Изобретение относится к области обработки металлов давлением, точнее к технологии изготовления гибких рукавов с винтовым подвижным швом из металлической ленты.
Известен способ свивания гибкого металлического рукава, заключающийся в профилировании ленты, ее формовании в рукав и последующей сварке (авт. свид. СССР 130870, кл. B 21 C 37/06).
Рукав, полученный таким способом, имеет малую гибкость, определяемую только упругостью материала, так как подвижность в зацеплении витков отсутствует.
Известен другой способ изготовления гибкого металлического рукава, включающий профилирование ленты, например, Z- или S-образного сечения, ее предварительное деформирование с обеспечением разной длины слоев по ширине ленты и окончательное деформирование сворачиванием полученного профиля в рукав, располагая слои большей длины снаружи (пат. США 3670544, МКИ B 21 C 37/12).
Выполнение предварительного деформирования создает разную длину слоев ленты по ширине, что позволяет при последующем сворачивании ленты в рукав, располагая слои большей длины снаружи, получить подвижное соединение витков и за счет этого повысить гибкость рукава.
Однако рукав, изготовленный таким способом, также недостаточно гибок из-за отклонения его витков от цилиндрической формы. Это объясняется тем, что при предварительном деформировании величина деформации слоев по ширине ленты меняется в зависимости от радиуса, на котором расположен слой. В результате лента принимает форму развертки конуса, что приводит после ее свертывания в рукав к отклонению профиля витка от цилиндрической формы (к конической).
Кроме того, предварительное деформирование ленты происходит в плоскости, в которой она обладает наибольшим сопротивлением изгибу. Это повышает энергозатраты на осуществление такого способа и снижает надежность работы устройства.
Наиболее близким к заявляемому способу является способ изготовления гибкого металлического рукава, включающий профилирование ленты, например, Z- или S-образного сечения, ее предварительное деформирование навивкой на оправку и окончательное деформирование на оправке с обжимкой фланцев (отогнутых концов полученного профиля) роликами (пат. США 3457749, МКИ В 21 С 37/12).
В таком способе предварительное деформирование осуществляется в плоскости, в которой лента обладает меньшим сопротивлением изгибу, и такой способ осуществляется более простым устройством, так как имеет более простой узел предварительного деформирования, пуансон которого выполнен в виде части оправки.
Однако изготовленный таким способом рукав имеет недостаточную гибкость и подвижность витков, так как предварительное деформирование осуществляется навивкой профилированной ленты на оправку с одновременным зацеплением фланцев в замок. При этом происходит искажение профиля витков, что объясняется тем, что при навивке участки профиля, находящиеся на разных расстояниях (радиусах) от оси оправки, сопротивляясь деформированию (растяжению), стремятся оказаться как можно ближе к поверхности оправки. Левая часть профиля очередного витка прижимается к правой части профиля предыдущего витка с искажением своей формы.
Задачей изобретения является создание способа, позволяющего получить гибкий рукав за счет надежного подвижного соединения витков.
Поставленная задача решается усовершенствованием способа изготовления гибкого металлического рукава включающего профилирование ленты, например, Z- или S-образного сечения, ее предварительное деформирование навивкой на оправку и окончательное деформирование на оправке с обжимкой фланцев (отогнутых концов полученного профиля) роликами. Это усовершенствование заключается в том, что предварительное деформирование выполняют навивкой на профилированную часть оправки без зацепления витков.
Выполнение предварительного деформирования навивкой на профилированную часть оправки без зацепления витков позволяет получить предварительный виток, все участки профиля которого деформированы соответственно их расположению относительно оси оправки при окончательном деформировании, что позволяет при окончательном деформировании сохранить зазоры в зацеплении витков, необходимые для гибкости рукава.
