Установка портативная и способ гидроабразивной резки материалов относится к устройствам по обработке материалов гидроабразивной резкой с возможностью работы в условиях низких температур окружающей среды, в том числе может использоваться для ликвидации (резке) изделий, содержащих пожаро-взрывоопасные вещества.
При проведении технологических операций гидроабразивной резки при низких температурах основной проблемой является перебои подачи абразивного материала к режущей струйной головки. Неравномерность подачи абразива нарушает формирование режущей струи в потоке несущей жидкости под высоким давлением, происходит неполное перемешивание абразивных частиц в потоке. В итоге нарушается равномерность распределения частиц абразива в движущемся потоке жидкости, формируя не коллимированную струю с пониженными энергетическими характеристиками.
Основной причиной нарушения характера режущей струи, очевидно, является образование влаги из-за перепада температур в содержание абразивного материала и окружающей среды. Наличие влаги в составе абразивного материала препятствует также использованию абразивных частиц менее 0,2-0,3 мм, что особенно важно их применение при резке пожаро-взрывоопасных материалов.
Известен способ формирования струи жидкости для резания материалов и устройство его реализации.
Данное изобретение относится к резке материалов высокоскоростной струей жидкости с введением в поток жидкости абразивных материалов.
Особенностью изобретения является создание условий эффективной резки без увеличения мощности агрегата высокого давления за счет увеличения ударного воздействия струи на обрабатываемый материал путем смешения скоростного потока с абразивом до образования однородной консистенции и закручиванием потока жидкости через трубку со спиралеобразной канавкой внутри.
Само устройство содержит корпус со смесительной камерой, адаптер всасывания абразива и сопло с камерой смешения жидкости с абразивом, связанные со смесительной камерой (патент №2466008 от 10.11.2012 г.).
Недостатком указанной конструкции является необходимость использования заранее осушенного абразивного материала при описанном достоинстве работы при более низких мощностях.
Известен способ резки и обработки энергетической струей, несущий абразивный порошок и аппарат для его осуществления
Способ осуществляют введением абразивного порошка в струю сжатого воздуха. Абразив загружают в питатель с дозатором под давлением и образуют в нем псевдожиженное состояние, при этом в емкости для абразивного материала установлен нагревательный элемент. Операцию резки выполняют подачей порошка осуществлением закручивания его в потоке сжатого воздуха в зоне докритического истечения разгонного сопла, при этом в дозаторе осуществляют вибрационные перемещения частиц абразива вибрационным устройством. Однако, аппарат в условиях низких температур не обеспечит равномерную и бесперебойную подачу абразивного порошка к разгонному соплу.
За счет перепада температур на наружной поверхности с температурой окружающей среды и температурой внутри емкости с порошком будет образовываться конденсат, который способствует образованию комков и несмотря на наличие вибрационного устройства на дозаторе, до него могут образоваться скомкованные отсыревшие части абразивного порошка (полезная модель №97102595 от 27.02.1999 г.).
Недостатком является неравномерное поступление порошково-воздушной смеси в итоге отрицательно скажется на процесс реза материала, при этом в зоне реза будут возникать значительные термические нагрузки.
Известен также способ гидроабразивного резания материалов который заключается в установлении технологических параметров процесса резки: расстояние сопла режущей головки от поверхности материала, дисперсность абразивных частиц, усилие режущей струи при ее заданной скорости истечения и скорость перемещения режущей головки относительно поверхности материала (патент №2731559 от 04.09.2020 г.).
Недостатком данного изобретения является невозможность обеспечения стабильной подачи абразивного материала в условиях низких температур, также использование указанных в данном изобретении совокупности параметров технологического процесса резки не гарантируют безопасность резки изделий, содержащих на поверхностях пожаро-взрывоопасные составы.
Наиболее близким по технической и технологической сути к заявленному техническому решению, является установка для гидроабразивной резки, где представлен вариант подачи абразивного материала к режущей головки с введением его в поток жидкости под высоким давлением. Суть равномерной подачи абразивного материала заключается в том, что подача абразивного материала осуществляется шнековым механизмом, установленном в корпусе, который приводиться в движение электродвигателем. Количество подаваемого абразива регулируется изменением скорости вращения шнека (полезная модель №125920 от 20.03.2013 г.).
