Изобретение относится к области абразивоструйной обработки поверхностей разнообразных изделий из черных, цветных и неметаллических сплавов и может быть использовано, в частности, для обработки поверхностей цельнометаллических литых изделий в виде зубных коронок и бугельных протезов перед нанесением на них керамического покрытия.
Известно устройство для пневмоабразивной очистки внутренних поверхностей деталей, содержащее корпус с полостью, сообщающейся с пневмомагистралью, бункер для абразива в виде пневмопроницаемой упругой оболочки, струйно-эжекционное сопло с сопловым насадком и жестко связанными с ним патрубками подвода абразива и сжатого воздуха в смесительную камеру сопла, сообщенные с бункером и полостью корпуса (А.С. СССР 1016809, МКИ В 24 С 3/12, оп. 30.12.90).
Известное устройство не обеспечивает устойчивую подачу при изменении влажности и увеличении фракции абразива и используется для обработки только внутренних поверхностей деталей.
Наиболее близким по технической сущности к заявляемому техническому решению является устройство для абразивоструйной обработки поверхностей деталей, содержащее емкость для абразива с отверстием для вывода абразивовоздушной струи из емкости, смонтированное внутри емкости, сопло, верхний торец которого расположен выше уровня абразива, находящегося в емкости, и с зазором по отношению к отверстию для выхода абразивной струи, отверстие в нижней части сопла для подачи в него абразива, выше и ниже которого смонтированы защитные козырьки, пробку с калиброванным отверстием и трубопровод для подвода сжатого воздуха в емкость (А. С. СССР 910400, МКИ В 24 С 3/16, оп. 07.03.82).
Такое устройство уменьшает вероятность образования абразивных пробок, обеспечивает равномерность подачи абразива, однако, оно не обеспечивает регулирование концентрации абразива в воздушной струе, а также используется при обработке только внутренних поверхностей деталей малого диаметра.
Задача, положенная в основу заявляемого технического решения, заключается в создании устройства, обеспечивающего минимальный расход абразива и регулирование концентрации абразива в воздушной струе при обработке любых поверхностей деталей.
Для обработки зубных коронок и бугельных протезов в качестве абразива используется песок тонких фракций (от 25 мкм до 125 мкм), стоимость которого достаточно высокая. Поэтому при обработке необходимо обеспечить минимальный расход песка, концентрация которого в воздушной струе должна регулироваться, а его влажность должна быть минимальной для исключения слеживаемости.
Поставленная задача решается следующим образом.
Устройство для абразивоструйной обработки поверхностей деталей, содержащее емкость для абразива с отверстием для выхода абразивовоздушной смеси, сопло и трубопровод для подвода сжатого воздуха к емкости, согласно заявляемому техническому решению, оно снабжено электронагревателями емкости, прикрепленными снаружи ко дну емкости, и соединенным с соплом дросселем, в полости которого размещен фильтр, а также установленной в емкости трубкой, в верхнем торце которой выполнено отверстие для выхода абразивовоздушной смеси из условия его расположения выше уровня абразива в емкости, причем нижний торец трубки размещен в выполненном в дне емкости отверстии и соединен с дросселем.
Регулируя воздушный поток дросселем, изменяется интенсивность перемешивания абразива и воздуха и, как следствие, концентрация абразива в воздушной струе на выходе из сопла. Для каждого используемого сопла чем больше отверстие в дросселе, тем более насыщена струя абразивом на выходе. При смене сопел с разными внутренними диаметрами дроссель обеспечивает установку такой концентрации абразива в воздушной струе, которая необходима для обработки поверхности. Благодаря наличию фильтра в полости дросселя избыток воздуха, отфильтрованный от абразива, выбрасывается в атмосферу, а абразив, осевший в полости дросселя на фильтре, используется для обработки, что экономит расход дорогостоящего абразивного материала.
Заключение емкости в электронагреватели обеспечивает подогрев абразива, что уменьшает его влажность и слеживаемость, обеспечивая равномерную подачу абразива при обработке деталей.
Наличие отличительных от прототипа существенных признаков позволяет признать заявленное техническое решение новым.
Из уровня техники не выявлены решения, которые имели бы признаки, совпадающие с отличительными признаками заявляемого устройства, поэтому последнее отвечает условию изобретательского уровня.
Возможность использования заявляемого устройства в промышленности позволяет сделать вывод о его соответствии критерию "промышленная применимость".
