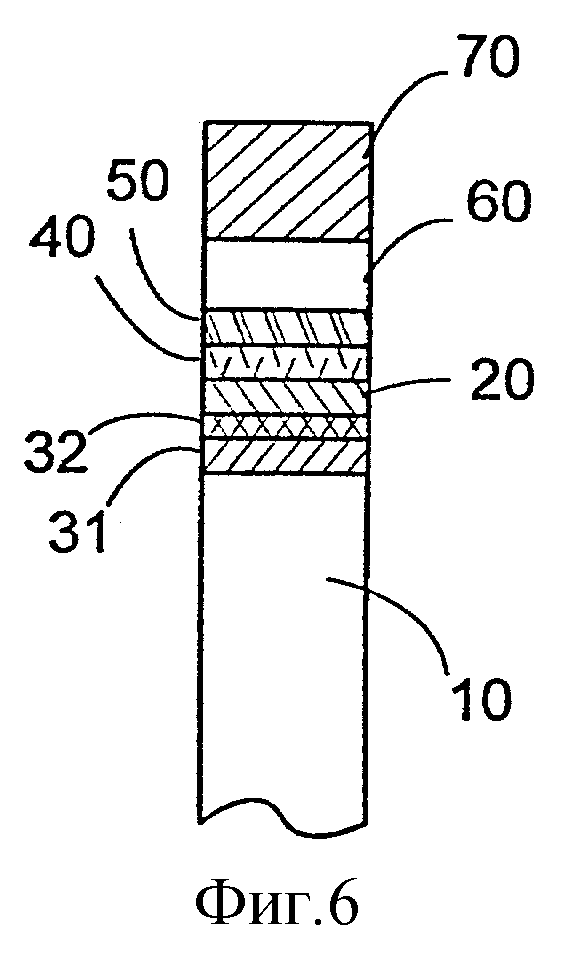
На фиг. 6 показан участок Y сечения по фиг. 5 в увеличенном масштабе;
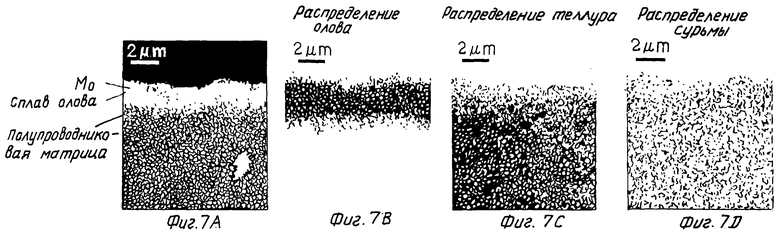
На фиг. 7A представлено изображение, полученное с помощью растрового электронного микроскопа после цифровой обработки, на котором показано сечение слоистой структуры термоэлектрического элемента типа P по фиг. 1;
На фиг. 7B-7D представлено изображение после цифровой обработки, на котором показано распределение Sn, Те и Sb в термоэлектрическом элементе типа P по фиг. 1;
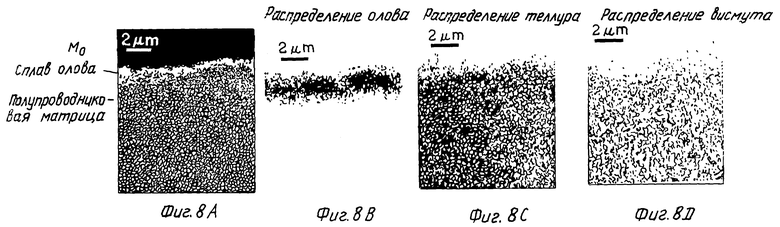
На фиг. 8A представлено изображение, полученное с помощью растрового электронного микроскопа после цифровой обработки, на котором показано сечение слоистой структуры термоэлектрического элемента типа N по фиг. 1;
На фиг. 8B-8D представлено изображение после цифровой обработки, на котором показано распределение Sn, Те и Bi в термоэлектрическом элементе типа N по фиг. 1;
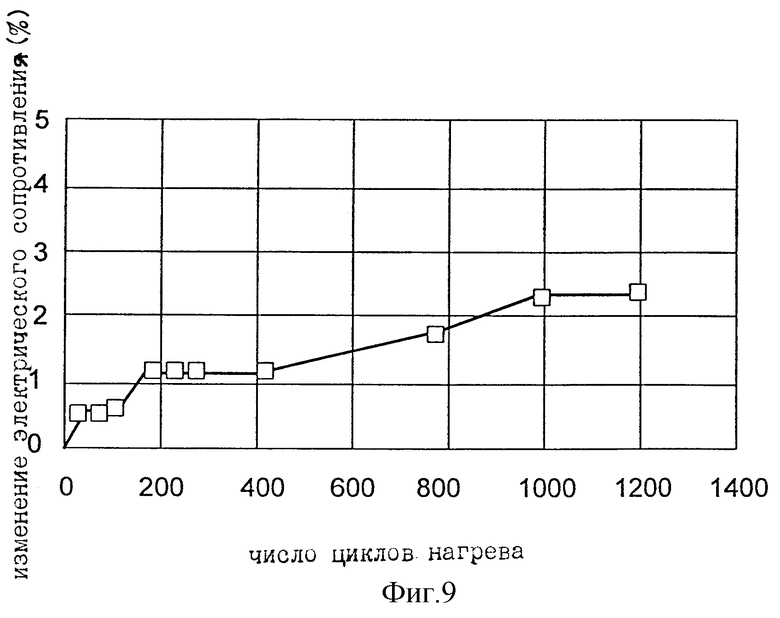
На фиг. 9 представлен график зависимости электрического сопротивления в термоэлектрическом нагревателе/охладителе, состоящем из этих термоэлектрических элементов, от числа температурных циклов.
