Изобретение относится к устройству для обработки нити с предпочтительно разъемным винтовым соединением разъемных корпусов для обработки, которые состоят из высокоизносостойкого, в частности из керамического, материала.
Обработка бесконечной филаментной нити имеет, прежде всего, две постановки задачи. Во-первых, нити, изготовленной из полученных промышленным способом филаментов, следует придать текстильный характер, а также текстильно-технологические свойства. Во-вторых, нить подвергают обработке в отношении специфических качественных признаков для дальнейшей обработки и/или для конечного продукта. Отчасти нужно получить качество нити, которое при продуктах, изготовленных к тому же из натуральных волокон, не является необходимым и недостижимо. Области применения лежат в промышленной переработке текстиля, например, для строительного сектора, для автомобилестроения, а также для изготовления ковров и для специальных текстильных продуктов в рамках спортивной индустрии и индустрии досуга. Далее, спряденную нить с помощью специальной препарации обрабатывают для наилучшей промышленной обработки, и процесс обработки оптимизируется для нитей и плоских образований. Оптимизировать означает здесь также получение или повышение определенных критериев качества и снижение производственных затрат, в том числе и времени простоев на всей линии обработки.
В рамках формования комплексных нитей различные виды обработки, как, например, препарация и отделка нити через фильеры для обработки нити, являются важным звеном. Изменение структуры нити от гладкой нити в текстурированную или завихренную нить вызывается воздушными механическими силами, причем в первом случае производится воздушный поток в сверхзвуковой области, а во втором случае - поток двойного завихрения. Фильеры для обработки воздухом используют для улучшения структуры нити. Очень требовательным процессом является улучшение качества с помощью обработки горячим паром, например, для релаксации в рамках процесса вытягивания или по другому упомянутому выше способу. Во всех случаях корпуса фильер изготавливают из высокоизносостойкого материала, так как иначе их срок службы был бы слишком короток. Источник главных проблем для фильер для обработки нити лежит в препарации. При этом нить непосредственно после процесса формования, или получения отдельных элементарных нитей, снабжают защитными материалами. Защитные материалы должны быть вспомогательным средством для последующей обработки. Используемые для препарации вещества придают маслянистые свойства скольжения, так что трение скольжения нити на всем пути обработки остается насколько возможно низким, снижается опасность повреждения или обрыва нити, и можно поддерживать насколько возможно малым износ поверхностей скольжения транспортирующих и обрабатывающих устройств. Имеется, однако, еще целый ряд других факторов, на которые оказывает благоприятное влияние препарация или средства для препарации, как, например, электрические заряды. Другой областью является защита против грибкового поражения нити во время складирования между различными ступенями обработки. Уже перечисленные факторы дают выразительную картину практических условий для корпусов для обработки нити. Взаимодействие давления, тепла, влаги и многогранность химических веществ в препарации способствуют местами очень агрессивным условиям для материала фильер для обработки нити, прежде всего также для каждого соединительного средства на фильерах. Новое решение направлено, прежде всего, на тип разъемных, в частности, состоящих из двух частей фильер для обработки нити, в которых предпочтительно каждая часть имеет выемки, будь это канал для нити или камера для обработки. При соединении части должны точно подойти друг к другу. Далее, следует, по возможности, избегать боковых движений сдвига относительно траектории прохождения нити для точного позиционирования.
Из US 3324526 известно устройство для обработки нити с одним винтовым соединением составного корпуса для обработки с одной или двумя параллельными траекториями прохождения нити. Это конкретное решение предлагает многоканальное сопло для экструзии с четырьмя каналами для обработки, которые размещены параллельно друг другу. Для конкретного позиционирования предлагается два штифта.
Хотя назначение штифтов в этой публикации раскрыто, ничего не говорится о какой-то особой конструкции штифтов. Это известное техническое решение базируется на практике того времени, которая состояла в том, что штифты фиксировались в частях корпуса в зависимости от материала. Обычно они вбивались в небольшом избытке с соответствующим усилием. Это решение никак не связано с давлением, теплотой и паром, и особенно не занимается химическими препарационными средствами.
В основу изобретения положена, таким образом, задача разработать фильеры для обработки нити или корпуса для обработки нити, которые, по возможности, нечувствительны в отношении препарации и позволяют длительный срок эксплуатации. В частности, частью задачи является создать соединение фильеры для разъемных корпусов для обработки нити, которое позволяет быстрое и точное позиционирование и применимо для высокоизносостойких материалов, как, например, керамика, а также для термических видов обработки.
Поставленная задача в устройстве для обработки нити с одним винтовым соединением составного корпуса для обработки с одной или двумя параллельными траекториями прохождения нити согласно изобретению решается тем, что соединение имеет один или два миниатюризированных установочных штифта с параллельными осями для позиционирования и монтажа/демонтажа в осевом направлении соединения, поддерживаемых в первой части корпуса из высокоизносостойкого, в частности из керамического, материала с помощью механических зажимных средств и направленных во второй части корпуса через калибровочные отверстия, при этом соединительные средства расположены на одной линии, параллельной траектории прохождения нити, причем обе половины двойной фильеры для двух параллельных траекторий прохождения нити выполнены симметрично в обеих половинах корпуса для обработки.
Механические зажимные средства имеют натяжную пружину или соответственно одно открытое натяжное кольцо, или одну осаживаемую зону, при этом установочные штифты предпочтительно миниатюризированы в диаметре или выполнены в виде игл.
В корпусе для обработки, в котором установочный штифт поддерживается с помощью зажимных средств, образован вводный конус, переходящий в шлифованный затылок для зажимного средства или натяжного кольца в качестве удерживающего его уступа для продольного позиционирования установочного штифта.
