Область техники, к которой относится изобретение
Изобретение относится к способам обеспечения структуры, производящей варьируемый оптический эффект, и изображения на подложке.
Уровень техники
Структуры, производящие варьируемый оптический эффект, такие как дифракционные решетки и голограммы часто используются как для декоративных целей, так и для целей защиты от подделок. В частности, такие структуры используются на ценных документах, защищенных от подделок, таких как удостоверения личности, банкноты и т.п., для обеспечения возможности подтверждения подлинности таких подложек. Традиционно, ввиду тонкой природы этих структур, для размещения структуры на подложке использовался процесс переноса. Этот процесс включает изготовление структуры на несущей пленке, а затем перенесение структуры на подложку, с использованием метода горячей штамповки или т.п. Пример описан в патенте US-A-4913504. Другие процессы переноса, хотя они и не предназначены для структур, производящих варьируемый оптический эффект, описаны в патентах US-A-5017255, US-A-5219655, US-A-5328534 и WO-A-95/15266.
Заявка WO-A-97/03844 описывает способ обеспечения отражающего характерного элемента защиты от подделок на бумаге, защищенной от подделок, в котором металл распыляется на поверхности бумаги, после чего он плющится, шлифуется или обрабатывается другим способом для того, чтобы преобразовать его в более зеркально отражающую поверхность, или он может формоваться в рельефную конфигурацию. Методы для обработки металла включают использование электродугового разряда, методы газопламенного и плазменного напыления, при этом все из которых имеют недостаток, заключающийся в необходимости высокотемпературной обработки. Другие проблемы такого распыления заключаются в следующем: распыляемые металлы имеют тенденцию соединяться в непрерывные отложения, которые не сгибаются вместе с подложкой и поэтому разрываются, очень трудно управлять толщиной отложения, очень трудно достигать сложных форм, при этом количество материалов, которые могут наноситься, ограничено. Аналогом заявленного технического решения является заявка на патент 85100355, Тайвань, от 01.12.1996г. , МПК А 44 С 27/00, в котором описан способ изготовления декоративного листа из золота, включающий нанесение слоя фоточувствительной эмульсии на медную плату, размещения негатива с фотографическим изображением на медной плате для осуществления экспонирования таким образом, что изображение формируется на медной плате.
Сущность изобретения
Согласно первому аспекту настоящего изобретения обеспечивается способ формирования структуры в форме дифракционной решетки или голограммы, производящей варьируемый оптический эффект, на подложке, и содержит следующие этапы:
а) обеспечение адгезива на подложке,
б) нанесение путем осаждения металлического порошка на адгезив;
в) рельефное тиснение структуры, производящей варьируемый оптический эффект, на металлическом порошке.
При этом металлический порошок наносится прерывистым способом.
Кроме того, адгезив обеспечивается в виде решетки линий или точек, а линии или точки располагаются так, чтобы они образовывали муаровую интерференционную картину при рассматривании через подобную решетку из линий и точек.
Кроме того, точки являются полутоновыми точками, имеющими диаметры менее чем 200 мкм.
При этом адгезив содержит тонер.
Кроме того, этап а) содержит печать адгезива с использованием, например, флексографии и глубокой печати.
При этом металлом является олово. Размер частиц металлического порошка лежит в диапазоне 0,1-100 мкм. При этом металлический порошок напыляется на адгезив.
Кроме того, этап (б) дополнительно содержит удаление излишнего металлического порошка, при этом этап удаления содержит один или более из процессов отсоса, гравитации и вибрации.
Кроме того, металлический порошок может представлять собой смесь различных металлов. Различные металлы имеют различные цвета.
Кроме того, в металлический порошок и в адгезив или только в один из указанных компонентов дополнительно включаются магнитные или флуоресцентные среды.
При этом дополнительно осуществляют оксидирование металлического порошка.
Кроме того, указанный способ дополнительно содержит следующий за этапом (б) этап плющения нанесенного металлического порошка, для формирования зеркальной полировки. При этом этап плющения осуществляется одновременно с этапом (в).
Этап рельефного тиснения осуществляется с использованием нагретой детали рельефного тиснения.
Указанный способ дополнительно содержит осуществление дополнительного процесса рельефного тиснения после этапа (в), причем уровень рельефного тиснения является более шероховатым, чем используемый на этапе (в).
А также дополнительно содержит этап (г) обеспечения защитного слоя поверх рельефно тисненого порошка.
При этом защитный слой содержит адгезив, используемый на этапе (а). А защитный слой печатается на рельефно тисненый порошок. При этом защитный слой является окрашенным.
Кроме того, подложка может являться бумагой. А законченная подложка представляет собой ценный документ, например банкноту.
При этом указанные этапы осуществляют непрерывно на подложке в виде полотна, таким образом, чтобы обеспечить структуры на указанном полотне с множественным варьируемым эффектом.
Согласно второму аспекту изобретения заявлена подложка, несущая структуру в форме дифракционной решетки или голограммы, производящую варьируемый оптический эффект, рельефно тисненую в металлическом порошке.
При этом металл содержит олово.
Согласно еще одному аспекту изобретения заявлен документ, защищенный от подделок, включающий подложку согласно признакам, указанным выше. При этом документ представляет собой банкноту. Авторы изобрели совершенно новый метод для обеспечения структур, производящих варьируемый оптический эффект на подложке. Это достигается посредством первого обеспечения адгезива на подложке. Предпочтительно - это адгезив с клейкостью или способностью к созданию клейкости при тепловой или другой обработке, используемый с соответствующим весом так, чтобы связывать только один слой металлического порошка. Адгезив позволяет крепко приклеивать нанесенный впоследствии металлический порошок к подложке и точно управлять конфигурацией нанесения в отличие от предыдущих подходов. Также, количество связываемого порошка соотносится с толщиной адгезива. Как будет объясняться ниже, это имеет особенные преимущества в случае ценных документов.
Изобретение также включает рельефное тиснение структуры, производящей варьируемый оптический эффект, в металлическом порошке. Предыдущие предложения не затрагивали рельефное тиснение таких структур, которые требуют формирования очень тонких рельефных элементов. Однако изобретение в результате приводит к структуре, которая легко может быть использована для целей подтверждения подлинности и которую очень трудно копировать.
В типичном случае металлический порошок будет наноситься в прерывистом виде, например, как один слой металлических частиц в виде участков или островов. Если он впоследствии плющится, то окажется, что он дает непрерывный слой при раскатывании для того, чтобы произвести "пластинки". Это приводит ко второму аспекту изобретения, в котором изображение обеспечивается на подложке, способ включает следующие этапы:
а) обеспечение адгезива на подложке в конфигурации, соответствующей изображению;
б) нанесение металлического порошка на адгезив.
В этом аспекте выгода преимущество достигается из возможности управлять подготовкой адгезива для формирования изображения и затем усиливать это изображение посредством нанесения металлического порошка. Этот аспект изобретения имеет собственные преимущества независимо от того, является тисненой или нет структура, производящая варьируемый оптический эффект, в металлическом порошке, что легко оценить. Например, это могло бы привести к новому тактильному долговременному эффекту глубокой печати в ярком порошке из одного металла или в сложном порошке, например эффекты оловянных/намагниченных частиц. Другими словами, не микроструктурированные, однородные (металлоподобные) свойства. Однако последующее описание будет ссылаться на первый аспект изобретения, хотя в большинстве случаев отмеченные моменты одинаково применимы ко второму аспекту. Также, хотя изобретение может использоваться с любым типом оптически изменяемого эффекта, включая оксиды с изменением цвета, химические эффекты, голограммы и дифракционные решетки, описание для простоты будет обращаться только к голограммам.
Предпочтительно, способ дополнительно содержит следующий за этапом б) этап плющения нанесенного металлического порошка для формирования зеркальной полировки. Этот этап плющения или полировки можно было бы осуществлять отдельно или как часть этапа тиснения рельефа. Однако преимущественно осуществлять два этапа отдельно для продления срока службы детали или прокладки тиснения рельефа.
При осуществлении способа можно использовать любой подходящий металлический порошок, но там, где имеют место процессы плющения, предпочтительно должен быть выбран порошок, который является относительно мягким или способен смягчаться посредством обработки, например нагревания. В противном случае, величина силы, необходимой для его плющения, разрушит структуру подложки. Предпочтительно, чтобы материал также был разумно химически инертен так, чтобы с ним можно было легко манипулировать, и чтобы он сопротивлялся сгибанию и т. д. Он не должен тускнеть после нанесения и должен сохранять блеск на протяжении срока службы изделия. Материалом, который удовлетворяет всем этим требованиям, является олово. Однако также могли бы использоваться другие материалы, такие как индий, свинец, кадмий и таллий, хотя некоторые из них могут быть неприемлемо токсичными или дорогими. Дополнительное преимущество олова заключается в том, что оно имеет низкую точку плавления и, таким образом, нагревание до температур ниже точки плавления, например 200oС, ведет далее к весьма существенному смягчению материала. В способе могли бы использоваться другие металлические порошки, особенно вещества с неволокнистыми или непористыми поверхностями, или в которых не требуется тонкая структура.