СПОСОБЫ ОСУЩЕСТВЛЕНИЯ НАСТОЯЩЕГО ИЗОБРЕТЕНИЯ
Термоэлектрический элемент по настоящему изобретению применяется для сборки такого термоэлектрического устройства, как нагреватель/охладитель и термоэлектрический генератор. В устройстве используются два термоэлектрических элемента, а именно термоэлектрические полупроводники типа P и типа N, соединенные последовательно через соответствующие электроды для получения последовательно включенной схемы, через которую проходит электрический ток. Термоэлектрический полупроводник типа P выполнен из полукристаллического материала на основе Bi-Te-Sb, в то время как полупроводник типа N выполнен из поликристаллического материала на основе Bi-Te-Se.
Как показано на фиг. 1, каждый термоэлектрический полупроводник 10 выполнен с двумя противолежащими гранями 11, которые подключены соответствующим образом к электродам 70 обычно с помощью припоя 60 на основе Sn-Pb. На каждую из двух противоположных граней полупроводника нанесен слой 20 диффузионного барьера, что предотвращает взаимодиффузию элементов полупроводника 10 в материал припоя 60 и материала припоя в полупроводник 10 во избежание ухудшения термоэлектрических характеристик, а также ухудшения параметров сцепления материала припоя. Для этой цели слой 20 диффузионного барьера выполняется из материала, отобранного из группы элементов, в состав которой входят Mo, W, Nb и Ni.
Ввиду того, что только один слой 20 диффузионного барьера не обеспечивает достаточной прочности сцепления с полупроводником 10, между слоем 20 диффузионного барьера и полупроводником 10 предусмотрен слой 31 из сплава олова, который позволяет повысить прочность сцепления для обеспечения электрического соединения между полупроводником 10 и электродом 70 в течение всего срока службы, во время которого число циклов и другие механические напряжения действуют на границу раздела. Слой из сплава олова 31 образуется нанесением слоя олова 30 на полупроводник 10 и обеспечением диффузии элементов полупроводника 10 в слой олова и одновременной диффузии олова из слоя олова в полупроводниковую матрицу. В этой связи слой из сплава олова может быть назван диффузионным слоем в противоположность слою 20 диффузионного барьера. При обеспечении такой взаимодиффузии слой из сплава олова 31 может сливаться с областью поверхности полупроводника 10 для образования твердого соединения. С другой стороны получаемый слой из сплава олова 31 обеспечивает хорошую совместимость со слоем 20 диффузионного барьера из Mo, W, Nb и Ni и, как следствие, достаточную прочность сцепления со слоем 20 диффузионного барьера. В частности, если диффузионный слой из Mo, W, Nb и Ni с высокой температурой плавления получен на слое олова 31 путем напыления или другим способом осаждения из паровой фазы в среде высоких температур, то олово в слое 31 из сплава олова частично расплавится до образования сплава на границе раздела, которая отвечает за повышение прочности сцепления.