Корпус для обработки выполнен из двух частей в виде плиты фильеры и покрывной плиты, при этом установочные штифты с помощью зажимных средств могут быть зафиксированы предпочтительно в плите фильеры, особенно предпочтительно с возможностью вращения.
Покрывная плита имеет глухое отверстие или сквозное отверстие со слегка увеличенным диаметром на выходе отверстия и калибровое отверстие для установочного штифта во входной части отверстия.
Соединение состоит из двух установочных штифтов, выступающих предпочтительно на одной стороне фильеры для обработки нити для второй функции позиционирования.
Установочные штифты выполнены из высокопрочной стали или керамики.
Устройство для термообработки имеет корпус для обработки с проходящей насквозь камерой с входным и выходным отверстиями для свободного прохождения нити, а также имеющий большое поперечное сечение подающий канал, в частности для пара, причем имеющий большое поперечное сечение подающий канал для пара, предпочтительно в виде продолговатого отверстия, проходит по меньшей мере по 20% длины паровой камеры.
Устройство установлено перед и/или после фильеры для обработки воздухом для термической обработки нити при использовании теплового воздействия горячей газообразной среды, в частности горячего пара, или в качестве фильеры для завихрения нити.
Устройство установлено перед и/или после фильеры для обработки воздухом для текстурирования или завихрения, для термической обработки нити, причем термическая обработка нити проводится в корпусе для обработки с проходящей насквозь паровой камерой.
Стало известно, что фильера с соединительным средством лишь тогда остается надежной в работе, если фильера, давление, тепло, пар или химические вещества остаются на определенном уровне. С помощью прежних клеевых соединений нельзя удовлетворительно решить все практические проблемы. Клеевые соединения можно к тому же исследовать, лишь если уже известны практические условия. Нельзя, однако, предопределить по составу клеевого соединения воздействие на него еще не известных химикатов, которые найдут свое применение в будущем, в любом случае с дополнительной нагрузкой тепла и влаги. Предпочтительно при новом решении соединительные средства располагают в общей ориентации, предпочтительно соосно траектории прохождения нити. Неожиданным образом при соответствующем штифтовом соединении оказалось возможным установить, что таким образом можно изготовить целые корпуса фильер заметно меньшими, по сравнению с уровнем техники, как бы в миниатюризированной форме. В особенности при применении двойных фильер или нескольких фильер рядом друг с другом шаг между двумя соседними траекториями прохождения нитей можно выбрать значительно меньшим, чем прежде. В некоторых случаях применения это оказывает даже обратное действие на величину галеты. На одной и той же величине машины благодаря возможности миниатюризации, с помощью нового соединения можно предусмотреть дополнительные траектории прохождения нитей и соответственно повысить общую производительность машины. Это означает, что используемое в ином случае скорее в часовой технологии соединительное средство дает неожиданное преимущество в качестве вспомогательного средства для монтажа/демонтажа, а также при линейном применении. Силовое соединение частей можно обеспечить, как в уровне техники, с помощью винтового соединения. Новое решение очень предпочтительно, в частности, при применении в качестве прибора для пневмосоединения нитей и в качестве корпуса для термической обработки и, как еще будет показано, в качестве миграционной фильеры.
Изобретение позволяет осуществить большое количество предпочтительных вариантов выполнения. В двух соединяемых частях используют, согласно особенно предпочтительному решению, два установочных штифта. Для этого, с одной стороны, выполняют, в основном, идентичные калибровые отверстия, а с другой стороны, одно калибровое отверстие, а также калибровое отверстие в виде продолговатого отверстия. Принимают в расчет то, что высокоизносостойкие материалы, в первую очередь керамика, не только очень трудны в обработке, но также при температурных воздействиях имеют различные величины относительного удлинения при растяжении, по сравнению с металлическими материалами. Зажимным средством или крепежным средством для установочных штифтов может быть натяжная пружина или открытое зажимное кольцо. Для этого предлагают на установочных штифтах выполнить соответствующий паз для каждого зажимного кольца таким образом, чтобы диаметр зажимного кольца во время монтажа и демонтажа установочных штифтов мог уменьшаться под воздействием внешнего усилия. Далее, можно вместо натяжной пружины выполнить часть штифта способной к осадке, например, благодаря различной твердости так, чтобы можно было в пределах увеличения отверстия использовать механическую осадку вместо натяжной пружины. Предпочтительно установочные штифты миниатюризированы в диаметре или выполнены в виде игл. Установочный штифт первоначально имеет функцию позиционирования. Для позиционирования установочный штифт должен иметь такие размеры, чтобы он при сборке частей не повредился, в то время как в процессе обработки нити на установочных штифтах едва ли возникают усилия. Силовое соединение осуществляется предпочтительно с помощью винтового соединения. Согласно другой идее выполнения в корпусе фильеры, в котором установочный штифт удерживается с помощью зажимных средств, выполнен входной конус, который переходит в шлифованный затылок, или расширение отверстия для зажимного средства, или натяжное кольцо в качестве удерживающего уступа, для позиционирования в продольном направлении установочного штифта. Новое решение замечательно пригодно также в отношении периодической очистки, которую часто проводят с помощью ультразвука.