Порошки олова обычно готовятся с использованием процессов измельчения, либо с использованием воды, либо с инертным газом, либо с использованием ультразвука. Из них ультразвуковой метод производит продукт лучшего качества в смысле сферичности частиц, которая имеет заметное влияние на текучие свойства порошка. В основном диапазон размеров производимых частиц составляет от 1 мкм до 100 мкм в зависимости от используемого процесса.
Первый этап в процессе включает нанесение адгезива. Адгезив должен быть пригодным для печатания, предпочтительно формировать изображения с высоким разрешением. Также важны характеристики высыхания: он должен либо достаточно долго оставаться липким для того, чтобы порошок мог наноситься на него и прилипать к нему (это может быть, в зависимости от линейной скорости и т.д. ~ 1 с) или альтернативно, он должен сохнуть мгновенно, но быть способным к тому, чтобы повторно активизироваться, например, посредством нагревания.
Можно использовать отверждаемые под действием ультрафиолетового излучения (УФ) катионные смолы. В этом случае пропечатанные участки облучаются и приобретают клейкость перед отверждением. Это может обеспечить возможность связывания порошка, в то время как отверждение движется к завершению, предпочтительно с использованием некоторого нагрева.
Количество применяемого адгезива также важно. При слишком малом количестве может происходить неполное покрытие. При слишком большом количестве адгезив пройдет между первым слоем частиц олова и свяжет дополнительные слои, в результате приводя к ненужному использованию материала.
С точки зрения адгезионной прочности было бы лучше, если бы адгезив до некоторой степени смачивал стороны частиц, например, до 1/2 от их радиуса. Это не только обеспечивает приемлемую площадь контакта, но такжe и потому, что тогда все приложенные силы всегда действовали бы в смеси сдвиговой моды и моды растяжения, предпочтительнее чем в чистой моде растяжения (которая обычно является самой слабой ситуацией).
Толщина адгезива, составляющая ~ 5 мкм, является обоснованным компромиссом этих факторов, хотя из-за многих затрагиваемых факторов она будет варьироваться, чтобы учесть различные адгезивы, бумаги, способы печати и т. д.
Адгезив может быть напечатан с использованием традиционных методов печати, таких как флексография и глубокая печать, но преимущественным методом, особенно, при котором должно формироваться изображение, является ксерография, в которой адгезив содержит тонер. При использовании ксерографического метода возможно связывать порошки олова с использованием покрытия смолой только 0,25 мг/см2 (и это включает вес пигмента). Хорошие результаты могут быть получены для многих целей, например для чеков, особенно с хорошим отверждаемым под действием ультрафиолетового излучения (УФ) верхним слоем в качестве защитного покрытия.
В отличие от отложений, сформированных в традиционных способах печати, микроскопическая экспертиза отложений, сформированных в ксерографических процессах, показывает, что смола контактирует с очень маленькой площадью каждой частицы и в результате порошки только свободно поддерживаются и могут быть легко сняты. При раскатывании они связываются намного более твердо и способны приемлемо сопротивляться истиранию/изгибу и т.д. даже перед нанесением верхнего защитного слоя.
Предпочтительным является порошок, произведенный посредством ультразвука, хотя могут использоваться другие порошки.
Для нанесения металлического порошка может использоваться множество способов. Предпочтительным методом является напыление порошка, хотя могли бы использоваться другие методы типа псевдоожиженного слоя и т.п. Также может быть полезно производить вибрацию подложки во время этапа нанесения, чтобы перемещать частицы на поверхности таким образом, чтобы гарантировать полное покрытие. Традиционно, способ будет дополнительно содержать этап удаления любого избытка порошка.
Технология, заключающаяся в нанесении порошка и затем удаления излишнего материала, уже используется в технике термографии и имеется доступное коммерческое оборудование, способное обрабатывать ~10000 листов в час. При использовании других методов осуществляют выжигание порошка, особенно для плотных металлических порошков.
Там, где излишний порошок должен быть удален, эта операция должна быть выполнена эффективно. В одном случае это выполняется посредством отсоса. Затем излишний порошок пропускают в циклонный сепаратор, который удаляет любые волокна пыли/бумаги и т.д., которые, возможно, были отсосаны с оловом, перед возвращением переработанного материала через систему шлюзования в бункер с порошком для повторного использования.
Можно улучшить эффективность процесса удаления излишнего порошка (при необходимости), например, посредством использования более мощной системы отсоса, или посредством переворачивания бумаги таким образом, чтобы работала сила тяжести. Для стряхивания захваченных частиц также полезно использование процесса вибрации.
Подложка может быть выбрана из широкого разнообразия известных материалов, включая как тряпичную бумагу и т.п., так и пластмассовые материалы, такие как полиэтилентерефталат (PET) Mylar толщиной 10 мкм. Материалы, которые использовались, успешно включают стандартную бумагу для изготовления денежных знаков, бумагу для изготовления денежных знаков с водяными знаками штрихкодов, бумагу Astralux, другие типы бумаги с покрытием, стандартную бумагу для фотокопировального аппарата 80 г/м2, силиконовую прокладочную бумагу и полиэфирные пленки, ориентированный полипропилен (ОРР) и другие пленочные материалы, имеющие толщину в диапазоне 10-100 мкм.
Металлический порошок, такой как олово, способен деформироваться таким образом, чтобы сглаживать микроскопические шероховатости бумажной поверхности, но не способен деформироваться достаточно для того, чтобы удалять неровности в толщине бумаги, которые обычно встречаются в гораздо большем масштабе (например, ~1-2 мм). Такие неровности поверхности могут быть сглажены только посредством приложения давления от листопротягивающей пары валиков, с целью сдавливания микроструктуры бумаги, или посредством приложения давления к нижней стороне бумаги, используя гибкую среду, которая будет деформироваться, для сглаживания неровностей толщины.
Учитывая это, вероятно было бы полезно использовать бумагу с хорошей однородностью толщины, хотя фактически может использоваться любая бумага (или твердая поверхность).
Также возможно использовать этот способ для обеспечения голограммы на пластиковой фольге, и мы успешно обеспечили их на фольге с толщиной в диапазоне 10-100 мкм.
Если использовать силиконовую прокладочную бумагу, то после формирования голограммы последняя остается прикрепленной к прокладке тиснения рельефа и может быть снята и перенесена невредимой на другую подложку типа полиэтилентерефталата (PET) с использованием адгезива. Таким образом, можно разработать "офсетную" технику для нанесения голограмм на подложки, чувствительные к нагреву и давлению, например усадочные втулки одноразового использования.
В предпочтительных способах, как только порошок оказывается прикрепленным к поверхности бумаги, он должен плющиться так для преобразования ее в зеркало, и должен микрорельефно тесниться с голографическим изображением. Это может быть выполнено с использованием одной операции или с использованием двухступенчатого процесса с исходным образованием плющения/зеркала, с последующим этапом тиснения микрорельефа, в котором возможно могли бы использоваться более низкие прикладываемые силы.
В качестве заключительного этапа можно обеспечить защитный слой над рельефно тисненым порошком. Этот защитный слой предотвращает механическое повреждение рельефной поверхности при использовании, а также способствует предотвращению от копирования элементов защиты от подделок, посредством герметизации рельефно тисненого профиля. В этом последнем контексте, предпочтительно, если защитный слой формируется с таким же материалом, как адгезив или по меньшей мере с очень похожим материалом так, чтобы любая попытка удалить защитный слой, разрушила бы структуру, производящую варьируемый оптический эффект. Следует отметить, что ключевое преимущество этого подхода состоит в том, что структура, формирующая варьируемый оптический эффект, не содержится на непрерывной пленке из материала, но выглядит как мозаика из микроскопических пластинок. Если органический слой, который поддерживает их вместе, разрушается, то они просто разбиваются, и голограмма уже не может быть больше исправлена. Следовательно, если состав адгезионного/защитного слоя тщательно подобран, то эти голограммы должны иметь лучшую защиту от подделок, чем металлические голограммы, полученные методом горячей штамповки или газопламенного напыления.