В результате слой диффузионного барьера может быть соединен с термоэлектрическим полупроводником 10 с обеспечением достаточно высокой прочности сцепления. В процессе образования слоя 31 на основе сплава олова из слоя 30 на основе олова, нанесенного на полупроводник 10, имеется возможность оставить слой 32 в верхней части поверхности полученного слоя 31 на основе сплава олова. Масса атомов олова в слое олова 32 составляет более 90%, в то время как масса атомов олова в слое 31 на основе сплава олова составляет 10% или более. Слой олова 32 может служить хорошим основанием, с которым надежно, с хорошей прочностью сцепления соединяется слой диффузионного барьера 20. Кроме того, пластичность слоя олова 32 превосходит пластичность полупроводника 10 и слоя 31 на основе сплава олова, поэтому он является ответственным за релаксацию напряжений на границе раздела между полупроводником и слоем диффузионного барьера 20, что способствует повышению прочности сцепления.
Для термоэлектрического полупроводника 10 типа P из Bi-Sb-Te в состав слоя 32 на основе сплава олова входит по крайней мере один сплав из следующих: Sn-Bi, Sn-Te, Sn-Sb, Sn-Bi-Te, Sn-Bi-Sb и Sn-Te-Sb. В то время как для термоэлектрического полупроводника 10 типа N из Bi-Te-Se в состав слоя 32 на основе сплава олова входит по крайней мере один сплав из следующих: Sn-Bi, Sn-Te, Sn-Se, Sn-Bi-Te, Sn-Bi-Se и Sn-Te-Se. Эти сплавы олова находятся в виде либо твердого раствора, либо интерметаллического соединения или их сочетания.
В результате взаимодиффузии слоя олова 30 и полупроводника 10 олово диффундирует в верхний слой полупроводника 10 и заполняет дефекты решетки или микротрещины, которые образуются в верхней части поверхности во время технологической обработки полупроводника 10 и снижают его механическую прочность, что позволяет восстановить механические свойства поверхности полупроводника, кроме того, повышает прочность сцепления.
На фиг. 3 показан процесс изготовления термоэлектрического элемента.
Вначале в вакууме на противолежащие грани термоэлектрического полупроводника 10 с помощью распыления на постоянном токе или высокочастотного распыления наносится слой олова 30 толщиной от 0,1 до 2,0 мкм. Распыление длится от 20 секунд до 40 минут при мощности плазмы от 400 до 3000 Вт с использованием аргона или другого инертного газа в качестве газа разряда в вакуумной камере с давлением от 0,2 до 1,0 Па. Кроме того, слой олова 30 может нагреваться от 120 до 300oC в течение от 1 до 60 минут для повышения диффузии олова в полупроводник и элементов полупроводника в слой олова, в результате чего образуется слой 31 на основе сплава олова и слой олова 32 как неотъемлемая часть слоя на основе сплава олова. Далее, на полученный таким образом слой 31 на основе сплава олова или слой олова 32 путем распыления осаждается слой диффузионного барьера 20 толщиной от 0,1 до 3,0 мкм. Полученные таким образом термоэлектрические элементы с помощью припоя 60 соединяются с соответствующими электродами 70, как показано на фиг. 1 и 2. Термоэлектрический элемент, выполненный заодно со слоем диффузионного барьера 20, может быть соединен с электродами с помощью либо проволочных соединений, либо путем осаждения меди или другого электропроводного материала гальваническим способом.
Такой нагрев может выполняться после осаждения слоя диффузионного барьера 20 на слой олова 30. В этом случае слой олова 30 может нагреваться для ускоренного образования слоя 31 на основе сплава олова. Следует отметить, что в этой связи нагрев предназначен для регулирования распространения диффузии олова и элементов полупроводника, т.е. для получения определенной толщины результирующего слоя 31 на основе сплава олова, ответственного за требуемую прочность сцепления, и что отдельный нагрев элемента можно не выполнять, когда слой олова 30 нагревается в процессе напыления. В этом случае слой олова 30 должен перейти в слой на основе сплава олова определенной толщины за время распыления на полупроводниковую матрицу.
В предпочтительном варианте изобретения перед нанесением слоя олова 30 обрабатываются противолежащие грани термоэлектрического полупроводника 10. Обработка включает механическое шлифование противолежащих граней со смачиванием поверхностей; ультразвуковую чистку отполированных граней и плазменное травление противолежащих граней. Например, механическое шлифование осуществляется с использованием абразивной шкурки для создания шероховатостей. Последующая ультразвуковая чистка осуществляется с целью удаления загрязнений, оставшихся на отшлифованной поверхности. Как показано на фиг. 4, плазменное травление выполняется для получения окончательно шероховатой поверхности граней, а также для очистки граней с целью повышения надежности сцепления с последующим слоем.