Недостаток конструкции по заявке в ее сложности, также в том, что шнековая подача, как известно, не обеспечивает тонкую подачу материала в определенных случаях работы установок гидроабразивной резки, когда необходимо точно дозировать соотношение абразивных частиц к несущей среде.
Общеизвестно, что при низких температурах окружающей среды как в емкости для абразивного материала, так и в массе материала будет образовываться влага из-за перепада температур. Наличие влаги в массе абразивного материала благоприятствует образованию комков абразивных частиц, нарушая бесперебойную подачу их к режущей струйной головке.
Неравномерность подачи абразивного материала, обусловленная наличием влаги, является также причиной неполного и неустойчивого перемешивания их в несущей жидкой среде, в итоге нарушается коллимированность частиц абразивного материала в струе, а возможность образования комков из абразивных частиц ведет к нарушению равномерно-устойчивой подачи их в скоростной поток жидкости и в итоге создается неконтролируемый процесс функционирования режущей головки. Наличие влажности еще препятствует использованию абразивного материала с размерами частиц менее 0,3-0,35 мм, особенно в диапазоне 0,15-0,25 мм, в ряде случаях, при выполнении операций резки изделий, содержащих пожаро-взрывоопасные вещества, для уменьшения термических нагрузок в местах реза.
В ходе проведения поиска не было выявлено результатов интеллектуальной деятельности по способам и устройствам их реализации которые были бы направлены на решение указанной проблемы. Из открытых источников известно, что подача абразивного материала из емкости только путем подачи в нее подогретого воздуха или механическими перемешиваниями абразивного материала в емкости приводит к образованию агломерации абразивных частиц за счет появления конденсата при разнице температур.
Потеря сыпучести абразивного материала возникает и в случаях подачи сжатого воздуха для возмущения всей массы снизу емкости, также и при механических перемешиваниях, устранить указанные недостатки не представляется возможным.
Технической проблемой, на решение которой направлено заявляемое техническое решение заключается устранении недостатков, присущих аналогам при резке материалов с пожаро-взрывоопасными веществами на их поверхностях и поведении работ в условиях низких температур окружающей среды.
Технический результат, на достижение которого направлено заявляемое техническое решение гидроабразивной резки материалов, содержащих пожаро-взрывоопасные вещества состоит в повышении стабильности работы установки и улучшению эксплуатационных характеристик за счет обеспечения дозированной и бесперебойной подачи абразивного материала к режущей струйной головке в условиях низких температур окружающей среды.
Технический результат достигается тем, что в портативной установке для гидроабразивной резки, содержащей режущую головку, емкость для хранения абразива, систему для подачи жидкости под сверхвысоким давлением, а также узел подачи абразива, новым является то, что установка содержит пневматический клапан подвода сжатого воздуха в верхнюю полость емкости с абразивным материалом, датчик температуры «точки росы», измеритель влажности сжатого воздуха, электронный блок управления режимами осушителя, осушитель.
Технический результат достигается также тем, что в способе гидроабразивной резки металлов, содержащих пожаро-взрывоопасные вещества включающем размещение на поверхности обрабатываемого материала подвижную каретку с установленной на ней режущей струйной головкой, подвод ее к поверхности зоны резки, подачу абразивного материала в режущую головку и смешивание в ней скоростного потока жидкости под высоким давлением с абразивными частицами до образования гидроабразивной среды однородной консистенции с подачей ее из сопла на поверхность материала, осуществляя ударные нагрузки по месту реза при последующем перемещении каретки, новым является то, что резание материала осуществляют введением в поток жидкости при давлении 16-18 МПа абразивных частиц с размерами 0,15-0,25 мм в соотношении 1:10 к несущему потоку, а дозирование абразивного материала проводят разрыхлением его в емкости подачей охлажденного сжатого воздуха и периодически резким сбросом его давления в атмосферу, при этом регулируют количество циклов компрессии и декомпрессии, а температуру сжатого воздуха поддерживают на 3-5°С выше температуры «точки росы» окружающей среды. Перемещение режущей струйной головки выполняют со скоростью 150-200 мм в минуту с обеспечением его угла наклона к поверхности на 18-20 градусов в направлении реза при помощи передвижной каретки.
