Изобретение относится к станкостроению и может быть использовано в технологии машиностроения, в частности при креплении шлифовальных кругов для глубинного периферийного шлифования материалов, предрасположенных к дефектообразованию в виде прижогов и микротрещин, и предназначено для осуществления шлифования пазов и других поверхностей деталей с регулированием теплового потока, направленного в деталь.
Известно устройство для крепления шлифовальных кругов на шпинделе станка, установленных на двух взаимно подвижных в осевом направлении элементах, при этом устройство снабжено двумя мембранами, установленными соосно со шпинделем, каждая из которых связана с обоими элементами [1].
В известном устройстве распорный элемент в регулировочном узле представляет собой дифференциальный винт, который при своем осевом перемещении регулирует торцовые образующие дисков параллельно друг другу.
В процессе обработки пазов или канавок буртиков износ режущих кромок по образующим торцов происходит неравномерно, профиль режущих кромок в диаметральном сечении из прямолинейного преобразуется в выпукло-криволинейный.
Для обеспечения точности и плоскостности обрабатываемых поверхностей необходимо производить переточку абразивных дисков, что снижает долговечность инструмента.
Невозможность одновременной обработки боковых поверхностей и дна паза также является существенным недостатком конструкции инструмента.
Кроме того, при обработке трудношлифуемых, склонных к прижогам материалов, приходится снижать режимы обработки, что приводит к снижению производительности.
Известно устройство для крепления шлифовальных кругов на шпинделе станка, содержащее установленные на нем с возможностью осевого перемещения два диска, взаимодействующих посредством упругих элементов с регулировочным узлом, выполненным в виде резьбового соединения и распорного элемента, при этом упомянутые диски выполнены упругими, а распорный элемент выполнен в виде кольца с двухсторонними буртами, предназначенными для взаимодействия с торцовыми поверхностями дисков, при этом упругие элементы размещены между распорным элементом и дисками [2].