На фиг. 5 и 6 показан другой пример по настоящему изобретению, в котором на слой диффузионного барьера 20 наносится дополнительный слой диффузионного барьера 40 из никеля, а на него наносится последний слой 50. В этом примере слой диффузионного барьера 20 выполнен из Mo, W, или Nb и наносится на слой 31 на основе сплава олова, образованный таким же образом, что и слой предыдущего примера. Для предотвращения дальнейшей диффузии припоя 60 в термоэлектрический полупроводник 10 вводится дополнительный слой 40 из никеля, который наносится распылением в вакууме с толщиной от 0,1 до 2,0 мкм. Последний слой 50 выполняется из Cu, Au или Bi-Sn и Sn, обеспечивающих хорошую смачиваемость для материала припоя 40, и наносится распылением в вакууме с толщиной от 0,1 до 1,5 мкм,
Дальнейшие примеры иллюстрируют сущность и преимущества настоящего изобретения.
Пример 1
Для противолежащих граней были подготовлены термоэлектрические полупроводники 10 типа P и типа N. Толщина каждого полупроводника составляла 2,0 мм, а площадь противолежащих граней 2,0 мм2. Противолежащие грани каждого полупроводника зашлифовывались с использованием абразивной шкурки N 400 и воды для получения шероховатости (средней) Ra около 2000  . Затем полупроводник погружался в ванну с этанолом для ультразвуковой чистки. Затем в течение 60 минут с помощью высокочастотного плазменного пучка мощностью 300 Вт в вакуумной камере, заполненной аргоном с давлением 6,6 Па, выполнялось плазменное травление противолежащих граней. После этой предварительной обработки, очищенный таким образом полупроводник с шероховатыми противолежащими гранями помещался в вакуумную камеру, заполненную аргоном под давлением 0,4 Па, для нанесения слоя олова 30 толщиной 1,0 мкм путем распыления на постоянном токе пучком плазмы мощностью 1500 Вт в течение 45 секунд. Затем путем распыления на слой олова 32 в качестве слоя диффузионного барьера наносился слой молибдена. Распыление продолжалось в течение 30 секунд в вакуумной камере, заполненной аргоном под давлением 1,0 Па, с помощью плазменного пучка мощностью 3000 Вт до получения толщины 0,5 мкм.
. Затем полупроводник погружался в ванну с этанолом для ультразвуковой чистки. Затем в течение 60 минут с помощью высокочастотного плазменного пучка мощностью 300 Вт в вакуумной камере, заполненной аргоном с давлением 6,6 Па, выполнялось плазменное травление противолежащих граней. После этой предварительной обработки, очищенный таким образом полупроводник с шероховатыми противолежащими гранями помещался в вакуумную камеру, заполненную аргоном под давлением 0,4 Па, для нанесения слоя олова 30 толщиной 1,0 мкм путем распыления на постоянном токе пучком плазмы мощностью 1500 Вт в течение 45 секунд. Затем путем распыления на слой олова 32 в качестве слоя диффузионного барьера наносился слой молибдена. Распыление продолжалось в течение 30 секунд в вакуумной камере, заполненной аргоном под давлением 1,0 Па, с помощью плазменного пучка мощностью 3000 Вт до получения толщины 0,5 мкм.
Пример 2
На каждый полупроводник типа P и типа N путем распыления на постоянном токе с использованием пучка плазмы мощностью 1500 Вт в течение 20 секунд под давлением аргона 0,4 Па наносился слой олова 30 толщиной 0,5 мкм. Другие условия были идентичны условиям примера 1.
Пример 3
Каждый из полупроводников типа P и типа N с нанесенным слоем олова 30 толщиной 1,0 мкм при тех же условиях и с использованием тех же способов, как и в примере 1, нагревался до температуры 200oC в течение 2 минут в вакуумной камере для обеспечения диффузии олова и элементов полупроводника, в частности Те и Sb, с целью получения слоя 31 из сплава олова со слоем олова 32 в верхней части его поверхности. Затем на слой олова 32 путем распыления наносился слой диффузионного барьера 20, состоящий из молибдена. Распыление на постоянном токе проводилось в течение 30 секунд в вакуумной камере при давлении аргона 1,0 Па с использованием плазменного пучка мощностью 3000 Вт до получения толщины покрытия 0,5 мкм.
Пример 4
Каждый из полупроводников типа P и типа N после напыления на него слоя олова 30, а на слой олова 30 и слоя молибдена 20 при тех же условиях и с использованием тех же способов, как и в примере 1, нагревался до температуры 200oC в течение 2 минут с целью улучшенного получения слоя 31 на основе сплава олова со слоем олова 32 из слоя олова 30.