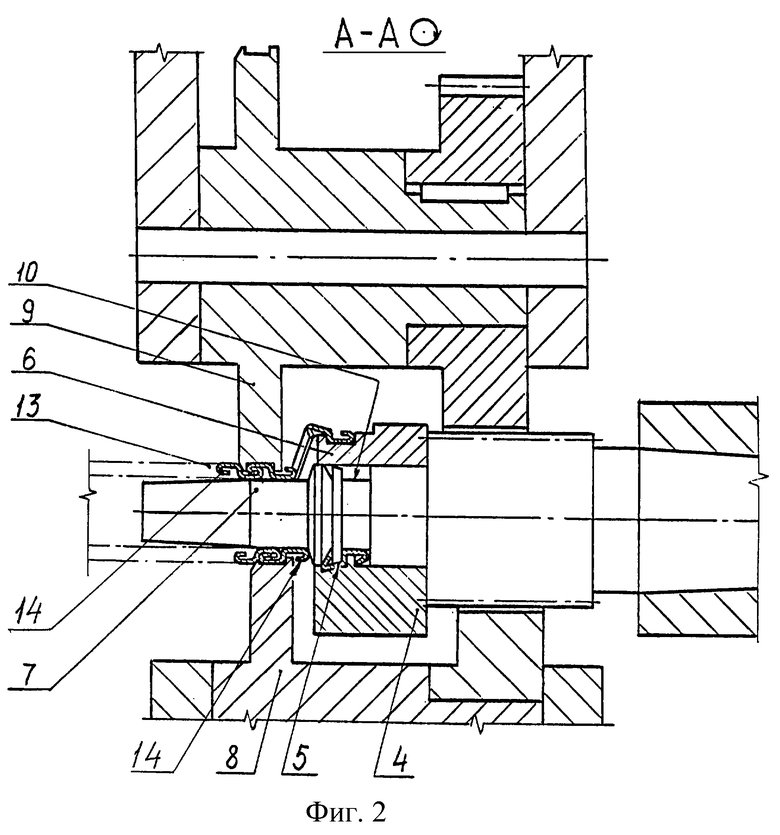
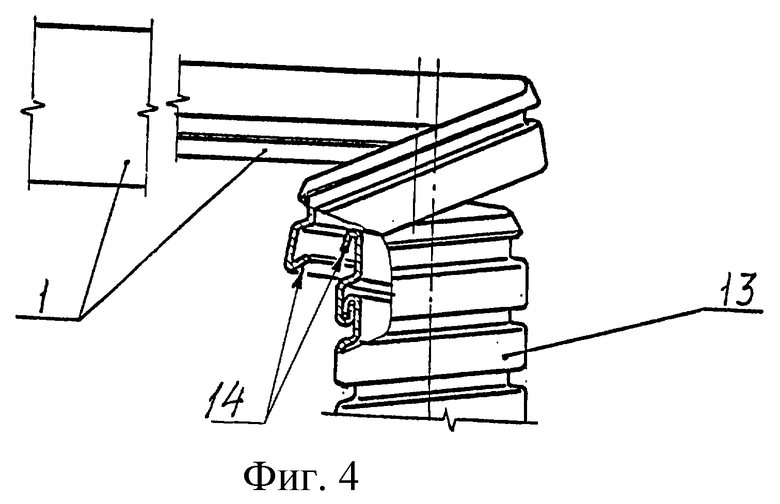
Ниже дается описание предлагаемого способа изготовления гибкого рукава со ссылкой на чертеж, где изображены: на фиг.1 - общий вид устройства для осуществления предлагаемого способа, вид спереди, на фиг.2 - разрез А-А на фиг.1, на фиг.3 - вид Б на фиг.1 (ролики 8 и 9 условно не показаны), на фиг. 4 - элемент получаемого рукава в процессе его изготовления.
Устройство для осуществления предлагаемого способа изготовления гибкого металлического рукава из металлической ленты 1 содержит узел профилирования - профилирующие ролики 2, выводную проводку 3, узел предварительного деформирования, включающий матрицу 4 и пуансон 5, и винтовую проводку 6 и узел окончательного деформирования с оправкой 7 направляющим роликом 8 и обжимным, тянущим роликом 9, установленными под углом к оси оправки 7 (углы разворота роликов 8 и 9 определяется углом подъема винтовой линии рукава). Пуансон 5 выполнен профилированным в виде части оправки 7 и сопряжен своей боковой поверхностью 10 с рабочей поверхностью 11 винтовой проводки 6. Радиус рабочей поверхности 11 винтовой проводки 6 превышает радиус гладкой боковой поверхности 10 оправки 7 в 1,2-1,5 раза.
Предлагаемый способ осуществляли следующим образом. Металлическую ленту 1 подавали между профилирующими роликами 2, придавая ей, например, S- или Z-образное поперечное сечение, и выводной проводкой 3 подавали на узел предварительного деформирования - между матрицей 4 и пуансоном 5. Пуансон 5 вращали вместе с оправкой 7 (привод вращения на чертеже не показан). При этом ленту 1 сворачивали в плоскости, перпендикулярной ее собственной плоскости без зацепления витков, все участки профиля которых деформированы (растянуты или сжаты) соответственно их расположению относительно оси оправки 7 при окончательном деформировании. Ленту 1 с профилированной поверхности 10 пуансона 5 направляли на сопряженную с поверхностью 10 рабочую поверхность 11 винтовой проводки 6, которая подавала ее на узел окончательного деформирования - оправку 7. После чего ленту 1 наматывали на оправку 7, пропуская между гладкой поверхностью 12 оправки 7 и направляющим 8, а затем и обжимным, тянущим роликом 9, сворачивали в рукав 13 с обжимкой фланцев 14 роликом 9. При этом слои, больше растянутые при предварительном деформировании, располагали снаружи, образуя подвижное соединение витков.