Прямое связывание защитного слоя к адгезиву/подложке через поры в покрытии также должно улучшить механическую стабильность отложений. Такие поры возникают естественным путем и могут вводиться преднамеренно до любой желательной степени.
Для обеспечения требуемых механических свойств материал должен быть гибким и стойким к царапинам, а также должен быть способным проходить различные химические испытания/испытания на стойкость к растворителям, требуемые промышленностью.
Высококачественное воспроизведение изображений с изменяемым оптическим эффектом получается посредством нанесения непрерывного металлического покрытия. Однако можно получить вполне приемлемое воспроизведение, используя гораздо более низкую загрузку, например 25-50% покрытие с нанесенным оловом, например, в виде линий или решетки из точек. Это обеспечивает способность комбинировать металлизированные изображения с предварительно напечатанными цветными изображениями. Это также обеспечивает возможность снижения затрат посредством минимизации использования материалов.
Относительно просто достичь периодически разнесенных столбцов и строк (или точек) металлического порошка, которые, при условии, что они достаточно точно разнесены, незаметны для невооруженного глаза. Если изображение с линиями на равных интервалах на прозрачной подложке вращать над таким изображением, то наблюдаются муаровые интерференционные полосы. Возможно использование этого метода для того, чтобы скрыть идентификационные элементы (числа и т.д.) в металлизации, которые станут заметными только при образовании интерференционных полос. Такие эффекты было бы очень дорого дублировать другими средствами, но к настоящему методу они не добавляют существенной дополнительной стоимости.
Посредством нанесения верхних покровных металлизированных слоев с (прозрачными) цветными лаками можно получать широкий диапазон цветов, например золотой и т.д.
Можно изменять цвет металлического порошка посредством простого оксидирования или химической обработки поверхности металлических частиц. Такие цветные порошки могут использоваться для получения (зеркально-полированных) металлических отложений с диапазоном привлекательных цветов от золотого до переливчатого фиолетового, которые легко можно голографически рельефно теснить.
Смешивая порошки (олова) различных цветов можно получить пестрые эффекты. Такие эффекты могут также быть получены путем смешивания порошков (олова) с другими материалами, например полимерами, порошками, пигментами, волокнами и т.д. Другие объекты, металлические и неметаллические, могли бы использоваться в смесях с оловом, например:
- красители - неорганические/органические пигменты/ краски,
- люминесценция - флуоресцентные или фосфоресцирующие оттиски,
- магнетики - оксиды, руды различных цветов,
- оксидированные оловянные кусочки.
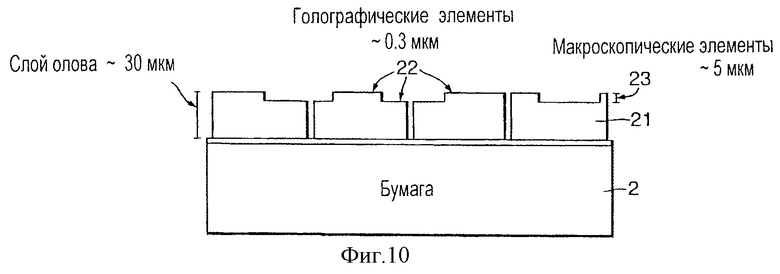
Микрорельефные тисненые голографические элементы вдавливаются в поверхность на глубину менее 1 мкм. Можно сформировать макрорельефные тисненые элементы на металлизированной бумаге посредством вдавливания картинок/изображений на глубину ~0-5 мкм.
Другое преимущество порошкового подхода заключается в следующем: в отложения легко включить магнитные среды, которые могут кодироваться с информацией защиты от подделок. Это могло бы быть достигнуто посредством смешивания магнитных порошков с оловом или посредством включения их в адгезив.
Также может быть включен флуоресцентный материал посредством смешивания металлических и флуоресцентных порошков и их совместного нанесения.
Дешевые ручные устройства с вихревыми токами используются во множестве применений, таких как измерения толщины покрытия, или для дифференциации между различными металлами. Они работают, используя маленькую катушку, чтобы вызвать вихревые токи в объекте. Амплитуда и фаза токов изменяют реактивное сопротивление катушки, которое может быть легко измерено.
С электрической точки зрения отложения олова заметно отличаются от фольги горячей штамповки или металлических красок. Следовательно, для подтверждения подлинности можно было бы разработать устройство, основанное на измерениях вихревых токов.
Вышеупомянутый перечень признаков мог бы быть включен сам по себе или в комбинации с любыми (или возможно всеми) другими фактически в любое применение печати с защитой от подделок. В большинстве случаев, они не требуют, чтобы к базовому процессу были добавлены дополнительные этапы, которые не повлекли за собой сравнительно больших стоимостных издержек производственного процесса.
Базовый процесс позволяет наносить на одной или обеих сторонах бумаги голограммы любого размера. Последнее может быть выполнено либо посредством использования второго прохода, либо возможно посредством использования однопроходной системы. Голограммы не должны быть непрерывными и могли бы, например, быть расположены на различных отдаленных участках банкноты, или могли бы сформировать рамку вокруг периферии. Было бы очень дорого делать это с использованием фольги горячей штамповки. Стоимость была бы пропорциональна полной площади, покрытой оловом, и не полной площади, закрытой голограммой (как в случае горячей штамповки).
Привлекательная особенность этой технологии состоит в ее способности формировать металлизированные изображения, которые могут быть голографически рельефно оттиснены. В настоящее время это может быть достигнуто только с использованием дорогих, многоступенчатых методов типа деметаллизации. Возможно формировать изображения, используя эту технологию, потому что порошок олова будет прилипать только к тем участкам, где был нанесен адгезив.
Изобретение, в частности, применимо к документам, защищенным от подделок, которые включают банкноты, чеки (будь то банковские чеки или чеки на покупки в магазинах), облигации, акционерные сертификаты, лицензии, некоторые типы удостоверений личности, смарткарты, паспорта, визы, сберкнижки, ваучеры, акты, печати и метки одноразового использования, метки подтверждения подлинности и т. п. Действительно, любую ценную бумагу, защищенную от подделок, основанную на пластмассовом материале, можно сформировать с помощью этого изобретения. Конечно, там, где требуется гибкое изделие, типа банкнот, должны быть выбраны подходящие пластмассовые материалы, например полипропилен.