Пример 5
На каждый из полупроводников типа P и типа N после напыления на него слоя олова 30, а на слой олова 30 и слоя молибдена 20 при тех же условиях и с использованием тех же способов, как и в примере 2, наносился дополнительный слой диффузионного барьера 40 в виде слоя никеля толщиной 0,6 мкм; этот слой наносился распылением на постоянном токе с помощью пучка плазмы мощностью 3000 Вт в течение 30 секунд под давлением аргона в вакуумной камере 0,2 Па. Затем выполнялось другое распыление на постоянном токе в течение 38 секунд с целью нанесения слоя меди 50 толщиной 1,0 мкм, который наносился, как последний слой 50, с использованием пучка плазмы мощностью 3000 Вт под давлением аргона в вакуумной камере 4,0 Па. Вакуумная камера использовалась для плазменного травления, напыления слоя олова, молибдена, никеля и меди.
Сравнительный пример 1
На каждый из полупроводников типа P и типа N после его обработки теми же способами, как и в примере 1, распылением на постоянном токе пучком плазмы мощностью 3000 Вт в течение 10 секунд в качестве слоя диффузионного барьера наносился слой никеля толщиной 0,3 мкм.
Сравнительный пример 2
На каждый из полупроводников типа P и типа N после его обработки теми же способами, как и в примере 1, распылением на постоянном токе пучком плазмы мощностью 3000 Вт в течение 10 секунд в качестве слоя диффузионного барьера наносился слой молибдена толщиной 0,3 мкм.
Оценка примеров
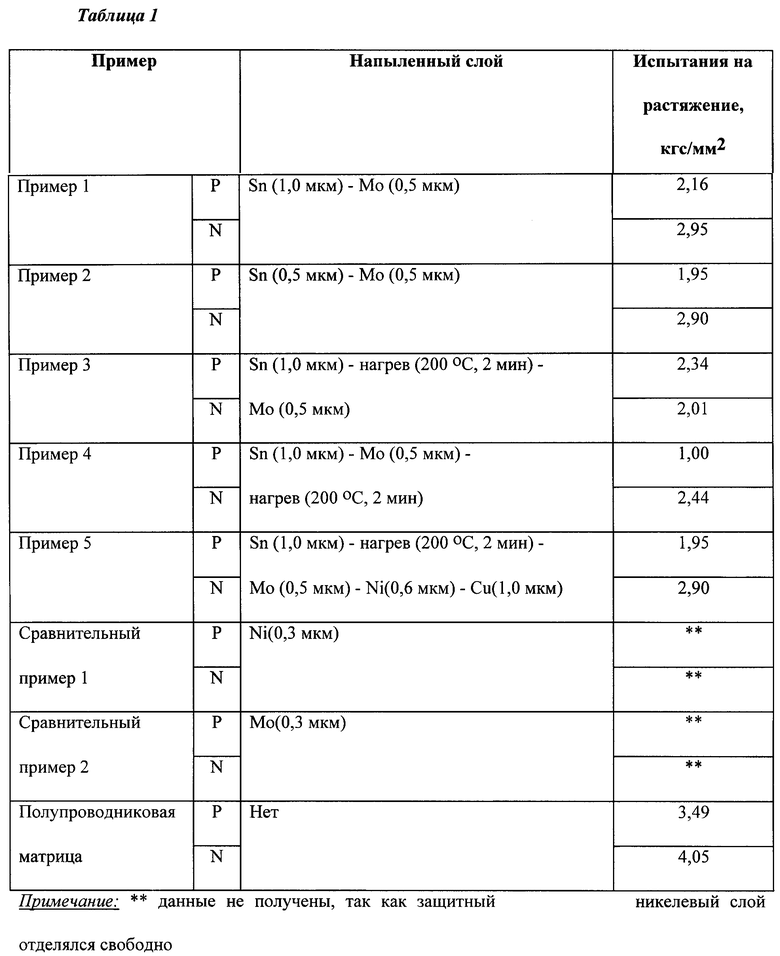
Образцы, полученные в примерах с 1-го по 5-й и сравнительных примерах 1 и 2, испытывались на отслаивание по японскому промышленному стандарту (JIS) К 5400, а образцы, полученные в примерах с 1-го по 5-й, испытывались на растяжение. В испытаниях на отслаивание к наружному слою образца крепилась липкая лента, которая затем отдиралась и определялась прочность сцепления слоя диффузионного барьера и полупроводника. В испытаниях на растяжение применялся штифт, который приклеивался к наружному слою образца, при этом прочность соединения превышала прочность самого полупроводника, и затем к этому штифту в направлении, перпендикулярном плоскости напыленных слоев, прикладывалось усилие с целью определения прочности сцепления, при которой защитный молибденовый слой отдирался от полупроводника, т.е. определялось усилие, при котором разрушалась граница раздела между защитным молибденовым слоем и полупроводником. В испытаниях на отслаивание было определено, что ни на одном из образцов по примерам с 1-го по 5-й не было обнаружено следов разрушений между защитным молибденовым слоем и полупроводником, в то время как защитный никелевый слой так же, как и молибденовый слой из сравнительных примеров 1 и 2, отслаивались очень легко. Далее было обнаружено, как показано в таблице 1 (прочность на растяжение самих полупроводников приведена для сравнения), что образцы типа P из примеров с 1-го по 5-й обладают прочностью сцепления не менее 1,00 кгс/мм2, а образцы типа N из примеров с 1-го по 5-й обладают прочностью сцепления не менее 2,01 кгс/мм2, что вполне достаточно для термоэлектрических элементов. Прочность сцепления, полученная в примерах с 1-го по 5-й, намного выше прочности (от 0,5 до 0,8 кгс/мм2), описанной в публикации "The Metallization of the Thermoelement Branches by Ionic Sputtering of the Nikel and Cobalt", 1995 ICT Proceedings, стр. 166, Кузнецов Г.Д. и др., в которой говорится, что для никелевого слоя или кобальтового слоя, напыленных на термоэлектрический элемент, получена прочность сцепления, равная 0,5 - 0,8 кгс/мм2.