Недостатками известного устройства являются небольшой диапазон регулировки ширины дисков при ее восстановлении и невозможность одновременной обработки боковых поверхностей и дна паза.
Кроме того, при обработке трудношлифуемых, склонных к прижогам материалов, для снижения температуры шлифования приходится уменьшать режимы обработки, что приводит к снижению производительности.
Задача изобретения - увеличение производительности обработки пазов и других поверхностей деталей из трудношлифуемых материалов и срока службы инструмента, расширение его технологических возможностей путем повышения жесткости и точности конструкции инструмента и использования прерывистости контакта инструментом с деталью.
Это достигается с помощью предлагаемого устройства для крепления шлифовальных кругов на шпинделе станка, содержащее установленные на нем с возможностью осевого перемещения два диска, взаимодействующих посредством распорных и регулировочных винтов, при этом на периферии упомянутых дисков закреплены полувитки шлифовального круга, выполненного в виде кольцеобразного корпуса с закрепленным на нем абразивным слоем, таким образом, что концы полувитков закреплены на разных дисках с образованием многозаходной винтовой режущей поверхности. Кроме того, абразивный слой нанесен на кольцеобразный корпус и корпус закреплен на дисках таким образом, что шлифовальный круг работает как периферией, так и торцами.
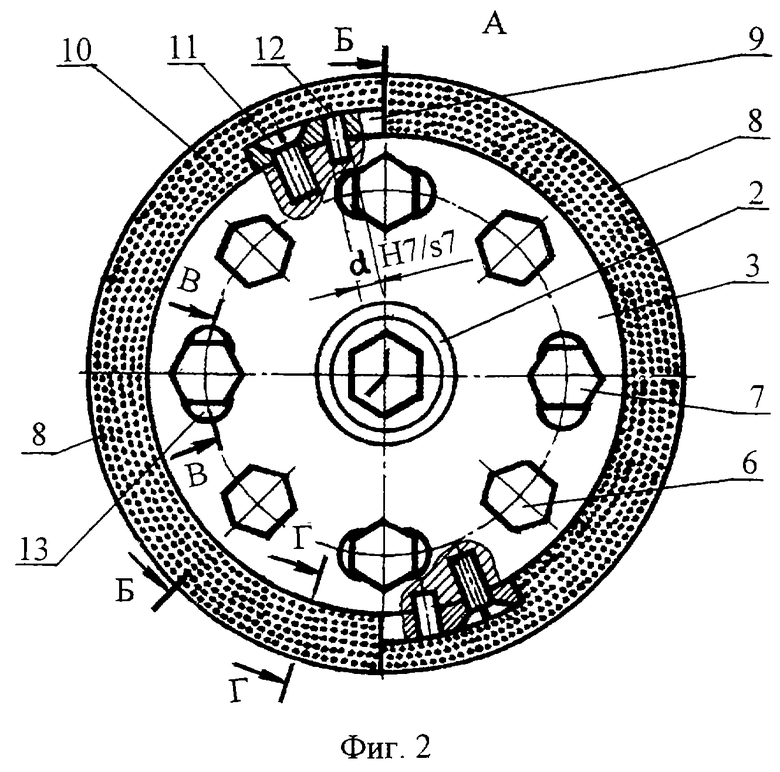
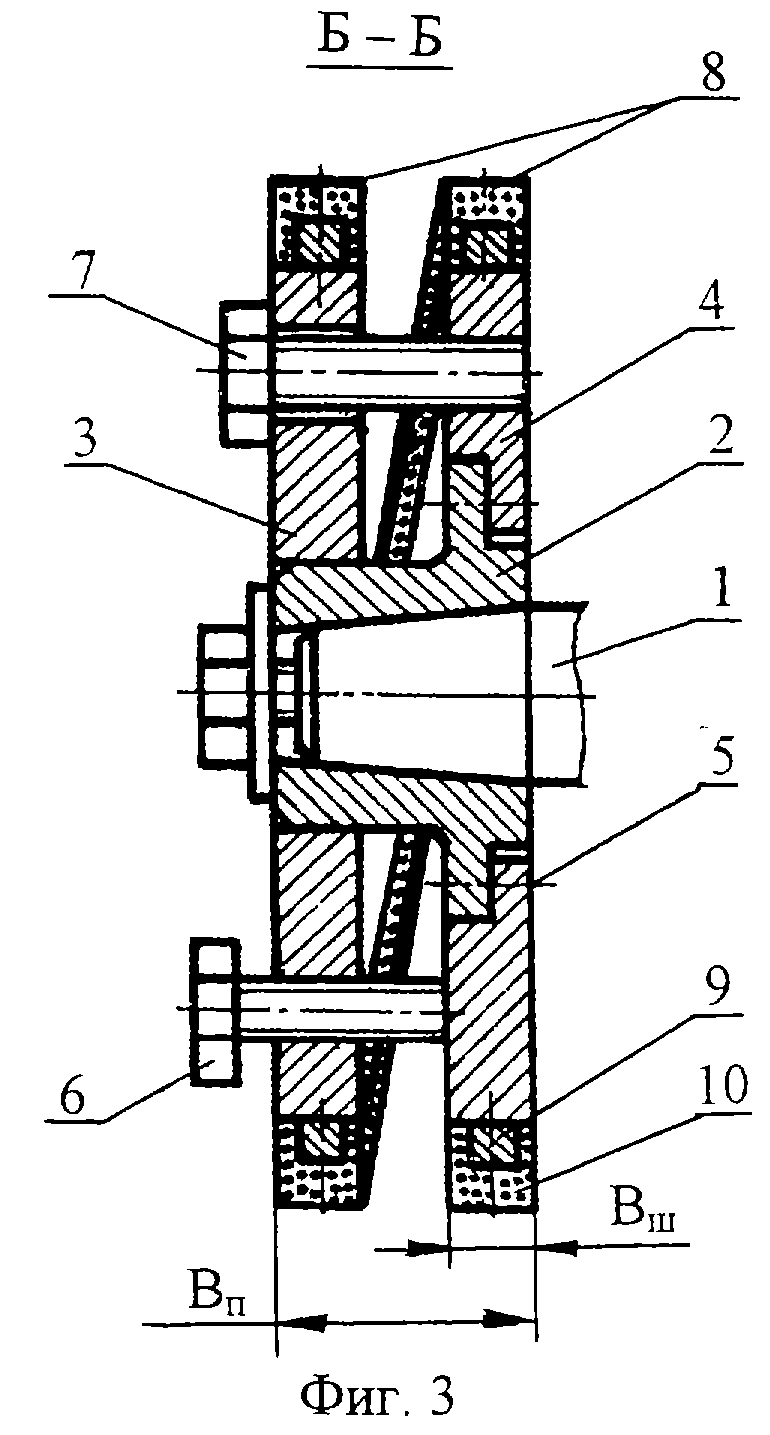
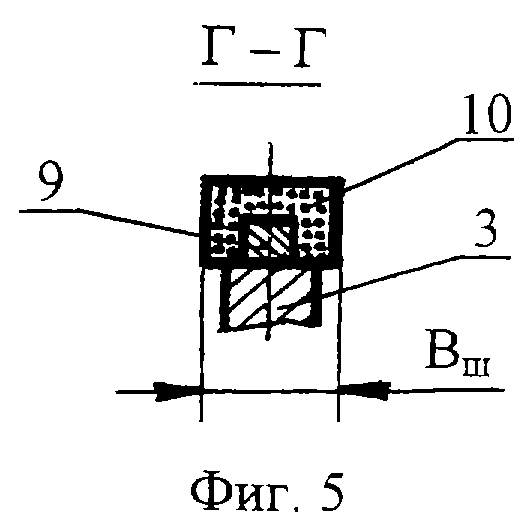
Изобретение поясняется чертежами, где на фиг.1 показан общий вид предлагаемого устройства для крепления шлифовальных кругов; на фиг.2 - вид по А на фиг.1; на фиг.3 - продольный разрез по Б-Б на фиг.2; на фиг.4 - разрез по В-В на фиг.2; на фиг.5 - разрез по Г-Г на фиг.2, вариант конструкции корпуса с абразивным слоем.