Сущность изобретения заключается в следующем: режущим элементом при гидроабразивной резке является высокоскоростная гидроабразивная струя, разрушающая поверхность обрабатываемого материала. Режущая струя формируется в режущей струйной головке при введении в поток жидкости под высоким давлением абразивных частиц в определенной пропорции по отношению к объему протекающей жидкости. При высоких скоростях жидкости, частицы абразива захватываются ее потоками и определенным образом распределяются в нем.
Формирование оптимальной режущей струи с точки зрения равномерного распределения частиц абразива в живом сечении потока жидкости, их коллимированность по всей длине пути до поверхности обработки, обусловлено рядом требований. Формированием оптимальной струи также определяются и ее энергетические характеристики, и ее режущие свойства. Основным требованием, при эксплуатации аналогичного оборудования, является обеспечение равномерной подачи абразивного материала до зоны смешения с высокоскоростным потоком режущей струйной головки.
Основной причиной нарушения непрерывности подачи абразивного материала, как было указано выше, является появление влаги в емкости и абразивном материале, способствующее комкованию частиц и уменьшению их сыпучести.
В заявленном техническом решение устранение проблемы образования влаги осуществляется подачей в емкость с абразивными материалами в верхнюю ее полость сжатого воздуха с температурой на 3-5°С выше температуры «точки росы» относительно температуры окружающей среды, при этом сжатый воздух циклически резко сбрасывается из верхней полости, осуществляя разрыхление всей массы абразивного материала. Процесс разрыхления абразивного материала происходит следующим образом. При подводе сжатого воздуха сверху в емкость, в течение определенного времени, происходит насыщение объема абразивного материала воздухом с подведенным давлением. Учитывая, что нет полного прилегания частиц абразивного материала между собой, между ними образуется свободное пространство для наполнения сжатым воздухом под давлением. При резком открытии канала соединения сжатого воздуха с атмосферой насыщенный воздух в объеме абразивного материала, устремляется в направлении атмосферного давления, увлекая частицы абразива в том же направлении вверх от дна емкости. Таким образом, происходит резкий сброс и встряхивание всего объема абразивного материала подобное механическому встряхиванию.
Процесс встряхивания и разрыхления абразивного материала производится с определенной частотой, которую можно регулировать.
За счет постоянного, таким образом разрушения массы абразивного материала и разрыхления его и постоянного перемешивания частиц, теплообменные процессы между ними и наружной стенкой емкости незначительны, то есть внутри емкости воздушная масса будет иметь ту температуру, при которой влагообразование исключается.
Например, если емкость для абразивного материала имеет объем в 1 м3, а объем массы абразива 0,5 м3, то при температуре окружающей среды минус 10°С и относительной влажности 30% температура «точки росы» будет иметь значение минус 23,2°С. Это значит, что в диапазоне минус 10°С до минус (23,2+3°С) влагообразование исключается, в итоге обеспечивается возможность проведения работ гидроабразивной резки уже при низких температурах, на этом примере, в диапазоне от минус 10°С до (минус 23,2+3°С). Таким образом, согласно заявляемого изобретения, создаются условия для гидроабразивных резки металлов при низких температурах, управляя температурными режимами по текущим измеряемым параметрам температуры и влажности подводимого в емкость сжатого воздуха.
При гидроабразивной резке металлов за счет ударного воздействия гидроабразивной струи и контакта абразивных частиц с высокой скоростью на поверхностном слое обрабатываемого материала возникают его упругопластические деформации и термические нагрузки, создающие искрообразование. Для гидроабразивной резки металлических материалов, содержащих на поверхностях пожаро-взрывоопасные вещества основным требованием, является уменьшение возникновения искрообразование, путем устранения или снижения термических нагрузок на поверхности, возникающих от удара абразивных частиц.
Термические нагрузки, возникающие от удара частиц абразивного материала обусловлены скоростью несущего потока и кинетической энергии частиц в потоке.
Чем меньше размеры частиц, тем меньше и ударные нагрузки.
Экспериментальные исследования в производственных условиях процесса гидроабразивной резки указывают на ряд технологических факторов, от которых зависит возможность устранения искрообразования на металлических изделиях. В большей степени имеет значение размеры абразивных частиц, давление несущей жидкости и соответственно кинетическая энергия частиц, а также условия смачиваемости их несущей жидкостью, и соотношением частиц абразива и несущей жидкости.