Кроме того, был проанализирован механизм повышения прочности сцепления на границе раздела между молибденовым слоем 20 и полупроводниковой матрицей 10. С помощью микроскопа исследованы слоистые структуры из примеров с 1-го по 5-й; было получено, что слой олова, сначала нанесенный на полупроводник, переходит в слой из сплава олова на границе раздела с полупроводником, что вызвано взаимодиффузией, которая считается ответственной за повышение прочности сцепления. Ни фиг. 7A - 7D показана слоистая структура, распределение олова, теллура и сурьмы для образцов типа P, а на фиг. 8A - 8D показана слоистая структура, распределение олова, теллура и висмута для образцов типа N. Как показано на этих рисунках, в состав слоя из сплава олова входят в основном такие сочетания элементов, как Sn-Te и Sn-Sb, при этом олово переходит из слоя олова, а теллур и сурьма - из полупроводниковой матрицы. Считается, что элементное олово диффундирует в дефекты кристаллов или микротрещины шероховатости поверхности полупроводника с образованием межузлового твердого раствора в слое из сплава олова. Считается, что эта диффузия происходит во время распыления слоя олова 30. Тем не менее можно считать, что дополнительный нагрев слоя олова после его напыления или даже после нанесения слоя молибдена 20 является эффективной мерой для повышения взаимодиффузии олова и элементов полупроводника до требуемого уровня упрочнения сцепления на границе между слоем олова 30 и полупроводником 10, т.е. для образования слоя из сплава олова 31. К тому же слой олова на границе раздела с последующим слоем из молибдена образует сплав Sn-Mo, что обеспечивает прочное сцепление между ними, прочность сцепления которого выше, чем с полупроводниковой матрицей. В этой связи считается, что слой олова переходит в слой из сплава олова 31 на границе раздела с полупроводниковой матрицей и в слой из сплава Sn-Mo на границе раздела с молибденовым слоем и покидает слой 32 между слоем из сплава олова 31 и слоем из сплава Sn-Mo. При определении соответствующей толщины слоя из сплава олова 31, а также толщины слоя олова 32 считается, что в слое из сплава олова находится не менее 10% атомов олова, а в слое из олова 32 находится более 90% атомов олова, а в верхнем поверхностном слое термоэлектрического полупроводника не более 10 % олова. В соответствии с этим определением слой из сплава олова 31 должен иметь толщину от 0,1 до 3,0 мкм. Предпочтительная область толщин слоя из сплава олова получена на основе фактических данных, в соответствии с которыми в состав слоя из сплава олова переходит часть толщины, равная 0,1 мкм, которая может усилить прочность сцепления между слоем молибдена и полупроводниковой матрицей, и что толщина слоя из сплава олова 31 не увеличивается и составляет более 3,0 мкм, когда получается из слоя олова толщиной около 1,0 мкм, что означает, что слой из сплава олова не продвигается вперед даже, если он испытывает множество температурных циклов во время интенсивной работы термоэлектрических элементов, что демонстрирует неизменность термоэлектрических характеристик в процессе эксплуатации.