Корпуса для обработки, будучи образованы из двух частей, выполняются также в виде плиты фильеры и покрывной плиты, причем установочные штифты могут фиксироваться в плите фильеры с помощью зажимных средств, предпочтительно с возможностью совершать вращательные движения. Для этого покрывная плита имеет глухое отверстие или сквозное отверстие с несколько увеличенным диаметром у конца отверстия и калибровое отверстие для установочного штифта во вводной части отверстия. Особенно предпочтительно соединение состоит из двух установочных штифтов, которые также в смонтированном состоянии имеют совсем небольшой зазор в калибровом отверстии, так что установочные штифты по меньшей мере теоретически, еще могут совершать вращательное движение. Далее, можно расположить установочные штифты на одной стороне корпуса фильеры с некоторым выступанием, так что корпуса фильер можно насаживать подобно "лего" на плиту основания в любом количестве. Применение двух установочных штифтов имеет большое преимущество в том, что соединение в отношении позиционирования определено геометрически точно или в узком диапазоне допусков. Это получается при применении лишь одного установочного штифта лишь в том случае, если винтовое соединение само имеет установочный уступ. При применении более двух установочных штифтов могут возникнуть недостатки в отношении проблемы относительного удлинения при растяжении и точности изготовления. Это означает, что при экстремальных термических нагрузках сознательно предпочитают два установочных штифта. Если, напротив, нет никакой или имеется лишь незначительная термическая нагрузка, то можно использовать два или больше установочных штифта. В подавляющем большинстве случаев применения по меньшей мере одна часть фильеры, предпочтительно, однако, обе части фильеры изготовлены из керамического материала, а установочные штифты - из высокопрочной стали или керамики.
Изобретение относится далее к применению устройства для обработки нити. Если для штифтов предусмотрены с обеих сторон механические зажимные средства, то одну сторону следует зажать значительно слабее, чтобы штифт остался в определенной части.
Далее решение согласно изобретению поясняется на основе нескольких примеров выполнения с дальнейшими подробностями. При сильном увеличении на чертежах показано:
фиг. 1 - корпус для обработки нити в разрезе, детализированное изображение;
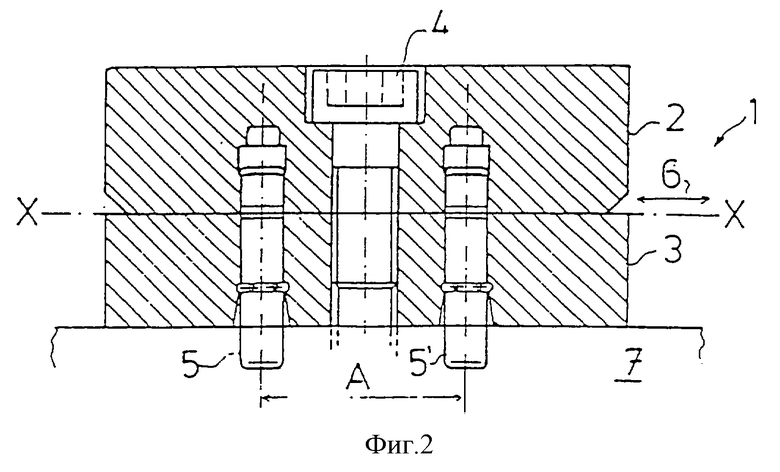
фиг.2 - корпус по фиг.1 в состоянии сборки;
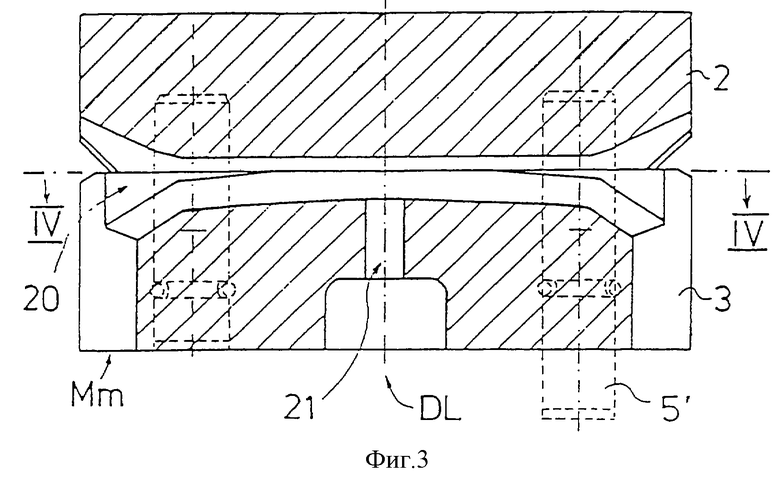
фиг.3 - прибор для пневмосоединения нитей, разрез III-III по фиг.4;
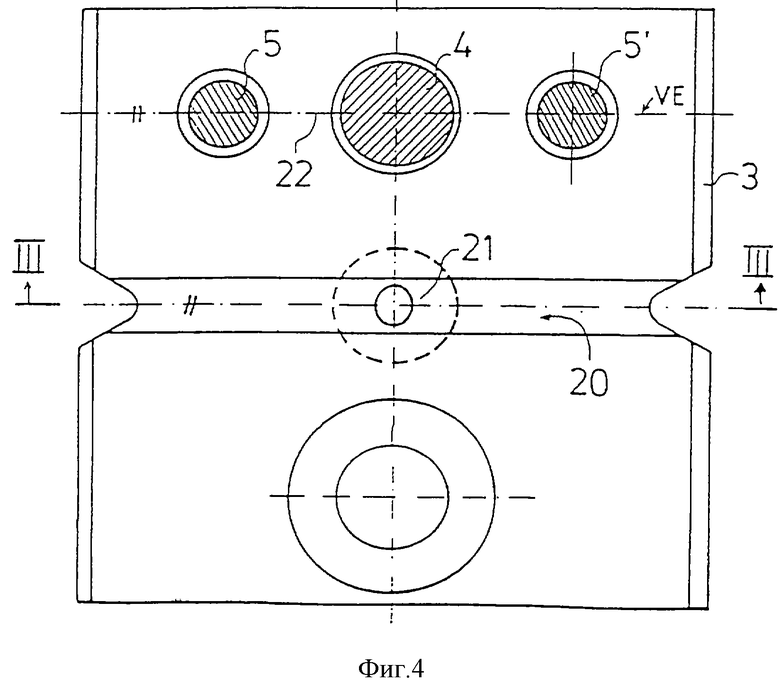
фиг.4 - разрез IV-IV по фиг.3;
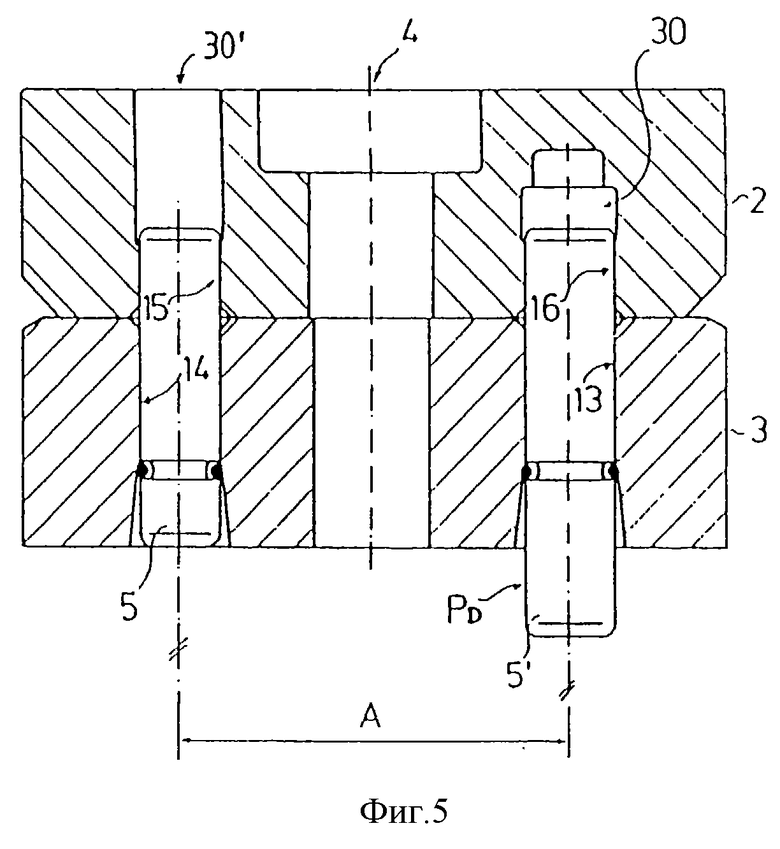
фиг.5 - система с различными установочными штифтами и отверстиями;
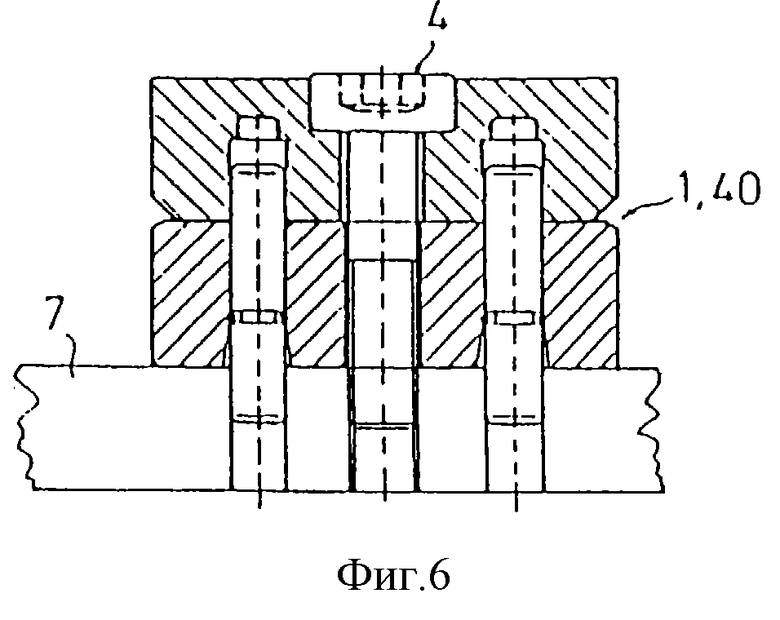
фиг.6 - использование штифтового соединения также на станине машины;
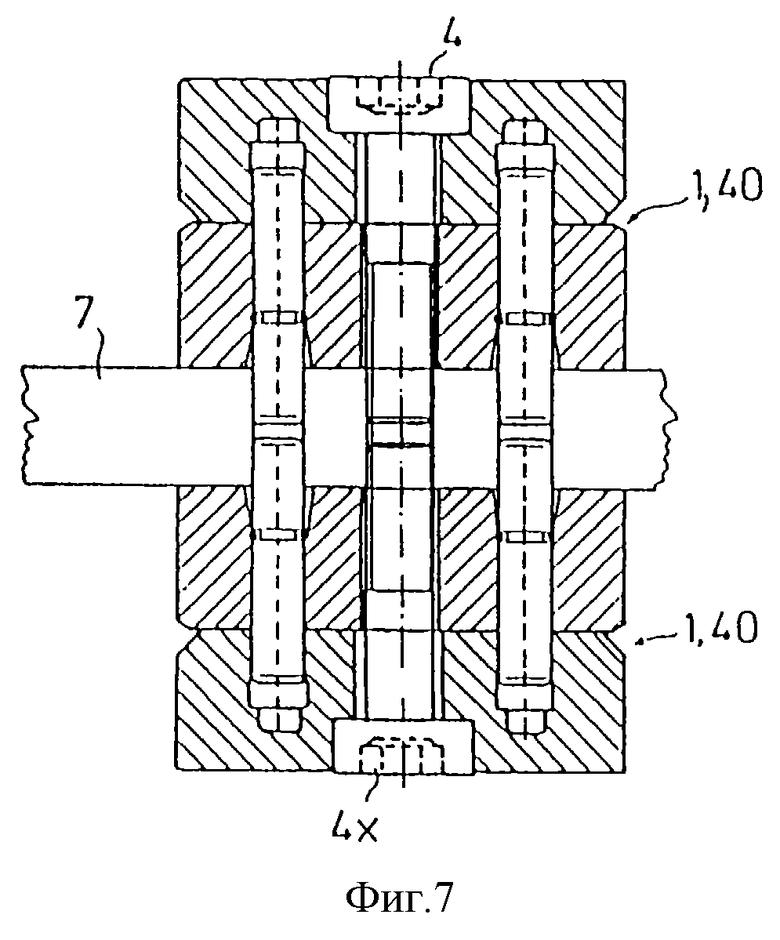
фиг.7 - другая возможность расположения;
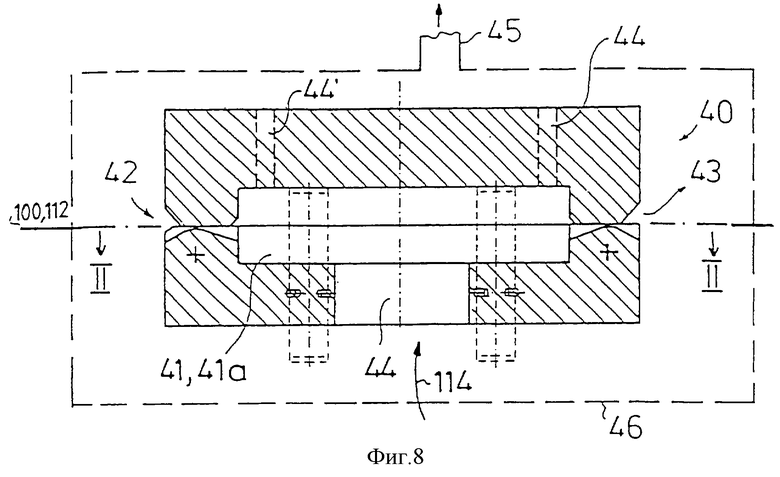
фиг.8 - фильера для обработки паром в разрезе I-I фиг.9;
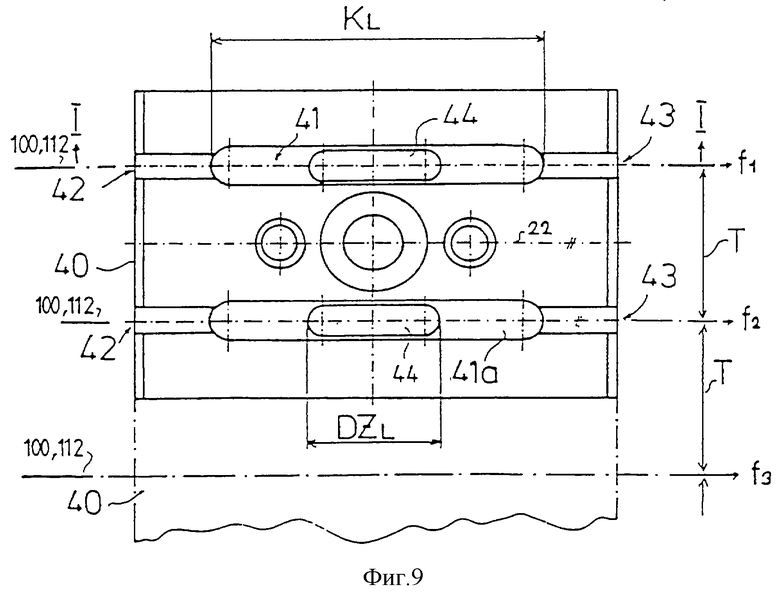
фиг.9 - двойная фильера с паровыми камерами в разрезе по II-II фиг.8;
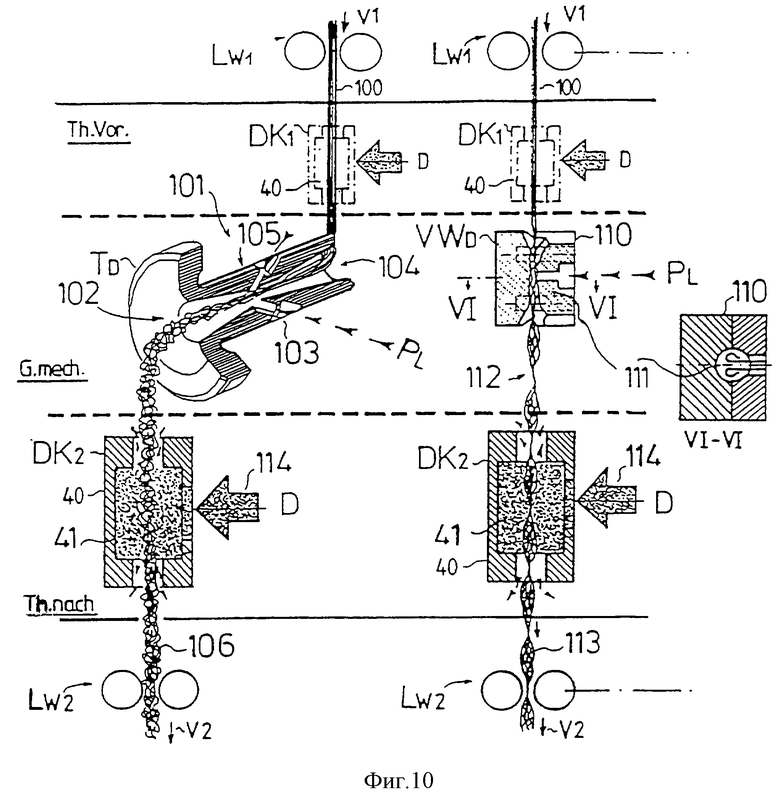
фиг.10 - вид различных ступеней способа;
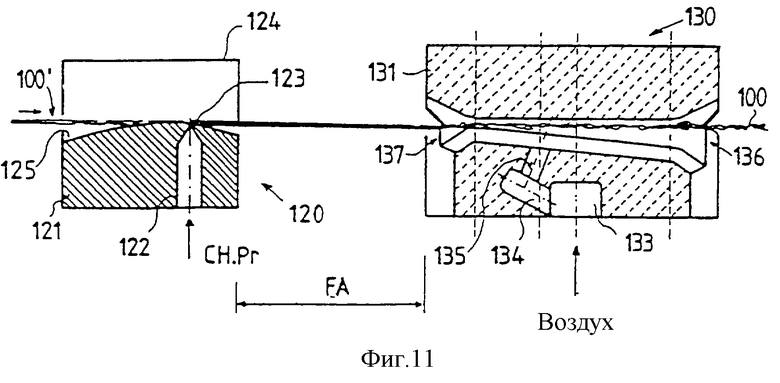
фиг. 11 - препарация со следующей далее миграционной фильерой, каждая в разрезе.
