Изобретение относится к литейному производству, а именно к изготовлению форм и стержней на основе гипса для мелкого и среднего литья из цветных металлов по выплавляемым моделям, и может найти применение во всех литейных цехах машиностроительных, приборостроительных и других заводов.
Известна смесь для изготовления форм и стержней на гипсовом связующем при производстве отливок из цветных и драгоценных сплавов, содержащая гипс, диспергированный кварцевый песок, пылевидный возгон шамотного производства, дигидрофосфат натрия и воду (RU 2129932, кл. В 22 С 1/00 С1, 10.05.1999).
Известна смесь для изготовления форм и стержней на основе гипсового связующего с добавлением золы уноса и маршалита, который используется как огнеупорный наполнитель (авторское свидетельство СССР 1373464 А1, кл. В 22 С 1/18, 1988).
Наиболее близким аналогом к предлагаемой смеси является формовочная смесь для изготовления литейных форм, состоящая из гипса, песка и минеральной добавки (Цветное литье. Справочник под общей редакцией Н.М. Талдина. -М.: Машиностроение, 1989, с.397).
К недостаткам следует отнести недостаточно высокие физико-механические показатели.
Заявленное изобретение направлено на создание состава формовочных смесей для изготовления литейных форм, расширяющих ассортимент средств данного назначения.
Техническим результатом, достигаемым при реализации заявленного состава является расширение ассортимента формовочных смесей для изготовления литейных форм с улучшенными физико-механическими показателями.
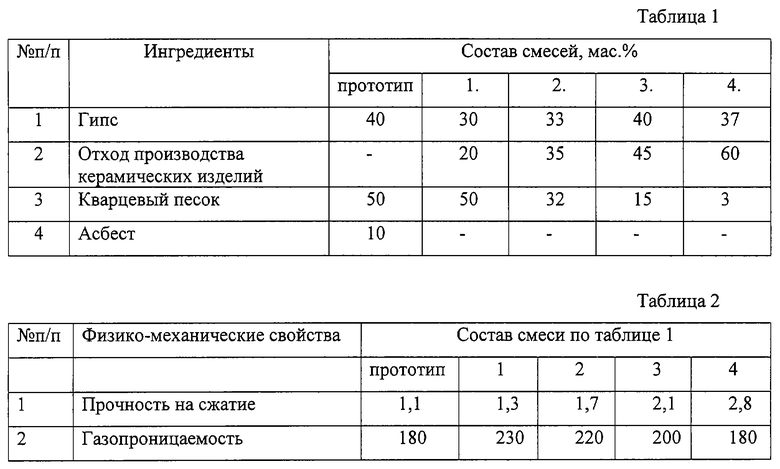
Технический результат достигается тем, что формовочная смесь, включающая гипс и кварцевый песок дополнительно содержит в своем составе отход производства керамических изделий при следующем соотношении ингредиентов, мас.%:
Гипс - 30-40
Отход производства керамических изделий - 20-60
Кварцевый песок - Остальное
Отличием заявленного изобретения от известного является использование в формовочной смеси отход производства керамических изделий, содержащего в своем составе глину, которая вместе с формовочным песком образует устойчивую коллоидную систему, что придает ей дополнительную прочность при достаточной газопроницаемости.
Формовочную смесь по составам 2-5 готовят следующим образом. В лопастный смеситель загружают кварцевый формовочный песок и отход производства керамических изделий и перемешивают 1-2 мин. Затем добавляют расчетное количество гипса и снова перемешивают 2-5 мин. После этого, в готовую сухую смесь добавляют отмеренное количество воды до определенной консистенции и перемешивают до получения однородной массы в течение 3-5 мин. Из смесителя готовая формовочная смесь поступает в опоку. Далее смесь вакуумируют в течение 2-3 мин. Затем форму выдерживают на воздухе. После этого, формы прокаливают при температурах соответственно 100-150oС и 500-750oС в течение 2-3 ч.
Формовочную смесь по прототипу (состав 1) готовят путем механического перемешивания и последовательного введения расчетного количества гипса, песка, асбеста и воды.
Оптимальное содержание отхода производства керамических изделий в смеси находится в пределах 20-60%. При содержании отхода в смеси меньше 20% снижается термостойкость смеси и ухудшается качество воспроизводимой смесью поверхности формы, а при увеличении содержания огнеупорного наполнителя приводит к уменьшению прочности формы за счет уменьшения гипсового связующего. Таким образом, введение отхода производства керамических изделий в смесь в указанных выше количествах, позволят получить формовочные смеси с оптимальными физико-механическими и технологическими свойствами, обеспечивающими изготовление качественных форм.
Для экспериментальной проверки были приготовлены составы компонентов заявленного изобретения. Составы приведены в табл.1. Физико-механические свойства смеси оценивались на стандартных образцах (⊘50 мм и Н=50 мм), залитых в металлические формы и в металлические опоки с размерами ⊘160 мм; Н=290 мм и ⊘200 мм, Н=350 мм с предварительно установленными модельными блоками. Результаты приведены в табл.2.
