Изобретение относится к технологии машиностроения, в частности к способам и устройствам для обработки кольцевых канавок переменного профиля дисковым инструментом, например дисковой фрезой, шлифовальным кругом и т. п.
Известно устройство для абразивной обработки эластичным инструментом. содержащее корпус со шпинделем, на котором установлены находящиеся в контакте с инструментом обращенные друг к другу торцами два фланца, один из которых закреплен неподвижно, а второй установлен с возможностью перемещения в осевом направлении, а также механизм осевого перемещения подвижного фланца, при этом упомянутые торцы фланцев выполнены волнообразными, кроме того, выступы одного фланца расположены против впадин другого фланца [1].
Недостатком известного устройства является узкая специализация и невозможность использования других видов инструментов, что ограничивает область применения.
Известен привод шлифовального круга для обработки кольцевых канавок переменного профиля [2]. Привод содержит установленную с возможностью осцилляции на шейке приводного вала планшайбу с расположенным на ней шлифовальным кругом. Планшайба взаимодействует с механизмом ее осцилляции с изменением угла наклона шлифовального круга к плоскости вращения. Механизм включает установленные с возможностью осевого возвратно-поступательного перемещения в неподвижном диске плунжеры, имеющие ролики, контактирующие с одним торцом планшайбы, и шарики, катящиеся по поверхности профильного кулачка.
Последний расположен на торце приводного шкива, получающего вращение от обрабатываемой заготовки через зубчатую ременную передачу. Диск и приводной шкив расположены на неподвижном валу, который смонтирован на стойке соосно приводному валу планшайбы, взаимодействующей с внутренней сферической поверхностью шайбы приводного вала. Зубчатая ременная передача привода торцового кулачка имеет быстросъемный шкив, который устанавливается на обрабатываемой заготовке, с числом зубьев и наружным диаметром в два раза меньшим, чем приводной шкив.
Недостатком является сложность конструкции и изготовления привода круга, особенно сферических шайбы, шейки, профильного торцового кулачка и плунжеров, а также большой износ многих сопрягаемых деталей из-за больших инерционных сил, так как для достижения нормальной скорости резания при шлифовании кругу необходимо сообщать высокую частоту вращения.
Известно специальное устройство крепления инструмента для реализации способа фрезерования канавок фасонного профилях [3], при котором производят врезание фрезы на необходимую глубину канавки, после чего сообщают вращение заготовке, причем движения вращения заготовки и качания фрезы в плоскости, проходящей через оси вращения заготовки и инструмента, согласованы, при этом наибольший угол качания фрезы за пол-оборота заготовки определяют по приведенной формуле.
Недостатком указанного устройства является сложность изготовления и реализации способа, требующая больших трудовых и денежных затрат.
Заявляемое изобретение решает задачу обработки кольцевых канавок переменного профиля, уменьшения затрат на технологическую подготовку производства, расширения технологических возможностей и повышения качества и производительности.
Это достигается с помощью предлагаемого устройства для обработки кольцевых канавок переменного профиля, содержащего корпус со шпинделем, на котором установлены находящиеся в контакте с инструментом обращенные друг к другу торцами фланец и поршень, причем фланец закреплен неподвижно, а поршень установлен с возможностью перемещения в осевом направлении, а также механизм осевого перемещения поршня, при этом в качестве инструмента берется дисковая фреза, высотой равная минимальной ширине канавки, разрезанная по радиусу, которая крепится образовавшимися концами к торцам фланца и поршня с возможностью получения витка винтовой периферийной режущей поверхности путем разведения концов до величины максимальной ширины канавки.
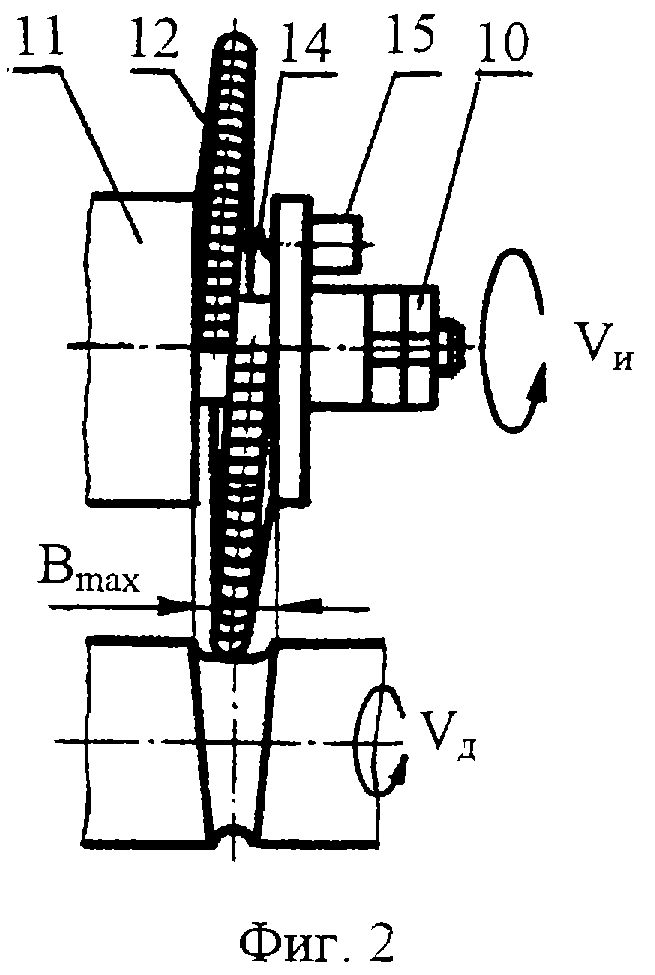
На фиг. 1 представлена конструкция предлагаемого устройства; на фиг.2 - рабочее положение инструмента, концы которого максимально разведены; на фиг. 3 - исходное положение инструмента.