Краткое описание чертежей
В дальнейшем изобретение поясняется описанием конкретных вариантов его воплощения со ссылками на сопровождающие чертежи, на которых:
фиг.1 изображает схематический вид устройства,
фиг.2А и 2Б иллюстрируют бумагу, покрытую порошком, перед и после плющения, в разрезе, приблизительно с 500-кратным увеличением,
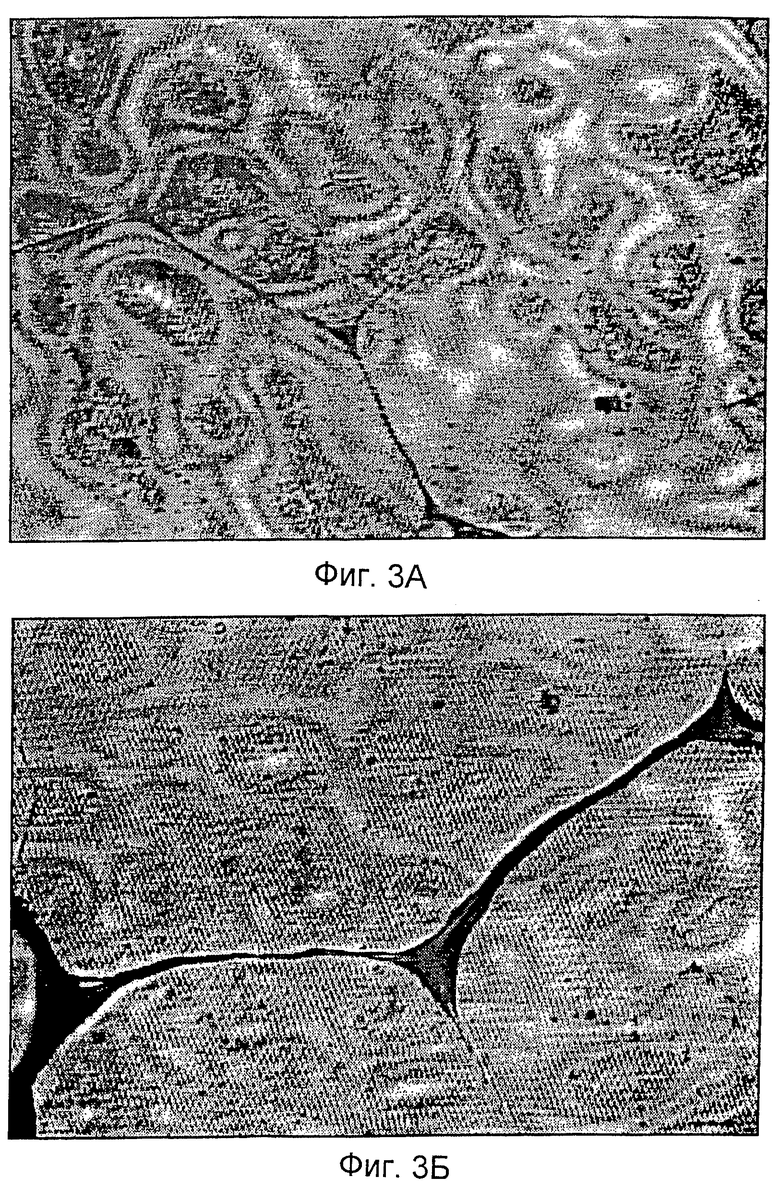
фиг.3А и 3Б изображают поверхности типичных голограмм из олова приблизительно с 1000-кратным увеличением,
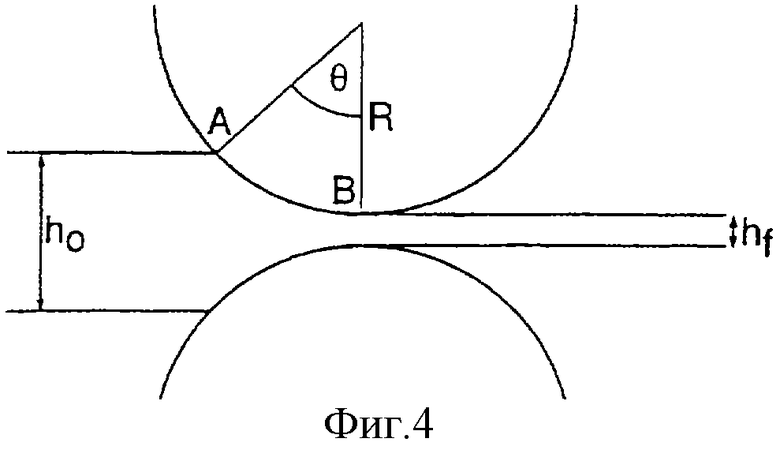
фиг.4 схематично иллюстрируют валики для плющения,
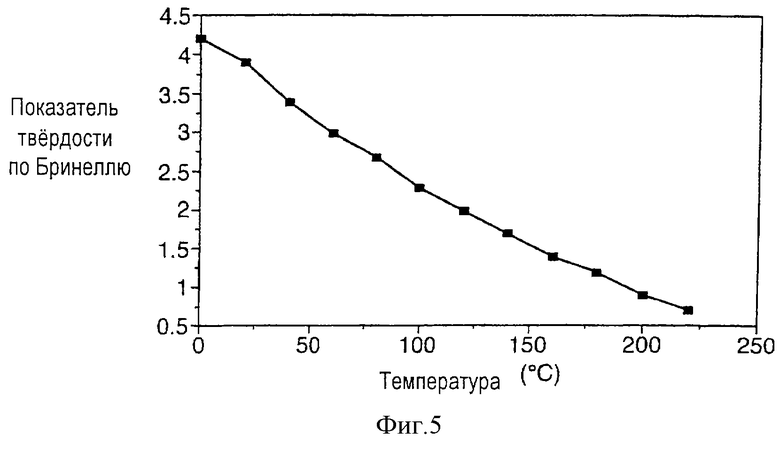
фиг.5 изображает график твердости по Бринеллю для олова в зависимости от температуры,
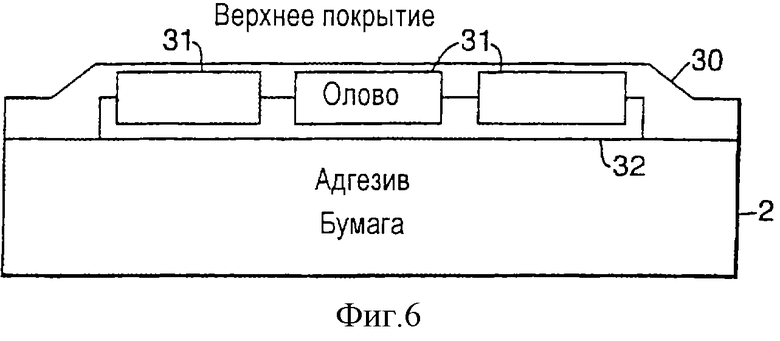
фиг.6 схематически изображает разрез готового изделия,
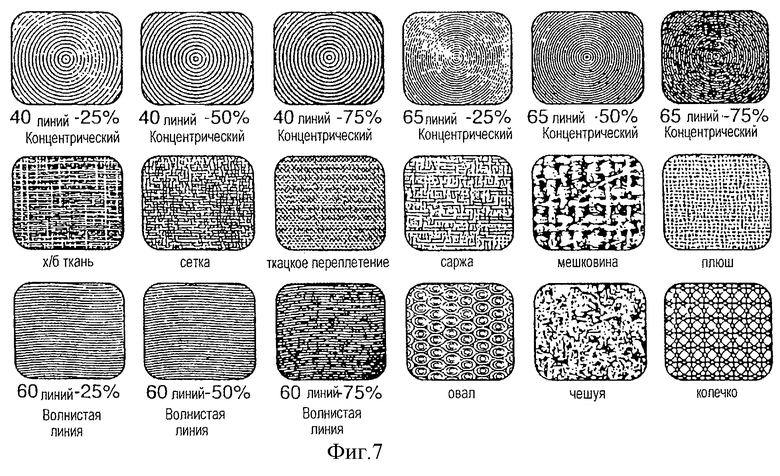
фиг. 7 иллюстрирует диапазон нерельефных металлизированных изображений, показывая эффект плющения/полировки с полированной металлической прокладкой,
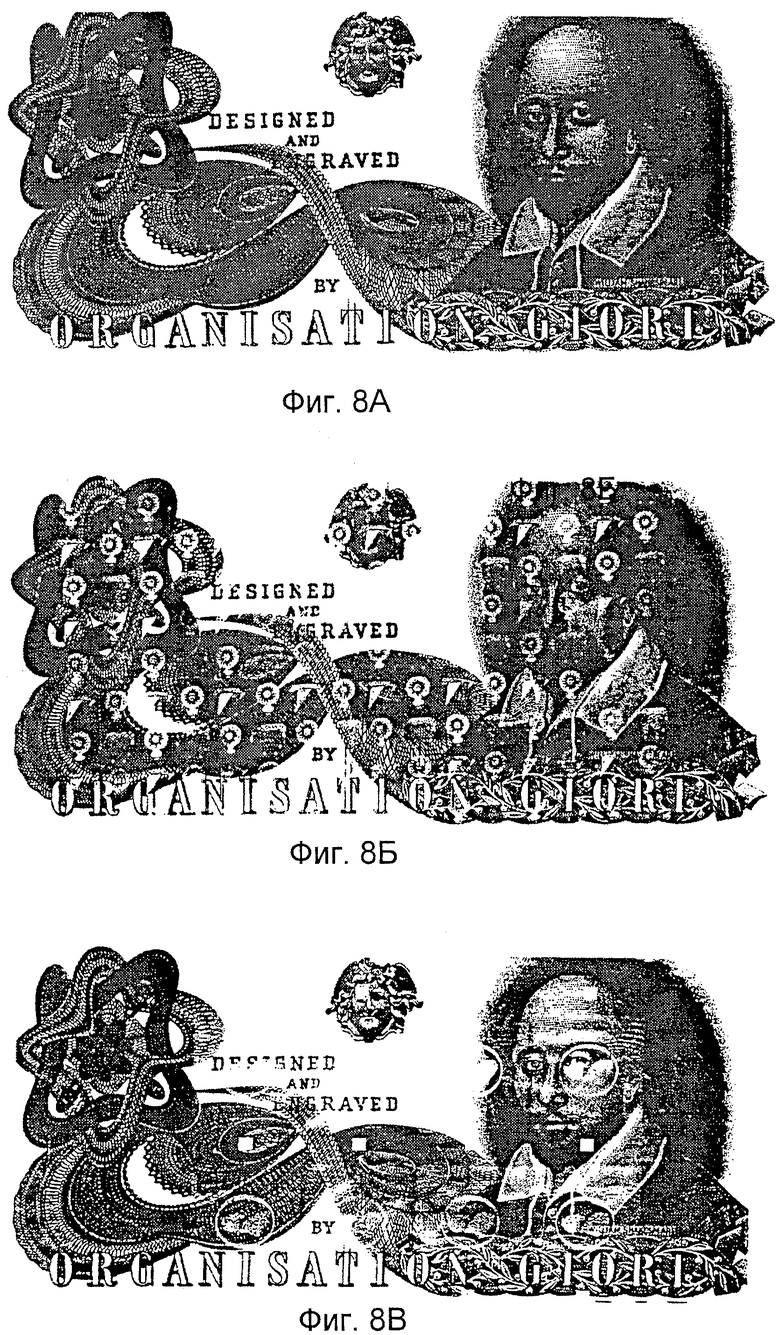
фиг. 8А-8В иллюстрируют примеры металлизированных изображений на банкноте,
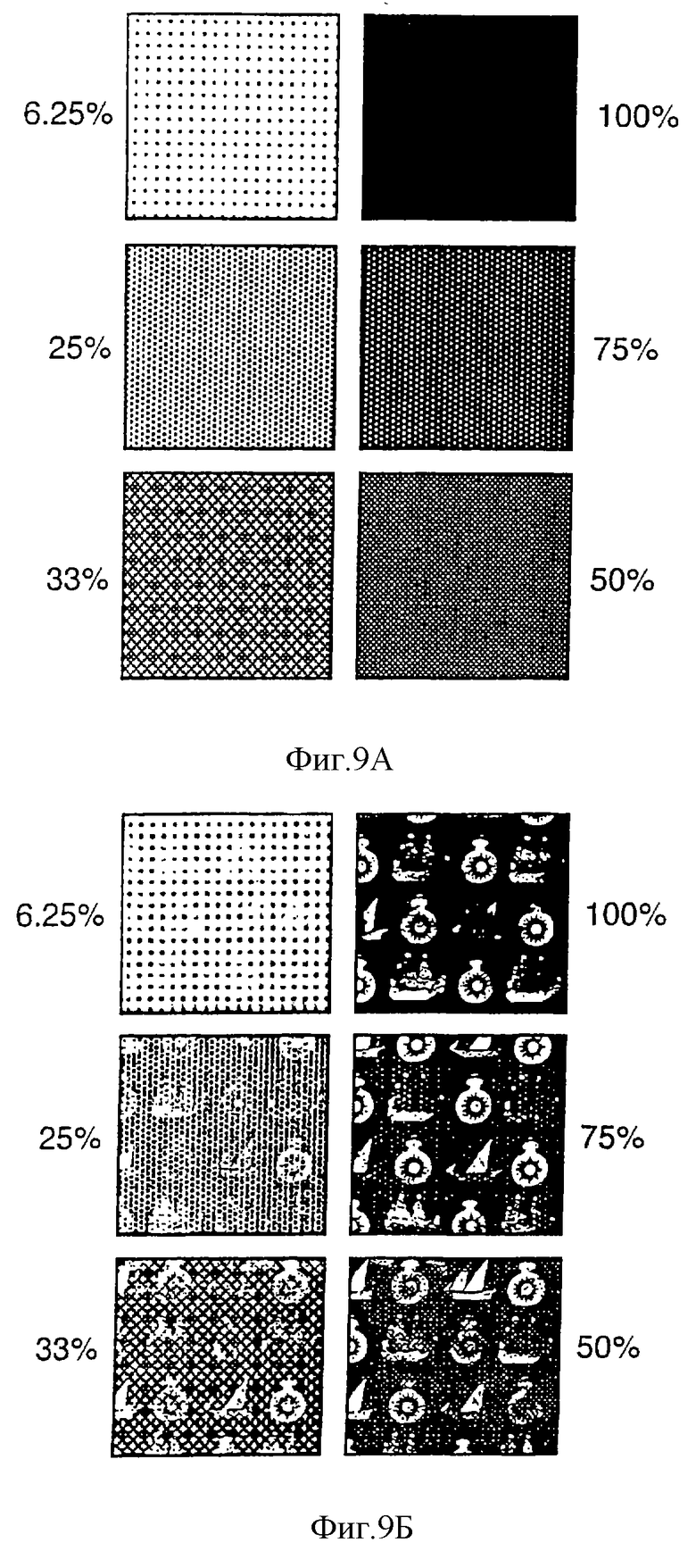
фиг. 9А и 9Б иллюстрируют, соответственно, шесть примеров исходных фотошаблонов, и те же шесть после металлизации и тиснения рельефа с различными плотностями отложения,
фиг.10 схематично иллюстрирует макрорельефное тисненое изделие.
Подробное описание предпочтительных вариантов воплощения
Устройство, показанное на фиг.1, содержит узел 1 печати адгезива, через который подается бумажное полотно 2. Адгезив печатается на верхнюю поверхность 3 полотна 2 либо непрерывно, либо в виде конфигурации, определяющей изображение типа полутонового изображения. Как упомянуто выше, эта печать может использовать любую известную технику, такую как флексография и глубокая печать, или может содержать ксерографию. В случае адгезива, являющегося отверждаемой под действием ультрафиолетового излучения (УФ) катионной системой, полотно может затем облучаться, чтобы инициировать отверждение и развить клейкость. Затем напечатанное полотно 2 проходит в узел 4 нанесения металлического порошка, включающий бункер 5, содержащий металлический порошок типа олова. Металлический порошок наносится на верхнюю поверхность 3 полотна и будет прилипать к напечатанному адгезиву, который поддерживается в своем клейком состоянии. Затем полотно 2 обворачивается вокруг направляющего валика 6 так, чтобы излишний металлический порошок, который не прилип к полотну, падал вниз в рециркуляционный бункер 7. Этому может способствовать отсос (не показано). Затем полотно проходит в сушильный блок 8, который сушит адгезив, и затем проходит в дополнительный узел 9 удаления излишнего металлического порошка, где полотно вибрирует, и применяется отсос, чтобы удалить любой оставшийся излишний металлический порошок. На этом процесс может быть остановлен, обеспечивая рабочий бумажный рулон, который может каландрироваться и рельефно тесниться позднее.