Для приготовления смеси используют следующие материалы:
Отход производства керамических изделий имеет следующий состав в мас.%: суммарное содержание кварцевого песка и полевого шпата 84,6%; содержание влаги 10,3%; содержание глинистых веществ 15,1%; кремний двуокись - 88,3; алюминий двуокись - 10,7; калий - 0,5; натрий - 0,5; железо - 0,1; гипс строительный ГОСТ 125-79; песок кварцевый ГОСТ 2138-84.
Как видно из табл.2, прочность на сжатие предлагаемой смеси выше, чем у известной.
Кроме того, использование отхода производства керамических изделий будет способствовать уменьшению загрязнения окружающей среды и организации безопасной технологии.
Таким образом, предлагаемое изобретение позволит повысить прочность на сжатие литейных форм и расширить ассортимент составов данного назначения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ | 2002 |
|
RU2224619C1 |
| СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ | 2004 |
|
RU2267376C1 |
| СМЕСЬ НАЛИВНАЯ САМОТВЕРДЕЮЩАЯ НА ЦЕМЕНТНОМ СВЯЗУЮЩЕМ ДЛЯ ПРОИЗВОДСТВА ТОЧНЫХ ОТЛИВОК | 2007 |
|
RU2326750C1 |
| СМЕСЬ НАЛИВНАЯ ФОРМОВОЧНАЯ С ПОВЫШЕННОЙ ГАЗОПРОНИЦАЕМОСТЬЮ ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК ИЗ ЦВЕТНЫХ СПЛАВОВ | 2008 |
|
RU2383410C1 |
| СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ | 2010 |
|
RU2425732C1 |
| СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ФОРМ И СТЕРЖНЕЙ В ТОЧНОМ ЛИТЬЕ И СПОСОБ ЕЕ ПРИГОТОВЛЕНИЯ | 2008 |
|
RU2385782C1 |
| СМЕСЬ НАЛИВНАЯ С ПОВЫШЕННОЙ ТЕРМОХИМИЧЕСКОЙ УСТОЙЧИВОСТЬЮ ДЛЯ ИЗГОТОВЛЕНИЯ ОБЪЕМНЫХ ФОРМ ПРИ ПРОИЗВОДСТВЕ ОТЛИВОК ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2010 |
|
RU2427441C1 |
| СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ | 2009 |
|
RU2405648C1 |
| ТЕПЛОИЗОЛЯЦИОННАЯ СМЕСЬ ДЛЯ УТЕПЛЕНИЯ ПРИБЫЛЕЙ ОТЛИВОК | 2006 |
|
RU2296646C1 |
| СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ФОРМ И СТЕРЖНЕЙ НА ГИПСОВОМ СВЯЗУЮЩЕМ ПРИ ПРОИЗВОДСТВЕ ОТЛИВОК ИЗ ЦВЕТНЫХ И ДРАГОЦЕННЫХ СПЛАВОВ | 2000 |
|
RU2175902C1 |
Изобретение относится к литейному производству и касается изготовления форм и стержней на основе гипса для мелкого и среднего литья цветных металлов по выплавляемым моделям. Формовочная смесь содержит, мас.%: гипс - 30-40; отход производства керамических изделий, содержащий глину - 20-60; кварцевый песок - остальное. Введение отходов производства керамических изделий в смесь позволяет получать отливки с оптимальными физико-механическими и технологическими свойствами. 2 табл.
Формовочная смесь для изготовления литейных форм, включающая гипс и кварцевый песок, отличающаяся тем, что она дополнительно содержит в своем составе отход производства керамических изделий, содержащий глину, при следующем соотношении ингредиентов, мас.%:
Гипс - 30 - 40
Отход производства керамических изделий - 20 - 60
Кварцевый песок - Остальноео
| ГАЛДИН Н.М | |||
| и др | |||
| Цветное литье | |||
| Справочник | |||
| - М.: Машиностроение, 1989, с.397 | |||
| СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ФОРМ И СТЕРЖНЕЙ ПРИ ПРОИЗВОДСТВЕ ОТЛИВОК ИЗ ЦВЕТНЫХ И ДРАГОЦЕННЫХ СПЛАВОВ И СПОСОБ ЕЕ ПРИГОТОВЛЕНИЯ | 1998 |
|
RU2129932C1 |
| Смесь для изготовления литейныхфОРМ | 1978 |
|
SU818719A1 |
| ЛЕГКОВЫБИВАЕМАЯ ЖИДКОСТЕКОЛЬНАЯ СМЕСЬ ТЕПЛОВОГО ОТВЕРЖДЕНИЯ | 1993 |
|
RU2069596C1 |