На фиг.1 и 2 показан состоящий из двух частей корпус 1 для обработки воздухом в разрезе, на фиг.1 - в виде детализированного изображения. Корпус для обработки состоит из плиты 3 фильеры, а также из покрывной плиты 2. Обе части могут жестко присоединяться с помощью винта 4 к корпусу 1 для обработки воздухом (фиг.2). Для точного позиционирования, в частности, в качестве вспомогательного средства для монтажа/демонтажа, плита 3 фильеры и покрывная плита 2 фиксируется против сдвига с помощью двух установочных штифтов 5, 5' в плоскости (на фиг.2 показано с помощью Х-Х) в соответствии со стрелкой 6. Показанные установочные штифты 5, 5' в представленном примере имеют двойную функцию. Наряду с позиционированием плиты фильеры и покрывной плиты относительно друг друга, они служат также для местного крепления всей фильеры 1 для обработки воздухом на не показанной машине 7 для обработки. Установочные штифты 5, 5' монтируются в частях фильеры уже у изготовителя. Важно при этом, что не опираются ни на клеевое, ни на сварное или паяное соединение, а что закрепление в материале корпуса для обработки воздухом обеспечивают механические зажимные средства. С помощью обозначения Lv показана сторона обеих частей корпуса, на которой производится обработка воздухом, с помощью Mm - монтажная сторона машины. Установочные штифты 5, 5' имеют хвостовую часть 8 штифта, а также вставной конец 9. Натяжная пружина или натяжное кольцо 10 представляет собой механическое зажимное средство. Для натяжного кольца 10 в плите 3 фильеры выполнен имеющий форму, соответствующую этому зажимному средству, внутренний кольцевой паз 11, примыкающий к входному конусу 12. Входной конус 12 облегчает автоматический монтаж установочных штифтов. Плита 3 фильеры имеет два калибровых отверстия 13. Установочный штифт 5 можно вводить в сквозное отверстие 14 от руки, пока натяжное кольцо не окажется у узкого места входного конуса. Остальное движение для вставления установочного штифта 5 можно осуществить с помощью легкого удара, например, резиновым молотком так, чтобы натяжная пружина 10 заскочила в кольцевой паз 11. В смонтированном до готовности состоянии установочный штифт выступает с обеих сторон, как обозначено с помощью Pd (позиционирование частей фильеры) и Pro (позиционирование на машине). Ответной для плиты 3 фильеры деталью является покрывная плита 2, которая на идентичном расстоянии А имеет соответственно два параллельных оси калибровых отверстия 15 и 16. Калибровое отверстие 15 может представлять собой нормальное цилиндрическое отверстие с диаметром D, напротив, второе выполнено предпочтительно в виде продолговатого отверстия dL с продольным зазором относительно размера А для относительного удлинения при растяжении корпуса под влиянием нагрева. Сборка обеих частей 2, 3 происходит в первый раз у изготовителя. В рабочем режиме части (корпуса), для проведения, например, их очистки, можно вынуть друг из друга в осевом направлении установочных штифтов после ослабления винта 4. Другое большое преимущество предлагаемого решения лежит в том, что осуществляемая позднее утилизация улучшается, благодаря легкой разделяемости частей, и каждый материал может перерабатываться по отдельности. Это важно также потому, что фильеры для обработки нити являются износостойкими частями.
На фиг. 3 и 4 представлена специальная форма канала 20 для нити для завихрения нити сжатым воздухом или, иначе, для среды. С помощью обозначения D помечено место для подключения сжатого воздуха, причем сжатый воздух от, например, 1 до 6 бар вводится в канал 20 для нити через отверстие 21 для подачи сжатого воздуха. Предпочтительно оба установочных штифта 5, 5' расположены на общей прямой 22 (VE) вместе с винтом 4. Благодаря этому пригоночное соединение, а также силовое соединение становится оптимальным и позволяет реализовать особенно малый шаг между траекториями нитей (как видно из фиг. 9).
На фиг. 5 показаны другие возможности штифтового соединения. На правой стороне фигуры установочный штифт 5' выступает, в соответствии с фиг.1. Калибровое отверстие 15 заканчивается глухим отверстием 30, которое служит для определенного оформления калибрового отверстия 15. На левой стороне изображения установочный штифт 5 в качестве второго варианта в области места вставления (установлен) заподлицо с соответствующей частью фильеры. Вместо глухого отверстия 30 просверлено сквозное отверстие 30'. В зависимости от требований на одной и той же фильере можно использовать одно или другое, или оба. Из показанных вариантов можно распознать другое большое преимущество. Оба основных корпуса фильер для обработки нити изготовлены из высокоизносостойкого и очень дорогого материала, в частности из керамики. Отверстия или посадочные места для зажимных средств в отношении диаметров и соотношений диаметров могут изготовляться в соответствии со стандартом или автоматизированно. Установочные штифты, напротив, можно изготовлять в качестве недорогих, нарезаемых из прутка деталей различной длины для соответствующих целей применения.