Условия смачиваемости абразивных частиц гранатового песка, используемого при гидроабразивной резке, определяются величиной поверхностного натяжения при контакте частиц с несущей средой.
Введение в состав несущей среды гидрофильных охлаждающих веществ способствует повышению смачиваемости абразивных частиц, при этом повышаются и теплоотводящие свойства несущей среды и становиться возможным использование его при работе в условиях низких температур.
Результаты экспериментальных исследований устранения возможности искрообразования материалов, имеющих на поверхностях пожаро-взрывоопасные вещества, в нашем случае, нитроклетчатку, представлены в таблице 1.
Помимо этого, величина сопротивления материала при его упругопластической деформации значительно выше, чем в случае среза и эрозионного износа поверхности. Упругопластические деформации в материале возникают при резе, когда несущая струя с абразивными частицами направлена перпендикулярно к обрабатываемой поверхности.
При наклоне оси струи под определенным углом, при ударе абразивных частиц на поверхности материала вместо упругопластических деформации возникают напряжения среза и эрозионного уноса в направлении режущей струи, которые значительно меньше, тем самым уменьшая и термические нагрузки в зоне реза.
Проверялись режимы реза материала из стали с нанесенной нитроцеллюлозой при углах наклона от 0 до 30 градусов.
При углах наклона от 18 до 30 градусов образование искр на поверхности не наблюдалось. При соотношении абразивного материала к несущей среде в диапазоне 1:10 за счет большего количества несущей жидкости вокруг единичных абразивных частиц образуется более интенсивные теплоотводящие свойства несущей жидкости. Теплоотводящие свойства несущей среды, воды в данном случае, понижение температуры в зоне резки обеспечиваются введением в несущую среду гидрофильного компонента в пропорции до 10% по отношению к воде.
Гидрофильным компонентом является синтетическая жидкость, свойства которой позволяют проведение процесса резки при температурах до минус 25°С.
Повышение содержания ее составе воды выше 10% приводит к пенообразованию на выходе из сопла режущей головки, ухудшая режущие свойства установки.
При скоростях резания выше 250 мм/мин при резке материала толщиной до 6 мм отсутствует полный рез всей толщины материала при использовании абразивных частиц размерами от 0,15 до 0,2 мм. Несмотря на такие противоречия, в целях получения реза без искрообразования в потоке несущей среды, целесообразно применение именно частиц таких размеров.
Сущность работы портативной установки и технологическая реализация способа гидроабразивной резки материалов, содержащих пожаро-взрывоопасные вещества на поверхностях и в условиях низких температур окружающей среды, поясняется следующими графическими материалами:
На Фиг. 1 представлена технологическая схема установки гидроабразивной резки.
На Фиг. 2 схематическое изображение пневматического клапана подвода и сброса давления в атмосферу. Позиции на фигурах:
1 - емкость для несущей жидкости, 2 - вентиль, 3 - насос низкого давления, 4 - блок фильтров, 5 - вентиль, 6 - насос среднего давления, 7 - насос высокого давления, 8 - канал подачи несущей жидкости в режущую струйную головку, 9 - режущая струйная головка, 10 - каретка, 11 - емкость для абразивного материала, 12 - клапан пневматический, 13 - выходной патрубок емкости с абразивными материалами, 14 - регулятор расхода абразивных частиц, 15 - датчик температуры «точки росы» и сжатого воздуха, 16 - измеритель влажности сжатого воздуха, 17 - электронный блок управления температурными режимами осушителя, 18 - осушитель, 19 - вентиль, 20 - регулятор давления, 21 - корпус клапана пневматического, 22 - поршень, 23 - пружина, 24 - проточка, 25 - толкатель, 26 - поршень, 27 - пружина, 28 - дроссель, 29 - дроссель, 30 - клапан обратный, 31 - фильтр пластинчатый.