Устройство для крепления шлифовальных кругов содержит размещенную на шпинделе 1 ступицу 2, на которой закреплены два диска 3 и 4. Диск 4 неподвижно закреплен на ступице 2 с помощью винтов 5. Диск 3 установлен на ступице 2 с возможностью осевого перемещения и взаимодействует посредством распорных 6 и регулировочных 7 винтов с диском 4.
На периферии дисков 3 и 4 закреплены полувитки шлифовального круга 8, выполненного в виде кольцеобразного корпуса 9 с закрепленным на нем абразивным слоем 10. Вообще, корпус 9 шлифовального круга 8 представляет из себя винтовую пружину, сечение витка которой может иметь разнообразный профиль. На корпус 9 наносится абразивный слой 10, например, на металлической связке или на корпусе может быть закреплен проволочно-абразивный инструмент [3]. Причем абразивный слой 10 нанесен на кольцеобразный корпус 9 таким образом, что шлифовальный круг работает как периферией, так и торцами.
Концы полувитков кольцеобразного шлифовального круга 8, центральный угол дуги которых составляет 180o, закреплены на разных дисках 3 и 4 с образованием многозаходной винтовой режущей поверхности. Закрепление осуществляется с помощью винтов 11 и штифтов 12, запрессованных в диски 3 и 4 по посадке H7/s7.
Кроме того, корпус 9 закреплен на дисках 3 и 4 таким образом, что шлифовальный круг работает как периферией, так и торцами.
В процессе обработки боковых поверхностей и дна пазов происходит более интенсивный износ абразивного слоя по периферии шлифовальных кругов 8, имеющие первоначальную ширину Вп.
Это явление создает необходимость регулировки рабочих элементов шлифовальных кругов 8 для повышения долговечности устройства с сохранением точности регулировки и обработки.
При ввертывании распорных винтов 6 в подвижный диск 3 первоначальная ширина Вп шлифовальных кругов восстанавливается, причем перед ввертыванием распорных винтов 6 необходимо отпустить (вывернуть) регулировочные винты 7. При увеличении ширины Вп шлифовальных кругов подвижный диск 3 проворачивается на некоторый угол относительно продольной оси, с этой целью на диске 3 выполнены пазы 13 под неподвижные регулировочные винты 7. После настройки круга на необходимую ширину регулировочные винты 7 затягиваются.
Такое восстановление ширины Вп шлифовальных кругов возможно благодаря особенности их конструкции, корпус 9 которых представляет собой упругую винтовую цилиндрическую пружину.
Предлагаемое устройство с успехом может быть применено и для абразивной обработки плоских и цилиндрических поверхностей деталей из материалов, предрасположенных к дефектообразованию в виде прижогов и микротрещин за счет винтового бегущего контакта круга с деталью, позволяющий регулировать и снижать тепловой поток, направленный в деталь.
Таким образом, благодаря особенности выполнения устройство для крепления шлифовальных кругов позволяет расширить технологические возможности, способствует более равномерной компенсации износа абразивного слоя и восстановлению номинального размера, соответствующего размеру обрабатываемого паза.
Предлагаемое устройство обеспечивает бегущий винтовой контакт. При круглом или плоском шлифовании на поверхности заготовки формируется микрорельеф в виде синусоидальной сетки следов резания.
Амплитуда винтовой линии траектории резания абразивного зерна зависит от шага абразивной режущей поверхности и соотношения скоростей круга и детали. Съем припуска осуществляется по синусоидальным кривым [4]. Это создает более благоприятные условия резания абразивными зернами. Выбор оптимальных соотношений частот вращения устройства и детали позволяет снизить шаг неровностей заготовки по сравнению с шагом винтовой канавки на порядок и соответственно уменьшить их высоту.
Ширина обработки Вп, захватываемая прелагаемым устройством, в несколько раз больше, чем ширина Вш шлифовального круга. Это повышает эффективность обработки и реализуется принцип неповторяемости следа. Как известно, малая часть абразивных зерен, находящаяся на периферии, принимает участие в резании и является действительно режущей. Большая часть абразивных зерен попадают в ранее прорезанные риски-царапины, утоплены глубже режущих и не принимают участие в обработке.