Фиг. 6 показывает позиционирование состоящего из двух частей корпуса фильеры, а также местное прикрепление к машине 7. Фиг.7 показывает пример того, как на основной опоре 7 можно смонтировать в зеркальном отражении два корпуса для обработки нити 1-40.
Фигуры 8 и 9 показывают корпус 40 для термической обработки, который имеет две проходящие насквозь камеры 41, 41a, специально для обработки нити горячим паром или горячим воздухом. Каждая проходящая насквозь камера имеет впускное отверстие 42 для нити, выпускное отверстие 43 для нити, а также в средней части отверстие 44 для подачи среды. Если среда является горячим паром, то при очень высоких в настоящее время скоростях транспортировки нити вместе с препарацией, как недостаток, для нити создаются экстремально агрессивные условия. Особенно интересно в показанном примере теперь то, что обе сквозные камеры или паровые камеры имеют заметно большой размер KL в длину, который обусловлен технологическим процессом или должен определяться от случая к случаю. Как видно из фиг.9, корпус 40 для обработки нити имеет не только одну, а две проходящие насквозь камеры 41 и 41а. Благодаря новой форме соединительного средства можно построить обе камеры особенно близко друг к другу. Если требуется несколько параллельных траекторий для нити, то это особенно предпочтительно, так как благодаря этому можно выбрать экстремально малый шаг Е между двумя соседними траекториями нитей. Соединение с помощью установочных штифтов и винтовое соединение предпочтительно выполнено на линии 22 параллельно траектории нити. На фиг.9 штрихпунктиром обозначена другая фильера для обработки нити, причем с помощью обозначений f1, f2, f3 маркирована каждая траектория прохождения нити. Представленный корпус 40 для обработки образован симметричным, так что ориентация нити не играет никакой роли. Поданная через подающее отверстие 44 среда может оставить сквозную камеру для обработки паром через впускное отверстие 42 для нити, а также через выпускное отверстие 43 для нити. Если используют лишь одно положение для обработки паром, то количество пара еще мало и может стекать в пространство. Если же используют несколько позиций для подачи пара в том же помещении, то следует собирать горячий пар из сквозной камеры 41, 41a и отводить. Это можно осуществлять через сквозные отверстия 44, 44', а также посредством паросборного трубопровода 45. Предпочтительно одну или несколько позиций окружают общим паросборным кожухом 46. Очень важным аспектом является подача среды в сквозную камеру и, однако, также из сквозной камеры. Характерное для классической фильеры для отделки нити состоит в том, что сжатый воздух направляется в канал для нити в виде сильной воздушной струи для производства совершенно специфического потока. Совершенно иная ситуация при новом, термическом корпусе для обработки. Здесь следует избегать воздействия струи. На фиг.9 длина камеры обозначена KL и длина отверстия 44 для подачи среды - DZL. Длина DZL в представленном примере составляет более одной трети длины KL. Подачу пара можно также осуществлять через несколько отверстий. Важным является избегать какого-либо направленного действия струи через термическую среду при термической обработке, будь это горячий воздух, горячий пар или какая-либо смесь, которая, к примеру, может содержать также препарационное средство.
Далее ссылаемся на фиг. 10, которая показывает вид различных ступеней улучшения. В левой части изображения сверху вниз представлен процесс текстурирования, и справа от него, соответственно, процесс завихрения. В отношении процесса текстурирования ссылаемся на международный патент WO 97/30200. Гладкую нить 100 направляют сверху с высокой скоростью транспортировки VI через первый подающий механизм LW1 к текстурирующей фильере 101 и через канал 104. Через каналы 103 для сжатого воздуха, которые подключены к источнику Р1, воздух с высокой степенью сжатия вдувается под углом в направлении транспортировки нити в канал для нити 104. Непосредственно после этого канал 104 для нити раскрывается в виде конуса таким образом, что в коническом расширяющемся участке 102 устанавливается сверхзвуковой поток, предпочтительно с более чем число Маха 2. Ударные волны, как подробно описано в патенте WO 97/30200, производят собственно текстурирование. Первый участок места 105 вдувания воздуха в канал 104 для нити вплоть до первого конического расширяющегося участка 102 служит для разрыхления и раскрытия пряжи, так что отдельные филаменты подвержены воздействию сверхзвукового потока. Текстурирование происходит, в зависимости от высоты имеющегося в распоряжении давления воздуха (от 9-12 до 14 бар и более), либо внутри конического участка 102, или же в области выходного отверстия. Имеется прямая пропорциональность между числом Маха и текстурированием. Чем выше число Маха, тем сильнее ударное действие и тем интенсивнее текстурирование. Для скорости производства получаются два критических параметра: во-первых, желательный стандарт качества и, во-вторых, чрезмерная тряска, которая при дальнейшем повышении скорости транспортировки приводит к разрушению текстурирования.
Th.Vor. означает термическую предварительную обработку, возможно, лишь с нагревом нити.
G. mech. означает обработку нити с механическим воздействием потока сжатого воздуха (сверхзвуковой поток).
Th.Nach. означает дополнительную обработку горячим паром (возможно, только теплым или горячим воздухом).