Способ гидроабразивной резки на портативной установке, представленной на Фиг. 1, осуществляется следующим образом. Каретка 10 с закрепленной на ней режущей струйной головкой 9 устанавливается на поверхность обрабатываемого материала, сопло струйной головки подводят на необходимое расстояние до поверхности реза. При включении насосов низкого 3 и среднего 6 давления несущая жидкость из емкости 1 подводится к насосу высокого давления 7 через блок фильтров 4 и вентиль 5, где создается высокое давление в канале 8 режущей струйной головки 9. Затем из емкости для абразивного материала 11 осуществляют подачу абразивного материала через выходной патрубок 13 и регулятор расхода абразивных частиц 14 к зоне их смешения со скоростным потоком в режущей струйной головке 9. В процессе резки скорость режущей струи регулируют величиной давления несущей жидкости насоса высокого давления 7 в пределах от 16 до 18 МПа в зависимости от величины скорости реза и толщины обрабатываемого материала. Для увеличения смачиваемости абразивных частиц несущей жидкостью, в данном случае, с водой, предварительно в нее вводят гидрофильный компонент в определенной пропорции по отношению к воде, а также для повышения теплоотводящих свойств и обеспечения работы при низких температурах окружающей среды.
Регулирование расхода абразивных частиц при введении их в скоростной поток несущей среды производят после выходного патрубка с помощью регулятора расхода 14 изменением проходного его сечения.
В верхней части емкости для абразивного материала 11 установлен клапан пневматический 12, состоящий из корпуса 21, в котором расположен поршень 22, поджатый пружиной 23 к левому торцу корпуса. При этом канал «а» в корпусе открыт для подвода сжатого воздуха в емкость с абразивным материалом 11 через регулятор давления 20 и клапан обратный 30. Поршень 22 имеет проточку 24, которая может прикрыть канал «а» при движении поршня 22 вправо при избыточном давлении в левой полости корпуса 21.
В исходном состоянии поршня 22, когда он находиться прижатым усилием пружин 23 и 27 на левый торец корпуса 21, канал «а» открыт и сжатый воздух, охлажденный до температуры «точки росы» окружающей среды, подводится от осушителя 18 к верхней полости емкости с абразивным материалом 11.
При наполнении емкости с абразивным материалом 11 сжатым воздухом, за счет избыточного давления в ней, сжатый воздух воздействует на левый торец поршня 22 и преодолевая усилие пружин 23 и 27 сдвигается вправо, закрывая магистраль подачи сжатого воздуха «а». Толкатель 24 отодвигает клапан 22, открывая канал «в» для соединения с атмосферой верхнюю полость емкости с абразивным материалом 11 и сжатый воздух устремляется в область атмосферного давления, увлекая за собой абразивные частицы, осуществляя при этом их разрыхление.
Затем за счет усилия пружин 23 и 27 поршень 22 с толкателем 24 возвращаются в исходное положение и процесс повторяется вновь.
Регулирование периодичности компрессии и декомпрессии осуществляют при помощи дросселей 28 и 29.
Наличие в емкости для абразивного материала 11 и в магистрали абразивных частиц, охлажденных до температуры «точки росы» способствует устранению до минимума содержание влаги и непрерывной их подачи. Количество подаваемых абразивных частиц, осуществляют регулятором расхода абразивных частиц 14.
Контроль и регулирование температуры «точки росы» сжатого воздуха осуществляют путем измерения температуры датчиком температуры «точки росы» и сжатого воздуха 15 и измерителем влажности сжатого воздуха 16, данные с которых поступают в электронный блок управления температурными режимами осушителя 17 и производится автоматическая корректировка режима работы осушителя согласно заданной программе.
Заявленное техническое решение соответствует требованию промышленной применимости и может быть изготовлено на стационарном оборудовании с применением современных материалов и технологий.
Прошло апробацию на ФКП «КГКПЗ», при этом получены все заявленные технические результаты, известные на дату подачи настоящей заявки.