Расположение периферийного режущего рабочего слоя предлагаемого устройства по винтовой линии увеличивает количество эффективно работающих абразивных зерен, которые не попадают в ранее прорезанные риски-царапины и становятся режущими, позволяет улучшить самозатачиваемость круга и подвод охлаждающей жидкости, при этом уменьшить расход абразивного материала.
Предлагаемое устройство может найти применение на любых металлообрабатывающих предприятиях, занимающихся шлифованием как обычных материалов, так и трудношлифуемых и позволяет повысить производительность за счет оптимизации теплонапряженности процесса путем подбора величины шага винтовой периферийной поверхности.
Предлагаемое устройство для крепления шлифовальных кругов с винтовой периферийной режущей поверхностью позволяет совместить достоинства прерывистого шлифования с обычным традиционным - сплошным кругом.
Производственные испытания показали, что предлагаемое устройство имеет период бесприжоговой работы в 1,7...2 и более раз выше, чем традиционные круги, при этом показатели износостойкости находятся на одном уровне. Применение предлагаемого устройства позволяет увеличить производительность в 1,7. ..2 и более раз с одновременным улучшением качества (улучшение шероховатости на 1...2 класса) за счет повышения режимов обработки благодаря колебанию зоны резания и увеличению жесткости конструкции. При этом расход абразивного инструмента снижается на 25...30 процентов.
Источники информации
1. А. с. СССР 420442, МКИ B 24 B 45/00. Устройство для крепления шлифовальных кругов. К. Г. Бойков. Заявка 1166260/25-8, заявл. 26.06.67, опуб. 23.08.74. Бюл. 11 - аналог.
2. А. с. СССР 638455, МКИ B 24 B 45/00. Устройство для крепления шлифовальных кругов. В.И.Супруненко и др. Заявка 2501194/25-08, заявл. 01.07.77, опуб. 25.12.78. Бюл. 47 - прототип.
3. А.с. СССР 960002, МКИ B 24 D 5/06. Шлифовальный круг. Н.П.Маков. Заявка 3004758/25-08, заявл. 17.11.80, опуб. 23.09.82. Бюл. 35.
4. Ермаков Ю.М., Степанов Ю.С. Современные способы эффективной абразивной обработки. - М.: ВНИИТЭМР, - 1992. - 64 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ ПАЗОВ И ДРУГИХ ПОВЕРХНОСТЕЙ | 2001 |
|
RU2204471C2 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ КРУГОМ С ВИНТОВОЙ ПРЕРЫВИСТОЙ ПОВЕРХНОСТЬЮ | 2001 |
|
RU2203794C1 |
| УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ | 2001 |
|
RU2203796C1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ШЛИФОВАЛЬНОГО КРУГА | 2001 |
|
RU2188117C1 |
| СБОРНЫЙ ШЛИФОВАЛЬНЫЙ КРУГ ДЛЯ КОМБИНИРОВАННОЙ ОБРАБОТКИ | 1998 |
|
RU2146604C1 |
| СПОСОБ ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ СБОРНЫМ ПРЕРЫВИСТЫМ КРУГОМ | 1998 |
|
RU2155662C2 |
| СБОРНЫЙ ПРЕРЫВИСТЫЙ ШЛИФОВАЛЬНЫЙ КРУГ С АКСИАЛЬНО-СМЕЩЕННЫМ РЕЖУЩИМ СЛОЕМ | 2001 |
|
RU2205743C1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ШЛИФОВАЛЬНОГО КРУГА | 2001 |
|
RU2188118C1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОЙ АБРАЗИВНОЙ ОБРАБОТКИ | 1999 |
|
RU2164852C1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ШЛИФОВАЛЬНОГО КРУГА | 1998 |
|
RU2146600C1 |

Изобретение относится к станкостроению и может быть использовано для шлифования пазов и других поверхностей деталей с регулированием теплового потока, направленного в деталь. Устройство для крепления шлифовальных кругов содержит установленных на шпинделе станка с возможностью осевого перемещения два диска, взаимодействующих посредством распорных и регулировочных винтов. На периферии упомянутых дисков закреплены полувитки шлифовального круга, выполненного в виде кольцеобразного корпуса с закрепленным на нем абразивным слоем. Концы полувитков закреплены на разных дисках с образованием многозаходной винтовой режущей поверхности. Такая конструкция увеличивает производительность и качество шлифования за счет повышения режимов обработки, наличия колебаний зоны резания и жесткости конструкции. 1 з.п. ф-лы, 5 ил.
| Устройство для крепления шлифовальных кругов | 1977 |
|
SU638455A1 |
| Шлифовальный круг | 1980 |
|
SU960002A1 |
| Устройство для шлифования | 1988 |
|
SU1516332A1 |
| Абразивный инструмент | 1985 |
|
SU1240564A1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ | 1996 |
|
RU2121426C1 |