В противном случае, полотно проходит в узел 10 плющения, где металлический порошок плющится, опираясь о полотно 2, образуя зеркальную поверхность, которая затем в узле 11 тиснения рельефа, рельефно теснится с микроструктурой, определяющей структуру, производящую варьируемый оптический эффект. Наконец, рельефно тисненое полотно проходит в заключительный узел 12 печати, в котором защитный лак, который может быть таким адгезивом, который наносится в узле 1, наносится поверх рельефно тисненного металлического порошка. Затем полотно проходит в узел наматывания (не показан).
Поэтому процесс может быть непрерывным или прерывистым. Непрерывный процесс включает выполнение всех подпроцессов (то есть печать адгезива, УФ облучение (по требованию), нанесение и удаление металла, каландрирование и рельефное тиснение, и, наконец, поверхностное покрытие лаком) без прерывания процесса производства. Прерывистый процесс включает подготовку рабочего бумажного рулона, как описано ранее. Последующие этапы (то есть каландрирование, рельефное тиснение и поверхностное покрытие лаком) выполняются автономно позднее.
Узел 4 нанесения металлического порошка должен снабжаться непрерывным потоком порошка, который полностью закрывает покрываемую площадь. Не существует совершенной системы нанесения порошка, и поэтому должен быть нанесен излишек, чтобы гарантировать, что нет никаких голых участков.
Для иллюстрации порядка расхода нанесения нанесение непрерывной полосы порошка толщиной 2 мм, по ширине 1 м и с линейной скоростью 100 м/мин, могло бы означать нанесение 200 л порошка в минуту (2 л/мин/см).
Ясно, что 2 мм порошка - это большой излишек, когда требуются покрытия с толщиной <0,1 мм. Если распылитель разработан хорошо, то должна быть возможность уменьшить толщину нанесения до гораздо более низкой цифры, чем эта, что минимизирует количество порошка в циркуляции.
Вообще говоря, порошок не будет обычным образом течь через выходную прорезь бункера 5, если не обеспечивается встряхивание. Предпочтительно, обеспечивается оборудование Faust, которое использует асимметричное кулачковое устройство для вибрации бункера на частоте 25 Гц. Бункер порошка имеет полную длину хода ±1 мм. После прохождения через прорезь порошок проходит в распылитель (не показан), который состоит из плоской пластинки, наклоненной под углом 20-30o к горизонту, в который просверливаются расположенные в шахматном порядке отверстия на расстоянии 2 мм и диаметром 2 мм. С точки зрения однородности нанесения важно, чтобы расход потока и расположение отверстий/угол наклона распылителя были такими, чтобы порошок проходил вниз пластины, а не просто проходил через первый один или два ряда отверстий.
