Изобретение относится к области обработки металлов давлением и может быть использовано при изготовлении из металлической ленты гибких рукавов с винтовым подвижным швом.
Известно устройство для изготовления гибкого металлического рукава, содержащее узел профилирования ленты, узел ее предварительного деформирования, включающий матрицу и пуансон, и узел окончательного деформирования с оправкой, при этом пуансон выполнен в виде части оправки (US 3457749, 29.07.1969, В 21 С 37/12).
Изготовленный на указанном известном устройстве рукав имеет недостаточную гибкость и подвижность витков, так как предварительное деформирование осуществляется навивкой профилированной ленты на гладкую оправку с одновременным зацеплением фланцев в замок. При этом происходит искажение профиля витков, что объясняется тем, что при навивке участки профиля, находящиеся на разных расстояниях (радиусах) от оси оправки, сопротивляясь деформированию (растяжению), стремятся оказаться как можно ближе к поверхности оправки. Левая часть профиля очередного витка прижимается к правой части профиля предыдущего витка с искажением своей формы.
Задачей изобретения является создание устройства, позволяющего получить гибкий металлический рукав с надежным подвижным соединением витков.
Поставленная задача решается усовершенствованием устройства для изготовления гибкого металлического рукава, содержащего узел профилирования ленты, узел ее предварительного деформирования, включающий матрицу и пуансон, и узел окончательного деформирования с оправкой, при этом пуансон выполнен в виде части оправки.
Это усовершенствование заключается в том, что узел предварительного деформирования снабжен винтовой проводкой, а пуансон выполнен профилированным и сопряжен своей боковой поверхностью с рабочей поверхностью упомянутой винтовой проводки.
Кроме того, рабочая поверхность винтовой проводки может быть выполнена с радиусом, превышающим радиус боковой поверхности оправки в 1,2-1,5 раза.
Снабжение узла предварительного деформирования винтовой проводкой и выполнение пуансона профилированным и сопряженным своей боковой поверхностью с рабочей поверхностью упомянутой винтовой проводки обеспечивает предварительное деформирование навивкой на оправку без зацепления витков. Это необходимо для получения предварительного витка, все участки профиля которого деформированы соответственно их расположению относительно оси оправки при окончательном деформировании, что позволяет при окончательном деформировании сохранить зазоры в зацеплении витков, необходимые для гибкости рукава.
Выполнение рабочей поверхности винтовой проводки с радиусом, превышающим радиус боковой поверхности оправки в 1,2-1,5 раза, обеспечивает оптимальное соотношение размеров для надежной проводки ленты от пуансона к оправке и облегчает сборку рукава на оправке.
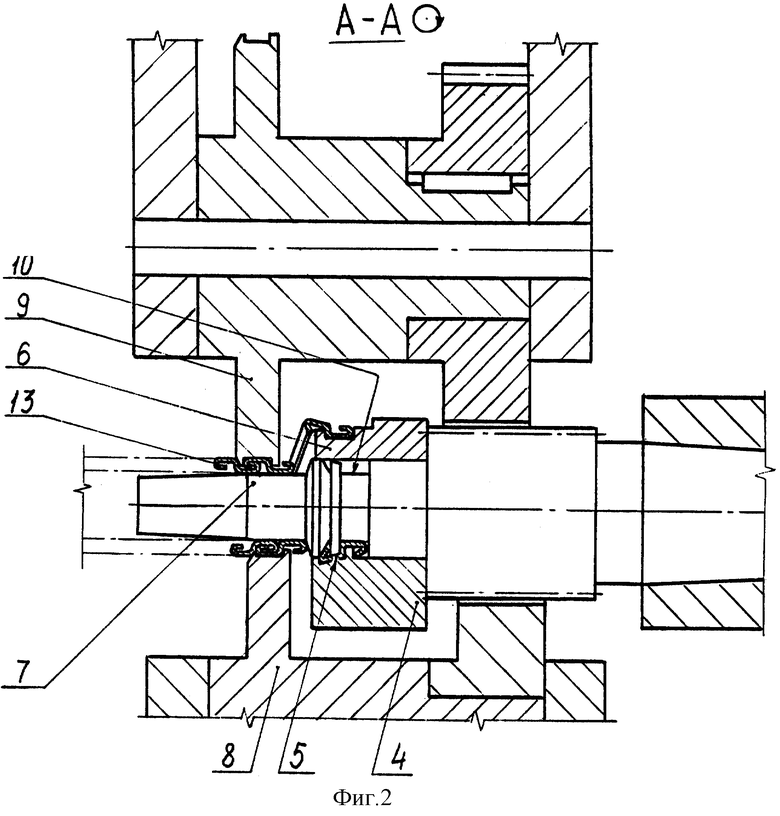
Изобретение поясняется графическими материалами, где на фиг.1 представлен общий вид устройства; на фиг.2 - разрез А-А на фиг.1; на фиг.3 - вид Б на фиг.1 (ролики 8 и 9 условно не показаны); на фиг.4 - элемент получаемого рукава в процессе его изготовления.
Устройство для изготовления гибкого металлического рукава из металлической ленты 1 содержит узел профилирования - профилирующие ролики 2, выводную проводку 3, узел предварительного деформирования, включающий матрицу 4, пуансон 5 и винтовую проводку 6, и узел окончательного деформирования с оправкой 7, направляющим роликом 8 и обжимным, тянущим роликом 9, установленным под углом к оси оправки 7 (углы разворота роликов 8 и 9 определяются диаметром и углом подъема винтовой линии рукава). При этом пуансон 5 выполнен профилированным в виде части оправки 7 и сопряжен своей боковой поверхностью 10 с рабочей поверхностью 11 винтовой проводки 6. Радиус рабочей поверхности 11 винтовой проводки 6 превышает радиус гладкой боковой поверхности 10 оправки 7 в 1,2-1,5 раза.