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГИДРОАБРАЗИВНОГО РЕЗАНИЯ МАТЕРИАЛОВ | 2020 |
|
RU2731559C1 |
| Машина для очистки дорог от снежно-ледяных образований | 2022 |
|
RU2786384C1 |
| Установка тушения пожаров и гидроабразивной резки водой высокого давления | 2023 |
|
RU2810663C1 |
| УСТАНОВКА ДЛЯ АЭРОГИДРОДИНАМИЧЕСКОЙ АБРАЗИВНОЙ ОЧИСТКИ ПОВЕРХНОСТЕЙ, ФОРСУНКА ДЛЯ НЕЕ (ВАРИАНТЫ), СПОСОБ АЭРОГИДРОДИНАМИЧЕСКОЙ АБРАЗИВНОЙ ОЧИСТКИ ПОВЕРХНОСТЕЙ И СОСТАВ ДЛЯ НЕЕ | 2010 |
|
RU2450906C2 |
| СПОСОБ ГИДРОАБРАЗИВНОЙ РЕЗКИ ЛИСТОВОГО МЕТАЛЛИЧЕСКОГО МАТЕРИАЛА | 2010 |
|
RU2475350C2 |
| СПОСОБ РЕЗКИ СТРУЕЙ ЖИДКОСТИ С АБРАЗИВОМ | 1993 |
|
RU2104831C1 |
| СПОСОБ РЕЗКИ И ОБРАБОТКИ ЭНЕРГЕТИЧЕСКОЙ СТРУЕЙ, НЕСУЩЕЙ АБРАЗИВНЫЙ ПОРОШОК, И АППАРАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2118587C1 |
| СПОСОБ ФОРМИРОВАНИЯ СТРУИ ЖИДКОСТИ ДЛЯ РЕЗАНИЯ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2011 |
|
RU2466008C1 |
| Способ гидроабразивной очистки поверхностей от загрязнений | 2018 |
|
RU2690454C1 |
| УСТРОЙСТВО ДЛЯ ГИДРОАБРАЗИВНОЙ РЕЗКИ | 2009 |
|
RU2393077C1 |


Группа изобретений относится к области обработки материалов гидроабразивной резкой с возможностью работы в условиях низких температур окружающей среды, в том числе может использоваться для ликвидации, резке изделий, содержащих пожаровзрывоопасные вещества. При гидроабразивной резке металлических материалов, поверхность которых содержит пожаровзрывоопасные вещества на поверхности обрабатываемого материала, осуществляют размещение режущей струйной головки, подвод ее к поверхности зоны резки. Подают абразивный материал в режущую головку и смешивают в ней скоростной поток жидкости под давлением с абразивным частицами до образования гидроабразивной среды однородной консистенции с подачей ее из сопла на поверхность материала, осуществляя ударные нагрузки на нем при последующем перемещении. Резание материала осуществляют введением в поток жидкости при давлении от 16 до 18 МПа абразивных частиц с размерами от 0,15 до 0,25 мм в соотношении 1:10 к несущему потоку. Дозирование абразивного материала проводят разрыхлением его в емкости охлажденным сжатым воздухом и периодическим резким сбросом его давления в атмосферу. Регулируют количество циклов компрессии и декомпрессии воздуха, температуру сжатого воздуха поддерживают на уровне от 3 до 5°С выше температуры «точки росы» относительно температуры окружающей среды. Перемещение режущей струйной головки выполняют со скоростью от 150 до 200 мм в минуту с обеспечением угла наклона от 18 до 30° в направлении реза при помощи передвижной каретки. Установка портативная для гидроабразивной резки металлических материалов вышеописанным способом содержит режущую головку, систему подачи к ней жидкости под давлением, емкость с абразивным материалом, узел подачи абразивного