Олово падает на бумагу, проходя расстояние 4-6 см (в зависимости от того, падает ли оно в верхней части или в нижней части пластины распылителя). Поскольку олово - тяжелый материал, порошок, выходящий из отверстий распылителя, стремится падать вертикально, и степень слияния смежных потоков очень ограничена. Вибрация бункера с частотой 25 Гц очень мало влияет на улучшение однородности покрытия. Чтобы гарантировать равномерное покрытие, важно, чтобы распылитель был разработан так, чтобы порошок проходил вниз пластины и выходил одновременно из по меньшей мере 3-4 рядов (расположенных в шахматном порядке) отверстий.
Конечно, при падении порошок будет ускоряться и, таким образом, высота будет определять скорость частиц, когда они попадают на адгезив. Чем выше скорость соударения, тем больше исходное проникновение частиц в адгезив. Более высокая скорость также может заставлять порошок уплотняться, и это может обеспечивать несколько улучшенное покрытие.
Однако увеличение высоты падения может иметь отрицательный эффект, состоящий в том, что порошок становится более чувствительным к эффектам отбора и т.д.
Использование прорези 5 мм х 10 см обеспечило расход потока олова ~12 кг/мин, без перегрузки распылителя. Предполагая, что плотность порошка составляет 40% от плотности твердого материала (то есть 7,3 и 2,9 г/см3 соответственно), расход потока будет ~4,1 л/мин. При линейной скорости 100 м/мин это обеспечило бы покрытие только ~400 мкм.
Для увеличения расходов потока могли бы быть применены различные методы. Первичным механизмом управления расходом потока является прорезь, и более широкое ее открывание привело бы к подаче большего количества порошка. Также может помочь более сильная вибрация. Обе из этих мер могут потребовать увеличения пластины распылителя. В качестве альтернативного метода можно было бы взять устройство со многими прорезями.
Кроме условий вибрации, ширины прорези и противодавления порошка, расход потока также критически зависит от сферичности порошка. Чем меньше присутствует частиц неправильной формы, тем более высокие скорости потока могут быть достигнуты.
Важно гарантировать, что порошок сохраняется свободным от загрязнений, таких как масла или жиры, поскольку относительно маленькие количества таких материалов могут иметь заметное действие на расход потока, могут быть вредны для адгезии и могут вызывать загрязнение прокладки.
Более 90% порошка, нанесенного на полотно, сразу не используется, и он должен быть собран и повторно использован. Во время процесса явно чужеродный материал должен изыматься. Важно, чтобы этот материал был удален, иначе при осаждении будут возникать дефекты, а также возможно повреждение регулировочной прокладки.
Для этой цели может использоваться циклонный сепаратор (не показан). Он будет очень эффективно удалять более легкий материал, но не будет удалять более тяжелые частицы загрязнений. В настоящем случае очень важно, чтобы удалялись оба типа. Комбинация циклонной сепарации и фильтрации должна быть соответствующей. Например, должна быть соответствующей фильтрация для прохождения только частиц размером <150 мкм, но она будет иметь тенденцию замедлять производительность, если размеры фильтра не являются значительно большими размеров выходной прорези.
Коллекторная головка в идеале должна быть расположена как можно ближе к блоку нанесения порошка. Это будет минимизировать трудности транспортировки порошка олова обратно в циклонный сепаратор (а также снижение потенциала рассыпания). Пока используемое расстояние сохраняется минимальным, должна быть возможность выполнять это условие, используя только вакуумную линию отсоса, что предпочтительнее, чем обращаться к более сложным механическим методам.
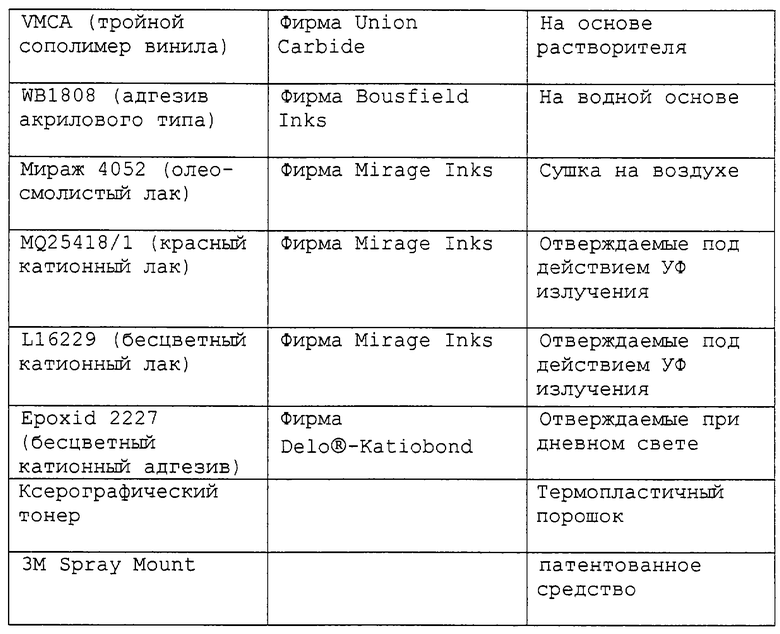
Таблица приводит набор адгезивов, которые успешно использовались.
Фиг. 2А и 2Б иллюстрируют покрытые металлическим порошком подложки перед и после плющения соответственно, в то время как фиг.3А и 3Б показывают поверхность типичной голограммы из олова. На фиг.2А показаны отдельные зерна олова. Также, фиг.3А и 3Б показывают пластинки, сформированные посредством сближения расплющенных и не сплавленных сфер диаметром 30-50 мкм.
Чтобы понять действие переменных параметров во время процесса плющения, проводились испытания. Было обнаружено, что при низких давлениях на валики для плющения переносилось существенное количество металлического порошка, тогда как при высоких давлениях это было не так. Оказалось, что высокое давление заставляло олово принимать структуру бумаги, и при этом достигается высокий уровень механического сцепления с поверхностью, на которую производится печать. Намного более низкий уровень сцепления с запечатываемой поверхностью получается для гладкой поверхности валика плющения, так что только часть поверхности олова остается прикрепленной к бумаге. При более низких приложенных давлениях получается меньшее механическое сцепление с запечатываемой поверхностью бумаги, и тогда получается более случайное распределение частей поверхности. Использование оптимизированных адгезионных систем должно также минимизировать перенос.
Из полученных результатов было ясно, что качество зеркальной полировки, полученной на первом этапе, имеет прямое влияние на качество конечной голограммы. Дефекты, внесенные на первой стадии, только частично удаляются на второй, если не используются очень высокие давления тиснения рельефа.
Распределение размеров порошка также является фактором, который будет влиять на давление, требуемое для образования зеркала. Как упоминалось ранее, когда использовались порошки более тонкого помола, тогда для получения зеркал сопоставимого качества требовались более высокие давления.
Другим переменным параметром, который влияет на давление, требуемое, чтобы образовать зеркальную голограмму (голографические тисненые микрорельефы), является диаметр валиков, так как он влияет на ширину захвата (зона плющения), которая является областью, по которой распределяется нагрузка. Фиг. 4 иллюстрирует эту ситуацию. Зная максимальную толщину листа до и после плющения, а также размеры валиков, можно вычислить площадь зоны плющения, которая является по существу длиной дуги А - В на фиг.4, взятой в L раз больше ширины экземпляра:
L=(R(ho-hf)-(ho-hf)2/4)1/2,
где R - радиус валика, a ho, hf - первоначальная и конечная толщина листа.
В этом частном случае, угол сцепления θ в действительности очень мал, и радиальное давление прикладывается почти непосредственно сверху. В результате это приводит к распространению частиц в стороны одинаково во всех направлениях, пока они не сталкиваются с материалом, распространяющимся в другом направлении, скорее чем исключительно в направлении вращения.
При низких давлениях формирование зеркала происходит только в толстых участках листа. Порошок олова, который был нанесен на тонких участках листа, фактически не был затронут. При более высоких давлениях, олово/бумага в толстых участках прогрессивно плющились до тех пор, пока их объединенная толщина не становилась равной толщине в более тонких участках листа, где они также начинали плющиться так, чтобы сформировать зеркальную поверхность. Таким образом, однородность толщины бумаги является ключевым фактором в определении количества давления, требуемого, чтобы сформировать зеркальную полировку.
Для голограммы из чистой оловянной фольги требовались существенно более низкие давления (например ~25%), чем для покрытой порошком бумаги. Вышеупомянутые наблюдения наводят на мысль, чтобы главное препятствие, которое нужно преодолеть, и которое делает необходимым использование высоких давлений валиков, состоит в сглаживании бумаги таким образом, чтобы уничтожить неровности толщины предпочтительнее, чем плющение порошка.