Устройство работает следующим образом.
Металлическая лента 1, проходя между профилирующими роликами 2, приобретает, например, Z- или S-образное поперечное сечение и выводной проводкой 3 подается на узел предварительного деформирования - между матрицей 4 и пуансоном 5. Пуансон 5 вращается вместе с оправкой 7 (привод вращения на чертеже не показан). Лента 1, проходя между матрицей 4 и пуансоном 5, сворачивается в плоскости, перпендикулярной ее собственной плоскости, без зацепления витков. При этом получают виток, все участки профиля которого деформированы (растянуты или сжаты) соответственно их расположению относительно оси оправки 7 при окончательном деформировании. Лента 1 сходит с профилированной поверхности 10 пуансона 5 на сопряженную с ней рабочую поверхность 11 винтовой проводки 6, которая подает ее на узел окончательного деформирования - оправку 7. Лента 1 наматывается на оправку 7 с одновременным зацеплением витков, попадая между гладкой поверхностью 12 оправки 7 и направляющим 8, а затем и обжимным, тянущим роликом 9, сворачивается в рукав 13. При этом происходит минимальное деформирование профиля витков с сохранением зазоров в зацеплении, необходимых для гибкости рукава.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКОГО МЕТАЛЛИЧЕСКОГО РУКАВА | 2001 |
|
RU2207926C1 |
| СПОСОБ ХОЛОДНОГО ПРОФИЛИРОВАНИЯ ДОБОРНЫХ ЭЛЕМЕНТОВ И АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2573460C1 |
| Способ изготовления оболочек с гофрами | 1990 |
|
SU1726084A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКИХ МЕТАЛЛИЧЕСКИХ ТРУБОПРОВОДОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2072267C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКИХ МЕТАЛЛИЧЕСКИХ РУКАВОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2071394C1 |
| Способ изготовления металлических рукавов из ленты | 1987 |
|
SU1503922A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ НЕГЕРМЕТИЧНЫХ МЕТАЛЛОРУКАВОВ ИЗ ЛЕНТЫ | 2001 |
|
RU2198048C2 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПРОФИЛЯ | 2004 |
|
RU2257273C1 |
| КЛИПСАТОР | 2000 |
|
RU2162638C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ШАРОВ И ДРУГИХ ДЕТАЛЕЙ ВРАЩЕНИЯ | 1997 |
|
RU2134176C1 |


Изобретение относится к области обработки металлов давлением, в частности к технологии и оборудованию для изготовления гибких рукавов с винтовым подвижным швом из металлической ленты. Устройство содержит узел профилирования ленты, узел ее предварительного деформирования и узел окончательного деформирования с оправкой. Узел предварительного деформирования включает матрицу, пуансон, который представляет собой часть оправки, и винтовую проводку. Пуансон выполнен профилированным и сопряжен своей боковой поверхностью с рабочей поверхностью винтовой проводки. Последняя может быть выполнена с радиусом, превышающим радиус боковой поверхности оправки в 1,2-1,5 раза. В результате обеспечивается возможность получения гибкого металлического рукава с надежным подвижным соединением витков. 1 з.п. ф-лы, 4 ил.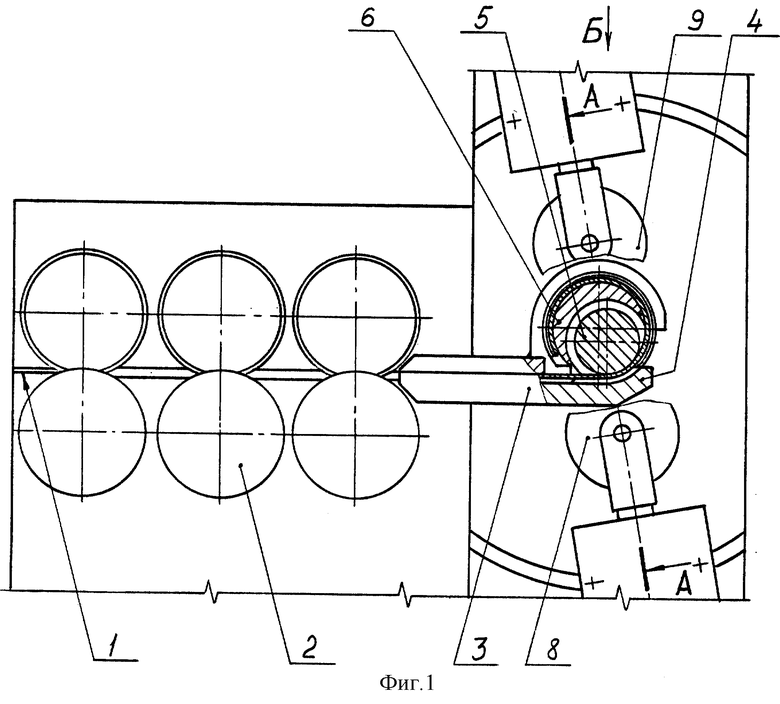
| US 3457749, 29.07.1969 | |||
| Устройство для изготовления гибкого герметичного рукава | 1980 |
|
SU904827A1 |
| Устройство для изготовления гибких металлических шлангов | 1981 |
|
SU1009549A1 |
| US 5036690, 06.08.1991 | |||
| US 3670544, 20.06.1972. | |||