Устройство содержит шпиндель 1, который с помощью подшипников 2 и 3 установлен с возможностью вращения в корпусе 4. Для вращения шпинделя служит шкив 5, соединенный бесконечным ремнем 6 со шкивом 7 приводного электродвигателя 8, установленного, например, на корпусе 4.
На шпинделе 1 между фланцем 9, неподвижно установленным с помощью шпонки и гаек 10, и механизмом осевого перемещения 11 одним концом закреплен инструмент - дисковая фреза 12. Дисковая фреза 12 берется высотой Вmin, равной минимальной ширины обрабатываемой канавки, и разрезана по радиусу с возможностью разведения образовавшихся концов.
Один конец фрезы 12 крепится, например, винтом 13 к торцу фланца 9, при этом на второй конец фрезы 12 воздействует пружина 14, расположенная в стакане 15, закрепленном на фланце 9.
На шпинделе 1 между инструментом 12 и корпусом 4 установлен механизм 11 осевого перемещения с подвижным элементом - поршнем 16, к которому крепится второй конец фрезы 12.
Механизм 11 осевого перемещения может быть выполнен в виде силового цилиндра, соединенного с муфтой 17, установленной на нерабочем конце шпинделя. Муфта 17 в этом случае соединена с источником давления рабочей среды, например с гидростанцией или пневмосетью.
При работе устройства от двигателя 8 вращается шпиндель 1 вместе с фланцем 9, поршнем 16 и инструментом 12, который периферийной рабочей режущей поверхностью обрабатывает канавку 18 детали 19, шириной от Вmin, равной высоте неразведенной дисковой фрезы, до Вmax, равной высоте разведенной дисковой фрезы.
Способ фрезерования кольцевых канавок переменного профиля предлагаемым устройством осуществляется следующим образом. Производят врезание фрезы на необходимую глубину канавки, причем фреза с неразведенными концами имеет высоту Bmin (фиг.3). Затем движение вращения заготовки согласовывают с разведением концов фрезы, таким образом, что за пол-оборота заготовки концы фрезы плавно раздвигаются до величины Вmax максимальной ширины канавки (фиг. 2). За следующие пол-оборота заготовки концы фрезы плавно совмещаются, занимая исходное положение (фиг.3).
Для обработки кольцевых канавок переменного профиля создают деформацию инструмента путем разведения его концов за счет пружины 15 и совмещения их за счет приведения в действие механизма 11 осевого перемещения.
По сравнению с обычной фрезой, работающей по профильной схеме резания, предлагаемый инструмент - дисковая фреза с раздвинутыми концами имеет винтовую периферийную режущую поверхность и дополнительно снимает припуск боковыми кромками в виде узких слоев, расположенных нормально к обрабатываемой донной поверхности паза. Такая схема резания носит название последовательной или генераторной [4].
Генераторная схема предназначена для обработки заготовок после ковки или штамповки, имеющих на поверхности корку.
В предлагаемом устройстве фреза обеспечивает большую толщину и меньшую ширину среза, что интенсифицирует процесс, увеличивает производительность обработки и стойкость инструмента, при этом не требует предварительной обработки заготовки и позволяет фрезеровать по корке.
Фреза с винтовой режущей поверхностью имеет меньшую высоту Вmin по сравнению с традиционной и позволяет экономить расход инструмента.
Предлагаемое устройство позволяет использовать стандартный инструмент - фрезу, требующий минимальных доделок перед эксплуатацией.
Кроме того, имеющаяся возможность регулировки инструмента по ширине обрабатываемой канавки позволяет сократить количество проходов и время обработки.