Предварительная прокатка для выполнения зеркальной полировки незначительно снижает величину давления, необходимого для формирования завершенной голограммы. Вместо этого, происходит последовательность явлений, подобная той, которая имела место прежде с толстыми участками, образующими голограммы сначала при низких давлениях, в то время как более тонкие участки для успешного рельефного тиснения требовали давления обычно ~0,5 т/линейный дюйм (~ 0,2 т/линейный см). Поэтому очевидно, что сжатие, достигнутое во время этапа предварительной прокатки, происходило посредством гибкого процесса, и когда давление снималось, неровности толщины возвращались (по меньшей мере частично).
Возможным способом борьбы с этим эффектом и снижения требуемых давлений может быть использование облицованного резиной встречного валика, который будет деформироваться, чтобы настраиваться к неровностям в толщине бумаги. Предварительные эксперименты привели к плоской верхней поверхности, со всеми неровностями толщины, оказавшимися поверхностными неровностями на нижней стороне.
Срок службы прокладки является ключевым параметром в оценке полных затрат процесса. Имеется ряд механизмов износа, которые были идентифицированы, и точная природа тех механизмов, которые управляют сроком службы прокладки, вероятно является сложной функцией всех их. Замена на другой материал изменит этот механизм. К сожалению, учитывая сложность ситуации, трудно прогнозировать, до какой степени срок службы прокладки мог бы быть получен из простых теоретических соображений.
Чтобы оценить, в какой степени проблемой будет быстрый износ прокладки, они прикреплялись к верхнему валику, и замкнутая петля полотна покрытой оловом бумаги прикреплялась к нижнему валику. После некоторых интервалов прокатки испытательные полосы пропускали через систему, чтобы зарегистрировать качество голографических изображений.
При использовании неупрочненных прокладок или валиков для тиснения рельефа при комнатной температуре было ясно, что качество голограмм стало заметно хуже только после ~100 операций. Однако это происходило не из-за износа на поверхности, а скорее из-за растяжения самой прокладки при многократной прокатке. Эффект был вероятно усилен узкой шириной экспериментального валика (25 мм), что могло бы иметь тенденцию увеличивать краевые эффекты. Использование упрочненной прокладки решает эту проблему без видимых признаков износа или растяжения после ~1000 операций. Упрочненные прокладки используются, например, для рельефного тиснения фольги кредитной карточки при высоком давлении. При необходимости может использоваться дополнительное упрочнение, например нитрирование.
Возможны различные пути минимизации этого эффекта. Во-первых, в этих экспериментах использовалось максимальное рабочее давление, достаточное для одновременного осуществления и зеркальной полировки, и рельефного тиснения поверхности. Формирование зеркальной полировки/рельефного тиснения при более низком давлении на обрезиненном встречном валике должно также позволить существенное уменьшение давления прокатки.
Фиг.5 изображает график твердости по Бринеллю для олова в зависимости от температуры, который был получен посредством измерения размера вдавливания, сформированного приложением стандартной силы.
Ниже дается зависимость, используемая для связи твердости по Бринеллю с размером вдавливания:
Число твердости по Бринеллю = P/(πD/2(D-(D2-d2)1/2),
где Р = нагрузка (кг), D = диаметр шара (мм), d = диаметр вдавливания (мм).
Увеличение температуры валика для тиснения рельефа от 20 до 200oС снижает силу, требуемую для достижения вдавливания заданного размера, в четыре раза. Прокатка при повышенных температурах также имела бы эффект существенного снижения действия механического упрочнения, особенно, если олово можно довести до температур более 100oС. Следовательно, можно было бы прикладывать более низкие давления, и это вместе с фактом, что материал является намного более мягким, должно улучшить срок службы прокладки.
Чтобы оценить действие температуры на зеркальную полировку/рельефное тиснение, испытательные полоски прогонялись при 200oС по тому же диапазону давлений, которые использовались при комнатной температуре.
Произошла очень похожая последовательность явлений. При низких давлениях олово плющилось только в толстых участках листа. Увеличение давления увеличило долю поверхности, которая должна была сглажена. Вообще, качество зеркального слоя было лучше при каждом используемом давлении, и было достигнуто уменьшение предельного требуемого давления.
Следует отметить, что в этой экспериментальной установке бумага предварительно не нагревалась. Тепло поступало в олово через бумагу. Учитывая, что бумага была в контакте с нагретым валиком только приблизительно 100 мс, весьма вероятно, что она никогда не достигла бы целевой температуры 200oС.
Практически, следовало бы нагревать голографический валик и возможно также валик для плющения, если таковой используется. Было бы удобно использовать тепло для сушки адгезива, и это могло бы эффективно действовать как предварительный нагрев перед образованием зеркала. Нагревание можно было бы обеспечить, например, посредством инфракрасного излучения или конвекции.
После конечной операции прокатки отложения состоят из слоев олова со средней толщиной ~ 30 мкм. Металлизированные участки обычно на 0-10 мкм толще, чем исходная бумага, и возможно на ~20 мкм толще, чем прокатанные участки бумаги, которые не были металлизированы. (Олово имеет тенденцию заполнять поры/шероховатости в бумаге, и таким образом конечная толщина всегда меньше, чем сумма толщины олова и бумаги).
Это предпочтительно по сравнению с глубокой печатью, которая может вызвать утолщение бумаги в банкнотах, например, на 50 мкм.
Если добавочная толщина бумаги вызывает проблемы, например вызывая трудности из-за неравномерной упаковки, то имеются различные возможные средства, которые могли бы быть испытаны. Голограммы можно было бы расположить по центру на обоих концах, или по всей периферии банкноты. В отличие от фольги горячей штамповки стоимость голограмм, основанных на олове, не зависит от площади, которую они покрывают, а только от полной площади металлизации.
Альтернативно, голограммы можно было бы расположить так, чтобы во время прокатки давление прикладывалось только к металлизированным участкам. Таким образом, толщина голограмм могла бы быть рассчитана так, чтобы она фактически была такой же, как смежная непрокатанная бумага.
На последней заключительной стадии, верхнее защитное покрытие 30 обеспечивается над частицами олова 31, которые уже приклеились к подложке 2 посредством адгезива 32 (фиг.6).
Основная цель верхнего покрытия 30 состоит в том, чтобы предотвратить механическое повреждение рельефно тисненой поверхности в процессе использования, и предотвратить копирование элементов защиты от подделок.
В последнем контексте, предпочтительно, если адгезив 32 и верхний слой 30 являются одинаковыми или, по меньшей мере, очень похожими материалами так, чтобы любая попытка удалить верхний слой разрушила бы голограмму. Следует отметить, что ключевое преимущество этого подхода состоит в том, что голограмма не содержится на непрерывной пленке материала, но выглядит как мозаика из микроскопических пластинок, фиг.6.
Для исследования характеристики разрешения изображений, которые могут быть получены этим методом, было подготовлено несколько испытательных структур посредством фотокопирования соответствующих изображений. Затем фотокопировальные смолы, прикрепленные к бумаге, повторно плавились и контактировали с порошком олова, и затем порошок олова плющился/полировался. Фиг.7 и 8 изображают примеры полученных результатов. Легко получались изображения с очень удовлетворительным качеством. Два нижних образца на фиг.8 были рельефно тиснены с голограммами, в то время как верхний образец был металлизирован и не тиснен рельефно. В конечном продукте голограммы могли бы быть рассчитаны так, чтобы дополнить каждое из изображений.
Полутоновые оригиналы дали лучшие результаты, потому что качество их воспроизведения во время фотокопирования было лучше. Подобный подход также успешно демонстрировался посредством повторного протекания смолы в изображениях, полученных посредством лазерной печати, а также в некоторых оттисках глубокой печати.
Неизбежно в этом процессе будет происходить некоторая потеря разрешения. Например, если были нанесена точка адгезива размером 20 мкм и к ней налипла частица олова размером 40 мкм, то частица будет как бы свешиваться на краях любого металлизированного участка. Возможно, что весьма тонкие металлические изображения могут быть достигнуты посредством использования увеличения точки, например посредством растекания металла на оттисках управляемого размера, посредством разнесения и условий процесса.