материала в зону смешивания в режущей головке. Также содержит пневматический клапан подвода сжатого воздуха от осушителя в верхнюю полость емкости с абразивным материалом, взаимодействующий с электронным блоком управления режимами осушителя воздуха, датчиком температуры «точки росы» и измерителем влажности сжатого воздуха. Обеспечивается повышение стабильности работы установки и улучшение эксплуатационных характеристик за счет обеспечения дозированной и бесперебойной подачи абразивного материала к режущей струйной головке в условиях низких температур окружающей среды. 2 н.п. ф-лы, 2 ил., 1 табл.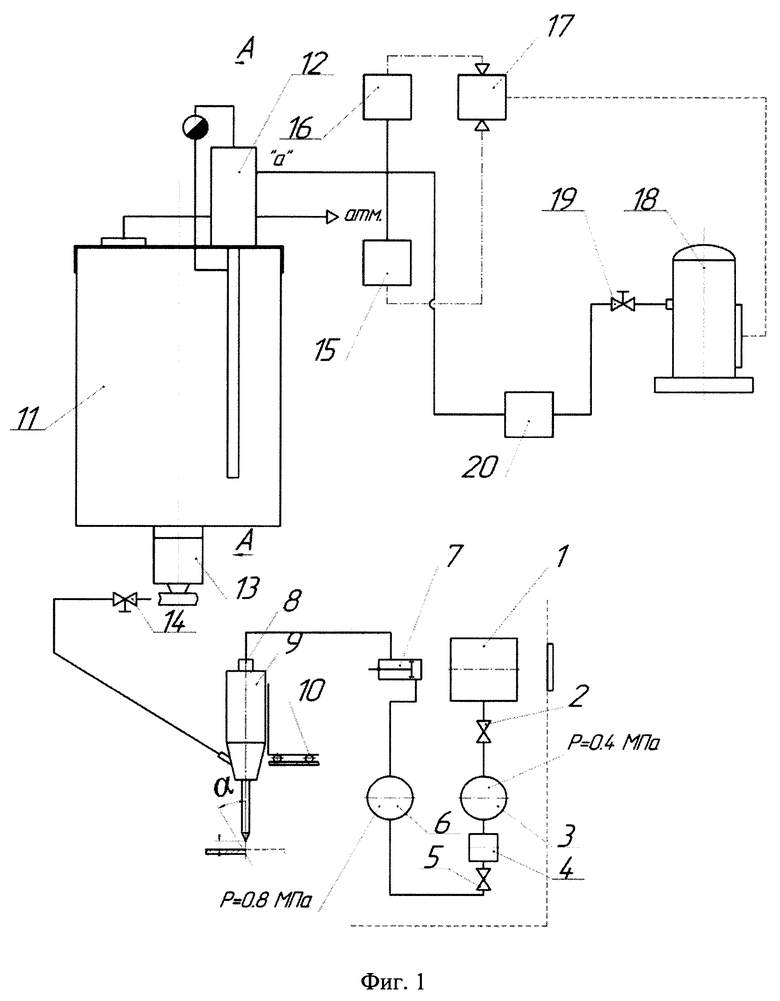
1. Способ гидроабразивной резки металлических материалов, поверхность которых содержит пожаро-взрывоопасные вещества, включающий размещение на поверхности обрабатываемого материала режущей струйной головки, подвод ее к поверхности зоны резки, подачу абразивного материала в режущую головку и смешивание в ней скоростного потока жидкости под давлением с абразивным частицами до образования гидроабразивной среды однородной консистенции с подачей ее из сопла на поверхность материала, осуществляя ударные нагрузки на нем при последующем перемещении, отличающийся тем, что резание материала осуществляют введением в поток жидкости при давлении от 16 до 18 МПа абразивных частиц с размерами от 0,15 до 0,25 мм в соотношении 1:10 к несущему потоку, а дозирование абразивного материала проводят разрыхлением его в емкости охлажденным сжатым воздухом и периодическим резким сбросом его давления в атмосферу, при этом регулируют количество циклов компрессии и декомпрессии воздуха, температуру сжатого воздуха поддерживают на уровне от 3 до 5°С выше температуры «точки росы» относительно температуры окружающей среды, а перемещение режущей струйной головки выполняют со скоростью от 150 до 200 мм в минуту с обеспечением угла наклона от 18 до 30° в направлении реза при помощи передвижной каретки.
2. Установка портативная для гидроабразивной резки металлических материалов способом по п. 1, содержащая режущую головку, систему подачи к ней жидкости под давлением, емкость с абразивным материалом, узел подачи абразивного материала в зону смешивания в режущей головке, отличающаяся тем, что содержит пневматический клапан подвода сжатого воздуха от осушителя в верхнюю полость емкости с абразивным материалом, взаимодействующий с электронным блоком управления режимами осушителя воздуха, датчиком температуры «точки росы» и измерителем влажности сжатого воздуха.
| Инфракрасный спектрограф | 1959 |
|
SU125920A1 |
| US 20040132383 A1, 08.07.2004 | |||
| US 6681675 B2, 27.01.2004 | |||
| Способ разбивки ладов на грифах струнных инструментов | 1931 |
|
SU36141A1 |
| WO 2006053248 A3, 18.05.2006 | |||
| Устройство для струйной гидроабразивной резки | 1990 |
|
SU1822813A1 |