На чертеже изображено устройство для абразивоструйной обработки поверхностей деталей, общий вид в разрезе.
В емкости 1 выполнено отверстие для загрузки песка, герметично закрываемое пробкой 2. Через трубопровод 3, штуцер 4 и отверстие в дне емкости 1, закрытое фильтром 5 для исключения попадания песка из емкости 1 в воздушную магистраль, подается воздух. Внутри емкости 1 размещена трубка 6, верхний торец которой расположен выше уровня песка в емкости 1. Снаружи емкости 1 к ее дну прикреплен дроссель 7, в полости которого установлен фильтр 8. Нижний торец трубки 6 соединен с дросселем 7 и с трубопроводом 9 для отвода воздушно-песчаной смеси на карандаш 10 с соплом 11. Емкость 1 заключена в электронагреватели 12.
Устройство работает следующим образом.
Воздух под давлением 2-6 бар подается по трубопроводу 3 через штуцер 4, фильтр 5 в полость емкости 1. Песок, подсушенный электронагревателями 12, хорошо подхватывается струей воздуха, образует воздушно-песчаную смесь, которая засасывается в верхний торец трубки 6 и подается через дроссель 7, трубопровод 9 на карандаш 10 с соплом 11. Регулируя воздушный поток дросселем 7, можно менять интенсивность перемешивания песка и воздуха, т.е. концентрацию песка в воздушной струе на выходе из сопла 11.
Такая конструкция надежно работает при любых фракциях песка и диаметрах сопел при обработке любых поверхностей деталей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для абразивоструйной обработки поверхностей деталей | 1979 |
|
SU910400A1 |
| АБРАЗИВОСТРУЙНЫЙ АППАРАТ | 1992 |
|
RU2057632C1 |
| УСТАНОВКА ПЕСКОСТРУЙНАЯ УНИВЕРСАЛЬНАЯ | 2013 |
|
RU2525955C1 |
| АБРАЗИВОСТРУЙНАЯ УСТАНОВКА | 2007 |
|
RU2356722C1 |
| УСТРОЙСТВО ДЛЯ МЕГАЗВУКОВОЙ ОЧИСТКИ ПОЛУПРОВОДНИКОВЫХ ПЛАСТИН | 1998 |
|
RU2173587C2 |
| Устройство термоабразивной обработки поверхностей изделий и материалов | 2023 |
|
RU2806459C1 |
| УСТАНОВКА ПОРТАТИВНАЯ И СПОСОБ ДЛЯ ГИДРОАБРАЗИВНОЙ РЕЗКИ МАТЕРИАЛОВ, СОДЕРЖАЩИХ ПОЖАРО-ВЗРЫВООПАСНЫЕ ВЕЩЕСТВА | 2021 |
|
RU2772366C1 |
| СПОСОБ ОТДЕЛЕНИЯ МЯСА ОТ КОСТИ И ДРОБЛЕНИЯ КОСТЕЙ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2157632C1 |