Затем частицы плющатся и растекаются дополнительно. Для частиц с плотной упаковкой это может вносить относительно скромное увеличение ~10% в площади прежде, чем они соприкасаются друг с другом и образуют многогранные пластинки. Частицы на краях металлизированных участков не поддерживаются на всех сторонах и имеют возможность увеличиться по площади до большей степени. Исследования таких частиц наводят на мысль, что при нормальных условиях они могут увеличиваться по площади на ~50%. Это, вместе с эффектом нависания, ограничивает разрешение метода приблизительно до 100 мкм. Может быть возможно незначительно улучшить эту фигуру, используя порошок с частицами низкого размера, но как обсуждено ранее, следует избегать частиц размером меньше 25 мкм, и это определяет абсолютное максимально достижимое разрешение.
Результирующее влияние этого состоит в относительно маленькой потере разрешения и в общем затемнении изображения, поскольку каждая из полутоновых точек увеличивается в размере. Это последнее влияние могло бы компенсироваться посредством преднамеренного создания более светлого исходного изображения.
Однако эффект растекания может полезно применяться в снижении количества олова, необходимого для формирования голограммы. Чтобы максимизировать величину эффекта, адгезив должен наноситься в виде матрицы точек, предпочтительнее, чем в виде непрерывного слоя. Затем во время плющения олово растекается, чтобы заполнить промежутки. Мелкий размер точек максимизирует долю частиц олова на краевых участках и, следовательно, степень эффекта растекания. Фиг. 9 изображает отложения с прогрессивно уменьшающимся металлическим покрытием. Можно заметить, что небольшая потеря разрешения изображения происходит из-за действия оригинала на созданный голографический эффект.
Испытания показали, что использование очень тонких матриц точек (диаметром ~200 мкм) фактически завершает покрытие, которое могло быть получено с исходным покрытием адгезива ~60%. Очень приемлемые результаты были получены с использованием 50% точечного покрытия. При 40% было видно для невооруженного глаза, что полное покрытие не было достигнуто, хотя голографическая деталь еще остается вполне ясной.
Возможно наиболее важным фактором, который управляет разрешением, является нанесение адгезива. Ясно, что разрешение конечных изображений будет не лучше, чем разрешение напечатанного изображения. Количество наносимого адгезива будет также важно: если его слишком мало, то может оказаться неполное покрытие. Если его слишком много, то может произойти его боковое растекание или смещение посредством порошка.
Фиг. 10 иллюстрирует дополнительный процесс (не показан на фиг.1), в котором рельефно тисненный металлический порошок дополнительно подвергается макрорельефному тиснению. Таким образом, как видно на фиг.10, слой 21 олова подвергается микрорельефному теснению с голографическими элементами, показанными номером позиции 22 и дополнительно подвергается макрорельефному тиснению, как показано номером позиции 23. Например, при прокатке по ткани можно переносить ее поверхностную морфологию на слой олова так, что он выглядит как металлизированная ткань. Это могло бы быть важно для защиты торговой марки для товаров и тканей высокого качества.
Во многих случаях можно выполнять макрорельефное тиснение, не разрушая существующие голографические элементы. Лучшие результаты вероятно получаются, когда макрорельефное изображение состоит из повышенных/пониженных/наклонных плоских участков, например линейные диаграммы, линзы Френеля и т.д.
| название | год | авторы | номер документа |
|---|---|---|---|
| УКАЗЫВАЮЩИЙ НА МАНИПУЛЯЦИИ ЗАЩИТНЫЙ ЭЛЕМЕНТ | 1996 |
|
RU2142165C1 |
| УСОВЕРШЕНСТВОВАНИЯ В ИЗГОТОВЛЕНИИ БУМАГИ | 1999 |
|
RU2199618C1 |
| ОПТИЧЕСКИ ИЗМЕНЯЕМОЕ ЗАЩИТНОЕ УСТРОЙСТВО | 2007 |
|
RU2431571C2 |
| ПОДЛОЖКА, ВКЛЮЧАЮЩАЯ В СЕБЯ ЗАЩИТНЫЕ ЗНАКИ | 2005 |
|
RU2352469C2 |
| УСОВЕРШЕНСТВОВАНИЕ СПОСОБОВ ИЗГОТОВЛЕНИЯ ЗАЩИТНЫХ ПОДЛОЖЕК | 2006 |
|
RU2386541C2 |
| ГОЛОГРАФИЧЕСКОЕ ЗАЩИТНОЕ СРЕДСТВО | 1999 |
|
RU2201613C2 |
| ДИФРАКЦИОННАЯ СТРУКТУРА | 1996 |
|
RU2162240C2 |
| УСОВЕРШЕНСТВОВАНИЕ ПОДЛОЖЕК, ВКЛЮЧАЮЩИХ В СЕБЯ ЗАЩИТНЫЕ УСТРОЙСТВА | 2005 |
|
RU2360060C2 |
| УСОВЕРШЕНСТВОВАНИЯ В ЗАЩИТНЫХ ПОДЛОЖКАХ | 2006 |
|
RU2393099C2 |
| ЗАЩИТНЫЙ ЭЛЕМЕНТ ДЛЯ ЦЕННОЙ БУМАГИ | 1998 |
|
RU2189413C2 |

Изобретение относится к способам получения структур с варьируемым оптическим эффектом. Способ формирования структуры в форме дифракционной решетки или голограммы на подложке содержит следующие этапы: а) обеспечение адгезива на подложке, б) нанесение путем осаждения металлического порошка на адгезив, в) рельефное тиснение структуры, производящей варьируемый оптический эффект на металлическом порошке. Подложка несет структуру в форме дифракционной решетки или голограммы, производящую варьируемый оптический эффект, рельефно тисненую в металлическом порошке. Документ, защищенный от подделок, включает подложку. Способ исключает применение газопламенного или плазменного напыления и, соответственно, высокотемпературной обработки. 3 с. и 29 з.п.ф-лы, 1 табл., 10 ил.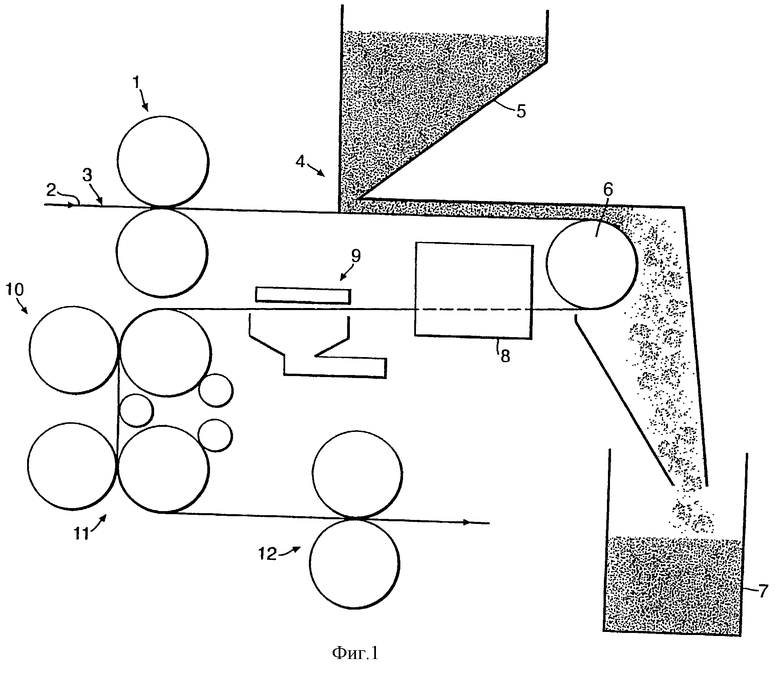
| Бесколесный шариковый ход для железнодорожных вагонов | 1917 |
|
SU97A1 |
| US 5594484 А, 14.01.1997 | |||
| Прибор для очистки паром от сажи дымогарных трубок в паровозных котлах | 1913 |
|
SU95A1 |
| Стенд для проверки углов установки передних колес транспортного средства | 1977 |
|
SU657309A1 |
| US 4352706 А, 05.10.1982 | |||
| ДЕНЕЖНЫЙ ДОКУМЕНТ ИЛИ ДОКУМЕНТ БЕЗОПАСНОСТИ, СОДЕРЖАЩИЙ ПРИСПОСОБЛЕНИЕ, ЗАЩИЩАЮЩЕЕ ЕГО ОТ ПОДДЕЛКИ, НЕСУЩАЯ ЛЕНТА ДЛЯ ИЗГОТОВЛЕНИЯ ЗАЩИЩЕННОГО ОТ ПОДДЕЛКИ ДЕНЕЖНОГО ДОКУМЕНТА ИЛИ ДОКУМЕНТА БЕЗОПАСНОСТИ, СПОСОБ ИЗГОТОВЛЕНИЯ ДЕНЕЖНОГО ДОКУМЕНТА ИЛИ ДОКУМЕНТА БЕЗОПАСНОСТИ | 1992 |
|
RU2060903C1 |