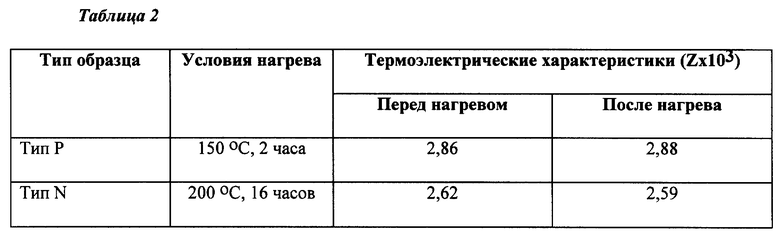
Более того, было получено подтверждение того, что термоэлектрические характеристики образцов из примера 1 не снижаются при наличии молибденового слоя при повышенных температурах, что дает основание предполагать, что материал припоя диффундирует в сторону полупроводника. Кроме всего прочего, каждый образец спаивался с медным электродом припоем на основе 60%Sn-40%Pb. Образец типа P нагревался до температуры 150oC в течение 2 часов, а образец типа N нагревался до температуры 200oC в течение 16 часов. Термоэлектрические характеристики измерялись перед и после нагрева соответственно. Как показано в таблице 2, приведенной ниже, как для образца типа P, так и для образца типа N, не было обнаружено изменений термоэлектрических характеристик.
Термоэлектрические характеристики известны как термоэлектрическое число Z, которое определяется из следующего соотношения:
где α - дифференциальная термоЭДС (Вольт/Кельвин)
σ - удельная электропроводность (См/м);
k - удельная теплопроводность (Вт/мК).
Далее, образцы из примеров были собраны в термоэлектрическое устройство, в котором полупроводники типа P и типа N были помещены между парой подложек и соединены с электродами на этих подложках с целью образования последовательно включенной схемы с тем, чтобы влиять на нагрев и охлаждение соответственно со сторон подложек с помощью тока, пропускаемого через полупроводники, последовательно включенные в схему. После этого полученное термоэлектрическое устройство подвергалось термоциклированию с многократным повторением температурного цикла с изменением температуры в пределах от 30 до 80oC путем пропускания через схему электрического тока силой 5 A, при этом температура другой подложки поддерживалась в пределах от 25 до 30oC, а обе подложки удерживались с усилием 150 кгс. Как показано на фиг. 9, даже после 1000 циклов нагрева электрическое сопротивление термоэлектрического устройства изменялось в пределах 3%, что демонстрирует надежную работу этого термоэлектрического устройства.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИТАЯ ПЛАСТИНА, ИЗГОТОВЛЕННАЯ ИЗ ТЕРМОЭЛЕКТРИЧЕСКОГО МАТЕРИАЛА | 1998 |
|
RU2160484C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕРМОЭЛЕКТРИЧЕСКОГО МОДУЛЯ | 1997 |
|
RU2154325C2 |
| Способ изготовления высокотемпературного термоэлемента | 2020 |
|