Предлагаемым способом изготовили металлический рукав из нержавеющей стали с внутренним диаметром 8 мм, при этом минимальный радиус изгиба готового рукава составил 20-25 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ГИБКОГО МЕТАЛЛИЧЕСКОГО РУКАВА | 1999 |
|
RU2189879C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКИХ МЕТАЛЛИЧЕСКИХ ТРУБОПРОВОДОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2072267C1 |
| Способ изготовления оболочек с гофрами | 1990 |
|
SU1726084A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКИХ МЕТАЛЛИЧЕСКИХ РУКАВОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2071394C1 |
| РУКАВ, СПОСОБ И УСТРОЙСТВО ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2007654C1 |
| Способ изготовления металлических рукавов из ленты | 1987 |
|
SU1503922A1 |
| СПОСОБ ХОЛОДНОГО ПРОФИЛИРОВАНИЯ ДОБОРНЫХ ЭЛЕМЕНТОВ И АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2573460C1 |
| ГИБКИЙ КОМПЕНСАТОР | 2001 |
|
RU2180069C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ НЕГЕРМЕТИЧНЫХ МЕТАЛЛОРУКАВОВ ИЗ ЛЕНТЫ | 2001 |
|
RU2198048C2 |
| Способ изготовления гибких металлических труб прямоугольного сечения | 1979 |
|
SU1000135A1 |

Изобретение относится к области обработки металлов давлением, точнее к технологии изготовления гибких рукавов с винтовым подвижным швом из металлической ленты. Задача изобретения - увеличение гибкости изделий. Способ включает профилирование ленты, например, Z- или S-образного сечения, ее предварительное деформирование навивкой на оправку и окончательное деформирование на оправке с обжимкой фланцев роликами. Для получения гибкого рукава с надежным подвижным соединением витков предварительное деформирование выполняют навивкой на профилированную часть оправки без зацепления витков. Изобретение обеспечивает сохранение зазоров при последующем зацеплении витков, что увеличивает подвижность изделий. 4 ил.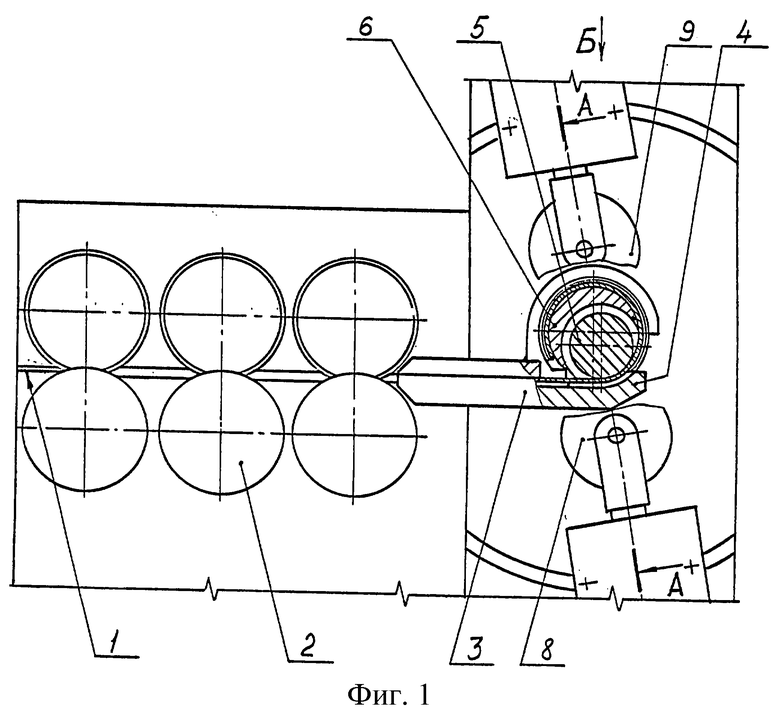
Способ изготовления гибкого металлического рукава, включающий профилирование ленты, например, Z- или S-образного сечения, ее предварительное деформирование навивкой на оправку и окончательное деформирование на оправке с обжимкой фланцев роликами, отличающийся тем, что предварительное деформирование выполняют навивкой на профилированную часть оправки без зацепления витков.
| US 3457749, 29.07.1969 | |||
| RU 99127971 А, 20.09.2001 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ | 1992 |
|
RU2067508C1 |
| RU 2063831 С1, 20.07.1996 | |||
| US 3670544, 20.06.1972 | |||
| WO 09407620, 14.04.1994. | |||