Таким образом, при использовании предлагаемого устройства технологические возможности расширяются за счет обеспечения раздвижения концов фрезы, установки периферийной режущей части фрезы в виде витка винтовой поверхности, регулировки ее шага и возможности обработки кольцевых канавок переменного профиля, а также за счет увеличения осевой жесткости инструмента при его винтообразной деформации, что позволяет увеличить силу резания и режимы, а следовательно, и производительность обработки, при этом снижается расход инструмента.
Источники информации
1. Авт.св. СССР 1038194, МКИ В 24 В 19/02. Устройство для абразивной обработки эластичным инструментом /В.М.Мигунов и др. Заявка 3412463/25-08, заявл. 26.03.82, опубл. 30.08.83. Бюл. 32 - прототип.
2. Патент РФ 2121423, МКИ В 24 В 47/00, 19/02. Привод шлифовального круга /Степанов Ю.С., Афанасьев Б.И., Гончаров И.И. Заявка 97122188/02, заявл. 30.12.97, опубл. 10.11.98. Бюл. 31 - аналог.
3. Патент РФ 2089352, МКИ В 23 С 3/00. Способ фрезерования /Степанов Ю. С. , Афанасьев Б. И. , Бурнашев М.А. Заявка 95109001/02, заявл. 30.05.95, опубл. 10.09.97. Бюл. 25.
4. Родин П.Р. Металлорежущие инструменты: Учебник для вузов. - 3-е изд. переб. и доп.- Киев.: Вища школа. Головное изд-во. 1986. С.218-219.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФРЕЗЕРОВАНИЯ КОЛЬЦЕВЫХ КАНАВОК ПЕРЕМЕННОГО ПРОФИЛЯ | 2001 |
|
RU2210467C2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ КОЛЬЦЕВЫХ КАНАВОК ПЕРЕМЕННОГО ПРОФИЛЯ | 2001 |
|
RU2202460C2 |
| УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ | 2001 |
|
RU2203796C1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ КРУГОМ С ВИНТОВОЙ ПРЕРЫВИСТОЙ ПОВЕРХНОСТЬЮ | 2001 |
|
RU2203794C1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ КОЛЬЦЕВЫХ КАНАВОК ПЕРЕМЕННОГО ПРОФИЛЯ | 2001 |
|
RU2203171C2 |
| СПОСОБ ПРОДОЛЬНО-ПРЕРЫВИСТОГО ШЛИФОВАНИЯ | 2001 |
|
RU2185269C1 |
| ПРОДОЛЬНО-ПРЕРЫВИСТЫЙ СБОРНЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 2001 |
|
RU2192344C1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ШЛИФОВАЛЬНОГО КРУГА | 1996 |
|
RU2094215C1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ШЛИФОВАЛЬНОГО КРУГА | 1996 |
|
RU2093341C1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ШЛИФОВАЛЬНЫХ КРУГОВ | 2001 |
|
RU2201326C1 |

Изобретение относится к технологии машиностроения, устройствам для обработки дисковым инструментом в виде дисковой фрезы или шлифовального круга. Устройство содержит корпус со шпинделем, на котором установлены имеющие контакт с инструментом и обращенные друг к другу торцами фланец и поршень, причем фланец закреплен неподвижно, а поршень размещен с возможностью перемещения в осевом направлении в механизме осевого перемещения. Для расширения технологических возможностей, повышения качества и производительности инструмент выполнен в виде дисковой фрезы с высотой, равной минимальной ширине кольцевой канавки, и с разрезом по радиусу. При этом один из двух концов дисковой фрезы, образованных указанным разрезом, прикреплен к торцу фланца, а другой - к торцу поршня с возможностью получения витка винтовой периферийной режущей поверхности за счет разведения концов дисковой фрезы до величины максимальной ширины кольцевой канавки. 3 ил.
Устройство для обработки кольцевых канавок переменного профиля, содержащее корпус со шпинделем, на котором установлены имеющие контакт с инструментом обращенные друг к другу торцами фланец и поршень, причем фланец закреплен неподвижно, а поршень установлен с возможностью перемещения в осевом направлении в механизме осевого перемещения, отличающееся тем, что инструмент выполнен в виде дисковой фрезы с высотой, равной минимальной ширине кольцевой канавки, и с разрезом по радиусу, при этом один из двух концов дисковой фрезы, образованных указанным разрезом, прикреплен к торцу фланца, а другой - к торцу поршня с возможностью получения витка винтовой периферийной режущей поверхности за счет разведения концов дисковой фрезы до величины максимальной ширины кольцевой канавки.
| Устройство для абразивной обработки эластичным инструментом | 1982 |
|
SU1038194A1 |
| Устройство для настройки дисковых пазовых фрез | 1980 |
|
SU917963A1 |
| Способ фрезерования | 1982 |
|
SU1057205A1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ | 1995 |
|
RU2089352C1 |
| US 4009637, 01.03.1977. | |||