RU2757681C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕРМОЭЛЕКТРИЧЕСКОГО ЭЛЕМЕНТА | 2015 |
|
RU2601243C1 |
| ТЕРМОЭЛЕКТРИЧЕСКИЙ МОДУЛЬ С УЛУЧШЕННЫМ ТЕПЛООБМЕНОМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2185042C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕРМОЭЛЕКТРИЧЕСКОГО ЭЛЕМЕНТА И ТЕРМОЭЛЕКТРИЧЕСКИЙ ЭЛЕМЕНТ | 2008 |
|
RU2475889C2 |
| СПОСОБ ПОЛУЧЕНИЯ СПЕЧЕННОГО ТЕЛА КРИСТАЛЛА ТЕРМОЭЛЕКТРИЧЕСКОГО ЭЛЕМЕНТА (ВАРИАНТЫ) | 2000 |
|
RU2177190C1 |
| ТЕРМОЭЛЕКТРИЧЕСКИЙ МОДУЛЬ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2173493C2 |
| СПОСОБ КОММУТАЦИИ ТЕРМОЭЛЕМЕНТОВ | 1972 |
|
SU323823A1 |
| ТЕРМОЭЛЕКТРИЧЕСКИЙ ПОЛУПРОВОДНИКОВЫЙ МАТЕРИАЛ, ТЕРМОЭЛЕКТРИЧЕСКИЙ ПОЛУПРОВОДНИКОВЫЙ ЭЛЕМЕНТ С ИСПОЛЬЗОВАНИЕМ ТЕРМОЭЛЕКТРИЧЕСКОГО ПОЛУПРОВОДНИКОВОГО МАТЕРИАЛА, ТЕРМОЭЛЕКТРИЧЕСКИЙ МОДУЛЬ С ИСПОЛЬЗОВАНИЕМ ТЕРМОЭЛЕКТРИЧЕСКОГО ПОЛУПРОВОДНИКОВОГО ЭЛЕМЕНТА И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2326466C2 |

Сущность изобретения: термоэлектрический элемент обладает повышенной прочностью сцепления между полупроводниковой матрицей из Bi-Sb-Te или Bi-Te-Se и слоем диффузионного барьера, нанесенным для предотвращения диффузии материала припоя в полупроводниковую матрицу. Между полупроводниковой матрицей и слоем диффузионного барьера из Мо, W, Nb и Ni предусмотрен слой из сплава олова, который позволяет повысить прочность сцепления. Этот слой из сплава олова образуется на границе раздела с полупроводниковой матрицей путем взаимодиффузии олова и по крайней мере одного элемента полупроводника. Технология изготовления термоэлектрического элемента включает следующие этапы: а) подготовка термоэлектрического полупроводника из Bi-Sb-Te или Bi-Te-Se с противолежащими гранями; b) нанесение слоя олова на каждую из противолежащих граней термоэлектрического полупроводника; с) взаимодиффузия олова и по крайней мере одного элемента термоэлектрического полупроводника для образования слоя из сплава олова на каждой из противолежащих граней термоэлектрического полупроводника; d) нанесение слоя диффузионного барьера из Мо, W, Nb или Ni на каждый слой из сплава олова. 2 с. и 8 з.п. ф-лы, 15 ил., 2 табл.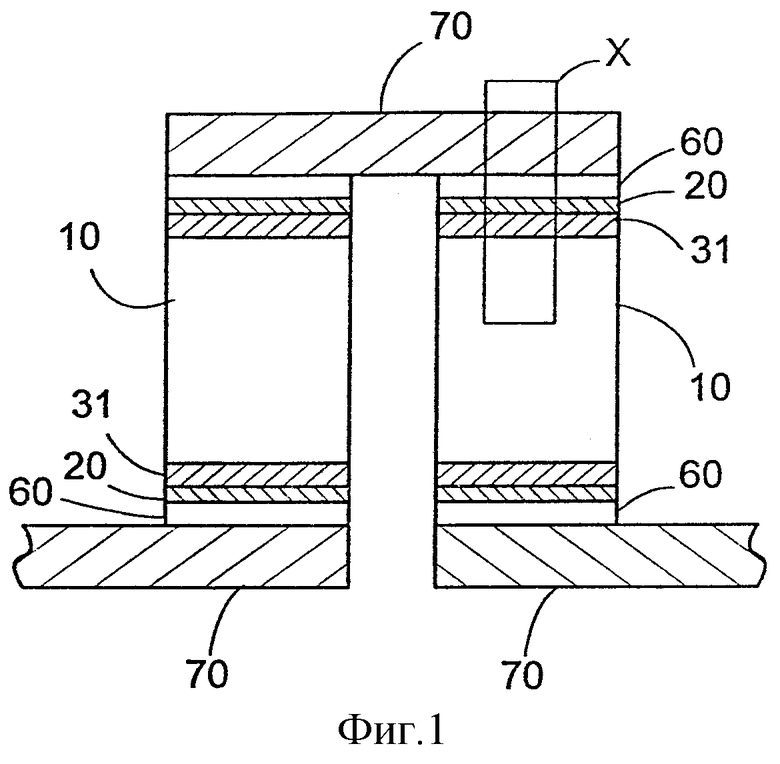
| СПОСОБ КОММУТАЦИИ ТЕРМОЭЛЕМЕНТОВ | 0 |
|
SU323823A1 |
| СПОСОБ КОММУТАЦИИ ТЕРМОЭЛЕМЕНТОВ | 0 |
|
SU199946A1 |
| Способ получения антидиффузионного барьера | 1971 |
|
SU361748A1 |
| US 5429680 A, 04.07.1995 | |||
| US 3017693 A, 23.01.1962. | |||