| СПОСОБ ЗАЩИТЫ ГЕРМЕТИЧНЫХ ЕМКОСТЕЙ, СТАНЦИЯ ДЛЯ ЗАПРАВКИ ГЕРМЕТИЧНЫХ ЕМКОСТЕЙ И ЗАРЯДНОЕ УСТРОЙСТВО | 1997 |
|
RU2119808C1 |
| СПОСОБ АБРАЗИВНО-СТРУЙНОЙ ОЧИСТКИ ПОВЕРХНОСТЕЙ МЕТАЛЛОВ | 2010 |
|
RU2463152C2 |
Изобретение относится к области абразивоструйной обработки поверхностей разнообразных изделий из черных, цветных и неметаллических сплавов и может быть использовано при обработке поверхностей цельнометаллических литых изделий в виде зубных коронок и бюгельных протезов перед нанесением на них керамического покрытия. Устройство для абразивоструйной обработки поверхностей деталей содержит емкость для абразива с отверстием для выхода абразивовоздушной смеси, сопло и трубопровод. Устройство снабжено электронагревателями емкости, прикрепленным снаружи ко дну емкости и соединенным с соплом дросселем. В полости дросселя размещен фильтр, в емкости - трубка, в верхнем торце которой выполнено отверстие для выхода абразивовоздушной смеси из условия его расположения выше уровня абразива в емкости. Нижний торец трубки размещен в выполненном в дне емкости отверстии и соединен с дросселем. В результате обеспечивается минимальный расход абразивного материала и регулирование концентрации абразива в воздушной среде. 1 ил.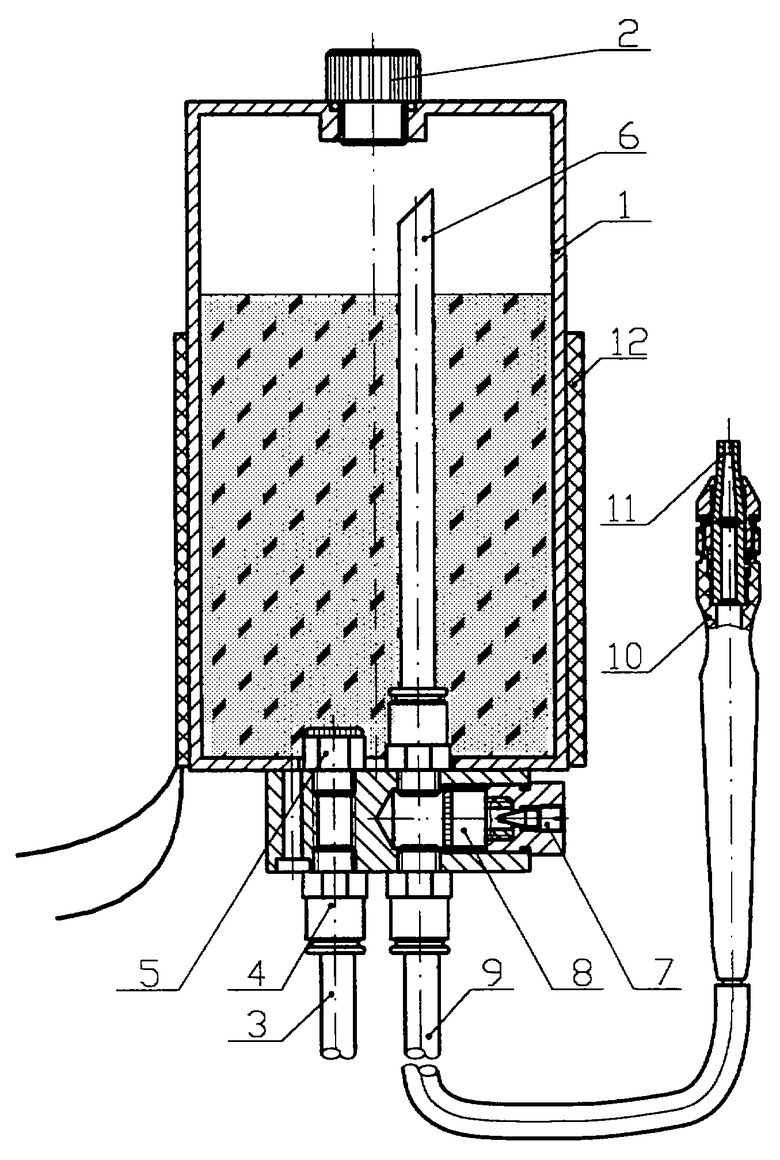
Устройство для абразивоструйной обработки поверхностей деталей, содержащее емкость для абразива с отверстием для выхода абразивовоздушной смеси, сопло и трубопровод для подвода сжатого воздуха к емкости, отличающееся тем, что оно снабжено электронагревателями емкости, прикрепленным снаружи ко дну емкости и соединенным с соплом дросселем, в полости которого размещен фильтр, а также установленной в емкости трубкой, в верхнем торце которой выполнено отверстие для выхода абразивовоздушной смеси из условия его расположения выше уровня абразива в емкости, причем нижний торец трубки размещен в выполненном в дне емкости отверстии и соединен с дросселем.
| Устройство для абразивоструйной обработки поверхностей деталей | 1979 |
|
SU910400A1 |
| Пескоструйный аппарат | 1953 |
|
SU101118A1 |
| US 3626841, 14.12.1971 | |||
| US 3631631, 04.01.1972 | |||
| СПОСОБ ПРОФИЛАКТИКИ НЕСОСТОЯТЕЛЬНОСТИ ТОНКОТОЛСТОКИШЕЧНЫХ АНАСТОМОЗОВ | 1998 |
|
RU2178671C2 |