На фиг.11 показана часть процесса обработки нити, причем слева представлена химическая препарация, а справа - миграция. Нить 100' поступает непосредственно с процесса прядения и направляется через устройство 120 для препарации, которое имеет основной корпус 121, в котором проведен снизу до области прохождения нити канал 122 для подачи средства для препарации, и заканчивается так называемыми препарационными язычками 123. Над препарационными язычками П-образно расположены два направляющих стержня 124, которые с боковых сторон направляют нить 100' над препарационными язычками. Основной корпус 121 имеет предпочтительно волнистый направляющий паз 125 таким образом, что траектория прохождения нити принудительно мягко направляется через место контактирования нити 100' с препарационным средством. Нанесение препарационного средства на нить осуществляется по типу эффекта захвата. Так как в подающем канале 122 препарационное средство находится под давлением лишь в той степени, чтобы обеспечить надежное доливание, то является невозможным все филаменты нити смачивать одновременно. Следствием этого является то, что нить над препарационными язычками недостаточно гомогенно снабжается препарационным средством. В зависимости от типа препарационного средства нанесенная частично с одной стороны пленка препарационного средства быстро высыхает, так что эффективность снижается. От изобретателей теперь стало известно, что нить 100' вскоре после препарации на расстоянии FA подвергается воздействию интенсивного вихревого воздушного потока, который производит хорошее перемешивание препарационного средства во всем пучке нитей и одновременно скрещивание филаментов в нити. При этом, как правило, следует исключить узлы завихрений. Миграционная фильера в отношении завихрения преследует цель лишь половины работы. Нить с помощью двойного вихревого потока раскрывается, и отдельные филаменты перекрещиваются друг с другом.
Устройство может быть использовано для обработки нити, в частности в фильерах для завихрения и корпусах для обработки паром, и обеспечивает сохранение эксплуатационной надежности фильеры и корпуса для обработки нити в условиях давления, тепла, пара и максимально возможную нечувствительность к используемым химическим веществам и продолжительного срока службы и возможности узкого шага траекторий прохождения нити. Устройство выполнено с одним винтовым соединением составного корпуса для обработки с одной или двумя параллельными траекториями прохождения нити. Соединение имеет один или два миниатюризированных установочных штифта с параллельными осями для позиционирования и монтажа/демонтажа в осевом направлении соединения, поддерживаемых в первой части корпуса из высокоизносостойкого, в частности из керамического, материала с помощью механических зажимных средств и направленных во второй части корпуса через калибровочные отверстия. Соединительные средства расположены на одной линии, параллельной траектории прохождения нити, причем обе половины двойной фильеры для двух параллельных траекторий прохождения нити выполнены симметрично в обеих половинах корпуса для обработки. Благодаря механическим зажимам не нарушается фиксирование установочных штифтов ни из-за тепла, ни из-за химической обработки. Установочные штифты позволяют осуществить значительную миниатюризацию всего корпуса фильеры и обеспечить очень малый шаг между различными траекториями прохождения нити. 9 з.п.ф-лы, 11 ил.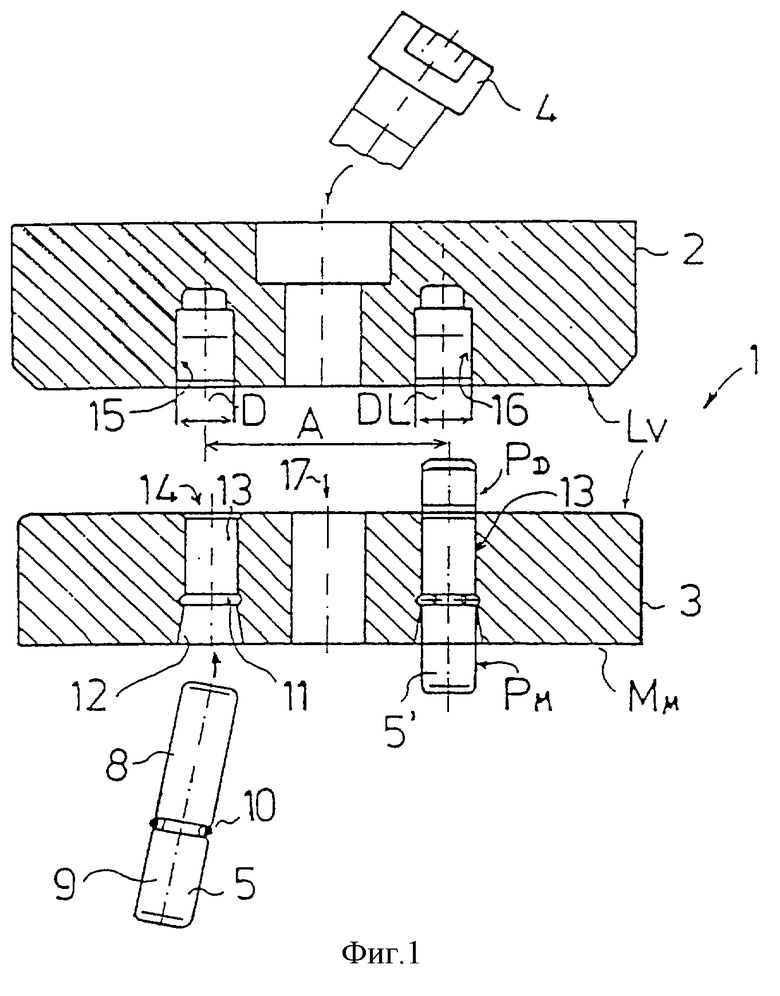
| US 3324526 А, 13.06.1967 | |||
| US 3132557 A, 12.05.1964 | |||
| ПРИСПОСОБЛЕНИЕ ДЛЯ ОБРАБОТКИ КОНУСНЫХ ОТВЕРСТИЙ | 0 |
|
SU350594A1 |
| US 3638291 A, 01.02.1972 | |||
| ФИЛЬЕРА ДЛЯ ТЕКСТУРИРОВАНИЯ СИНТЕТИЧЕСКОЙ НИТИ | 1990 |
|
RU2041981C1 |
| DE 3623965 A1, 29.01.1987. | |||

